Способ изготовления проката
Номер патента: 11664
Опубликовано: 28.02.2009
Авторы: Маточкин Виктор Аркадьевич, Кириленко Олег Михайлович, Анелькин Николай Иванович, Жучков Сергей Михайлович, Луценко Владислав Анатольевич, Муриков Максим Анатольевич
Текст
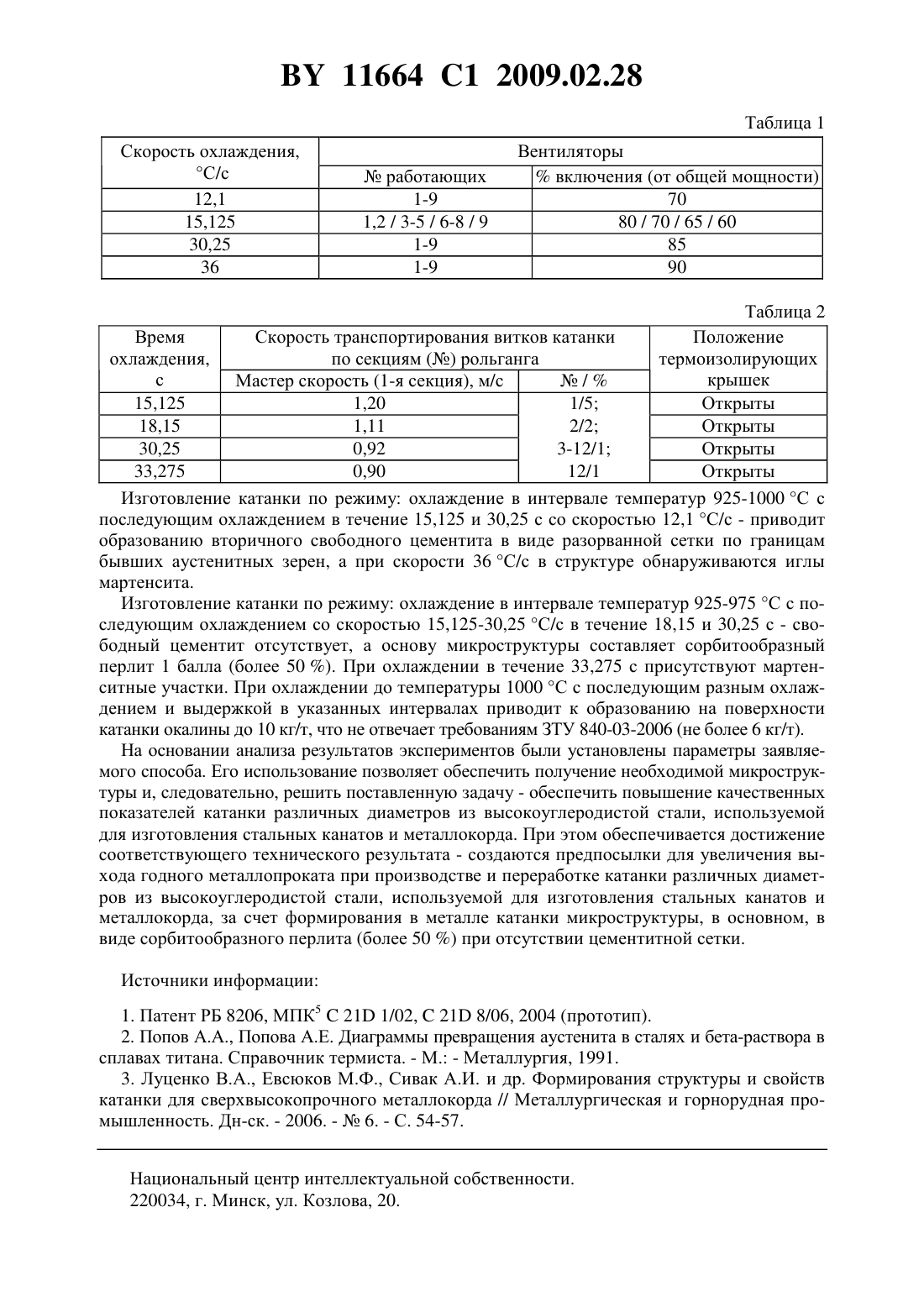
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии имени З.И.Некрасова Национальной академии наук Украины(72) Авторы Анелькин Николай ИвановичЖучков Сергей МихайловичКириленко Олег МихайловичМаточкин Виктор АркадьевичМуриков Максим АнатольевичЛуценко Владислав Анатольевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии имени З.И. Некрасова Национальной академии наук Украины(57) Способ изготовления проката, преимущественно катанки из высокоуглеродистой стали,для производства каната или металлокорда, включающий горячую прокатку, выдержку,охлаждение водой и регламентированное охлаждение воздухом до температуры ниже точки аустенитно-перлитного превращения А 1, отличающийся тем, что охлаждение воздухом начинают с температуры выше точки А 1 на 200-250 С, при этом охлаждение осуществляют в течение времени от 60 2 (с) до 100 2 (с) со скоростью от 50 2 (С/с) до 100 2 (С/с), где- диаметр проката в см. Изобретение относится к черной металлургии, в частности к термической обработке проката, и может быть использовано при изготовлении высокоуглеродистой катанки для стальных канатов и металлокорда методом горячей прокатки и термической обработки с прокатного нагрева. В качестве прототипа приняты способ изготовления проката (катанки), включающий горячую прокатку, выдержку, охлаждение водой до температуры 850 С и последующее регламентируемое охлаждение со скоростью (3 - 5) / 2 (где- диаметр проката, см) до температур ниже точки аустенитно-перлитного превращения А 1 на 100-200 С, и последующее охлаждение 1. Недостатком прототипа является неоптимальный температурно-скоростной регламент параметров охлаждения катанки. Это приводит к наличию по границам зерен значительного количества избыточных фаз, таких как цементит. То есть не обеспечиваются требуемая структура металла и соответствующий комплекс механических свойств. Это снижает технологичность переработки катанки в последующем метизном переделе и увеличивает расходный коэффициент металла при изготовлении проволоки и канатов. 11664 1 2009.02.28 Задача, решаемая изобретением, состоит в разработке способа изготовления проката, в частности катанки различных диаметров из высокоуглеродистой стали, используемой для изготовления стальных канатов и металлокорда, обеспечивающего повышение качественных показателей. Технический результат, достигаемый при использовании изобретения, состоит в увеличении выхода годного при производстве и переработке катанки различных диаметров из высокоуглеродистой стали, используемой для изготовления стальных канатов и металлокорда. Решение поставленной задачи обеспечивается тем, что в способе изготовления проката, преимущественно катанки из высокоуглеродистой стали для производства каната или металлокорда, включающем горячую прокатку, выдержку, охлаждение водой и регламентированное охлаждение воздухом до температуры ниже точки аустенитно-перлитного превращения А 1. По изобретению охлаждение воздухом начинают с температуры выше точки 1 на 200-250 С, при этом охлаждение осуществляют в течение времени от 60 2 (с) до 100 2 (с) со скоростью от 50 2 ( С /с) до 100 2 ( С /с), где- диаметр проката в см. Заявляемый способ осуществляют следующим образом. Заготовку, нагретую до температуры прокатки, деформируют в клетях непрерывного проволочного стана до получения катанки. После выхода катанки из последней клети чистового блока на первой стадии осуществляют ее выдержку и охлаждение водой, а на второй стадии, после формирования витков, катанку в разложенных витках с заданным регламентом охлаждают воздухом на роликовом транспортере до температур ниже точки аустенитно-перлитного превращения А 1. Регламентированное охлаждение воздухом начинают от температур выше точки А 1 на 200-250 С. Причем это охлаждение ведут со скоростью, определяемой из выражения(50-100)2. Время, в течение которого осуществляют регламентированное охлаждение воздухом, определяют из выражения(60 - 100)2, где- скорость охлаждения, С/с- диаметр проката, см,- время, с. Сущность заявляемого способа состоит в следующем. Известно, что в высокоуглеродистой стали в процессе охлаждения из пересыщенного углеродом аустенита выделяется вторичный (свободный) цементит 2. Исходя из диаграммы -, температура равновесной растворимости углерода в аустените для этих сталей равна 780 С 2. В интервале скоростей непрерывного охлаждения 0,05 - 10 С/с,свободный цементит выделяется в виде дискретных участков тонкой цементитной сетки по границам отдельных аустенитных зерен. При этом, с повышением скорости охлаждения количество выделений цементита по границам отдельных аустенитных зерен подавляется за счет уменьшения коэффициента диффузии углерода и времени охлаждения 3. На кинетику распада переохлажденного аустенита оказывают влияние как скорость охлаждения, так и тепло, выделяющееся в процессе самого распада. При переохлаждении аустенита ниже температуры А 1 последний претерпевает превращение, так как оказывается в метастабильном состоянии. Размеры перлитных зерен и дисперсность (толщина) пластин феррита и цементита зависят от степени переохлаждения аустенита. При небольших переохлаждениях число центров кристаллизации сравнительно мало, перлитные зерна получаются крупными, межпластиночное расстояние большим. С увеличением переохлаждения аустенита число центров кристаллизации перлитных зерен резко увеличивается, а скорость роста замедляется, размеры перлитных зерен и межпластиночное расстояние уменьшаются, то есть дисперсность перлита повышается. При непрерывном охлаждении со скоростями более 25 С/с распад аустенита протекает по смешанной кинетике 3. При этом степень распада аустенита по диффузионному механизму существенно зависит от скорости охлаждения. Перлитные колонии зарождаются на границах аустенитных зерен и в процессе дальнейшего роста приобретают форму,близкую к равновесной. Это приводит к образованию высокодисперсной структуры металла. При дальнейшем непрерывном охлаждении превращение оставшегося аустенита происходит при температуре 185 С по сдвиговому механизму с образованием мартенсита 3. В результате регламентируемого охлаждения воздухом от температур выше точки 1 на 200-250 С со скоростью (50 - 100)2 в течение (60 - 100) 2 обеспечивается получение 2 11664 1 2009.02.28 сорбитообразного перлита и отсутствие цементитной сетки. Такая структура при прочих равных условиях обеспечивает повышенную технологичность при изготовлении высокопрочной проволоки и металлокорда. Выражения(50 - 100)2 и(60 - 100) 2 получены эмпирическим путем в результате статистической обработки экспериментальных данных о качественных характеристиках проката (катанки) различных диаметров, скорости и времени охлаждения от температур выше точки 1 на 200-250 С. Начало охлаждения при температурах ниже А 1 на 200 С приводит к образованию отдельных колоний грубодисперсного перлита, который обладает более низким коэффициентом деформационного упрочнения при волочении в сравнении с сорбитообразным перлитом. Если охлаждение начинать при температурах выше 1 на 250 С, то это может привести к образованию на поверхности катанки толстого слоя окалины, что, в свою очередь, приводит к снижению выхода годного проката. Охлаждение со скоростью более 1002 приводит к образованию мартенситных участков, что обусловливает снижение технологической пластичности. Охлаждение со скоростью менее 502 приводит к образованию цементитной сетки. Охлаждение в течение времени менее 602 не обеспечивает гарантированного получения необходимой структуры, а охлаждение в течение более 1002 нецелесообразно,поскольку аустенит претерпевает за указанный временной интервал практически полное превращение. Последующее непрерывное охлаждение может привести к образованию мартенситних участков 3. Таким образом, использование заявляемого способа способствует образованию в высокоуглеродистой катанке микроструктуры сорбитообразного перлита при отсутствии цементитной сетки. Это, в свою очередь, увеличивает выход годного при производстве и переработке катанки в прокатном и метизном переделах. Пример конкретного выполнения. Заявляемые параметры способа были установлены экспериментальным путем в условиях высокоскоростного проволочного стана 150 Республиканского унитарного предприятия Белорусский металлургический завод. Производили партию катанки диаметром 5,5 мм (0,55 см) из стали 90 (0,92 С) для металлокорда. Основные варьируемые и неварьируемые технологические параметры при проведении экспериментов следующие. Неварьируемые параметры температура конца прокатки в блоке чистовых клетей - 1050 С время выдержки - 0,01 с скорость прокатки - 100 м/с. Варьируемые параметры температура катанки после охлаждения водой на виткообразователе - 900, 925, 975 и 1000 С, что, соответственно, выше точки А 1 на 175, 200, 250 и 275 С скорость воздушного охлаждения на второй стадии (роликовом транспортере) - 12,1 15,125 30,25 и 36 С/с, что соответствует выражениям 402 50,02 100,02 и 120,02. Время охлаждения - 15,125 18,15 30,25 и 33,275 с, что соответствует выражениям о 502 602 1002 и 1102. Температуру катанки при охлаждении на первой стадии корректировали количеством воды, которая подается в охлаждающие устройства. Параметры, характеризующие регламентированное воздушное охлаждение, приведены в табл. 1 и 2. Скорость последующего регламентируемого охлаждения регулировали за счет изменения мощности и количества работающих вентиляторов (табл. 1), а время охлаждения - скоростью транспортирования витков (табл. 2). Результаты экспериментальных исследований показали, что изготовление катанки по режиму охлаждение до температуры 900 С с последующим различным охлаждением и выдержкой в вышеуказанных интервалах - приводит к образованию микроструктуры с отдельными участками перлита от 3 до 5 баллов ГОСТ 8233. 3 Таблица 2 Время Скорость транспортирования витков катанки Положение охлаждения,по секциямрольганга термоизолирующих с крышек Мастер скорость (1-я секция), м/с/ 15,125 1,20 1/5 Открыты 18,15 1,11 2/2 Открыты 30,25 0,92 3-12/1 Открыты 33,275 0,90 12/1 Открыты Изготовление катанки по режиму охлаждение в интервале температур 925-1000 С с последующим охлаждением в течение 15,125 и 30,25 с со скоростью 12,1 С/с - приводит образованию вторичного свободного цементита в виде разорванной сетки по границам бывших аустенитных зерен, а при скорости 36 С/с в структуре обнаруживаются иглы мартенсита. Изготовление катанки по режиму охлаждение в интервале температур 925-975 С с последующим охлаждением со скоростью 15,125-30,25 С/с в течение 18,15 и 30,25 с - свободный цементит отсутствует, а основу микроструктуры составляет сорбитообразный перлит 1 балла (более 50 ). При охлаждении в течение 33,275 с присутствуют мартенситные участки. При охлаждении до температуры 1000 С с последующим разным охлаждением и выдержкой в указанных интервалах приводит к образованию на поверхности катанки окалины до 10 кг/т, что не отвечает требованиям ЗТУ 840-03-2006 (не более 6 кг/т). На основании анализа результатов экспериментов были установлены параметры заявляемого способа. Его использование позволяет обеспечить получение необходимой микроструктуры и, следовательно, решить поставленную задачу - обеспечить повышение качественных показателей катанки различных диаметров из высокоуглеродистой стали, используемой для изготовления стальных канатов и металлокорда. При этом обеспечивается достижение соответствующего технического результата - создаются предпосылки для увеличения выхода годного металлопроката при производстве и переработке катанки различных диаметров из высокоуглеродистой стали, используемой для изготовления стальных канатов и металлокорда, за счет формирования в металле катанки микроструктуры, в основном, в виде сорбитообразного перлита (более 50 ) при отсутствии цементитной сетки. Источники информации 1. Патент РБ 8206, МПК 521 1/02,21 8/06, 2004 (прототип). 2. Попов А.А., Попова А.Е. Диаграммы превращения аустенита в сталях и бета-раствора в сплавах титана. Справочник термиста. - М. - Металлургия, 1991. 3. Луценко В.А., Евсюков М.Ф., Сивак А.И. и др. Формирования структуры и свойств катанки для сверхвысокопрочного металлокорда // Металлургическая и горнорудная промышленность. Дн-ск. - 2006. -6. - С. 54-57. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C21D 8/06
Метки: изготовления, проката, способ
Код ссылки
<a href="https://by.patents.su/4-11664-sposob-izgotovleniya-prokata.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления проката</a>
Способ изготовления проката
Номер патента: 6689
Опубликовано: 30.12.2004
Авторы: Парусов Владимир Васильевич, Стеблов Анвер Борисович, Бондаренко Александр Николаевич, Шевченко Александр Данилович, Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Луценко Владислав Анатольевич
Метки: изготовления, способ, проката
Текст:
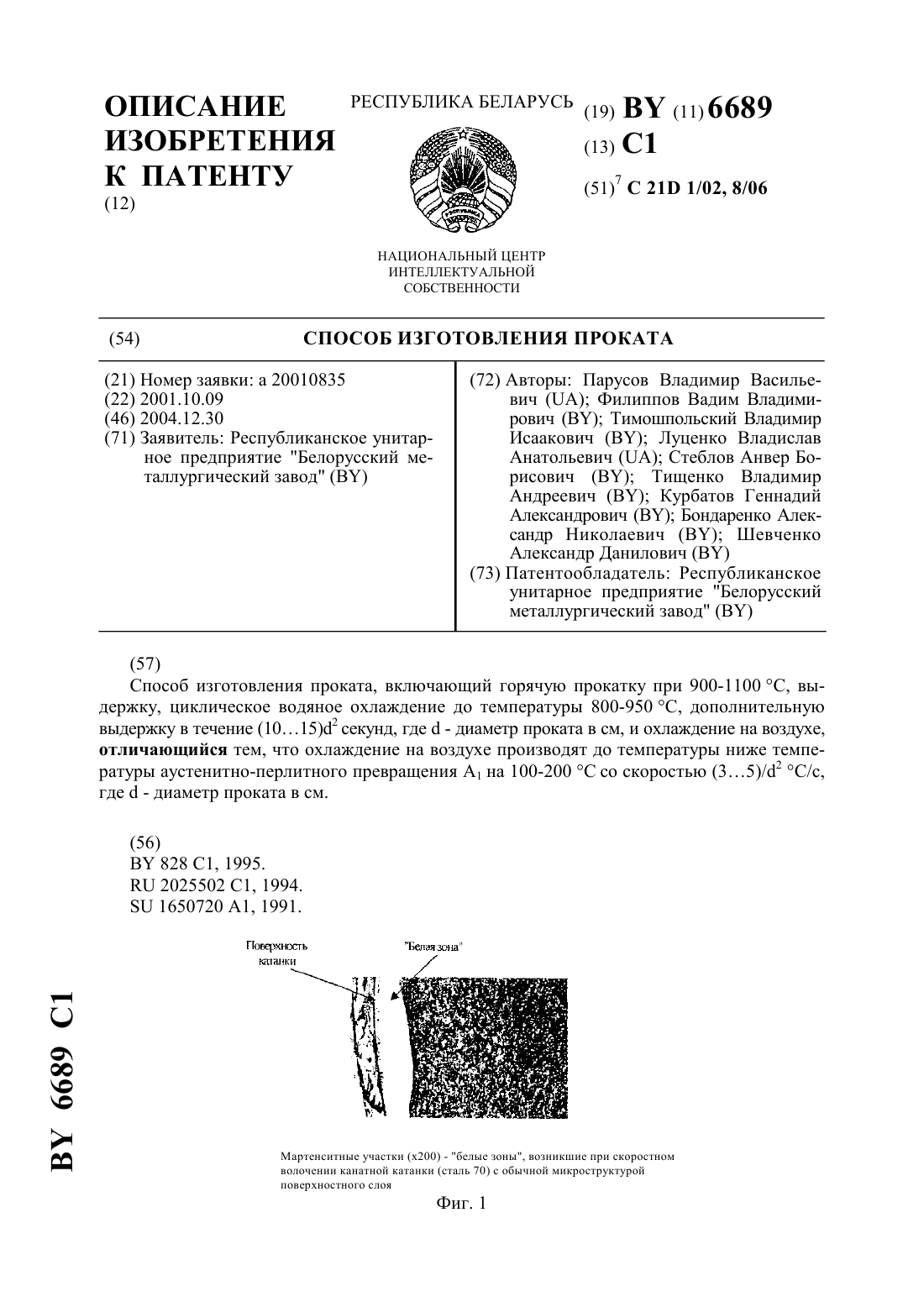
...котором указаны белые зоны, обладающие пониженной пластичностью. Наличие белых зон под поверхностным слоем катанки при последующем волочении приводит к образованию суб- и микротрещин, развитие которых сопровождается обрывами. Охлаждение катанки на воздухе со скоростью менее 3/2 приводит к дальнейшему растворению в аустените исходных глобулей цементита (при температурах выше 1), что обусловливает превращение аустенита как по нормальному, так и...
Способ изготовления проката
Номер патента: 8206
Опубликовано: 30.06.2006
Авторы: Жучков Сергей Михайлович, Эндерс Владимир Владимирович, Андрианов Николай Викторович, Парусов Владимир Васильевич, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Кириленко Олег Михайлович, Бондаренко Александр Николаевич, Мандель Николай Львович, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Луценко Владислав Анатольевич
Метки: изготовления, проката, способ
Текст:
...аустенита 4. При небольших переохлаждениях число центров кристаллизации сравнительно мало, перлитные зерна получаются крупными, межпластиночное расстояние большим. С увеличением переохлаждения аустенита число центров кристаллизации перлитных зерен резко увеличивается, а скорость роста замедляется, размеры перлитных зерен и межпластиночное расстояние уменьшаются, а прочность повышается. В результате охлаждения со скоростью(520)2 в...
Способ изготовления проката
Номер патента: 436
Опубликовано: 30.03.1995
Авторы: Дышлевич В. Ф., Фетисов В. П., Парусов В. В., Жук О. А., Олейник В. А., Стеблов А. Б., Луценко В. А.
Метки: способ, проката, изготовления
Текст:
...до 85 ОС и воздушным охлаждением разложенных на транспортере витков.Для осуществления предлагаемого способа катанку. прокатанную в чистовом блоке, ПОДНВВГЭЮТ УСКОРЕННОМУ охлаждению,для чего предусмотрено четыре охлаждающие секции, каждая из которых состоит из последовательно размещенных четырех форсунок и камер охлаждения. После ускоренного охлаждения катанка поступает на виткообразователь и в виде горизонтальной спирали укладывается на...
Способ изготовления проката
Номер патента: 828
Опубликовано: 15.08.1995
Авторы: Фетисов В. П., Сивак А. И., Луценко В. А., Парусов В. В., Дышлевич В. Ф., Бондаренко А. Н., Стеблов А. Б., Пичугин В. В.
Метки: способ, проката, изготовления
Текст:
...Ткатанка, сорбитиаированная из высокочистой стали для металдюкорда.Выдержка в течение времени большею 1532 пр не целесообразна ввиду того, что структура и обезуглероженность, достигнув оптимальных показателей, нормируемых ТУ 14-1-4752-89,далее практически не меняются, а производительность технологического процесса начинает снижаться.Темп прокатки Величина дей Таким образом, при изготовлении проката по предлагаемому способу возможно...
Способ изготовления проката
Номер патента: 6848
Опубликовано: 30.03.2005
Авторы: Жучков Сергей Михайлович, Филиппов Вадим Владимирович, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Горбанев Аркадий Алексеевич, Шевченко Александр Данилович
МПК: B21B 1/16
Метки: проката, изготовления, способ
Текст:
...различных диаметров из одной и той же марки стали позволило повысить однородность структуры катанки, а следовательно, и механических свойств металла, что обеспечило вь 1 сокие потребительские свойства катанки в условиях проволочного стана 150 РУП БМ 3. При расходе воздуха менее Оо 1 0,182(1-1 о) не достигается в достаточной мере измельчение аустенитного зерна и повышения дисперсности перлита (площадь, занимаемая перлитом балла 1), в...
Предыдущий патент: Текучая композиция с магнитореологическими свойствами
Следующий патент: Способ получения этилового спирта из зерна
Случайный патент: Роторная гидромашина