Способ изготовления пористого многослойного изделия
Номер патента: 11229
Опубликовано: 30.10.2008
Авторы: Петюшик Татьяна Евгеньевна, Реут Олег Павлович, Петюшик Евгений Евгеньевич, Васильев Леонард Леонидович, Конон Андрей Брониславович, Васильев Леонид Леонардович, Романенков Владимир Евгеньевич

Текст
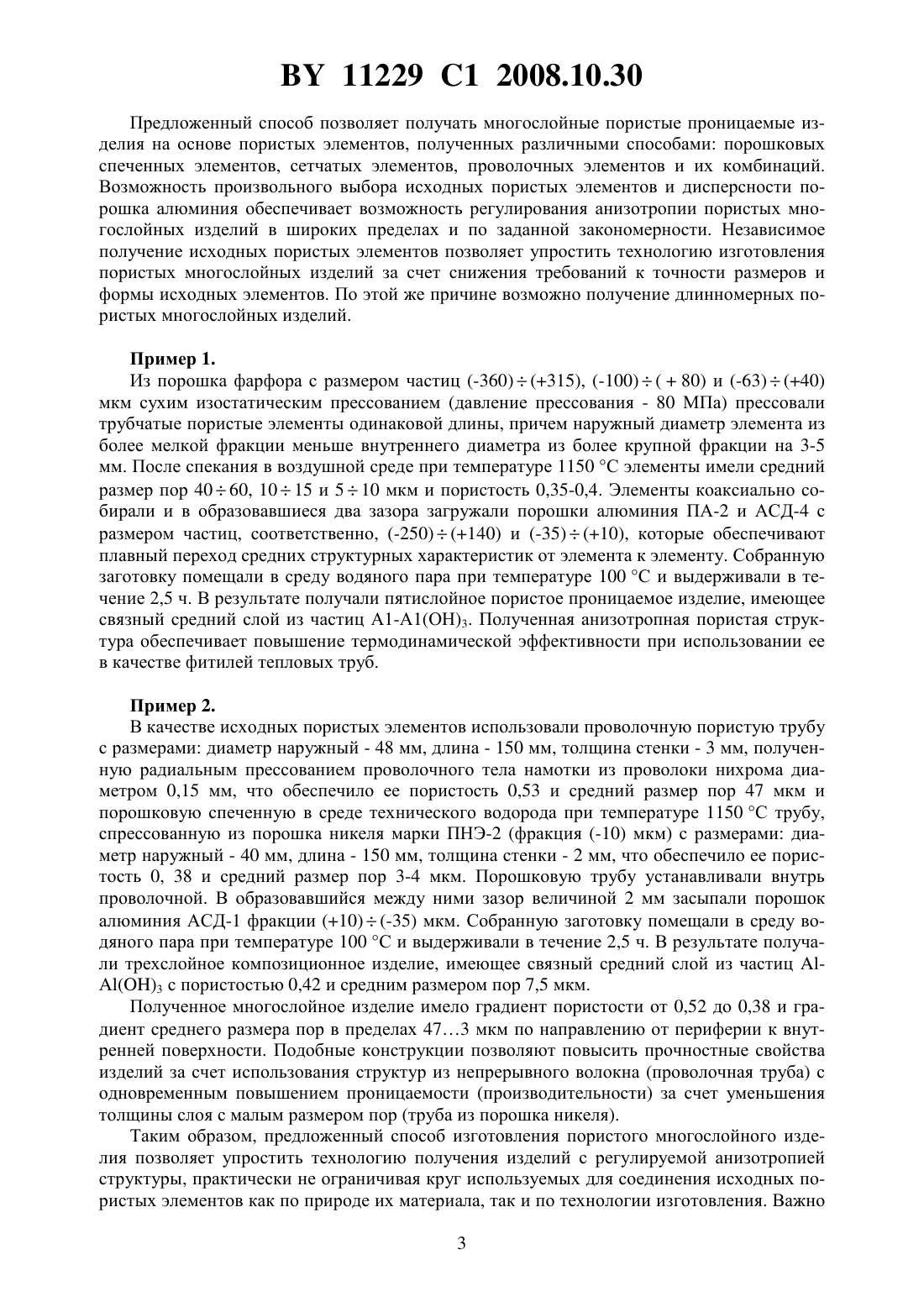
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ(71) Заявители Белорусский национальный технический университет Государственное научное учреждение Институт тепло- и массообмена имени А.В.Лыкова Национальной академии наук Беларуси(72) Авторы Романенков Владимир Евгеньевич Петюшик Евгений Евгеньевич Васильев Леонид Леонардович Васильев Леонард Леонидович Реут Олег Павлович Конон Андрей Брониславович Петюшик Татьяна Евгеньевна(73) Патентообладатели Белорусский национальный технический университет Государственное научное учреждение Институт тепло- и массообмена имени А.В.Лыкова Национальной академии наук Беларуси(57) Способ изготовления пористого многослойного изделия, включающий изготовление трубчатых элементов, имеющих различные размеры и пористость, размещение элемента,имеющего меньший размер внутри элемента, имеющего больший размер, и соединение их между собой, отличающийся тем, что элементы размещают с зазором, в который засыпают порошок алюминия, имеющий гранулометрический состав, выбранный из условия обеспечения среднего размера пор сравнимого со средними размерами пор образующих зазор элементов, и соединение осуществляют путем помещения собранной заготовки в среду водяного пара и выдержки в течение 2,5 часов. 11229 1 2008.10.30 Изобретение относится к области порошковой металлургии, в частности к способам изготовления пористых изделий с анизотропной структурой, и может быть использовано при изготовлении фитилей тепловых труб, фильтрующих элементов. Известен способ изготовления спеченных пористых изделий 1, включающий формирование заготовок из металлических порошков, ее спекание и химическую обработку в окислительно-щелочном растворе с последующим нагревом в вакууме при температуре дегидратации гидрооксидов. В результате на поверхности спеченных металлических частиц формируется пористый слой оксида того же металла, содержащий сеть микрокапилляров с эффективным размером 2 мкм. Недостатком известного способа является невозможность регулирования размера пор в широком диапазоне и получения пористого изделия с заданным градиентом пористости и размера пор по толщине стенки. Наиболее близким по технической сущности является способ изготовления пористых многослойных изделий, преимущественно фитилей тепловых труб 2, включающий послойную засыпку порошка в пресс-форму, прессование и спекание. Причем перед засыпкой и прессованием каждого последующего слоя предыдущей слой спекают, давление, прессование каждого последующего слоя уменьшают, а температуру спекания увеличивают. Недостатками известного способа являются 1. Сложность технологии получения многослойных изделий. 2. Невозможность получения длинномерных изделий вследствие большой вероятности отклонения формы и размеров прессуемых и спекаемых заготовок на различных стадиях формирования многослойного изделия. Задачей изобретения является упрощение технологии при получении длинномерных изделий с регулируемой анизотропией структуры. Поставленная задача решена тем, что способ изготовления пористого многослойного изделия включает изготовление трубчатых элементов, имеющих различные размеры и пористость, размещение элемента, имеющего меньший размер внутри элемента, имеющего больший размер, с зазором, в который засыпают порошок алюминия, имеющий гранулометрический состав, выбранный из условия обеспечения среднего размера пор, сравнимого со средними размерами пор образующих зазор элементов, и соединение элементов путем помещения собранной заготовки в среду водяного пара и выдержки в течение 2,5 часов. На фигуре представлена схема взаимного расположения элементов в процессе реализации способа изготовления пористого многослойного изделия. Способ изготовления пористого многослойного изделия реализуют следующим образом. Любым из известных способов независимо друг от друга получают пористые элементы 1, 2 и 3 (фигуре), различающиеся по размерам, пористости и размеру пор. Соединение полученных элементов в пористое многослойное изделие осуществляют помещением каждого элемента с меньшими поперечными размерами внутрь элемента с большими поперечными размерами с образованием заданных гарантированных зазоров между ними. При этом элементы располагают таким образом, что их пористость и размер пор последовательно увеличиваются или уменьшаются в направлении от периферии изделия к центру. Зазоры 4, 5 между пористыми элементами заполняют порошкообразным алюминием. Гранулометрический состав порошка алюминия выбирают из условия выравнивания перехода по пористости и размеру пор от одного элемента к другому. Так, дисперсность алюминия в зазоре 4 следует выбирать такой, которая обеспечит в готовом изделии получение пористого слоя со средними структурными характеристиками по сравнению с элементами 1 и 2. Далее собранную заготовку подвергают обработке водой или водяным паром, что приводит к частичному или полному превращению алюминия в гидроксид. Такое превращение 3 сопровождается образованием из порошка алюминия связного пористого тела с некоторым увеличением его объема, чем обеспечивается жесткое соединение пористых элементов 1, 2, 3между собой. 2 11229 1 2008.10.30 Предложенный способ позволяет получать многослойные пористые проницаемые изделия на основе пористых элементов, полученных различными способами порошковых спеченных элементов, сетчатых элементов, проволочных элементов и их комбинаций. Возможность произвольного выбора исходных пористых элементов и дисперсности порошка алюминия обеспечивает возможность регулирования анизотропии пористых многослойных изделий в широких пределах и по заданной закономерности. Независимое получение исходных пористых элементов позволяет упростить технологию изготовления пористых многослойных изделий за счет снижения требований к точности размеров и формы исходных элементов. По этой же причине возможно получение длинномерных пористых многослойных изделий. Пример 1. Из порошка фарфора с размером частиц (-360)(315), (-100)(80) и (-63)(40) мкм сухим изостатическим прессованием (давление прессования - 80 МПа) прессовали трубчатые пористые элементы одинаковой длины, причем наружный диаметр элемента из более мелкой фракции меньше внутреннего диаметра из более крупной фракции на 3-5 мм. После спекания в воздушной среде при температуре 1150 С элементы имели средний размер пор 4060, 1015 и 510 мкм и пористость 0,35-0,4. Элементы коаксиально собирали и в образовавшиеся два зазора загружали порошки алюминия ПА-2 и АСД-4 с размером частиц, соответственно, (-250)(140) и (-35)(10), которые обеспечивают плавный переход средних структурных характеристик от элемента к элементу. Собранную заготовку помещали в среду водяного пара при температуре 100 С и выдерживали в течение 2,5 ч. В результате получали пятислойное пористое проницаемое изделие, имеющее связный средний слой из частиц А 1-А 1(ОН)3. Полученная анизотропная пористая структура обеспечивает повышение термодинамической эффективности при использовании ее в качестве фитилей тепловых труб. Пример 2. В качестве исходных пористых элементов использовали проволочную пористую трубу с размерами диаметр наружный - 48 мм, длина - 150 мм, толщина стенки - 3 мм, полученную радиальным прессованием проволочного тела намотки из проволоки нихрома диаметром 0,15 мм, что обеспечило ее пористость 0,53 и средний размер пор 47 мкм и порошковую спеченную в среде технического водорода при температуре 1150 С трубу,спрессованную из порошка никеля марки ПНЭ-2 (фракция (-10) мкм) с размерами диаметр наружный - 40 мм, длина - 150 мм, толщина стенки - 2 мм, что обеспечило ее пористость 0, 38 и средний размер пор 3-4 мкм. Порошковую трубу устанавливали внутрь проволочной. В образовавшийся между ними зазор величиной 2 мм засыпали порошок алюминия АСД-1 фракции (10)(-35) мкм. Собранную заготовку помещали в среду водяного пара при температуре 100 С и выдерживали в течение 2,5 ч. В результате получали трехслойное композиционное изделие, имеющее связный средний слой из частиц 3 с пористостью 0,42 и средним размером пор 7,5 мкм. Полученное многослойное изделие имело градиент пористости от 0,52 до 0,38 и градиент среднего размера пор в пределах 473 мкм по направлению от периферии к внутренней поверхности. Подобные конструкции позволяют повысить прочностные свойства изделий за счет использования структур из непрерывного волокна (проволочная труба) с одновременным повышением проницаемости (производительности) за счет уменьшения толщины слоя с малым размером пор (труба из порошка никеля). Таким образом, предложенный способ изготовления пористого многослойного изделия позволяет упростить технологию получения изделий с регулируемой анизотропией структуры, практически не ограничивая круг используемых для соединения исходных пористых элементов как по природе их материала, так и по технологии изготовления. Важно 3 11229 1 2008.10.30 и то, что предложенный способ позволяет обеспечивать градиент свойств пористых многослойных изделий в произвольном направлении от периферии к внутренней поверхности и наоборот. Источники информации 1. А.с. СССР 816032, МПК 3 В 22 3/10, С 223 7/02. 2. А.с. СССР 1491613, МПК 4 В 22 3/10, 7/02, 1989. 3. Тихов С.Ф., Романенков В.Е., Садыков В.А., Пармон В.Н., Ратько А.И. Пористые композиты на основе оксид-алюминиевых керметов (синтез и свойства). - Новосибирск Изд-во СО РАН, филиал Гео, 2004. - С. 205. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: способ, изготовления, пористого, изделия, многослойного
Код ссылки
<a href="https://by.patents.su/4-11229-sposob-izgotovleniya-poristogo-mnogoslojjnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пористого многослойного изделия</a>
Способ изготовления спеченного проницаемого многослойного изделия
Номер патента: 11184
Опубликовано: 30.10.2008
Авторы: Васильев Леонард Леонидович, Петюшик Евгений Евгеньевич, Романенков Владимир Евгеньевич, Конон Андрей Брониславович, Васильев Леонид Леонардович, Петюшик Татьяна Евгеньевна, Реут Олег Павлович
МПК: B22F 7/02, B21F 3/00, B22F 3/12...
Метки: изделия, спеченного, проницаемого, многослойного, способ, изготовления
Текст:
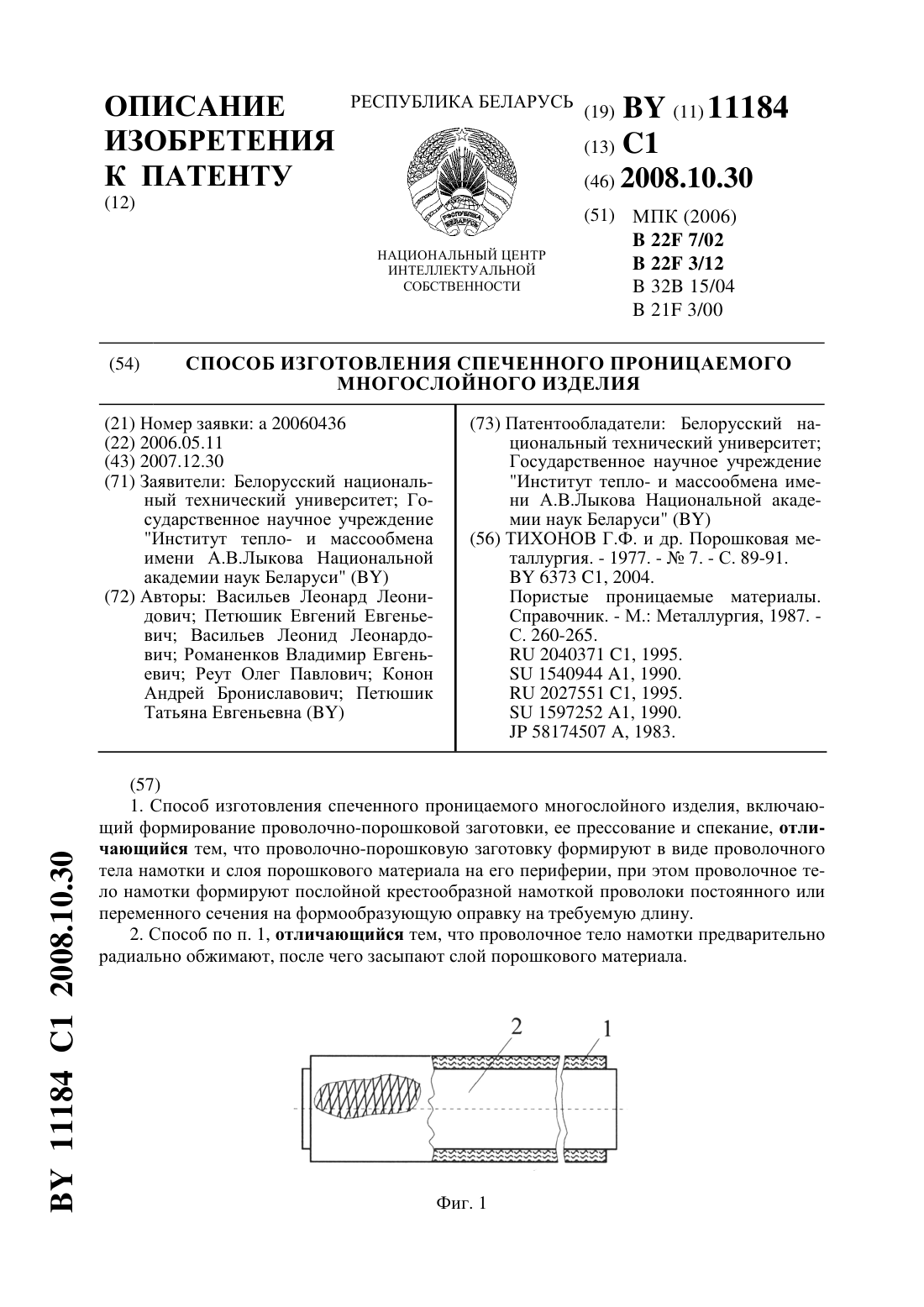
...3 (засыпку осуществляют на вибростенде (на фиг. не показан кольцевым слоем в зазор между проволочным телом намотки 1 и эластичной деформирующей оболочкой 4 (фиг. 2), прессование проволочно-порошковой заготовки в условиях радиального нагружения (например, в установке для сухого изостатического прессования или в гидростате) при давлении, уровень которого обусловлен механическими свойствами материалов проволоки и порошка. После снятия...
Способ изготовления протезно-ортопедического изделия из волокнисто-пористого материала
Номер патента: 6396
Опубликовано: 30.09.2004
Авторы: Назаров Александр Сергеевич, Тетерятников Владимир Владимирович, Болтрукевич Станислав Иванович, Кочергин Виктор Владимирович, Свириденок Анатолий Иванович
МПК: A61F 5/00, B29C 41/08
Метки: изделия, способ, волокнисто-пористого, изготовления, материала, протезно-ортопедического
Текст:
...воздухои влагопроницаемую. Предлагаемые армирующие материалы - нити диаметром 0,2-2,0 мм тканевые прослойки, элементы листовых полимерных материалов - способствуют упрочнению изделия в целом и его отдельных частей, а также подборку веса изделия, его толщины (протезы для детей или взрослых, для каких частей тела, какое заболевание и т.д.). Благодаря дополнительной термической обработке между волокнисто-пористыми слоями в местах основных...
Способ изготовления пористого проницаемого материала
Номер патента: 2380
Опубликовано: 30.09.1998
Авторы: Александров Валерий Михайлович, Ласанкин Сергей Викторович, Дорский Александр Михайлович, Шелег Валерий Константинович
МПК: B01D 39/12, C22C 1/08
Метки: способ, пористого, проницаемого, изготовления, материала
Текст:
...сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, перед деформированием пакеты сеток нагревают до температуры 0.5 - 0.8 температуры плавления металла путем пропускания электрического тока. В вязанной сетке из металлической проволоки контакты между отдельными жгутами характеризуются наибольшим электрическим сопротивлением. Поэтому при пропускании электрического тока они разогреваются в первую...
Способ изготовления пористого имплантата тела позвонка с анизотропной структурой
Номер патента: 8653
Опубликовано: 30.12.2006
Авторы: Тумилович Мирослав Викторович, Пилиневич Леонид Петрович, Савич Вадим Викторович
Метки: пористого, способ, анизотропной, позвонка, имплантата, изготовления, тела, структурой
Текст:
...техническая задача рещается тем, что готовят щихту из биосовместимого материала на основе порощка титана, размещают эластичные прокладки между пуансонами пресс-формы и щихтой, осуществляют одноосное двухстороннее прессование щихты при давлении О,8-2,О МПа, при этом прессовку выдерживают в течение 3-10 с при максимальном давлении и, не снижая его, сдвигают матрицу вниз, снимают давление, выпрессовь 1 вают деталь вверх, спекают...
Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Кадников Сергей Аркадьевич, Ласковнев Александр Петрович
МПК: F16C 33/04
Метки: внутреннюю, поверхность, многослойного, нанесения, способ, изделия, полого, покрытия
Текст:
...физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов....
Предыдущий патент: Способ реабилитации больного, перенесшего мозговой инсульт
Следующий патент: Способ определения плутония в воде
Случайный патент: Гербицидная композиция