Способ изготовления протезно-ортопедического изделия из волокнисто-пористого материала
Номер патента: 6396
Опубликовано: 30.09.2004
Авторы: Свириденок Анатолий Иванович, Тетерятников Владимир Владимирович, Назаров Александр Сергеевич, Кочергин Виктор Владимирович, Болтрукевич Станислав Иванович
Текст
29 41/08 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Отдел проблем ресурсосбережения Национальной академии наук Беларуси(72) Авторы Свириденок Анатолий Иванович Тетерятников Владимир Владимирович Назаров Александр Сергеевич Болтрукевич Станислав Иванович Кочергин Виктор Владимирович(73) Патентообладатель Отдел проблем ресурсосбережения Национальной академии наук Беларуси(57) 1. Способ изготовления протезно-ортопедического изделия из волокнисто-пористого материала, отличающийся тем, что диспергируют расплав полимера потоком нагретого газа и послойно осаждают образованные волокна полимера на перемещающуюся оправку в виде слепка сегмента туловища или конечности с образованием слоев волокнистопористого материала, при этом между слоями вводят армирующие элементы и дополнительно упрочняют заданные участки изделия. 2. Способ по п. 1, отличающийся тем, что дополнительное упрочнение осуществляют проплавкой слоев волокнисто-пористого материала горячим воздухом или нагретым элементом. 3. Способ по п. 1, отличающийся тем, что дополнительное упрочнение осуществляют пропиткой слоев волокнисто-пористого материала расплавом или раствором полимера. 4. Способ по п. 1, отличающийся тем, что в качестве армирующих элементов используют листовые полимерные материалы заданной конструкции. 5. Способ по п. 1, отличающийся тем, что в качестве армирующих элементов используют тканевые прослойки. 6. Способ по п. 1, отличающийся тем, что в качестве армирующих элементов используют нити диаметром 0,2-2,0 мм. 7. Способ по п. 6, отличающийся тем, что получение армирующих нитей и армирование проводят одновременно, без остановки и на том же оборудовании, которое используют для образования слоев волокнисто-пористого материала. 8. Способ по п. 1, отличающийся тем, что изделие изготавливают способом по одному или нескольким пп. 2-7. 6396 1 Изобретение относится к технике получения упрочненных волокнисто-пористых материалов методом пневмоэкструзиии и может быть использовано в травмотологии и ортопедии при изготовлении изделий для иммобилизации опорно-двигательных систем и далее в медицине. Известны способы изготовления ортопедических изделий по гипсовому позитиву из листовых термопластичных материалов 2, 3. При этом заготовка из термопластичного материала разогревается до пластичного состояния, накладывается на гипсовый позитив и формуется, обычно вручную, в горячем состоянии в необходимую конструкцию. После остывания изделие сохраняет форму, приданную при формовке. Недостатком этого способа является 1) многостадийность процесса - сначала из исходного полимера получают листовой материал, а затем из него изготавливают изделие 2) изделия из цельного листового материала не пропускают воздух и влагу, для придания воздухо- и влагопроницаемости необходимо дополнительно проводить перфорацию материала 3) при формовке изделия предусматривается применение ручного труда. Известны способы изготовления ортопедических изделий по гипсовому позитиву из слоистых пластиков 3. Процесс заключается в обтягивании позитива несколькими двойными слоями марли, каждый из которых пропитывается полиамидным лаком и сушится сначала на воздухе, а потом в сушильном шкафу. В этом случае материал изделия и конструкция изготавливаются одновременно, однако изготовление изделия занимает много времени (от 4-х до 5 суток), а полученный материал обладает плохой воздухо- и влагопроницаемостью, изделие имеет большой вес (массу). Это создает значительные проблемы, особенно для детей. Наиболее близким к предлагаемому является способ получения волокнисто-пористых материалов из термопластичных полимеров методом пневмоэкструзии 1, заключающийся в распылении расплава полимера потоком нагретого газа и послойном осаждении образованных волокон полимера на приемную поверхность формообразователя, выполненную в виде вращающегося барабана или ленты транспортера. Недостатком этого способа является то, что он не позволяет получить ортопедические изделия с необходимыми прочностными характеристиками, т.к. поверхность формообразователя, в этом случае, представляет собой гипсовый слепок части тела и имеет сложную геометрическую форму при вращательном и поступательном движении относительно оси факела распыла расстояние между выходным отверстием форсунки и поверхностью позитива не постоянно, а изменяется в соответствии с геометрической конфигурацией формообразователя. Это обстоятельство приводит к уменьшению плотности и степени сшивки образующегося волокнисто-пористого материала и конструкции в зонах, максимально удаленных при формовании от сопла форсунки. Задачей предлагаемого изобретения является упрощение технологии изготовления воздухо- и влагопроницаемых ортопедических изделий и увеличение общей и местной прочности изделия при сохранении минимального веса. Для решения поставленной задачи предлагается способ изготовления протезноортопедического изделия из волокнисто-пористого материала. Согласно изобретению,расплав полимера диспергируют потоком нагретого газа и послойно осаждают образованные волокна полимера на перемещающуюся оправку в виде слепка сегмента туловища или конечности с образованием слоев волокнисто-пористого материала, при этом между слоями вводят армирующие элементы и дополнительно упрочняют заданные участки изделия. 2 6396 1 Осуществляют дополнительное упрочнение протезно-ортопедического изделия проплавкой слоев волокнисто-пористого материала горячим воздухом или нагретым элементом. Осуществляют дополнительное упрочнение протезно-ортопедического изделия пропиткой слоев волокнисто-пористого материала расплавом или раствором полимера. В качестве армирующих элементов используют листовые полимерные материалы заданной конструкции. В качестве армирующих элементов используют тканевые прослойки. В качестве армирующих элементов используют нити диаметром 0,2-2,0 мм. Получение армирующих нитей и армирование проводятся одновременно, без остановки и на том же оборудовании, которое используют для образования слоев волокнистопористого материала. Протезно-ортопедическое изделие изготавливают по одному или нескольким вышеописанным способам. Существенностью отличий предлагаемого способа получения упрочненных волокнисто-пористых материалов в виде конструкций изделий протезно-ортопедического назначения по сравнению с прототипом является введение между слоями волокон армирующих элементов, позволяющее получить прочную с оптимальным весом конструкцию, воздухои влагопроницаемую. Предлагаемые армирующие материалы - нити диаметром 0,2-2,0 мм тканевые прослойки, элементы листовых полимерных материалов - способствуют упрочнению изделия в целом и его отдельных частей, а также подборку веса изделия, его толщины (протезы для детей или взрослых, для каких частей тела, какое заболевание и т.д.). Благодаря дополнительной термической обработке между волокнисто-пористыми слоями в местах основных нагрузок путем проплавки горячим газом или нагретым элементом, расплавом или раствором полимера дополнительно укрепляется конструкция одновременно с ее изготовлением. Перечень существенных признаков (технологических операций), приведенных в формуле изобретения позволяют изготавливать изделия и исходный материал для него одновременно. Наличие таких существенных отличий, по сравнению с прототипом, как введение армирующих элементов и дополнительная термическая и другая упрочняющая обработка в местах основных нагрузок одновременно с изготовлением изделия и исходного материала для него подтверждает новизну решения поставленной технической задачи. Реализацию способа проводили на установке, схема которой приведена на фиг. 1. Установка включает экструдер 1, манипулятор 2 с приемным устройством манипулятора 3,снабженное приводами регулируемого вращения и возвратно-поступательного перемещения вдоль своей оси, а также пульта управления 4. Установка работает следующим образом. Ортопедическое изделие изготавливается на поверхности гипсового позитива, закрепленного в приемном устройстве манипулятора 3. Манипулятор 2 обеспечивает перемещение приемного устройства 3 в продольном и поперечном направлении относительно оси факела распыла, а также вращение установленной заготовки. Скорость поперечного перемещения и скорость вращения регулируются. Формирование волокнисто-пористого материала на поверхности позитива осуществляется послойно при помощи экструдера 1. Необходимые показатели качества материала (средний диаметр волокон, средний размер пор, плотность, число спаек, прочность сплавления волокон и др.) достигаются путем подбора технологических режимов образования волокнистых слоев, индивидуальных для 3 6396 1 каждого термопласта и типа изделия. В режиме изготовления изделий задаются температура в каждой зоне экструдера, температура и давление воздуха, диаметр отверстия сопла экструдера, среднее расстояние до заготовки, расход полимера, скорость вращения и скорость поперечного перемещения заготовки. Примеры реализации способа. Пример 1. Изготовление полимерной гильзы для коррегирующего корсета на поясничный отдел позвоночника производили в режиме нанесения волокон из полиэтилена высокого давления (ПВД) марки 10803-020 при следующих параметрах процесса температура в 1 зоне экструдера 90 С 2 зоне - 290 С 3 зоне - 340 С температура воздуха 300 С давление воздуха 0-1,1 атм среднее расстояние до заготовки 16 мм, скорость вращения шнека экструдера 40 об/мин, скорость вращения заготовки 34 об/мин, скорость поперечного перемещения заготовки 26 см/мин. В процессе изготовления приемное устройство манипулятора перемещалось в продольном направлении таким образом, чтобы расстояние от заготовки до распылительной головки в зоне формования волокнисто-пористого материала было постоянным, т.е. в местах вогнутости поверхности позитива заготовка придвигалась,а в местах выпуклости - отодвигалась от экструдера. После формования слоя волокон с толщиной 5 мм напыление прекращали. Прекращали подачу воздуха в распылительную головку и переводили экструдер в режим формования нитей наматывали образующиеся нити на заготовку при скорости вращения 60 об/мин и скорости поперечного перемещения 12 см/мин останавливали вращение заготовки подавали в распылительную головку горячий воздух и пропитывали заготовку в местах основных нагрузок узкой струей расплава полимера при скорости поперечного перемещения манипулятора 52 см/мин наносили сверху слой материала толщиной 4 мм в режиме напыления проплавляли новый слой материала в местах основных нагрузок в режиме армирования горячим воздухом напыляли еще слой волокон с толщиной 2 мм. Общая толщина изделия составила 11 мм,время изготовления - не более 90 мин, масса - не более 900 г. Полученное изделие не уступает по прочности эталонному образцу, при этом легче эталона в 1,5 раза. Материал изделия обладает воздухо- влагопроницаемостью. В качестве эталона использовали образец коррегирующего корсета на поясничный отдел позвоночника из слоистого пластика типа КРО-21, отвечающий требованиям СТБ 93293. Пример 2. Изделие изготавливали в следующем порядке сначала в режиме напыления, аналогично примеру 1, формовали волокнисто-пористый слой толщиной 6 мм, затем в режиме армирования, в местах основных нагрузок пропитывали волокнисто-пористый слой узкой струей расплава ПВД и закрывали сверху новым слоем материала толщиной 3 мм в режиме напыления. Новый слой материала в местах основных нагрузок проплавляли в режиме армирования горячим воздухом, затем сверху напыляли волокнисто-пористый слой с толщиной 3 мм. Общая толщина изделия составила 12 мм. При этом достигается необходимая прочность в местах основных нагрузок. При толщине 16 мм изделие по прочностным характеристикам соответствует эталону. Пример 3. Полимерную гильзу изготавливали в режиме напыления из полиамида пищевого марки ПА-6 при следующих параметрах процесса температура в 1 зоне экструдера 150 С 2 зоне - 280 С 3 зоне - 305 С температура воздуха - 300 С давление воздуха 1,2-1,4 атм среднее расстояние до заготовки - 9 мм, скорость вращения шнека экструдера 60 об/мин скорость вращения заготовки 40 об/мин скорость поперечного перемещения заготовки - 34 см/мин, напыление прекращали при получении слоя волокнисто-пористого 4 6396 1 материала с толщиной 4 мм пропитывали материал в местах основных нагрузок узкой струей расплава полиамида в режиме армирования формовали новый волокнисто-пористый слой толщиной 4 мм в режиме напыления и повторяли пропитку расплавом полиамида сверху напыляли слой волокон толщиной 2 мм. Общая толщина изделия составила 10 мм, время изготовления - не более 40 мин,масса - не более 900 г. По своим прочностным характеристикам полученное изделие соответствует эталонному образцу, легче эталона в 1,5 раза и обладает воздухо- и влагопроницаемостью. Изготовление ортопедических изделий для иммобилизации и фиксации сегментов туловища и конечностей по предлагаемому способу позволяет упростить технологию их изготовления, за счет одновременного производства изделия и исходного материала для него, увеличить производительность труда за счет сокращения времени изготовления, при одновременном улучшении его качественных характеристик - прочности, веса, воздухо- и влагопроницаемости. Источники информации 1.4498467, 1985. 2.98/49985 . 3.98/56317 . Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: A61F 5/00, B29C 41/08
Метки: изготовления, протезно-ортопедического, изделия, способ, материала, волокнисто-пористого
Код ссылки
<a href="https://by.patents.su/5-6396-sposob-izgotovleniya-protezno-ortopedicheskogo-izdeliya-iz-voloknisto-poristogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления протезно-ортопедического изделия из волокнисто-пористого материала</a>
Способ изготовления пористого проницаемого материала
Номер патента: 2380
Опубликовано: 30.09.1998
Авторы: Шелег Валерий Константинович, Александров Валерий Михайлович, Дорский Александр Михайлович, Ласанкин Сергей Викторович
МПК: B01D 39/12, C22C 1/08
Метки: материала, проницаемого, пористого, изготовления, способ
Текст:
...сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, перед деформированием пакеты сеток нагревают до температуры 0.5 - 0.8 температуры плавления металла путем пропускания электрического тока. В вязанной сетке из металлической проволоки контакты между отдельными жгутами характеризуются наибольшим электрическим сопротивлением. Поэтому при пропускании электрического тока они разогреваются в первую...
Способ получения пористого материала из расплавов полимеров
Номер патента: 417
Опубликовано: 30.03.1995
Авторы: Сидоренко Ф. Д., Сиканевич А. В., Шустов В. П., Гайдук В. Ф.
Метки: полимеров, способ, пористого, расплавов, материала, получения
Текст:
...5 (напри- 25 мер оправку, совершающую враЩНТЛЪН 0 етраектории, описываемой уравнениями 30 Н х А сов Е -г С . (1) 2 у А 51 п Е 2) 35 пце А - половина шрины полосы,Н - шаг укладки волокна,с ы-т,Т - время, в течение которого до производят наслаивание Ы - угловая скорость волокна в газоволоннистом факела в момент наслаивания его на подложку. 45 Предлагаемый способ состоит в ТОМ, ЧТО ЭКСТРУДНРУЮТ ПОЛИМЕРНЫЙ МЗ териал с последующим...
Способ обработки волокнисто-тканевого материала
Номер патента: 1569
Опубликовано: 30.03.1997
Авторы: Палий Олег Иванович, Рогачев Александр Владимирович, Казаченко Виктор Павлович
МПК: D06M 10/08, D06M 10/10, D06P 5/20...
Метки: материала, обработки, способ, волокнисто-тканевого
Текст:
...окраски к стиркам устойчивость окраски к раствору пота по ГОСТ 9733.6 - 83 Материалы текстильные. Метод испытаний устойчивости окрасок к поту устойчивость окраски к воздействию органических растворителей, применяемых при химической чистке. ГОСТ 9733.13 - 83 Материалы текстильные. Метод испытания устойчивости окраски к органическим растворителям устойчивость окраски к сухому и мокрому глажению по ГОСТ 9733.7 - 83 Метод испытания устойчивости...
Способ изготовления осесимметричного полого изделия с рельефной перемычкой
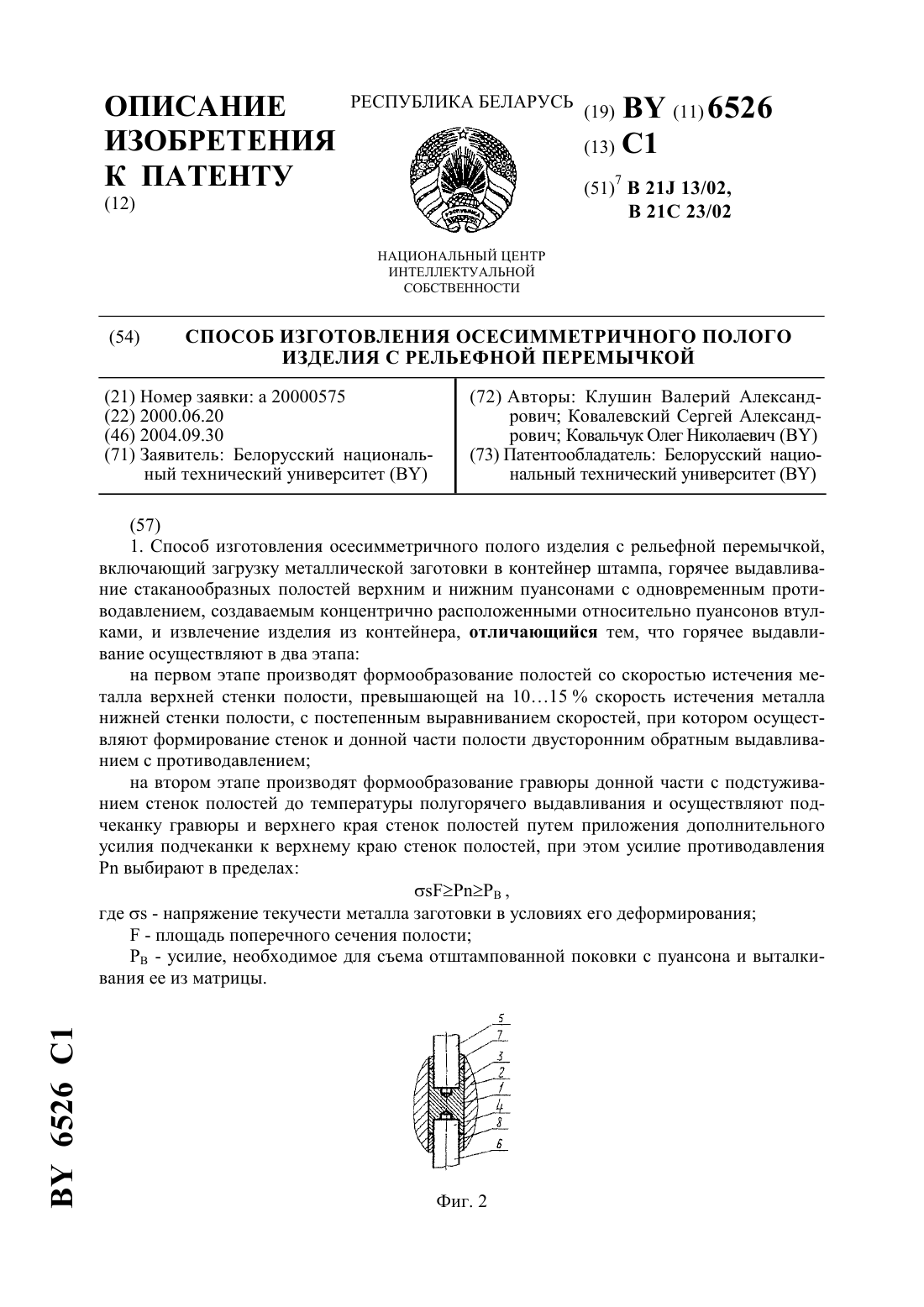
Номер патента: 6526
Опубликовано: 30.09.2004
Авторы: Клушин Валерий Александрович, Ковалевский Сергей Александрович, Ковальчук Олег Николаевич
МПК: B21C 23/02, B21J 13/02
Метки: осесимметричного, изготовления, способ, перемычкой, рельефной, изделия, полого
Текст:
...производят формообразование гравюры донной части с подстуживанием стенок полостей до температуры полугорячего выдавливания и осуществляют подчеканку гравюры и верхнего края стенок полостей путем приложения дополнительного усилия подчеканки к верхнему краю стенок полостей, при этом усилие противодавления Р выбирают в пределахРР ,где- напряжение текучести металла заготовки в условиях его деформирования- площадь поперечного сечения полости Р...
Способ получения пористого материала
Номер патента: 3551
Опубликовано: 30.09.2000
Авторы: Татаренко Олег Федорович, Носова Антонина Георгиевна, Айвазов Юрий Васильевич, Конышев Николай Михайлович, Бухтояров Геннадий Семенович, Осипов Петр Сергеевич, Чиж Александр Ильич, Фицнер Александр Леонидович, Корчаков Вололен Фролович
МПК: C08J 9/00, C08J 9/24, C08J 9/10...
Метки: способ, материала, получения, пористого
Текст:
...порошок термопластичного полимера с размером частиц не более 0,4 мм, предпочтительно 0,1-0,2 мм, в количестве 0,1-25 мас.на 100 мас.абсолютно сухой композиции, прессование осуществляют под давлением с усилием 0,5-5,0 кгс/см 2, а сушку - при температуре 80140 в течение 10-40 мин, после чего отформованный материал термообрабатывают воздухом или паром при температуре расплава термопластичного полимера в течение 10-25 мин. Для регулирования...
Предыдущий патент: Магнитный сепаратор
Следующий патент: Припой для высокотемпературной пайки
Случайный патент: Манипулятор