Способ изготовления пористого проницаемого материала
Номер патента: 2380
Опубликовано: 30.09.1998
Авторы: Шелег Валерий Константинович, Ласанкин Сергей Викторович, Александров Валерий Михайлович, Дорский Александр Михайлович
Текст
22 1/08 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО МАТЕРИАЛА(71) Заявитель Государственное предприятие порошковой металлургии с опытным произНаучно-исследовательский институт поводствомрошковой металлургии с опытным производством(57) Способ изготовления пористого проницаемого материала, включающий вязание из металлических волокон сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, отличающийся тем, что перед деформированием пакеты сеток нагревают до температуры 0,5-0,8 температуры плавления металла путем пропускания электрического тока.(56) 1. Водников Н.Ф., Ермаков С.Е Металлокерамические материалы и изделия.-Л., 1967.-С. 162-165. 2. Иванчук А.А., Карпинос Д.М. и др. Динамические прочностные свойства проницаемых волокновых материалов / Порошковая металлургия.-1986.- 6.-С. 92-96 (прототип). Изобретение относится к машиностроению, в частности к энергетическому машиностроению, и может быть использовано при изготовлении фильтрующих элементов в нефтехимической и пищевой промышленности, а также тепловых труб. Известен способ изготовления пористых изделий, например, бронзовых фильтров, включающих формование заготовок из порошка со сферической формой частиц и последующее спекание 1. Недостатком известного способа является невысокая механическая прочность получаемых изделий, а также неравномерность фильтрации при изготовлении фильтров большой производительности из крупного порошка. Наиболее близкий по технической сущности и достигаемому положительному эффекту является способ,включающий подготовку сетки (вязание, обезжиривание, сборка пакета сеток), ее холодное прессование и последующее спекание 2. 2380 1 Однако ввиду упругого послевоздействия, после прессования и снятия нагрузки происходит распружинивание сетки и, таким образом, разрушение единичных контактов, образованных первоначально отдельными жгутами, а также отдельными волокнами, входящими в их состав. Последующее спекание фиксирует неупорядоченную первую структуру, характеризуемую неравномерной локальной проницаемостью. К недостаткам проницаемых материалов, полученных по данной технологии, следует отнести также невысокую тонкость фильтрации и грязеемкость. Технической задачей предлагаемого изобретения является повышение эксплуатационных характеристик пористых проницаемых материалов. Поставленная техническая задача решается тем, что в заявляемом способе включающем вязание из металлических волокон сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, перед деформированием пакеты сеток нагревают до температуры 0.5 - 0.8 температуры плавления металла путем пропускания электрического тока. В вязанной сетке из металлической проволоки контакты между отдельными жгутами характеризуются наибольшим электрическим сопротивлением. Поэтому при пропускании электрического тока они разогреваются в первую очередь за счет выделяющегося тепла, количество которого пропорционально величине электросопротивления. Нагрев до температуры в диапазоне 0.5 - 0.8 Тпл обусловлен кинетикой образования металлических контактов. В случае разогрева сетки до температуры ниже 0.5 Тпл металлические контакты не образуются. Нагрев сетки до температуры выше 0.8 Тпл приводит к оплавлению отдельных элементов сетки и ее разрушению. Исследование топограммы пористых сетчатых материалов, выполненные с помощью сканирующего электронного микроскопа позволили установить, что в результате деформации (после нагрева электрическим током) волокна, входящие в состав жгута, располагаются в одной плоскости и перекрывают крупные поры в междоузлиях (рис.). Таким образом, общее количество крупных пор сохраняется, а их размер уменьшается. Под действием давления волокна в жгутах перераспределяются таким образом, что образуют между собой сеть мелких пор размером до 10 мкм. Уменьшение размеров максимальных пор до уровня средних, в то время как число пор среднего размера остается постоянным, а число пор минимального размера увеличивается, приводит к повышению тонкости фильтрации и грязеемкости, а также равномерности распределения коэффициента локальной проницаемости на 13-15. Последующее спекание позволяет зафиксировать положение отдельных волокон, а также образованную совокупность пор различного размера. Пример. Проволоку из коррозийной стали Х 18 Н 9 Т диаметром 55 мм вязали в сетку методом трикотажного плетения ластик на полуавтомате марки ПВРК 6/100. Сетку обезжиривали этиловым спиртом, собирали в пакеты, после чего подсоединяли к клеммам автотрансформатора и пропускали переменный электрический ток. Температуру сетки измеряли с помощью радиационного пирометра РК-15. Эксплуатационные характеристики проницаемых материалов (тонкость фильтрации, грязеемкость, локальную проницаемость) исследовали по известным методикам. В таблице приведены результаты проведенных исследований. Объект Температура, С Тонкость фильтра- Грязеемкость,Разброс значений локальисследования ции, мкм ной проницаемости 25 2 18 Прототип Предлагаемый 25 3 20 0,4 Тпл способ 12 5 7 0,5 Тпл-6. Таким образом, применение предлагаемого способа по сравнению с прототипом позволяет повысить тонкость фильтрации и грязеемкость в среднем в 2.22.5 раз и уменьшить разброс значений локального коэффииента проницаемости в 1,62,6 раза. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B01D 39/12, C22C 1/08
Метки: способ, пористого, проницаемого, изготовления, материала
Код ссылки
<a href="https://by.patents.su/2-2380-sposob-izgotovleniya-poristogo-pronicaemogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пористого проницаемого материала</a>
Способ получения пористого материала из расплавов полимеров
Номер патента: 417
Опубликовано: 30.03.1995
Авторы: Сидоренко Ф. Д., Шустов В. П., Гайдук В. Ф., Сиканевич А. В.
Метки: расплавов, способ, полимеров, пористого, материала, получения
Текст:
...5 (напри- 25 мер оправку, совершающую враЩНТЛЪН 0 етраектории, описываемой уравнениями 30 Н х А сов Е -г С . (1) 2 у А 51 п Е 2) 35 пце А - половина шрины полосы,Н - шаг укладки волокна,с ы-т,Т - время, в течение которого до производят наслаивание Ы - угловая скорость волокна в газоволоннистом факела в момент наслаивания его на подложку. 45 Предлагаемый способ состоит в ТОМ, ЧТО ЭКСТРУДНРУЮТ ПОЛИМЕРНЫЙ МЗ териал с последующим...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (вариант) и способ получения курительного материала для изготовления сигарет
Номер патента: 780
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Рой Лестер Праузе
МПК: A24B 13/02
Метки: изготовления, листьев, сигарет, табачных, вариант, курительного, материала, обработки, курительный, получения, способ, материал
Текст:
...стадии обработки табачных листьев осуществляется отделение стебля от тонких пластин табачных листьев. Затем происходит независимая обработка стеблей и ТОНКИХ ПЛЭСТИН листа О ИСПОЛЬЗОВЭНИЭМ различных ТЕХНОЛОГИЙ.Как правило, материал, включающий в свой состав стебли, ОТДЭЛЯЭТСЯ ОТ материала, СОДЭРЖЭЩБГО ТОНКИЭ ПЛЭСТИНЫ ТЭбЗЧНЫХлистьев, на СЛОЖНЫХ И ПЭОМОЗДКИХ МОЛОТИЛЬНЫХ УСТЭНОВКЭХ, представляющих собой несколько последовательно соединенных...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты), способ получения курительного материала для изготовления сигарет
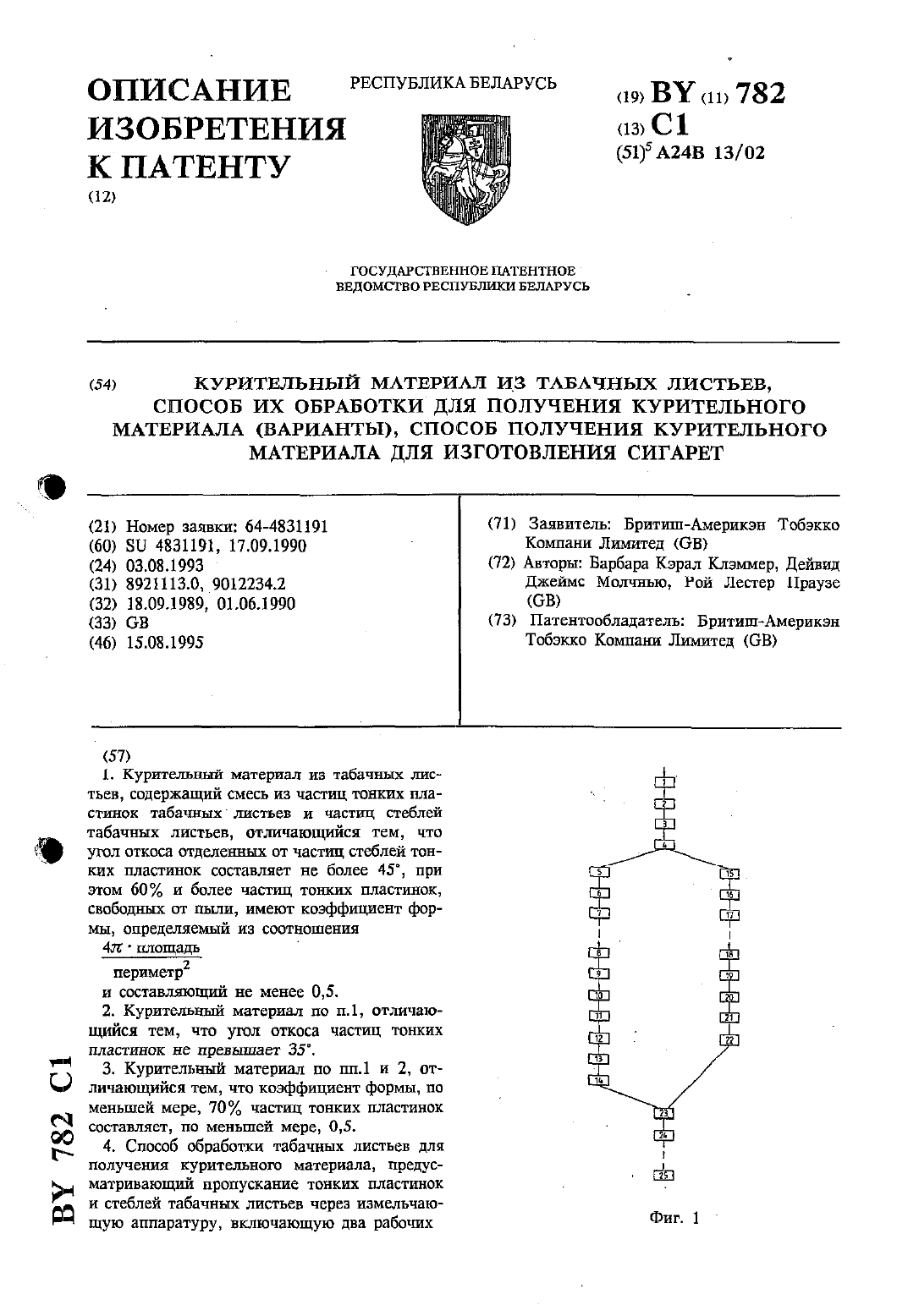
Номер патента: 782
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Дейвид Джеймс Молинью, Рой Лестер Праузе
МПК: A24B 13/02
Метки: материала, листьев, получения, материал, курительный, изготовления, сигарет, табачных, варианты, способ, курительного, обработки
Текст:
...как стебель.Стебель имеет существенно отличньФИЗИЧЕСКИЕ свойства ПО сравнению С ПЛЭСТИНКОЙ листа И ПОЭТОМУ, как СЛОЖИЛОСЬпроцессе многолетней пракгики, на ранней стадии обработки табачных листьеосуществляется отделение стебля от то ких пластин табачных листьев. Затем происходит независимая обработка с еблей и тонких пластин листа с использованием различных технологий.Как правило, материал, включающ й в свой состав стебли, отделяется от...
Способ изготовления биоволокнистого материала и устройство для его осуществления
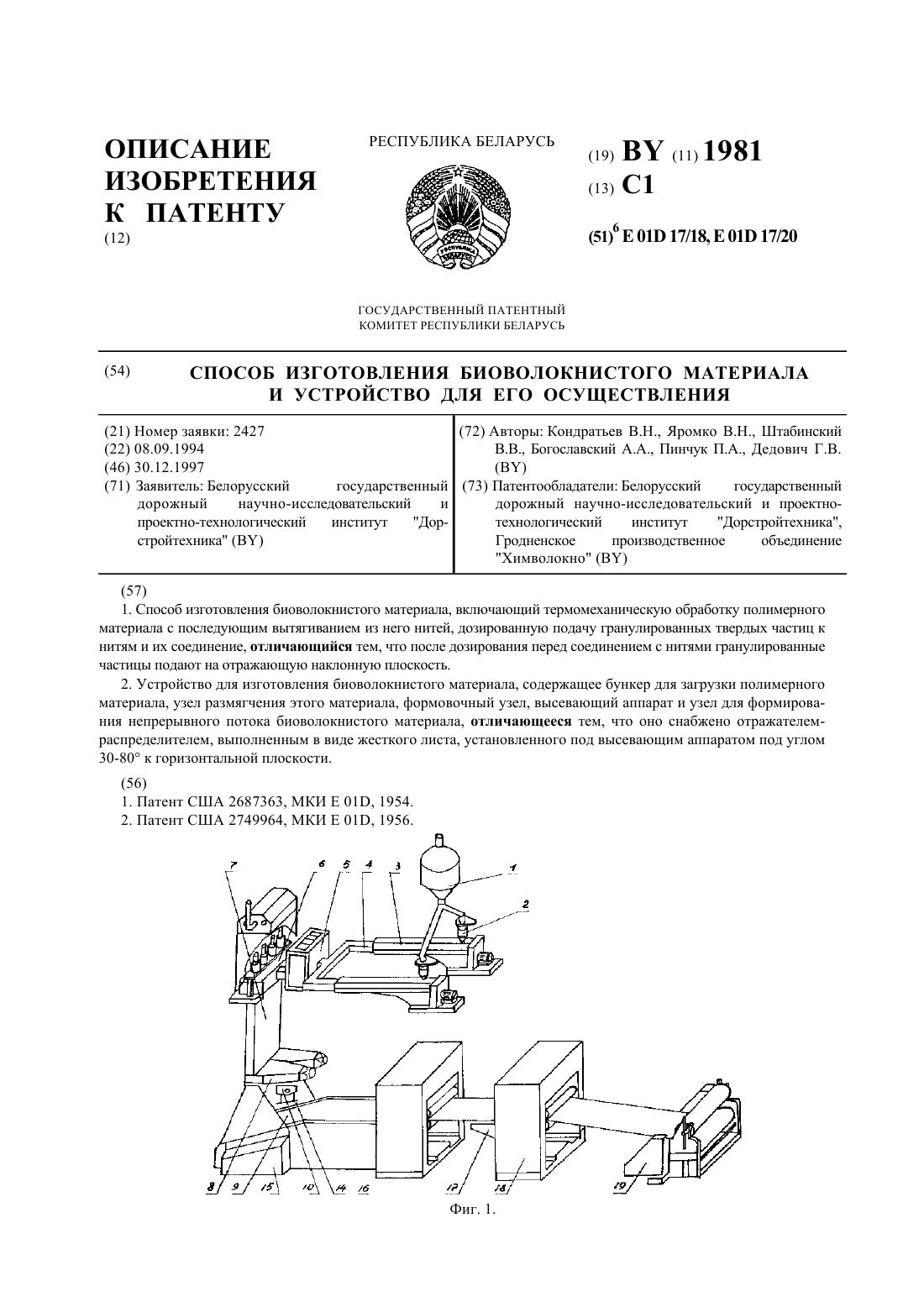
Номер патента: 1981
Опубликовано: 30.12.1997
Авторы: Богославский Александр Александрович, Дедович Георгий Владимирович, Штабинский Владислав Владиславович, Пинчук Павел Аникеевич, Кондратьев Виктор Николаевич, Яромко Вячеслав Николаевич
МПК: E01D 17/18, E01D 17/20
Метки: устройство, биоволокнистого, изготовления, осуществления, материала, способ
Текст:
...На фиг.1 показана схема технологического процесса изготовления биоволокнистого материала на фиг.2- схема устройства для его изготовления. Технологические операции по осуществлению способа производят в следующем порядке. Сухую (полимерную) (полиамид-6) крошку пневмотранспортером подают в бункер 1, где происходит продувка ее чистым азотом (фиг.1). Обработанная азотом крошка из бункера 1 поступает самотеком через промежуточный бункер 2 в узел...
Композиция для изготовления фрикционного материала
Номер патента: 1179
Опубликовано: 14.06.1996
Авторы: Сергиенко Владимир Петрович, Дорощенко Владимир Иванович, Злотников Игорь Иванович, Купчинов Борис Иванович, Невзорова Алла Брониславовна, Лисовский Василий Викторович
МПК: C08K 13/04, C08J 5/14, C08L 61/10...
Метки: фрикционного, материала, изготовления, композиция
Текст:
...мел, органический модификатор и графит, отличающаяся тем, что в качестве минерального волокна она содержит базальтовое волокно, в качестве неорганического модификатора - каолин, а в качестве органического модификатора - древесную муку и алкилфенол формулыС Т 5 Н 31 -П где п 0,2,4,6, при следующем соотношении компонентов,мас.ч. фенолформальлегидная смола базальтовое волокнопорошок железа и/или меди 30 110 оксид железа и/ или оксид алюминия...
Предыдущий патент: Консервационная смазка
Следующий патент: Способ контроля примесей металлов в жидких средах
Случайный патент: Гидроабразивная установка