Пресс-форма для литья изделий из пластмасс
Текст
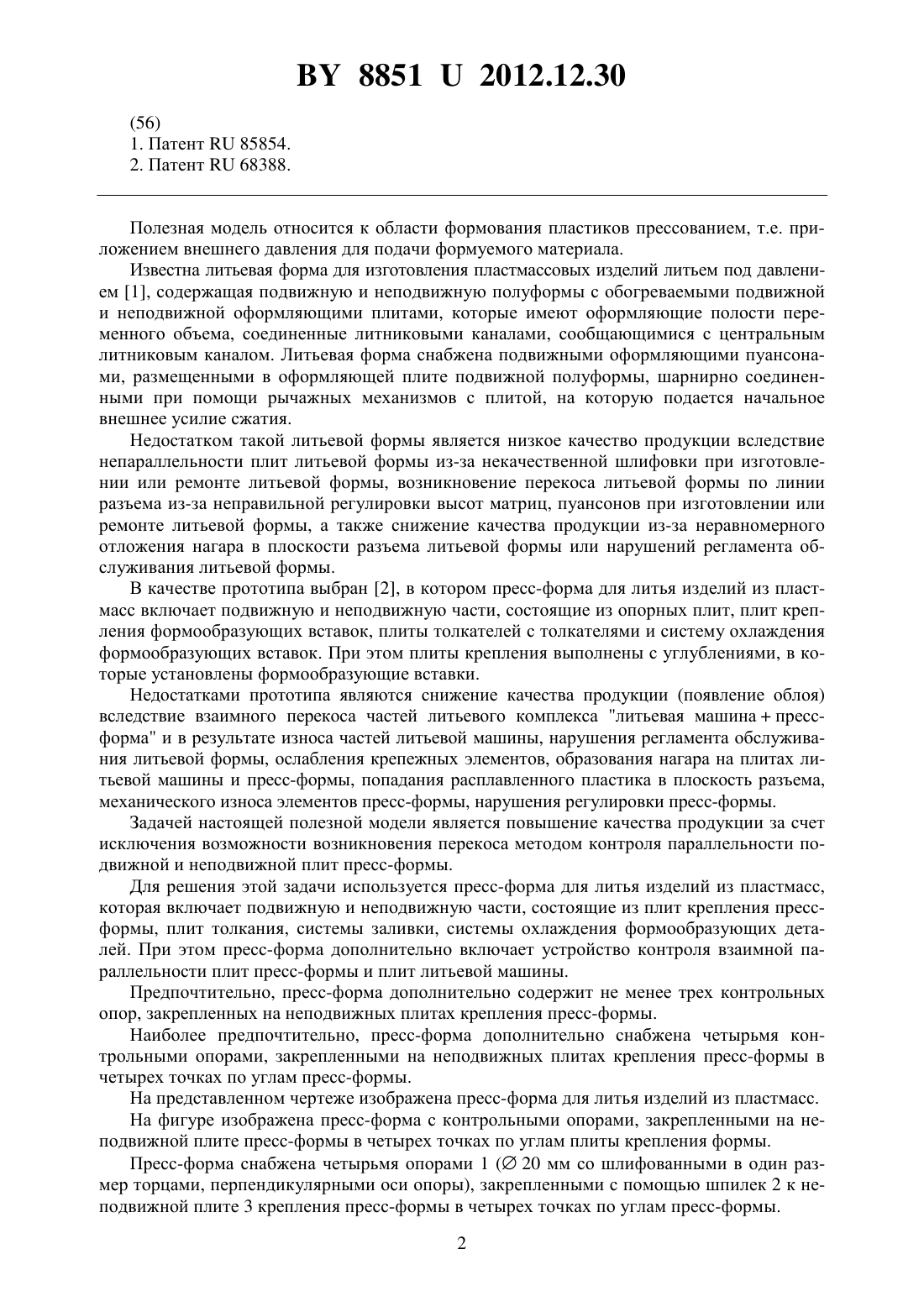
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС(71) Заявитель Скарупо Валерий Зенонович(72) Автор Скарупо Валерий Зенонович(73) Патентообладатель Скарупо Валерий Зенонович(57) 1. Пресс-форма для литья изделий из пластмасс, включающая подвижную и неподвижную части, состоящие из плит крепления пресс-формы, плит толкания, системы заливки, системы охлаждения формообразующих деталей, отличающаяся тем, что дополнительно включает устройство контроля взаимной параллельности плит пресс-формы и плит литьевой машины. 2. Пресс-форма по п. 1, отличающаяся тем, что дополнительно содержит не менее трех контрольных опор, закрепленных на неподвижных плитах крепления пресс-формы. 3. Пресс-форма по п. 2, отличающаяся тем, что дополнительно снабжена четырьмя контрольными опорами, закрепленными на неподвижных плитах крепления пресс-формы в четырех точках по углам пресс-формы.(56) 1. Патент 85854. 2. Патент 68388. Полезная модель относится к области формования пластиков прессованием, т.е. приложением внешнего давления для подачи формуемого материала. Известна литьевая форма для изготовления пластмассовых изделий литьем под давлением 1, содержащая подвижную и неподвижную полуформы с обогреваемыми подвижной и неподвижной оформляющими плитами, которые имеют оформляющие полости переменного объема, соединенные литниковыми каналами, сообщающимися с центральным литниковым каналом. Литьевая форма снабжена подвижными оформляющими пуансонами, размещенными в оформляющей плите подвижной полуформы, шарнирно соединенными при помощи рычажных механизмов с плитой, на которую подается начальное внешнее усилие сжатия. Недостатком такой литьевой формы является низкое качество продукции вследствие непараллельности плит литьевой формы из-за некачественной шлифовки при изготовлении или ремонте литьевой формы, возникновение перекоса литьевой формы по линии разъема из-за неправильной регулировки высот матриц, пуансонов при изготовлении или ремонте литьевой формы, а также снижение качества продукции из-за неравномерного отложения нагара в плоскости разъема литьевой формы или нарушений регламента обслуживания литьевой формы. В качестве прототипа выбран 2, в котором пресс-форма для литья изделий из пластмасс включает подвижную и неподвижную части, состоящие из опорных плит, плит крепления формообразующих вставок, плиты толкателей с толкателями и систему охлаждения формообразующих вставок. При этом плиты крепления выполнены с углублениями, в которые установлены формообразующие вставки. Недостатками прототипа являются снижение качества продукции (появление облоя) вследствие взаимного перекоса частей литьевого комплекса литьевая машинапрессформа и в результате износа частей литьевой машины, нарушения регламента обслуживания литьевой формы, ослабления крепежных элементов, образования нагара на плитах литьевой машины и пресс-формы, попадания расплавленного пластика в плоскость разъема,механического износа элементов пресс-формы, нарушения регулировки пресс-формы. Задачей настоящей полезной модели является повышение качества продукции за счет исключения возможности возникновения перекоса методом контроля параллельности подвижной и неподвижной плит пресс-формы. Для решения этой задачи используется пресс-форма для литья изделий из пластмасс,которая включает подвижную и неподвижную части, состоящие из плит крепления прессформы, плит толкания, системы заливки, системы охлаждения формообразующих деталей. При этом пресс-форма дополнительно включает устройство контроля взаимной параллельности плит пресс-формы и плит литьевой машины. Предпочтительно, пресс-форма дополнительно содержит не менее трех контрольных опор, закрепленных на неподвижных плитах крепления пресс-формы. Наиболее предпочтительно, пресс-форма дополнительно снабжена четырьмя контрольными опорами, закрепленными на неподвижных плитах крепления пресс-формы в четырех точках по углам пресс-формы. На представленном чертеже изображена пресс-форма для литья изделий из пластмасс. На фигуре изображена пресс-форма с контрольными опорами, закрепленными на неподвижной плите пресс-формы в четырех точках по углам плиты крепления формы. Пресс-форма снабжена четырьмя опорами 1 ( 20 мм со шлифованными в один размер торцами, перпендикулярными оси опоры), закрепленными с помощью шпилек 2 к неподвижной плите 3 крепления пресс-формы в четырех точках по углам пресс-формы. 2 88512012.12.30 Пресс-форма устанавливается на литьевую машину. Неподвижная плита 3 крепления пресс-формы закрепляется с помощью прихватов к неподвижной плите 4 литьевой машины. Подвижная плита 5 крепления пресс-формы закрепляется к подвижной плите 6 литьевой машины. Подвижная плита 6 литьевой машины перемещается, подвижная плита 5 крепления пресс-формы и неподвижная плита 3 крепления пресс-формы смыкаются и происходит запирание с номинальным усилием запирания литьевой машины. Контроль заключается в измерении с помощью устройства контроля 7 (например, индикатора или микрометрического нутромера) расстояний между торцами опор и плоскостью подвижной плиты 5 крепления пресс-формы. В штатном состоянии при правильной регулировке неподвижная плита 4 литьевой машины, подвижная плита 6 литьевой машины, неподвижная плита 3 крепления пресс-формы и подвижная плита 5 крепления пресс-формы параллельны друг другу. При этом отличие результатов измерений во всех точках не должно превышать заданного допуска (0,10,3 мм, в зависимости от габаритов пресс-формы). Износ частей литьевой машины, нарушение регулировки литьевой машины, неправильная установка пресс-формы, ослабление крепежных элементов, образование нагара на плитах, попадание расплавленного пластика в плоскость разъема пресс-формы, механический износ элементов пресс-формы, нарушение регулировки пресс-формы могут привести к непараллельности плит литьевого комплекса литьевая машинапресс-форма. Это сразу же отразится на результатах контроля в виде увеличения разницы показаний устройства контроля 7 (индикатора или нутромера). Измеряемый показатель является комплексным и сигнализирует о возникновении одной или нескольких причин перекоса плит литьевого комплекса литьевая машинапресс-форма. При выходе результата за установленный предел необходимо прекратить литье и произвести проверку и обслуживание пресс-формы и литьевой машины. Периодичность контроля - 1 раз в смену перед началом работы и при каждой новой установке пресс-формы. В результате использования такой пресс-формы и контроля за параллельностью подвижной и неподвижной плит пресс-формы происходит повышение качества продукции за счет недопущения перекоса. При выходе литьевого комплекса из штатного состояния система подает сигнал о необходимости прекращения литья и проведения ремонтных работ. При этом предотвращается выпуск некачественной продукции и увеличивается срок службы пресс-формы. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B29C 43/00, B29C 39/00
Метки: пластмасс, изделий, пресс-форма, литья
Код ссылки
<a href="https://by.patents.su/3-u8851-press-forma-dlya-litya-izdelijj-iz-plastmass.html" rel="bookmark" title="База патентов Беларуси">Пресс-форма для литья изделий из пластмасс</a>
Форма для литья изделий из пластмасс и способ ее изготовления
Номер патента: 9794
Опубликовано: 30.10.2007
Авторы: Логуновская Нина Валентиновна, Шпак Екатерина Петровна, Свирин Василий Тимофеевич, Чекан Николай Михайлович, Акула Игорь Петрович
МПК: C23C 14/06, B29C 33/56
Метки: форма, литья, пластмасс, способ, изготовления, изделий
Текст:
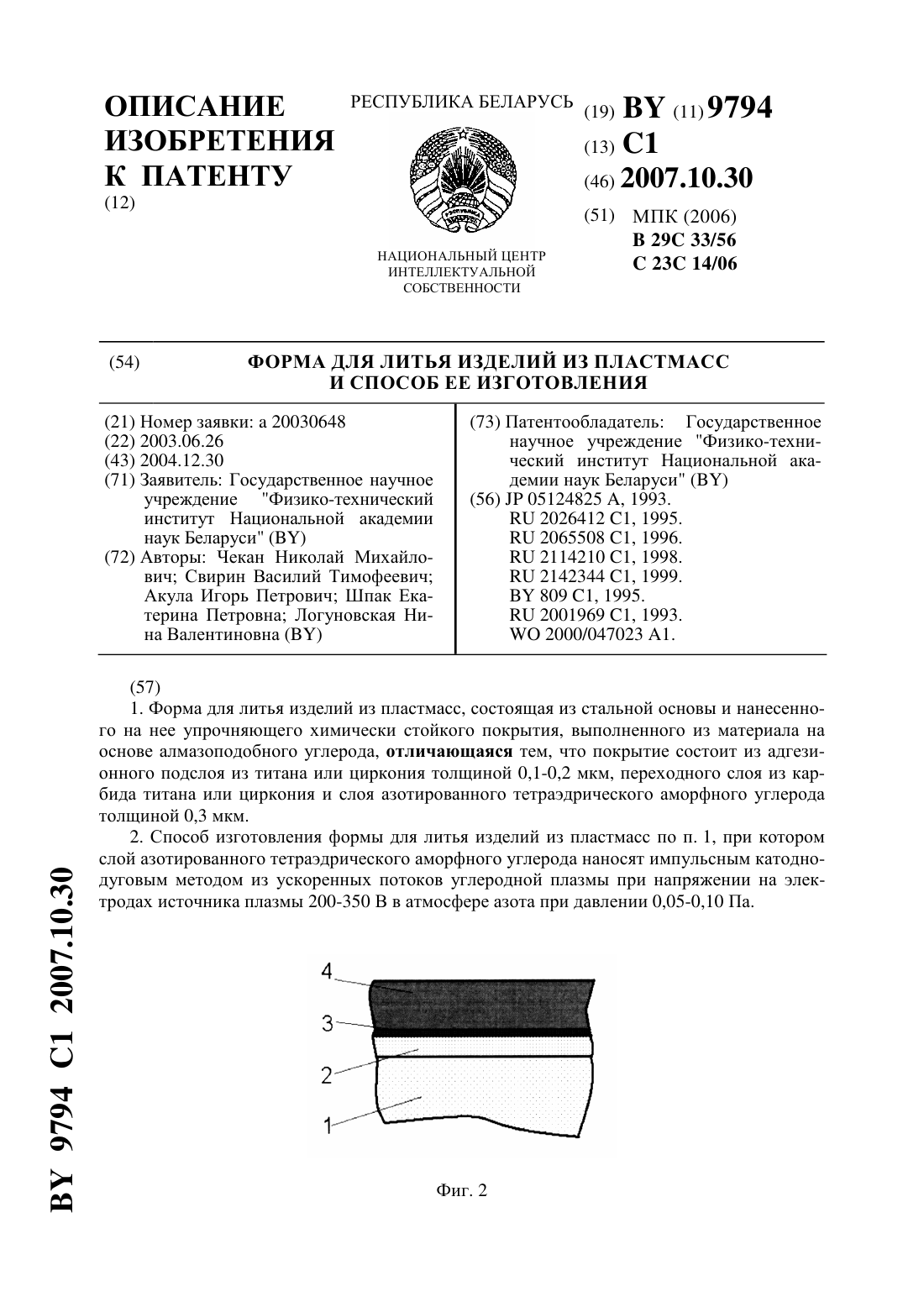
...2007.10.30 На рис. 2 представлен фрагмент литейной формы с упрочняющим химически стойким покрытием. На рис. 3 представлена схема источника плазмы импульсного катодно-дугового разряда. Тетраэдрический аморфный углерод относится к классу безводородных алмазоподобных материалов с высоким содержанием 3-гибридизированных связей углерода (порядка 85 ), характеризующийся высокой твердостью, близкой к твердости природного алмаза. Такой углеродный...
Пресс-форма для литья под давлением
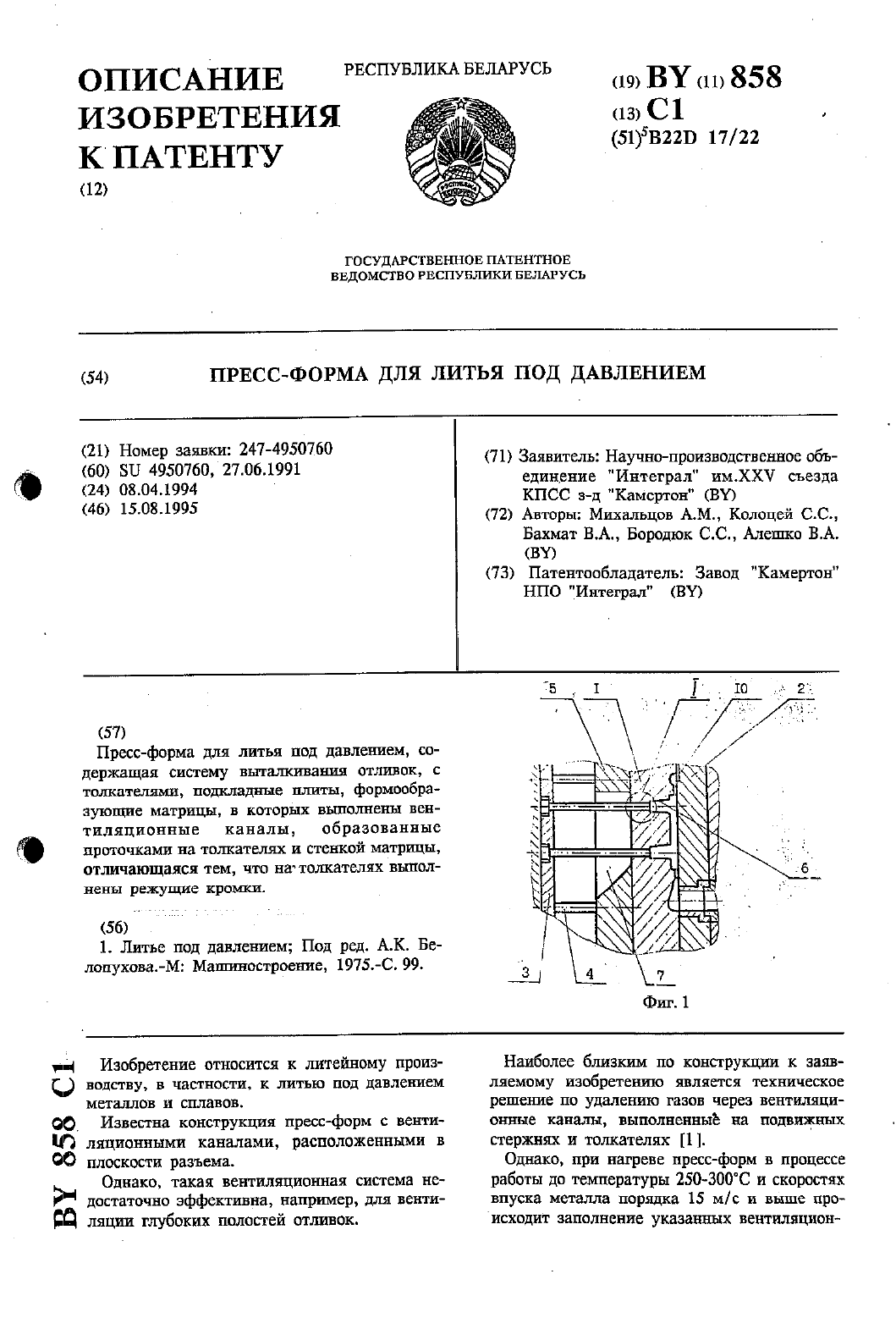
Номер патента: 858
Опубликовано: 15.08.1995
Авторы: Алешко В. А., Бахмат В. А., Михальцов А. М., Колоцей С. С., Бородюк С. С.
МПК: B22D 17/22
Метки: давлением, литья, пресс-форма
Текст:
...также свобедный выход газов из вентиляционных каналов 8.Таким образом, режущие кромки, выполненные на толкателях, обеспечивают эффективное разделение и удаление облоя из вентиляционной системы.Сущность изобретения поясняется чертежами, где на фиг. 1 показана пресс-форма для литья под давлением, разрез на фиг. 2 - вынесенное изображение 1 на фиг. 3 - сечение А-А.Пресс-форма для литья под давлением состоит из подвижной и неподвижной...
Способ повышения износостойкости стальных пресс-форм для формовки изделий из пластмасс
Номер патента: 14021
Опубликовано: 28.02.2011
Авторы: Гунько Сергей Мартинович, Чигринова Наталья Михайловна, Чигринов Виталий Евгеньевич, Сидоркин Сергей Васильевич, Чигринов Вадим Витальевич
МПК: C23C 28/00, C25D 11/04
Метки: формовки, изделий, стальных, пластмасс, пресс-форм, повышения, износостойкости, способ
Текст:
...пресс-формы покрытия. Покрытие наносят путем напыления на поверхность пресс-формы алюминиевого порошка методом активированной электродуговой металлизации и анодного микродугового оксидирования напыленного алюминиевого слоя. При этом соотношение толщин алюминиевого и оксидированного слоев покрытия составляет 101. Сущность изобретения поясняется следующим примером. Пример На лицевую контактную поверхность литьевой, изготовленной из...
Пресс-форма для изготовления из полимерных материалов изделий с отверстиями
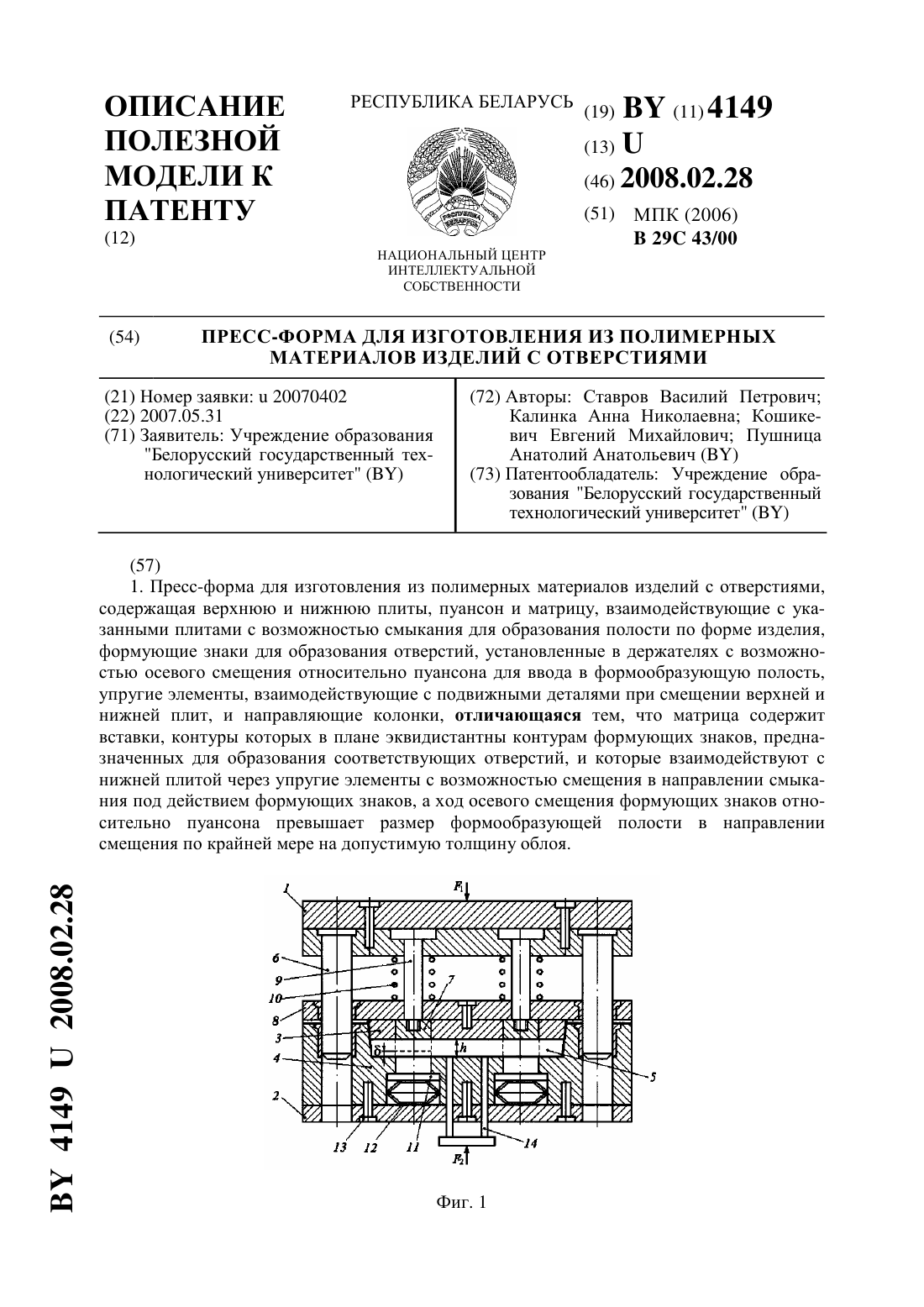
Номер патента: U 4149
Опубликовано: 28.02.2008
Авторы: Калинка Анна Николаевна, Кошикевич Евгений Михайлович, Пушница Анатолий Анатольевич, Ставров Василий Петрович
МПК: B29C 43/00
Метки: изготовления, изделий, отверстиями, полимерных, материалов, пресс-форма
Текст:
...крайнем положении планка связывает пуансон со знаками, а во втором - не препятствует скольжению держателей относительно пуансона, при этом планки связаны с механизмами перемещения из первого крайнего положения во второе в положении пуансона, соответствующем замкнутой формообразующей полости. Для перемещения затворов пресс-форма снабжена кривошипом, установленным с возможностью перемещения в плоскости, параллельной оси колонок и проходящей...
Способ повышения износостойкости стальных пресс-форм для формовки изделий из пластмасс
Номер патента: 15172
Опубликовано: 30.12.2011
Авторы: Чигринова Наталья Михайловна, Чигринов Вадим Витальевич, Чигринов Виталий Евгеньевич
МПК: C25D 11/04, C23C 28/00
Метки: пресс-форм, изделий, износостойкости, стальных, формовки, повышения, способ, пластмасс
Текст:
...при АМДО компактных алюминиевых сплавов скорость растворения металла, определяемая его составом и химической активностью поверхности, а также степенью кислотностиэлектролита и режимами обработки, составляет 3-5 от общей толщины изделия. При этом скорость растворения тем больше, чем выше химическая активность указанной поверхности. Химическая активность порошкового материала существенно выше данного параметра компактного. Кроме того,...
Предыдущий патент: Электростатическое зажимное устройство
Следующий патент: Машина врубовая баровая
Случайный патент: Механизм для обработки борта покрышек пневматических шин