Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей
Номер патента: U 8558
Опубликовано: 30.10.2012
Авторы: Белоцерковский Марат Артемович, Гафо Юрий Натанович, Грудько Иван Ильич, Трембицкий Иван Прокопович, Жигилей Виктор Васильевич, Сосновский Игорь Александрович, Климович Андрей Федорович
Текст
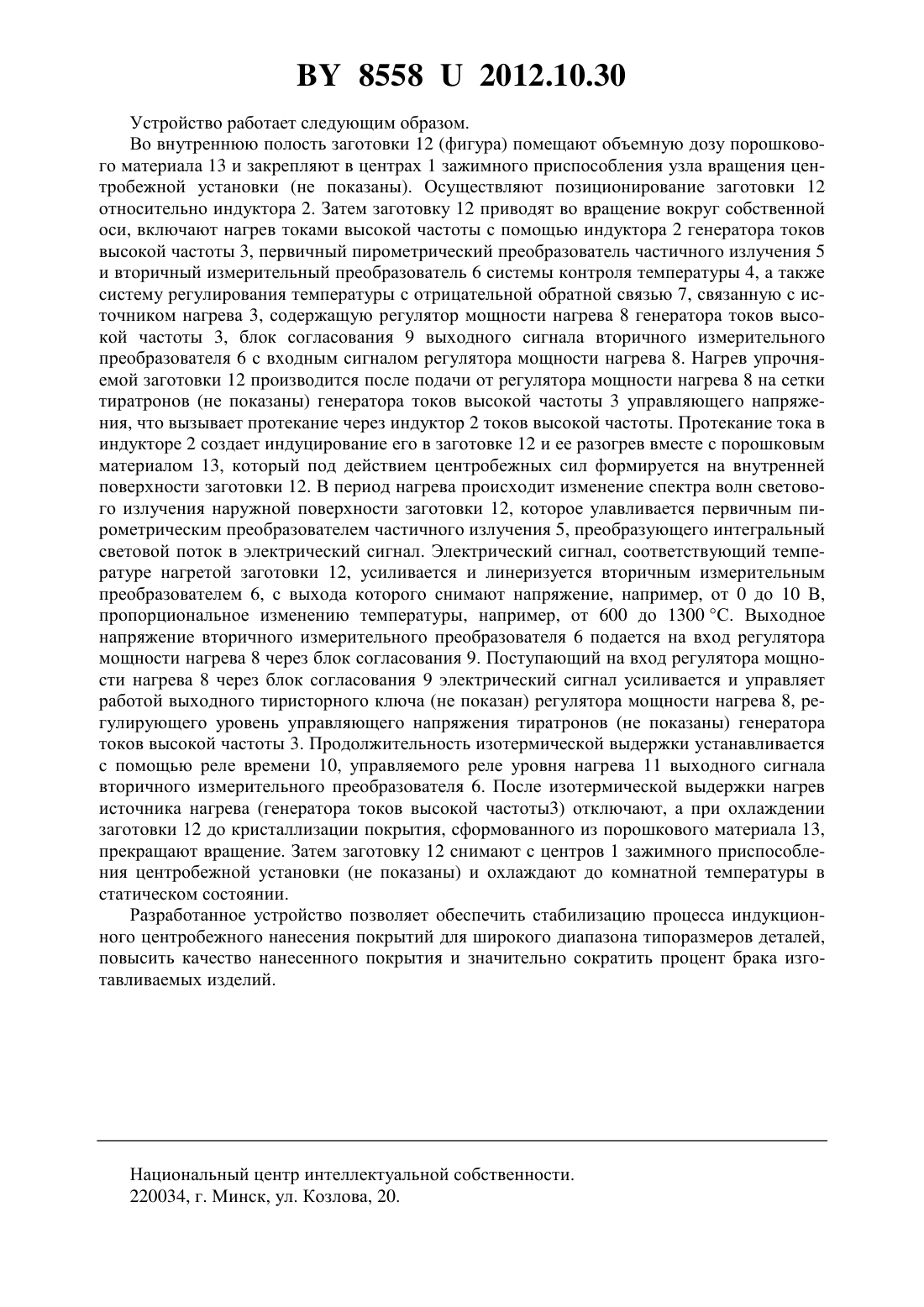
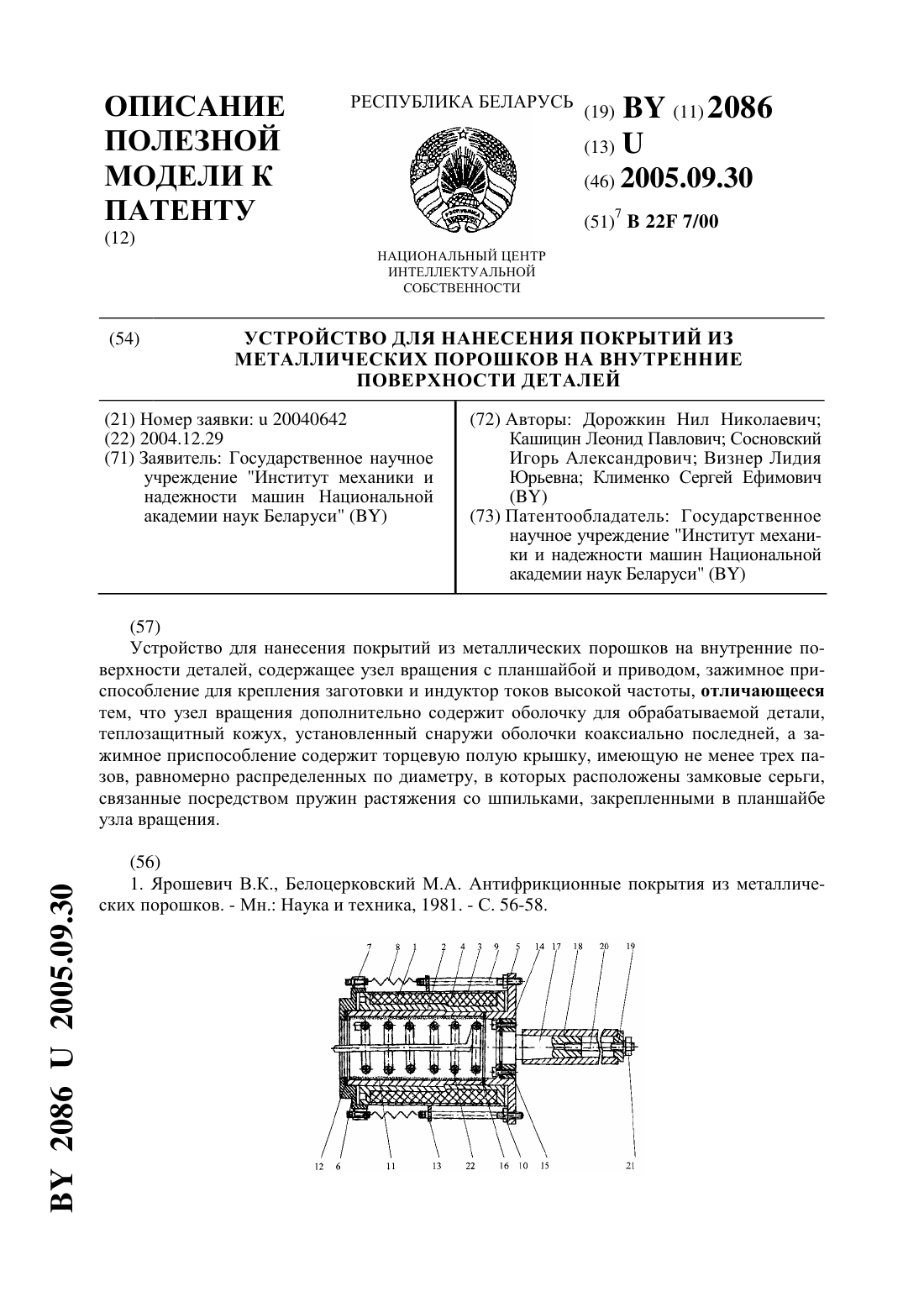
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Сосновский Игорь Александрович Белоцерковский Марат Артемович Жигилей Виктор Васильевич Гафо Юрий Натанович Грудько Иван Ильич Трембицкий Иван Прокопович Климович Андрей Федорович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) 1. Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей, содержащее источник нагрева, узел вращения, зажимное приспособление и систему контроля температуры, содержащую первичный пирометрический преобразователь частичного излучения и вторичный измерительный преобразователь, отличающееся тем, что снабжено системой регулирования температуры с отрицательной обратной связью, связанной с источником нагрева. 2. Устройство по п. 1, отличающееся тем, что оно содержит реле уровня нагрева и реле времени, связанные с источником нагрева посредством системы регулирования температуры.(56) 1. Дорожкин Н.Н. Упрочнение и восстановление деталей машин металлическими порошками. - Минск Наука и техника, 1975. - 152 с. 2. Кашицин Л.П., Сосновский И.А., Гафо Ю.Н. Инженерный метод расчета термических режимов центробежного припекания покрытий из металлических порошков с использованием внутреннего индуктора тока высокой частоты // Вестник Полоцкого государственного университета. Серия В Прикладные науки. -6. - 2005. - С. 98-102. 85582012.10.30 Полезная модель относится к области порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков, и может быть использована для нанесения покрытий на внутренние поверхности деталей, работающих в условиях трения, например подшипников скольжения. Известно устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей, содержащее источник нагрева, узел вращения детали и зажимное приспособление 1. Известно также устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей, содержащее источник нагрева, узел вращения детали, зажимное приспособление и систему контроля температуры, содержащую первичный пирометрический преобразователь частичного излучения и вторичный измерительный преобразователь 2. Недостатком известных устройств является то, что они не позволяют получать покрытия со стабильными физико-механическими свойствами из-за отсутствия регулирования требуемой температуры нагрева детали, что приводит к повышению процента брака изготавливаемых изделий. Задачей предлагаемой полезной модели является сокращение процента брака изготавливаемых деталей путем повышения качества наносимых покрытий. Решение поставленной задачи достигается в устройстве для нанесения покрытий из металлических порошков на внутренние поверхности деталей, содержащем источник нагрева, узел вращения, зажимное приспособление, систему контроля температуры, содержащую первичный пирометрический преобразователь частичного излучения и вторичный измерительный преобразователь, причем, согласно техническому решению, оно снабжено системой регулирования температуры с отрицательной обратной связью, связанной с источником нагрева, и может содержать реле уровня нагрева и реле времени,связанные с источником нагрева посредством системы регулирования температуры. Снабжение устройства системой регулирования температуры с отрицательной обратной связью, связанной с источником нагрева, обеспечивает стабилизацию требуемой температуры нагрева деталей для исключения перегрева или недогрева получаемых порошковых слоев. Использование в устройстве реле уровня нагрева позволяет обеспечивать величину напряжения, соответствующую заданной температуре нанесения покрытия. Реле времени создает диапазон температурной стабилизации процесса нанесения покрытия. На фигуре изображено устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей. Устройство состоит из зажимного приспособления (не показано) с центрами 1, узла вращения центробежной установки (не показаны), индуктора 2 генератора токов высокой частоты 3, системы контроля температуры 4, содержащей первичный пирометрический преобразователь частичного излучения 5 и вторичный измерительный преобразователь 6,а также системы регулирования температуры с отрицательной обратной связью 7, связанной с источником нагрева (генератором токов высокой частоты 3), включающей регулятор мощности нагрева 8 генератора токов высокой частоты 5, блок согласования 9 выходного сигнала вторичного измерительного преобразователя 6 с входным сигналом регулятора мощности нагрева 8. Блок согласования 9 представляет собой преобразователь выходного напряжения вторичного измерительного преобразователя 6 в изменяемое по линейному закону электрическое сопротивление, регулирующее входной ток регулятора мощности нагрева 8 пропорционально изменению измеряемой температуры. Устройство может быть снабжено реле времени 10, предназначенным для создания диапазона температурной стабилизации процесса нанесения покрытия, и реле уровня нагрева 11, позволяющим обеспечить величину напряжения, соответствующую заданной температуре, которые связаны с источником нагрева (генератором токов высокой частоты 3) посредством системы регулирования температуры нагрева 7. 2 85582012.10.30 Устройство работает следующим образом. Во внутреннюю полость заготовки 12 (фигура) помещают объемную дозу порошкового материала 13 и закрепляют в центрах 1 зажимного приспособления узла вращения центробежной установки (не показаны). Осуществляют позиционирование заготовки 12 относительно индуктора 2. Затем заготовку 12 приводят во вращение вокруг собственной оси, включают нагрев токами высокой частоты с помощью индуктора 2 генератора токов высокой частоты 3, первичный пирометрический преобразователь частичного излучения 5 и вторичный измерительный преобразователь 6 системы контроля температуры 4, а также систему регулирования температуры с отрицательной обратной связью 7, связанную с источником нагрева 3, содержащую регулятор мощности нагрева 8 генератора токов высокой частоты 3, блок согласования 9 выходного сигнала вторичного измерительного преобразователя 6 с входным сигналом регулятора мощности нагрева 8. Нагрев упрочняемой заготовки 12 производится после подачи от регулятора мощности нагрева 8 на сетки тиратронов (не показаны) генератора токов высокой частоты 3 управляющего напряжения, что вызывает протекание через индуктор 2 токов высокой частоты. Протекание тока в индукторе 2 создает индуцирование его в заготовке 12 и ее разогрев вместе с порошковым материалом 13, который под действием центробежных сил формируется на внутренней поверхности заготовки 12. В период нагрева происходит изменение спектра волн светового излучения наружной поверхности заготовки 12, которое улавливается первичным пирометрическим преобразователем частичного излучения 5, преобразующего интегральный световой поток в электрический сигнал. Электрический сигнал, соответствующий температуре нагретой заготовки 12, усиливается и линеризуется вторичным измерительным преобразователем 6, с выхода которого снимают напряжение, например, от 0 до 10 В,пропорциональное изменению температуры, например, от 600 до 1300 С. Выходное напряжение вторичного измерительного преобразователя 6 подается на вход регулятора мощности нагрева 8 через блок согласования 9. Поступающий на вход регулятора мощности нагрева 8 через блок согласования 9 электрический сигнал усиливается и управляет работой выходного тиристорного ключа (не показан) регулятора мощности нагрева 8, регулирующего уровень управляющего напряжения тиратронов (не показаны) генератора токов высокой частоты 3. Продолжительность изотермической выдержки устанавливается с помощью реле времени 10, управляемого реле уровня нагрева 11 выходного сигнала вторичного измерительного преобразователя 6. После изотермической выдержки нагрев источника нагрева (генератора токов высокой частоты 3) отключают, а при охлаждении заготовки 12 до кристаллизации покрытия, сформованного из порошкового материала 13,прекращают вращение. Затем заготовку 12 снимают с центров 1 зажимного приспособления центробежной установки (не показаны) и охлаждают до комнатной температуры в статическом состоянии. Разработанное устройство позволяет обеспечить стабилизацию процесса индукционного центробежного нанесения покрытий для широкого диапазона типоразмеров деталей,повысить качество нанесенного покрытия и значительно сократить процент брака изготавливаемых изделий. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 7/04
Метки: порошков, устройство, внутренние, деталей, покрытий, металлических, нанесения, поверхности
Код ссылки
<a href="https://by.patents.su/3-u8558-ustrojjstvo-dlya-naneseniya-pokrytijj-iz-metallicheskih-poroshkov-na-vnutrennie-poverhnosti-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей</a>
Устройство для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей
Номер патента: U 3849
Опубликовано: 30.10.2007
Авторы: Кашицин Леонид Павлович, Сосновский Игорь Александрович, Гафо Юрий Натанович, Сосновский Алексей Валерьевич, Кузнечик Олег Ольгердович
МПК: B22F 7/00
Метки: поверхности, устройство, цилиндрических, внутренние, металлических, деталей, нанесения, покрытий, порошков
Текст:
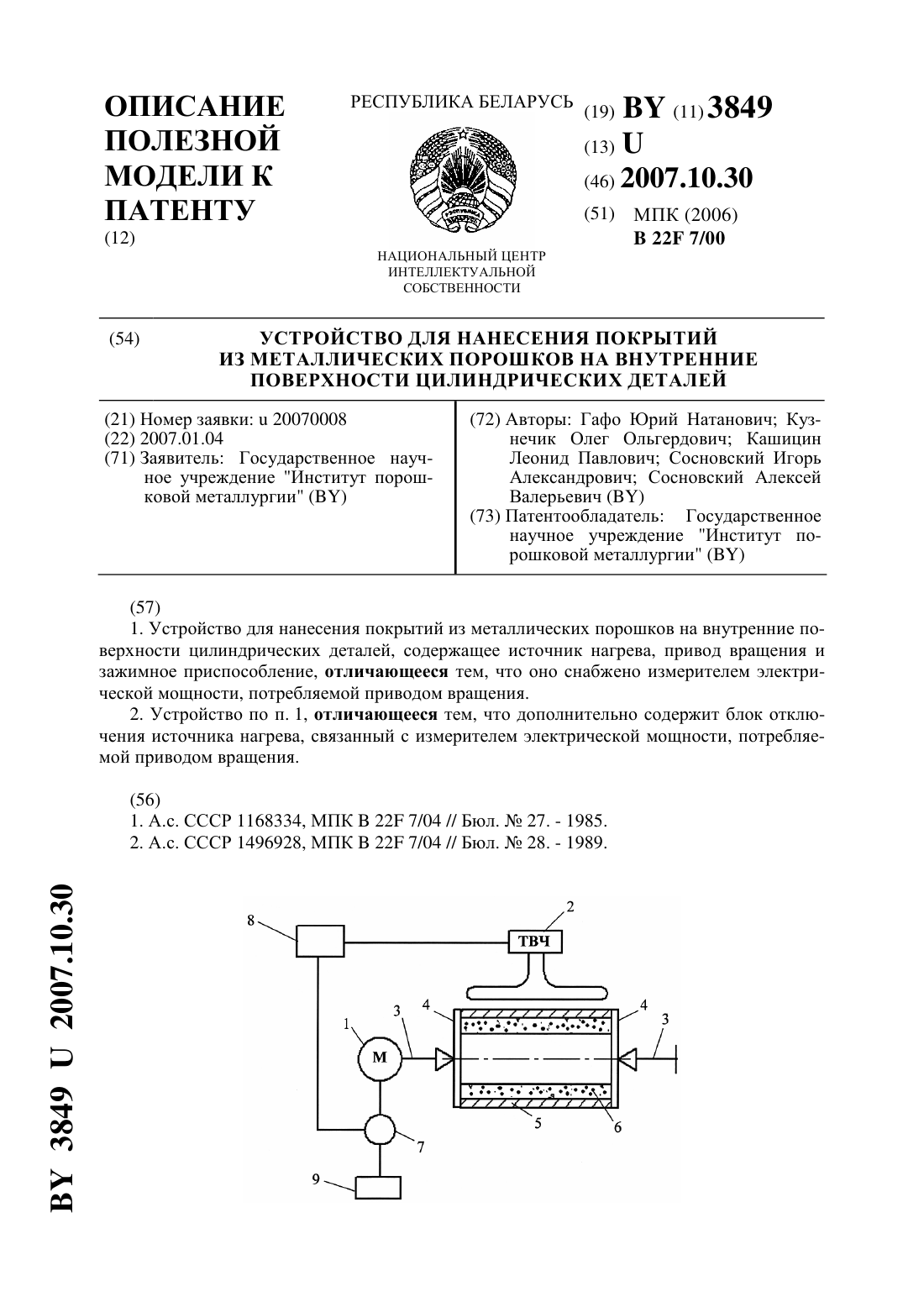
...за счет упрощения его конструкции и снижения трудоемкости закрепления детали в зажимном приспособлении при подготовке устройства к работе. Решение поставленной задачи достигается в устройстве для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, содержащем источник нагрева, привод вращения и зажимное приспособление, которое, согласно техническому решению, снабжено измерителем электрической...
Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей
Номер патента: U 2086
Опубликовано: 30.09.2005
Авторы: Клименко Сергей Ефимович, Визнер Лидия Юрьевна, Кашицин Леонид Павлович, Дорожкин Нил Николаевич, Сосновский Игорь Александрович
МПК: B22F 7/00
Метки: устройство, деталей, внутренние, нанесения, покрытий, металлических, порошков, поверхности
Текст:
...состоит из оболочки 1, в которую помещается восстанавливаемая чугунная гильза 2. Толщина оболочки 1 выбирается из условия предела прочности на разрыв данной детали, нагретой до температуры, не превышающей температуру ее плавления 1050-1090 . На оболочку 1 устанавливается теплозащитный кожух 3, и между ними помещают теплоизоляционный материал 4, например минеральную вату. Оболочка 1 устанавливается на планшайбу 5. С одного торца оболочка...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Кашицин Леонид Павлович, Худолей Андрей Леонидович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: металлических, порошков, покрытий, варианты, поверхности, его, деталей, внутренние, способ, нанесения, цилиндрических
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности деталей
Номер патента: 5718
Опубликовано: 30.12.2003
Авторы: Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович
МПК: B22F 7/04, C23C 24/08
Метки: металлических, цилиндрические, покрытий, устройство, внутренние, нанесения, деталей, поверхности
Текст:
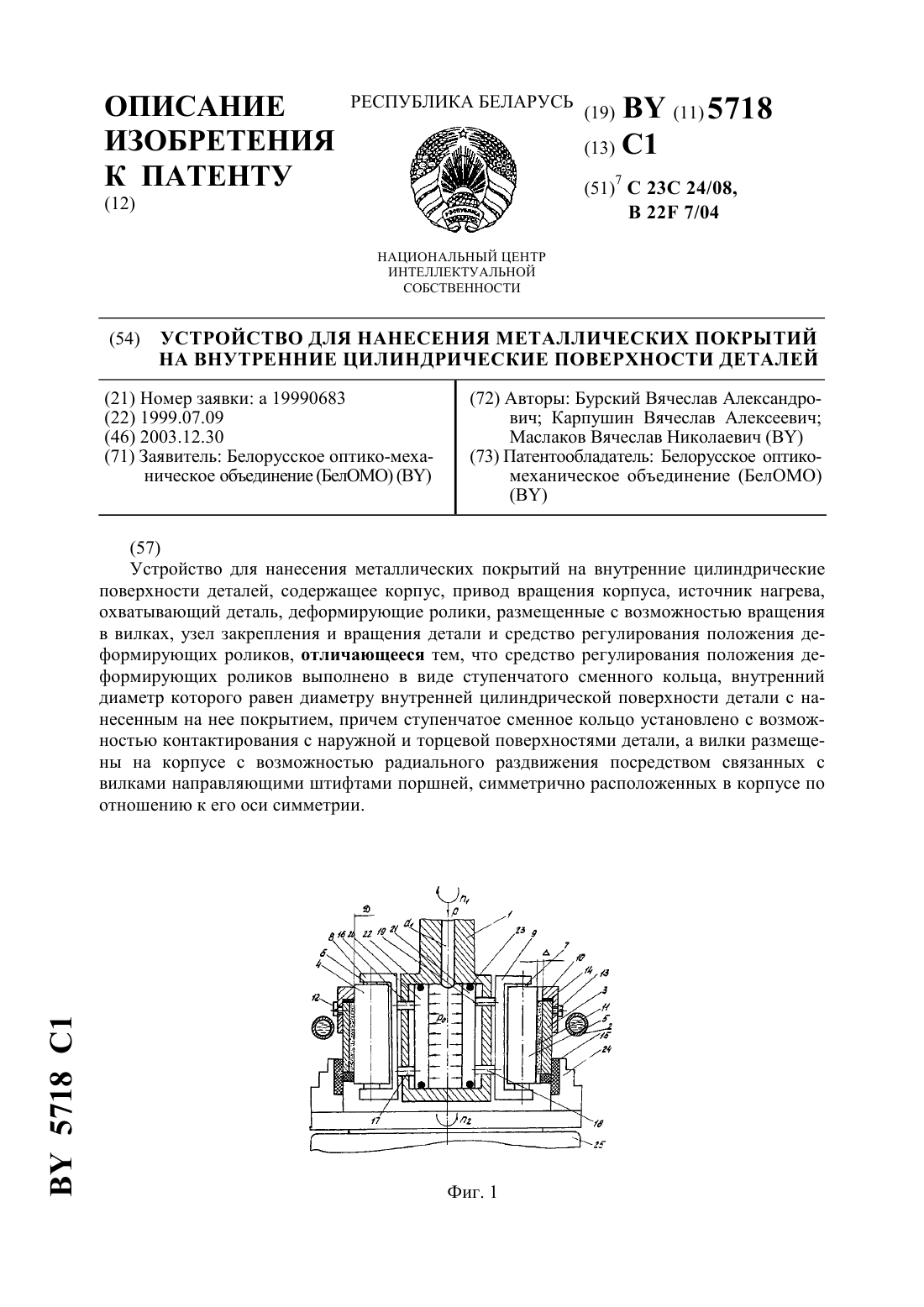
...что способствует повышению производительности процесса в целом не менее чем на 25 . Кроме того, вследствие отсутствия необходимости ввода корпуса и деформирующих роликов устройства в положение, когда деформирующие элементы (как это имеет место в конструкции прототипа) уже настроены на получаемый размер детали с нанесенным покрытием, отсутствует возможность его разрушения и отслаивания. Это исключается благодаря установке деформирующих...
Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности
Номер патента: 5180
Опубликовано: 30.06.2003
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B22F 7/04
Метки: поверхности, покрытий, устройство, внутренние, нанесения, металлических, порошков, сферические
Текст:
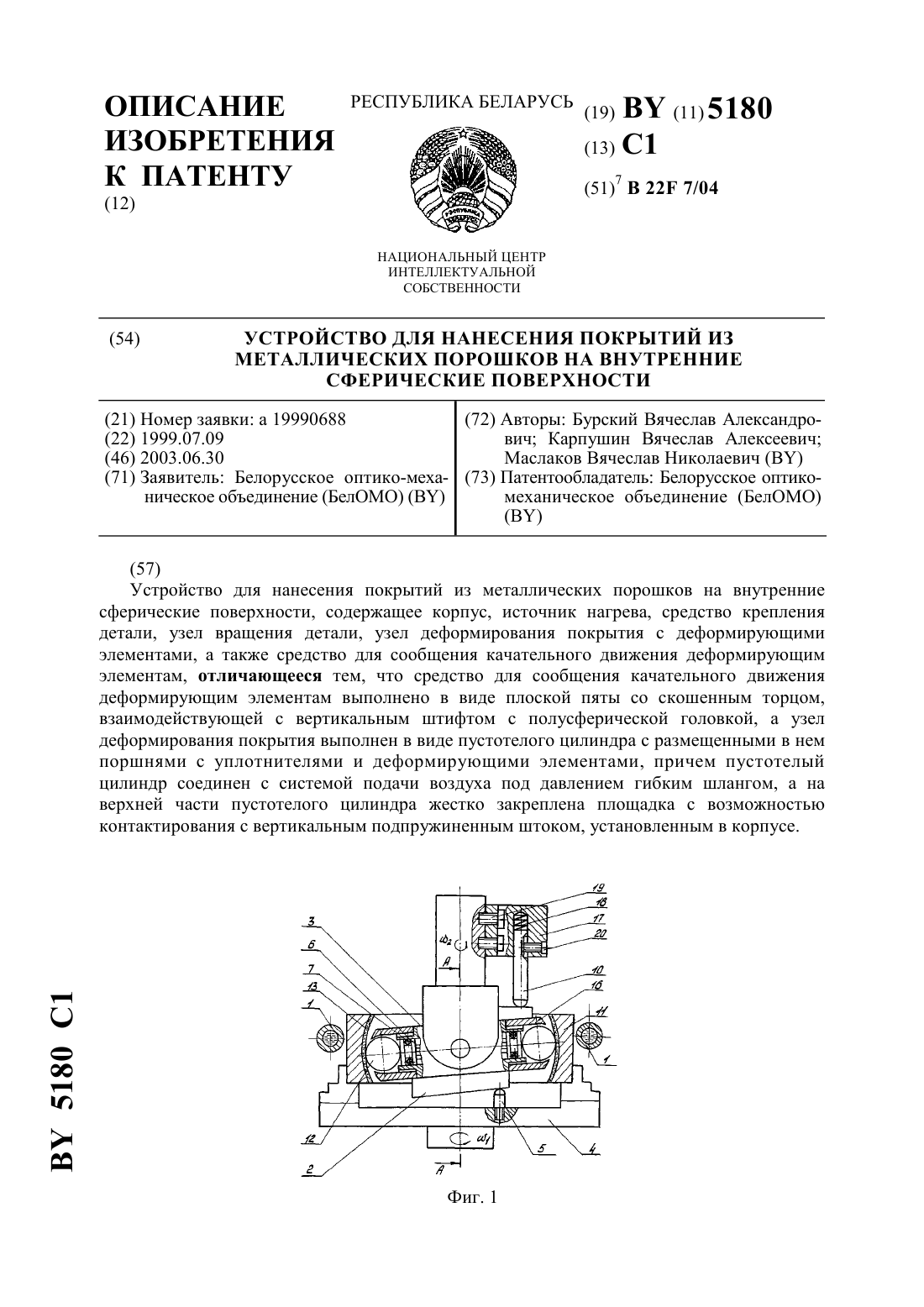
...давления в сети. Это позволяет расширить технологические возможности известных технических решений и повысить качество наносимых покрытий, характеризующееся прочностью сцепления материала покрытия с материалом детали и пористостью наносимого покрытия. Закрепление на верхней части пустотелого цилиндра площадки с возможностью контактирования с вертикальным подпружиненным штоком обеспечивает возможность сообщения качательного движения...
Предыдущий патент: Зеркальный объектив
Следующий патент: Вал отбора мощности универсально-пропашного трактора
Случайный патент: Устройство для образования и наложения скрепок на концы колбасных оболочек и пакетов