Устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности деталей
Номер патента: 5718
Опубликовано: 30.12.2003
Авторы: Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович
Текст
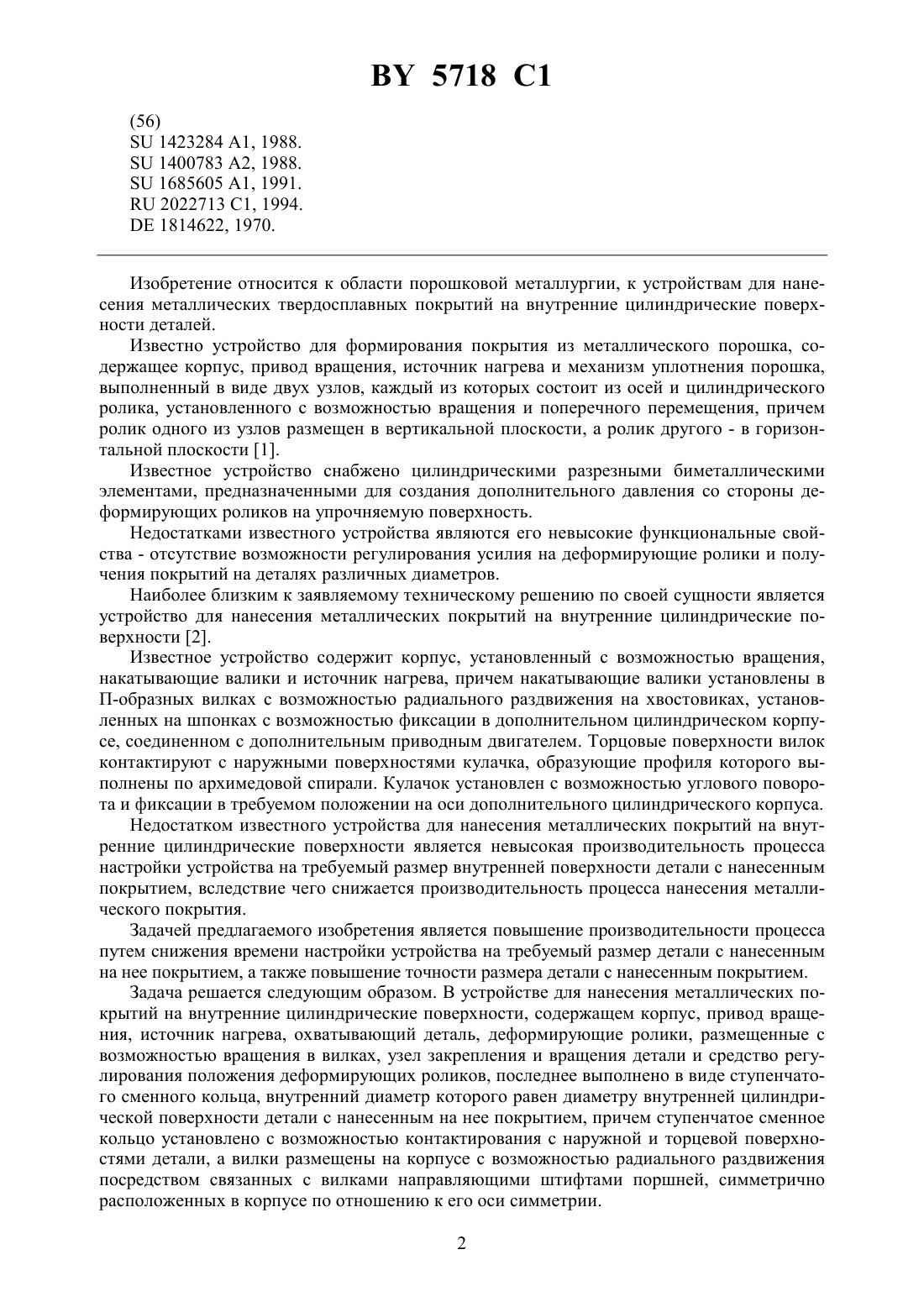
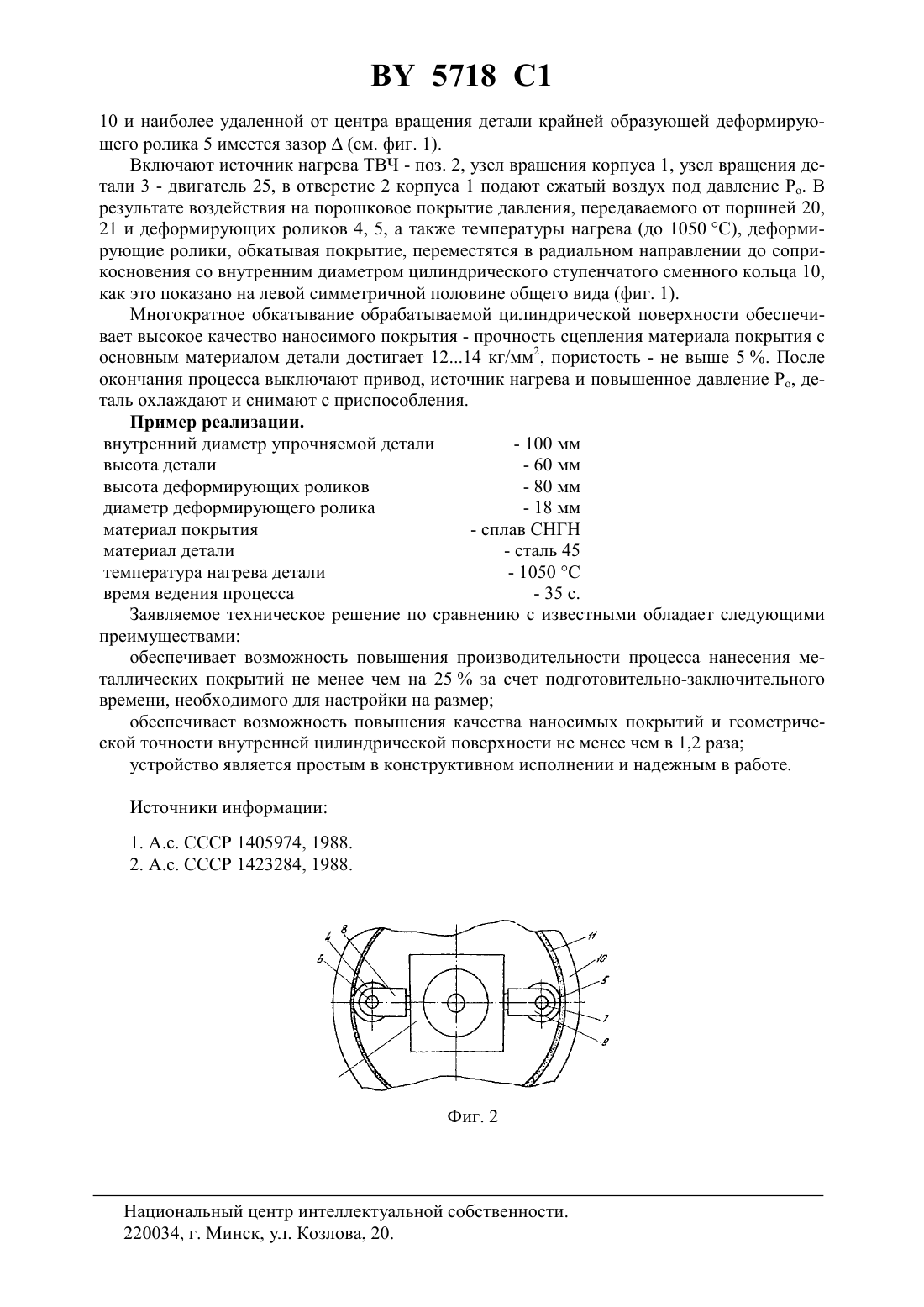
22 7/04 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ(72) Авторы Бурский Вячеслав Александрович Карпушин Вячеслав Алексеевич Маслаков Вячеслав Николаевич(73) Патентообладатель Белорусское оптикомеханическое объединение (БелОМО)(57) Устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности деталей, содержащее корпус, привод вращения корпуса, источник нагрева,охватывающий деталь, деформирующие ролики, размещенные с возможностью вращения в вилках, узел закрепления и вращения детали и средство регулирования положения деформирующих роликов, отличающееся тем, что средство регулирования положения деформирующих роликов выполнено в виде ступенчатого сменного кольца, внутренний диаметр которого равен диаметру внутренней цилиндрической поверхности детали с нанесенным на нее покрытием, причем ступенчатое сменное кольцо установлено с возможностью контактирования с наружной и торцевой поверхностями детали, а вилки размещены на корпусе с возможностью радиального раздвижения посредством связанных с вилками направляющими штифтами поршней, симметрично расположенных в корпусе по отношению к его оси симметрии.(56)1423284 1, 1988.1400783 2, 1988.1685605 1, 1991.2022713 1, 1994.1814622, 1970. Изобретение относится к области порошковой металлургии, к устройствам для нанесения металлических твердосплавных покрытий на внутренние цилиндрические поверхности деталей. Известно устройство для формирования покрытия из металлического порошка, содержащее корпус, привод вращения, источник нагрева и механизм уплотнения порошка,выполненный в виде двух узлов, каждый из которых состоит из осей и цилиндрического ролика, установленного с возможностью вращения и поперечного перемещения, причем ролик одного из узлов размещен в вертикальной плоскости, а ролик другого - в горизонтальной плоскости 1. Известное устройство снабжено цилиндрическими разрезными биметаллическими элементами, предназначенными для создания дополнительного давления со стороны деформирующих роликов на упрочняемую поверхность. Недостатками известного устройства являются его невысокие функциональные свойства - отсутствие возможности регулирования усилия на деформирующие ролики и получения покрытий на деталях различных диаметров. Наиболее близким к заявляемому техническому решению по своей сущности является устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности 2. Известное устройство содержит корпус, установленный с возможностью вращения,накатывающие валики и источник нагрева, причем накатывающие валики установлены в П-образных вилках с возможностью радиального раздвижения на хвостовиках, установленных на шпонках с возможностью фиксации в дополнительном цилиндрическом корпусе, соединенном с дополнительным приводным двигателем. Торцовые поверхности вилок контактируют с наружными поверхностями кулачка, образующие профиля которого выполнены по архимедовой спирали. Кулачок установлен с возможностью углового поворота и фиксации в требуемом положении на оси дополнительного цилиндрического корпуса. Недостатком известного устройства для нанесения металлических покрытий на внутренние цилиндрические поверхности является невысокая производительность процесса настройки устройства на требуемый размер внутренней поверхности детали с нанесенным покрытием, вследствие чего снижается производительность процесса нанесения металлического покрытия. Задачей предлагаемого изобретения является повышение производительности процесса путем снижения времени настройки устройства на требуемый размер детали с нанесенным на нее покрытием, а также повышение точности размера детали с нанесенным покрытием. Задача решается следующим образом. В устройстве для нанесения металлических покрытий на внутренние цилиндрические поверхности, содержащем корпус, привод вращения, источник нагрева, охватывающий деталь, деформирующие ролики, размещенные с возможностью вращения в вилках, узел закрепления и вращения детали и средство регулирования положения деформирующих роликов, последнее выполнено в виде ступенчатого сменного кольца, внутренний диаметр которого равен диаметру внутренней цилиндрической поверхности детали с нанесенным на нее покрытием, причем ступенчатое сменное кольцо установлено с возможностью контактирования с наружной и торцевой поверхностями детали, а вилки размещены на корпусе с возможностью радиального раздвижения посредством связанных с вилками направляющими штифтами поршней, симметрично расположенных в корпусе по отношению к его оси симметрии. 2 5718 1 Выполнение средства регулирования положения деформирующих роликов в виде ступенчатого сменного кольца, внутренний диаметр которого равен диаметру детали с нанесенным на ее внутреннюю поверхность покрытием, обеспечивает возможность быстрой установки кольца на детали, что снижает подготовительно-заключительное время, необходимое для подготовки устройства к нанесению металлического покрытия требуемых размеров, что способствует повышению производительности процесса в целом не менее чем на 25 . Кроме того, вследствие отсутствия необходимости ввода корпуса и деформирующих роликов устройства в положение, когда деформирующие элементы (как это имеет место в конструкции прототипа) уже настроены на получаемый размер детали с нанесенным покрытием, отсутствует возможность его разрушения и отслаивания. Это исключается благодаря установке деформирующих роликов с возможностью радиального раздвижения в процессе нанесения металлического покрытия. Установка ступенчатого сменного кольца с возможностью контактирования с наружной и торцовой поверхностями детали обеспечивает возможность высокоточного центрирования кольца и внутренней его цилиндрической поверхности относительно наружных цилиндрических образующих деформирующих роликов, формирующих окончательно внутренний диаметр детали с нанесенным на ее внутреннюю поверхность покрытием. Это способствует получению высокой точности размера внутренней цилиндрической поверхности с нанесенным покрытием (до 6 кв.) и низкой шероховатости окончательно обработанной поверхности. Связь деформирующих роликов с корпусом посредством вилок, направляющих штифтов и поршней, симметрично расположенных в корпусе по отношению к его оси симметрии, обеспечивает возможность создания дополнительного давления за счет энергии сжатого воздуха на деформирующие ролики, что оказывает положительное влияние на качество наносимого покрытия за счет плавного приложения усилий со стороны деформирующих роликов. Сущность изобретения поясняется фиг. 1 и 2, где на фиг. 1 показан общий вид устройства в разрезе, а на фиг. 2 - вид сверху на устройство. Устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности содержит корпус 1 с отверстием 1 для подачи сжатого воздуха под давлением Р. Корпус 1 установлен с возможностью вращения (1). Источник нагрева 2 (индуктор ТВЧ) установлен с возможностью охвата детали 3. Деформирующие ролики 4, 5 установлены на осях 6, 7 с возможностью вращения, оси 6, 7 жестко закреплены в вилках 8, 9. Средство регулирования положения деформирующих роликов 4, 5 выполнено в виде ступенчатого сменного кольца 10, внутренний диаметр которого Д равен диаметру детали 3 с нанесенным на ее внутреннюю поверхность покрытием 11. Ступенчатое сменное кольцо 10 установлено на винтах 12, 13 с возможностью контактирования с наружной и торцовой поверхностями детали 3. Торцы детали 3 изолированы от крепежных деталей графитовыми втулками 14, 15. Деформирующие ролики 4, 5 установлены с возможностью вращения в вилках 8, 9, а вилки 8, 9 размещены на корпусе 1 с возможностью радиального раздвижения посредством связанных с вилками направляющими штифтами 16, 17, 18, 19 поршней 20, 21, которые герметизированы кольцевыми уплотнениями 22, 23. Деталь 3 закреплена в токарном патроне 24, который установлен с возможностью вращения от двигателя 25. Устройство для нанесения металлических покрытий работает следующим образом. Деталь 3 вместе с графитовыми втулками 14, 15 закрепляют в токарном патроне 24,надевают на нее ступенчатое сменное кольцо 10 и вводят в деталь деформирующую головку (корпус 1 с деформирующими роликами 4, 5). На внутренней цилиндрической поверхности детали 3 предварительно нанесено, например, центробежным способом металлическое покрытие 11. Ступенчатое сменное кольцо 10 прикрепляют винтами 12, 13. В исходном состоянии (правая симметричная относительно вертикальной оси половина фиг. 1) между внутренней цилиндрической поверхностью ступенчатого сменного кольца 3 5718 1 10 и наиболее удаленной от центра вращения детали крайней образующей деформирующего ролика 5 имеется зазор(см. фиг. 1). Включают источник нагрева ТВЧ - поз. 2, узел вращения корпуса 1, узел вращения детали 3 - двигатель 25, в отверстие 2 корпуса 1 подают сжатый воздух под давление Р. В результате воздействия на порошковое покрытие давления, передаваемого от поршней 20,21 и деформирующих роликов 4, 5, а также температуры нагрева (до 1050 С), деформирующие ролики, обкатывая покрытие, переместятся в радиальном направлении до соприкосновения со внутренним диаметром цилиндрического ступенчатого сменного кольца 10,как это показано на левой симметричной половине общего вида (фиг. 1). Многократное обкатывание обрабатываемой цилиндрической поверхности обеспечивает высокое качество наносимого покрытия - прочность сцепления материала покрытия с основным материалом детали достигает 1214 кг/мм 2, пористость - не выше 5 . После окончания процесса выключают привод, источник нагрева и повышенное давление Р, деталь охлаждают и снимают с приспособления. Пример реализации. внутренний диаметр упрочняемой детали- 60 мм высота деформирующих роликов- 80 мм диаметр деформирующего ролика- сплав СНГН материал детали- 35 с. Заявляемое техническое решение по сравнению с известными обладает следующими преимуществами обеспечивает возможность повышения производительности процесса нанесения металлических покрытий не менее чем на 25 за счет подготовительно-заключительного времени, необходимого для настройки на размер обеспечивает возможность повышения качества наносимых покрытий и геометрической точности внутренней цилиндрической поверхности не менее чем в 1,2 раза устройство является простым в конструктивном исполнении и надежным в работе. Источники информации 1. А.с. СССР 1405974, 1988. 2. А.с. СССР 1423284, 1988. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 24/08, B22F 7/04
Метки: покрытий, внутренние, цилиндрические, нанесения, устройство, поверхности, металлических, деталей
Код ссылки
<a href="https://by.patents.su/4-5718-ustrojjstvo-dlya-naneseniya-metallicheskih-pokrytijj-na-vnutrennie-cilindricheskie-poverhnosti-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности деталей</a>
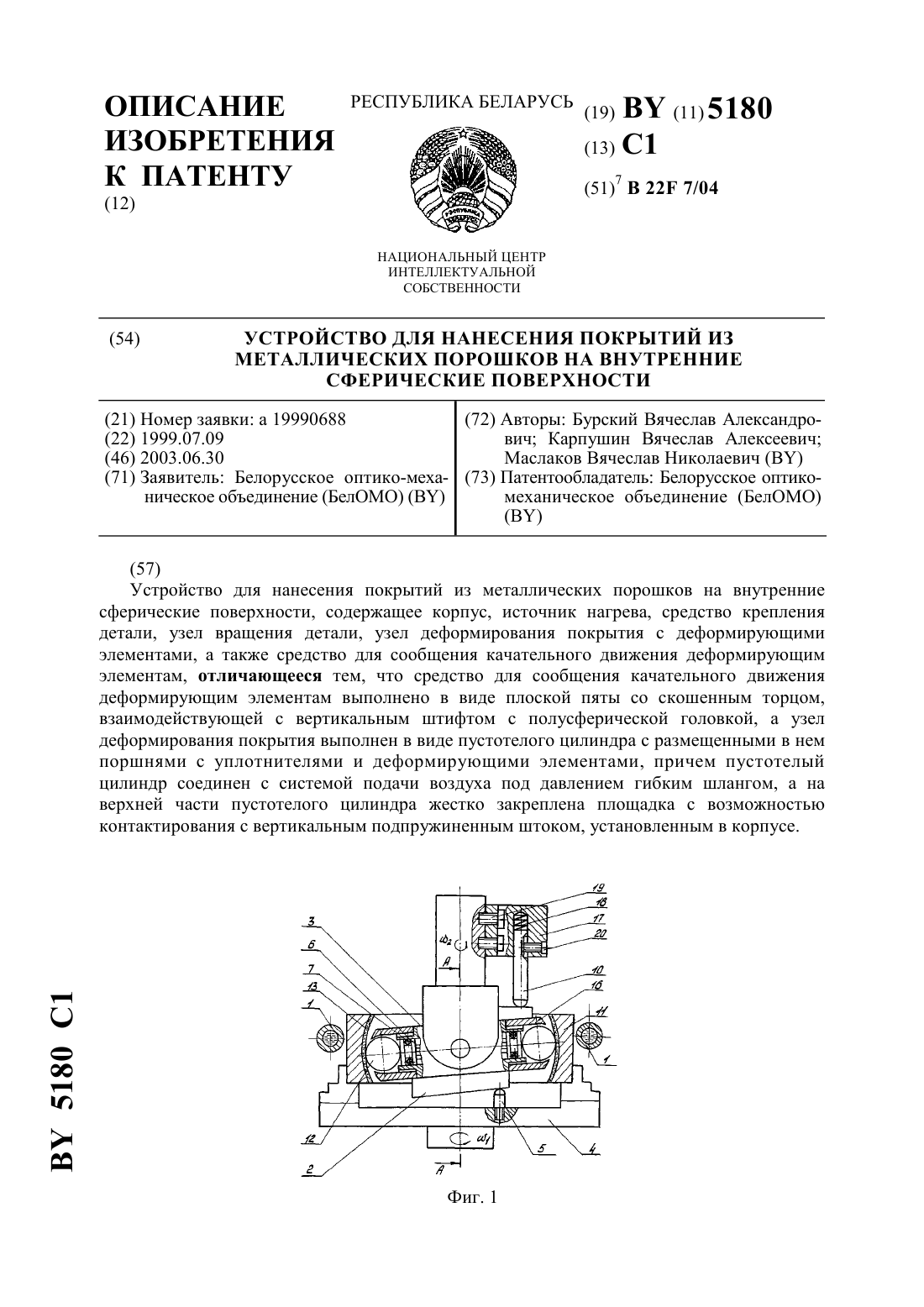
Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности
Номер патента: 5180
Опубликовано: 30.06.2003
Авторы: Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич
МПК: B22F 7/04
Метки: металлических, покрытий, порошков, нанесения, внутренние, сферические, устройство, поверхности
Текст:
...давления в сети. Это позволяет расширить технологические возможности известных технических решений и повысить качество наносимых покрытий, характеризующееся прочностью сцепления материала покрытия с материалом детали и пористостью наносимого покрытия. Закрепление на верхней части пустотелого цилиндра площадки с возможностью контактирования с вертикальным подпружиненным штоком обеспечивает возможность сообщения качательного движения...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Худолей Андрей Леонидович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: покрытий, цилиндрических, металлических, его, деталей, поверхности, способ, нанесения, внутренние, варианты, порошков
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
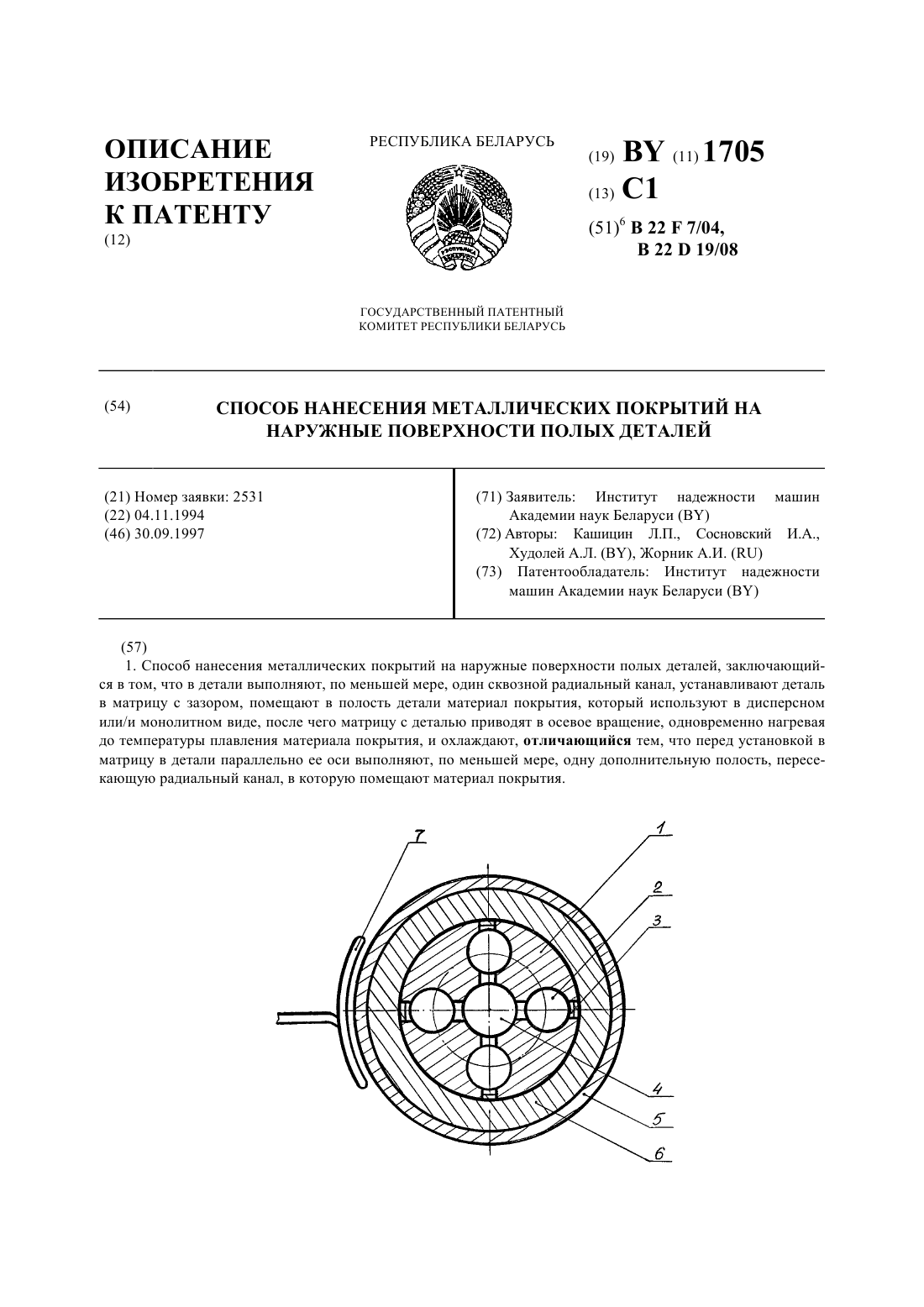
Способ нанесения металлических покрытий на наружные поверхности полых деталей
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Худолей Андрей Леонидович, Сосновский Игорь Александрович, Жорник Александр Иванович, Кашицин Леонид Павлович
МПК: B22D 19/08, B22F 7/04
Метки: способ, металлических, полых, поверхности, нанесения, наружные, деталей, покрытий
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
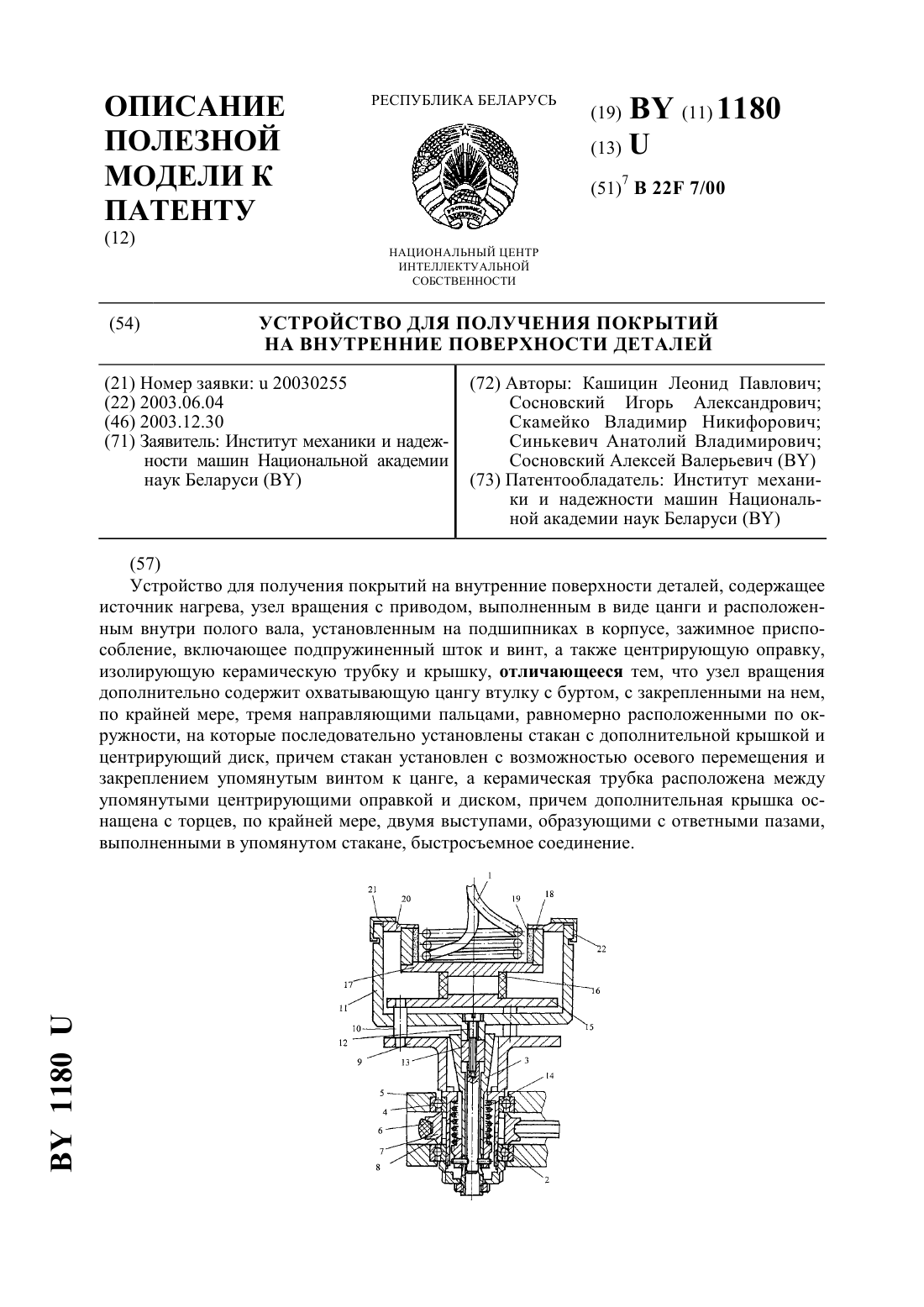
Устройство для получения покрытий на внутренние поверхности деталей
Номер патента: U 1180
Опубликовано: 30.12.2003
Авторы: Синькевич Анатолий Владимирович, Скамейко Владимир Никифорович, Сосновский Алексей Валерьевич, Кашицин Леонид Павлович, Сосновский Игорь Александрович
МПК: B22F 7/00
Метки: внутренние, деталей, получения, устройство, покрытий, поверхности
Текст:
...устройстве для получения покрытий на внутренние поверхности деталей, содержащем источник нагрева, узел вращения с приводом, выполненным в виде цанги и расположенным внутри полого вала, установленным на подшипниках в корпусе, зажимное приспособление, включающее подпружиненный шток и винт, а также центрирующую оправку, изолирующую керамическую трубку и крышку,причем, согласно техническому решению, узел вращения дополнительно содержит...
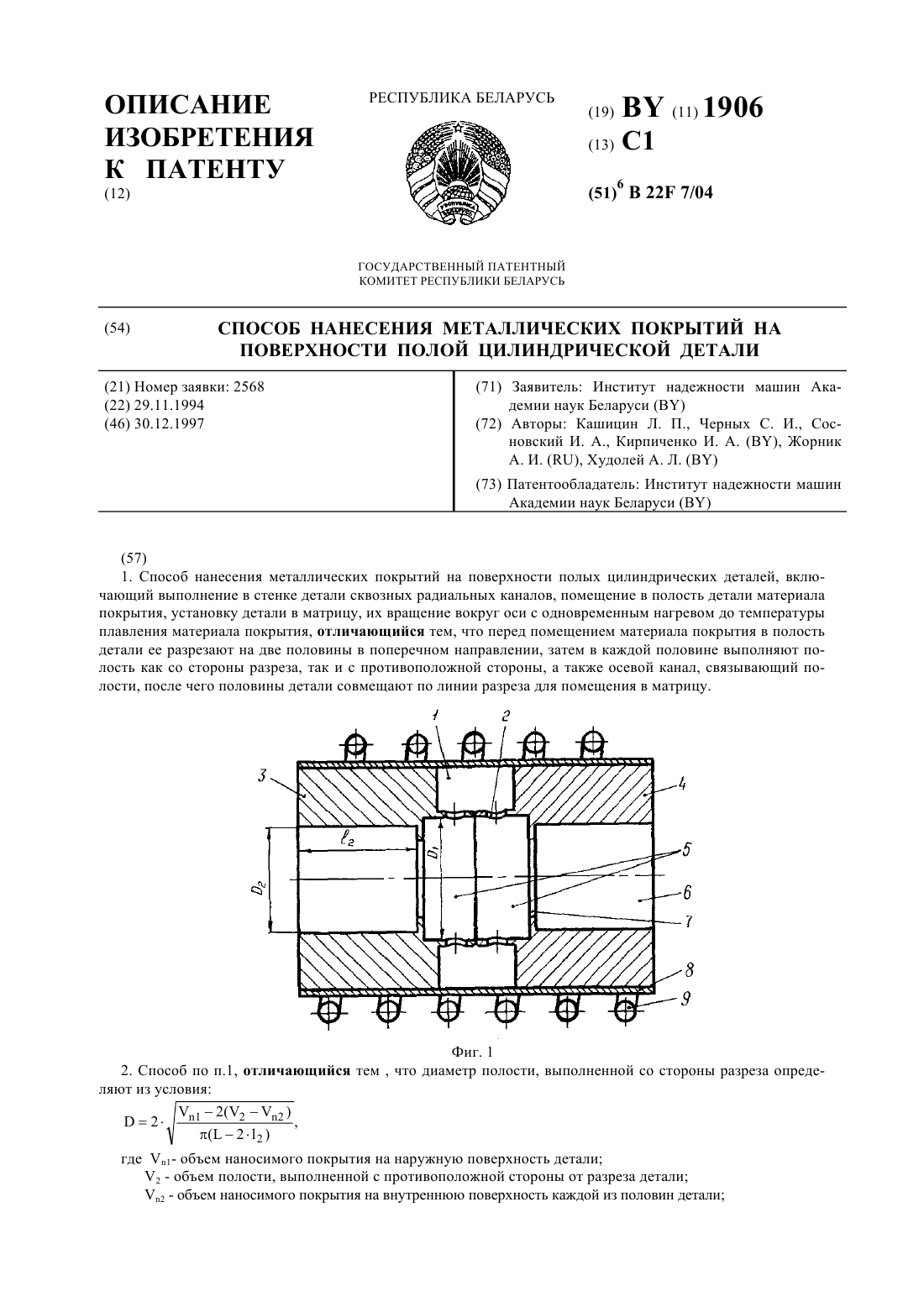
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Жорник Александр Иванович, Черных Сергей Иванович, Кирпиченко Инесса Анатольевна, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Сосновский Игорь Александрович
МПК: B22F 7/04
Метки: полой, детали, способ, металлических, нанесения, покрытий, поверхности, цилиндрической
Текст:
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Предыдущий патент: Способы лечения лимфомы В-клеток с использованием иммунологически активного химерного антитела и иммунологически активное химерное антитело
Следующий патент: Машина для мойки мусорных контейнеров
Случайный патент: Свая