Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей
Номер патента: U 2086
Опубликовано: 30.09.2005
Авторы: Клименко Сергей Ефимович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Визнер Лидия Юрьевна, Дорожкин Нил Николаевич
Текст
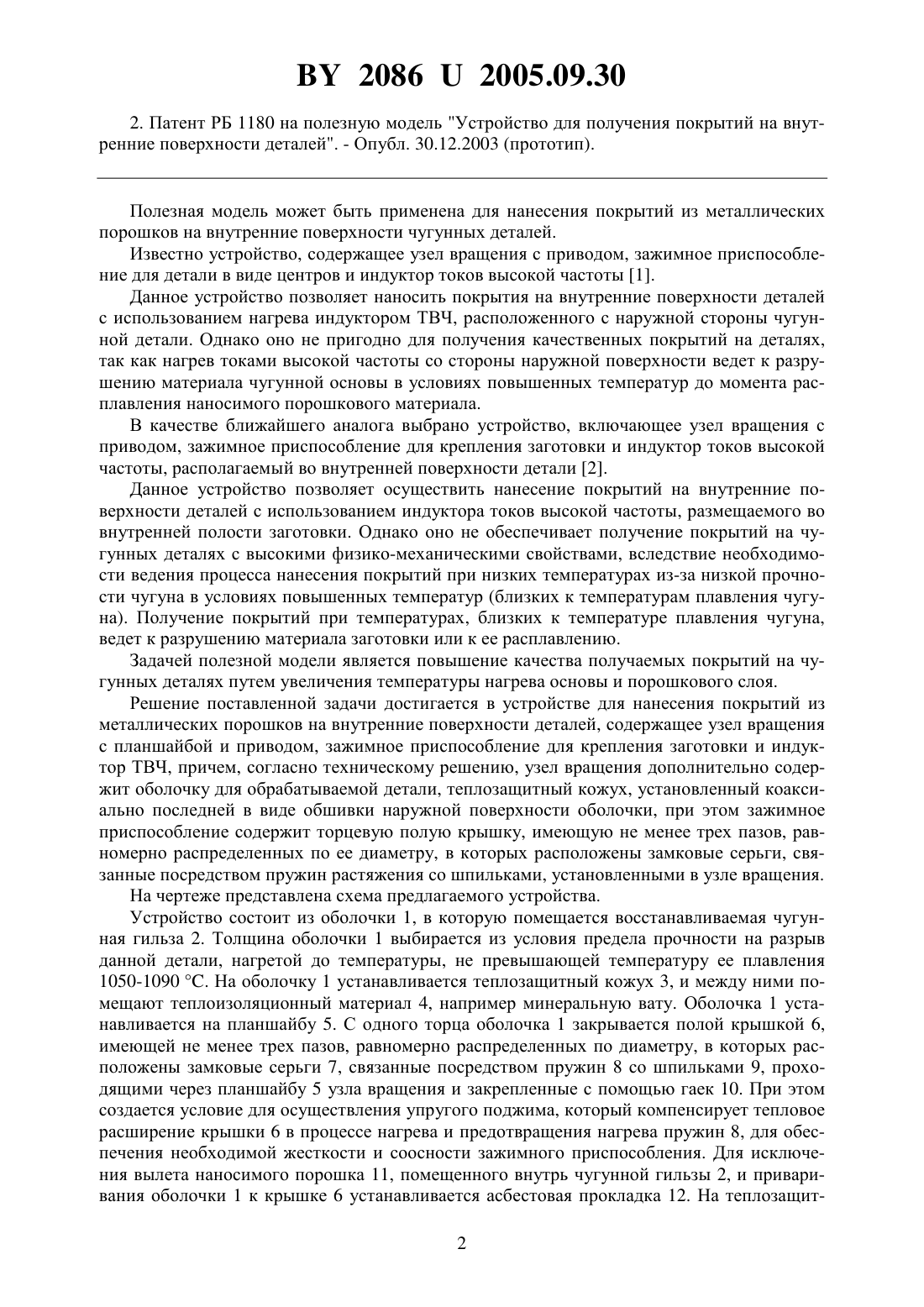
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(72) Авторы Дорожкин Нил Николаевич Кашицин Леонид Павлович Сосновский Игорь Александрович Визнер Лидия Юрьевна Клименко Сергей Ефимович(73) Патентообладатель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(57) Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей, содержащее узел вращения с планшайбой и приводом, зажимное приспособление для крепления заготовки и индуктор токов высокой частоты, отличающееся тем, что узел вращения дополнительно содержит оболочку для обрабатываемой детали,теплозащитный кожух, установленный снаружи оболочки коаксиально последней, а зажимное приспособление содержит торцевую полую крышку, имеющую не менее трех пазов, равномерно распределенных по диаметру, в которых расположены замковые серьги,связанные посредством пружин растяжения со шпильками, закрепленными в планшайбе узла вращения.(56) 1. Ярошевич В.К., Белоцерковский М.А. Антифрикционные покрытия из металлических порошков. - Мн. Наука и техника, 1981. - С. 56-58. 20862005.09.30 2. Патент РБ 1180 на полезную модель Устройство для получения покрытий на внутренние поверхности деталей. - Опубл. 30.12.2003 (прототип). Полезная модель может быть применена для нанесения покрытий из металлических порошков на внутренние поверхности чугунных деталей. Известно устройство, содержащее узел вращения с приводом, зажимное приспособление для детали в виде центров и индуктор токов высокой частоты 1. Данное устройство позволяет наносить покрытия на внутренние поверхности деталей с использованием нагрева индуктором ТВЧ, расположенного с наружной стороны чугунной детали. Однако оно не пригодно для получения качественных покрытий на деталях,так как нагрев токами высокой частоты со стороны наружной поверхности ведет к разрушению материала чугунной основы в условиях повышенных температур до момента расплавления наносимого порошкового материала. В качестве ближайшего аналога выбрано устройство, включающее узел вращения с приводом, зажимное приспособление для крепления заготовки и индуктор токов высокой частоты, располагаемый во внутренней поверхности детали 2. Данное устройство позволяет осуществить нанесение покрытий на внутренние поверхности деталей с использованием индуктора токов высокой частоты, размещаемого во внутренней полости заготовки. Однако оно не обеспечивает получение покрытий на чугунных деталях с высокими физико-механическими свойствами, вследствие необходимости ведения процесса нанесения покрытий при низких температурах из-за низкой прочности чугуна в условиях повышенных температур (близких к температурам плавления чугуна). Получение покрытий при температурах, близких к температуре плавления чугуна,ведет к разрушению материала заготовки или к ее расплавлению. Задачей полезной модели является повышение качества получаемых покрытий на чугунных деталях путем увеличения температуры нагрева основы и порошкового слоя. Решение поставленной задачи достигается в устройстве для нанесения покрытий из металлических порошков на внутренние поверхности деталей, содержащее узел вращения с планшайбой и приводом, зажимное приспособление для крепления заготовки и индуктор ТВЧ, причем, согласно техническому решению, узел вращения дополнительно содержит оболочку для обрабатываемой детали, теплозащитный кожух, установленный коаксиально последней в виде обшивки наружной поверхности оболочки, при этом зажимное приспособление содержит торцевую полую крышку, имеющую не менее трех пазов, равномерно распределенных по ее диаметру, в которых расположены замковые серьги, связанные посредством пружин растяжения со шпильками, установленными в узле вращения. На чертеже представлена схема предлагаемого устройства. Устройство состоит из оболочки 1, в которую помещается восстанавливаемая чугунная гильза 2. Толщина оболочки 1 выбирается из условия предела прочности на разрыв данной детали, нагретой до температуры, не превышающей температуру ее плавления 1050-1090 . На оболочку 1 устанавливается теплозащитный кожух 3, и между ними помещают теплоизоляционный материал 4, например минеральную вату. Оболочка 1 устанавливается на планшайбу 5. С одного торца оболочка 1 закрывается полой крышкой 6,имеющей не менее трех пазов, равномерно распределенных по диаметру, в которых расположены замковые серьги 7, связанные посредством пружин 8 со шпильками 9, проходящими через планшайбу 5 узла вращения и закрепленные с помощью гаек 10. При этом создается условие для осуществления упругого поджима, который компенсирует тепловое расширение крышки 6 в процессе нагрева и предотвращения нагрева пружин 8, для обеспечения необходимой жесткости и соосности зажимного приспособления. Для исключения вылета наносимого порошка 11, помещенного внутрь чугунной гильзы 2, и приваривания оболочки 1 к крышке 6 устанавливается асбестовая прокладка 12. На теплозащит 2 20862005.09.30 ный кожух 3 установлено с натягом кольцо 13, имеющее отверстия, через которые проходят шпильки 9. Кольцо 13 предназначено для исключения деформации и отрыва кожуха 3 во время вращения и индукционного нагрева и повышения жесткости конструкции зажимного приспособления путем обеспечения соосности шпилек 9, замковых серег 7 и планшайбы 5. Планшайба 5 устанавливается на центр 14 и крепится к нему винтами 15. Для исключения приваривания во время нагрева планшайбы 5 к центру 14 устанавливается асбестовая прокладка 16. Центр 14 имеет съемный конус 17, который устанавливается в оправку 18 биметаллизирующей установки (не показана). С другого торца оправки 18 устанавливается крышка 19, которая шпилькой 20 и гайкой 21 крепится к конусу 17. Оправка 18 связана с приводом биметаллизирующей установки (не показано). Во внутренней полости восстанавливаемой чугунной гильзы 2 располагают индуктор ТВЧ 22. Устройство работает следующим образом. В оправку 18 биметаллизирующей установки с горизонтальной осью вращения вставляют центр 14 со съемным конусом 17. С правого торца оправки 18 размещают крышку 19 и с помощью шпильки 20 и гайки 21 осуществляют закрепление съемного конуса 17 с центром 14 в оправке 18. На центре 14 размещают планшайбу 5. Между ними устанавливают асбестовую прокладку 16. На планшайбу 5 устанавливают оболочку 1 с теплозащитным кожухом 3, между которыми помещают теплоизоляционный материал 4. На теплозащитном кожухе 3 размещают кольцо 13, через отверстия которого прикрепляют шпильки 9 к планшайбе 5 с помощью гаек 10. Во внутренней полости оболочки 1 помещают восстанавливаемую чугунную гильзу 2 и осуществляют засыпку мерной дозы порошкового материала 11. Затем на левый торец оболочки 1 устанавливают асбестовую прокладку 12 и закрывают крышкой 6, которая упруго соединяется с планшайбой 5 с помощью замковых серег 7, пружин 8 и шпилек 9. Работающее таким образом зажимное приспособление обеспечивает упругий поджим чугунной детали и ввод индуктора 22 ТВЧ в ее внутреннюю полость. Установка теплозащитного кожуха 3 позволяет во-первых, удерживать от тепловой деформации в процессе нагрева обшивку 1, во-вторых, обеспечивает соосность и повышение жесткости всей конструкции зажимного приспособления. Включают привод вращения биметаллизирующей установки (не показаны). Под действием центробежных сил порошковый материал 11 равномерно распределяется на внутренней поверхности чугунной гильзы 2. При этом оболочка 1 предотвращает разрушение материала восстанавливаемой чугунной детали 2, а в комплексе с теплозащитным кожухом 3 исключает утечку подводимого тепла в окружающую среду, что ведет к увеличению температуры нагрева материала гильзы 2 и покрытия, в результате чего обеспечивается расплавление последнего и получение качественного покрытия на внутренней поверхности чугунной детали 2. По достижении требуемой температуры нагрев индуктором 22 прекращают, а после кристаллизации полученного покрытия отключают привод вращения биметаллизирующей установки. Чугунное изделие 2 с покрытием извлекают из устройства и охлаждают. Таким образом, данное устройство позволяет получать качественные покрытия с высокими физико-механическими свойствами на внутренних поверхностях чугунных деталей. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 7/00
Метки: нанесения, порошков, внутренние, покрытий, металлических, устройство, деталей, поверхности
Код ссылки
<a href="https://by.patents.su/3-u2086-ustrojjstvo-dlya-naneseniya-pokrytijj-iz-metallicheskih-poroshkov-na-vnutrennie-poverhnosti-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей</a>
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Худолей Андрей Леонидович, Кашицин Леонид Павлович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: покрытий, поверхности, способ, нанесения, деталей, цилиндрических, металлических, варианты, внутренние, порошков, его
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности
Номер патента: 5180
Опубликовано: 30.06.2003
Авторы: Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович
МПК: B22F 7/04
Метки: устройство, сферические, металлических, внутренние, порошков, поверхности, покрытий, нанесения
Текст:
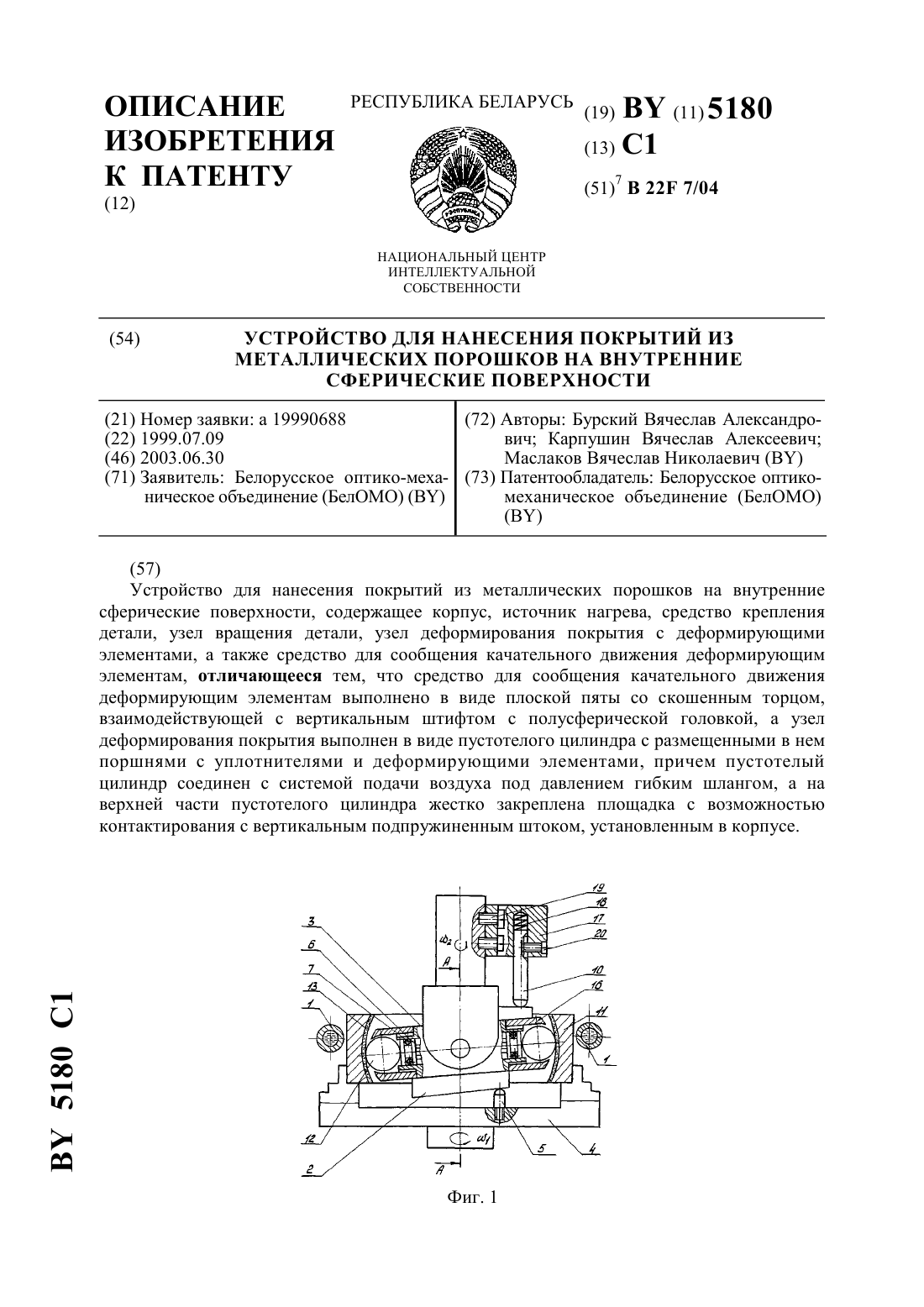
...давления в сети. Это позволяет расширить технологические возможности известных технических решений и повысить качество наносимых покрытий, характеризующееся прочностью сцепления материала покрытия с материалом детали и пористостью наносимого покрытия. Закрепление на верхней части пустотелого цилиндра площадки с возможностью контактирования с вертикальным подпружиненным штоком обеспечивает возможность сообщения качательного движения...
Устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности деталей
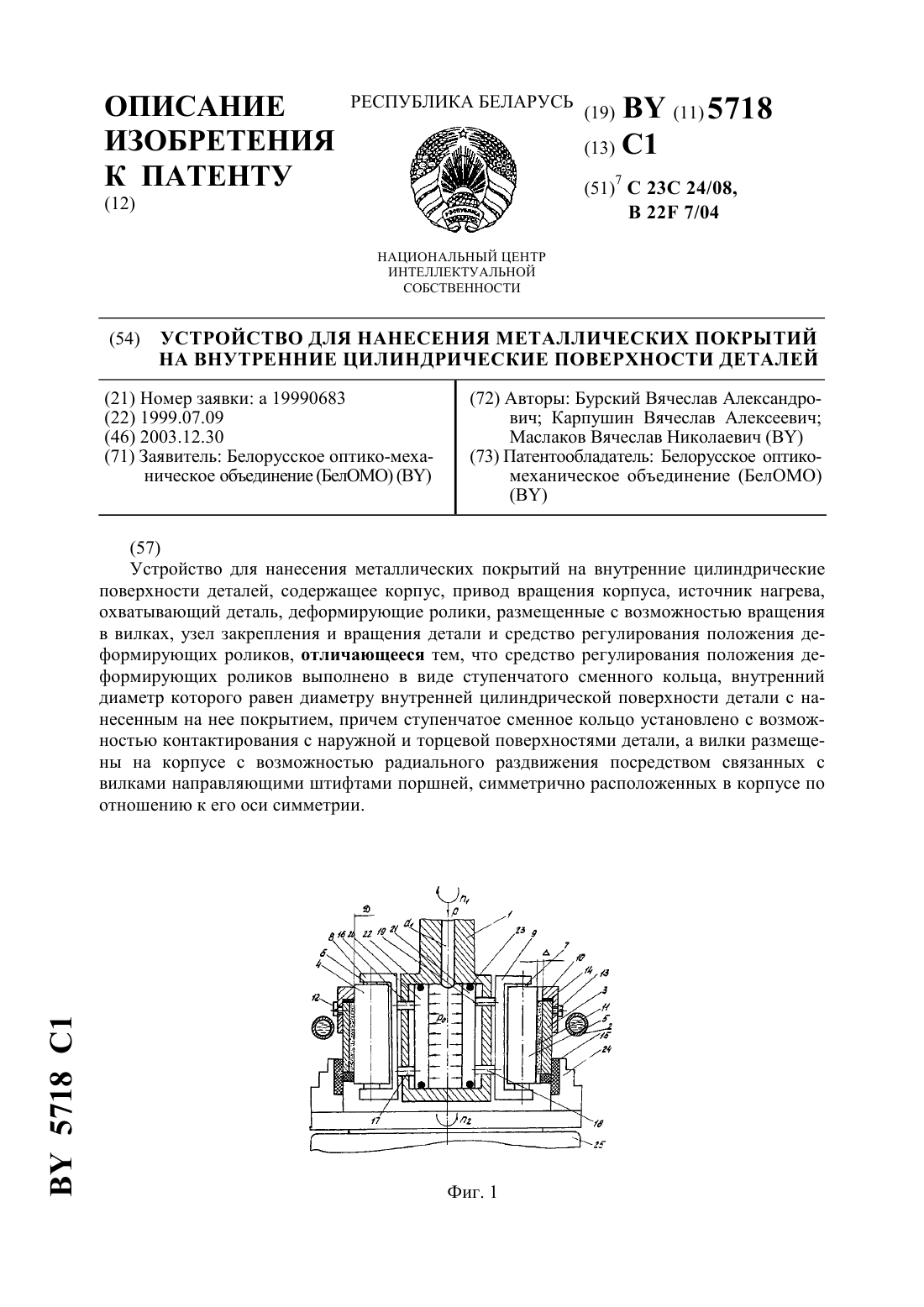
Номер патента: 5718
Опубликовано: 30.12.2003
Авторы: Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич
МПК: B22F 7/04, C23C 24/08
Метки: покрытий, устройство, внутренние, деталей, цилиндрические, поверхности, металлических, нанесения
Текст:
...что способствует повышению производительности процесса в целом не менее чем на 25 . Кроме того, вследствие отсутствия необходимости ввода корпуса и деформирующих роликов устройства в положение, когда деформирующие элементы (как это имеет место в конструкции прототипа) уже настроены на получаемый размер детали с нанесенным покрытием, отсутствует возможность его разрушения и отслаивания. Это исключается благодаря установке деформирующих...
Устройство для получения покрытий на внутренние поверхности деталей
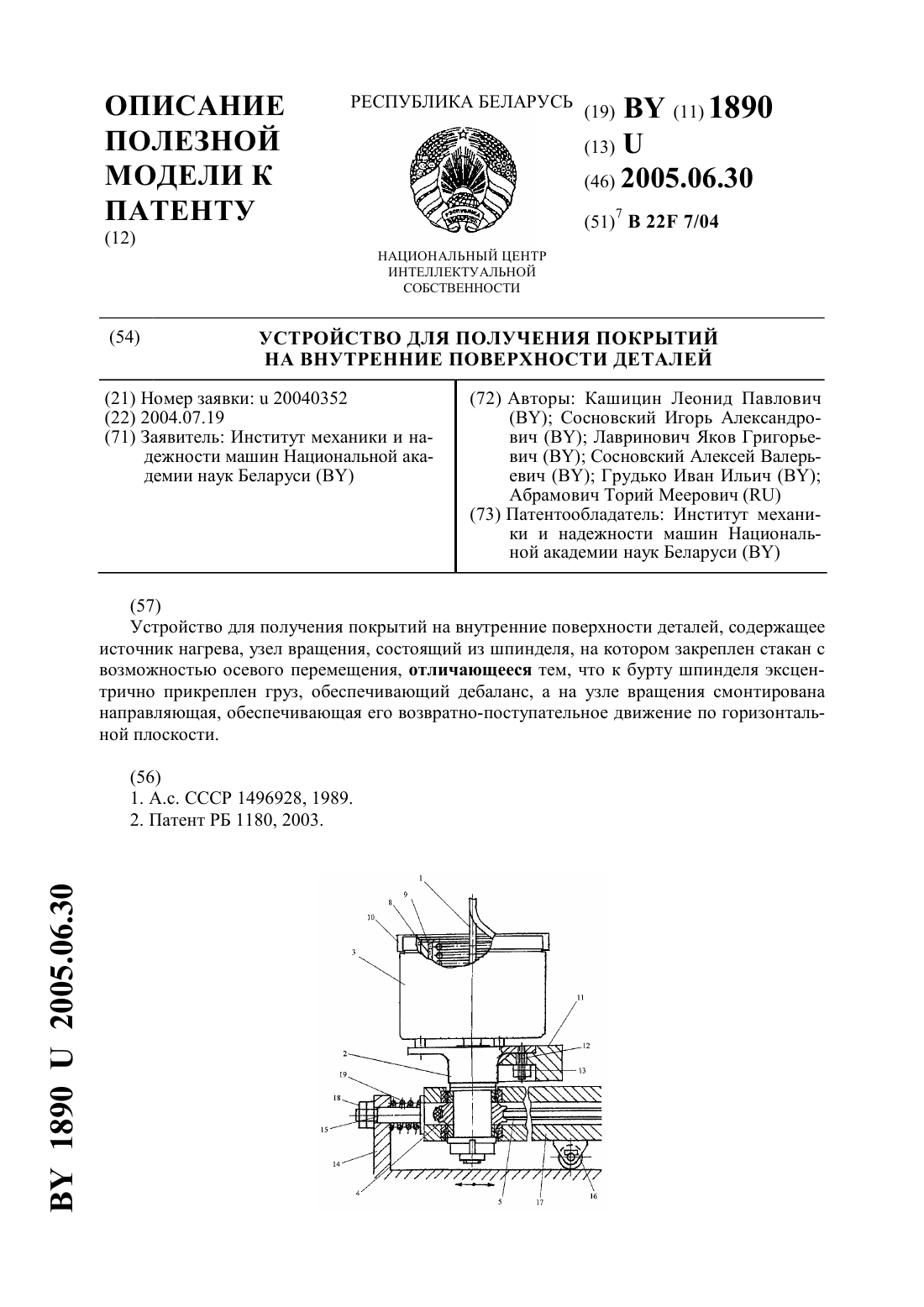
Номер патента: U 1890
Опубликовано: 30.06.2005
Авторы: Абрамович Торий Меерович, Грудько Иван Ильич, Кашицин Леонид Павлович, Лавринович Яков Григорьевич, Сосновский Алексей Валерьевич, Сосновский Игорь Александрович
МПК: B22F 7/04
Метки: покрытий, устройство, поверхности, получения, деталей, внутренние
Текст:
...получаемых покрытий и тем самым снизить его пористость. Решение поставленной задачи достигается в устройстве для получения покрытий на внутренние поверхности деталей, содержащем источник нагрева, узел вращения, состоящий из шпинделя, на котором закреплен стакан с возможностью осевого перемещения,причем, согласно техническому решению, к бурту шпинделя эксцентрично закреплен груз, обеспечивающий дебаланс, а на узле вращения смонтирована...
Устройство для получения покрытий на внутренние поверхности деталей
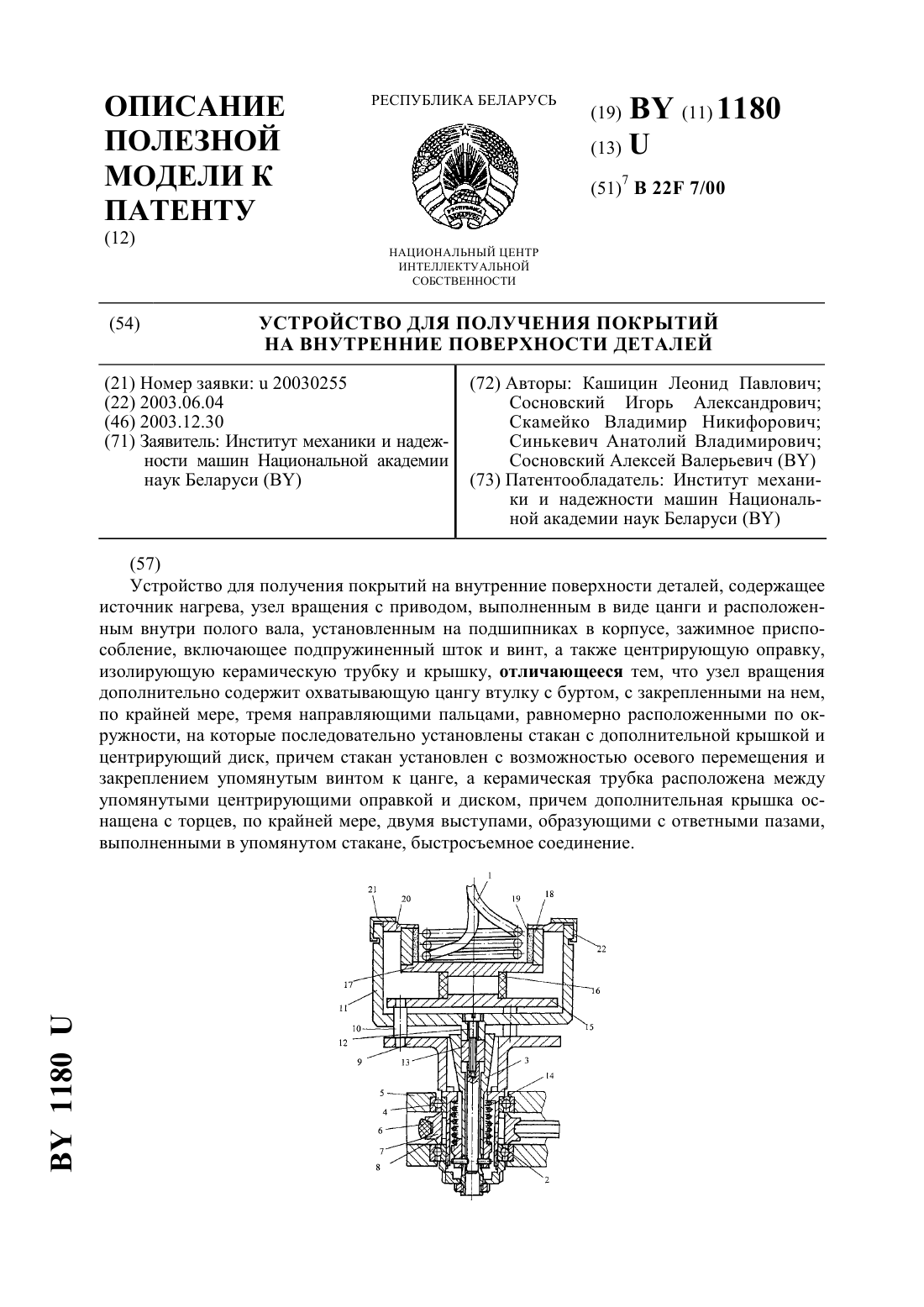
Номер патента: U 1180
Опубликовано: 30.12.2003
Авторы: Синькевич Анатолий Владимирович, Кашицин Леонид Павлович, Скамейко Владимир Никифорович, Сосновский Алексей Валерьевич, Сосновский Игорь Александрович
МПК: B22F 7/00
Метки: деталей, покрытий, внутренние, поверхности, получения, устройство
Текст:
...устройстве для получения покрытий на внутренние поверхности деталей, содержащем источник нагрева, узел вращения с приводом, выполненным в виде цанги и расположенным внутри полого вала, установленным на подшипниках в корпусе, зажимное приспособление, включающее подпружиненный шток и винт, а также центрирующую оправку, изолирующую керамическую трубку и крышку,причем, согласно техническому решению, узел вращения дополнительно содержит...
Предыдущий патент: Подшипник скольжения
Следующий патент: Измерительный комплекс для контроля краевого угла смачивания на плоских поверхностях
Случайный патент: Вертолет