Устройство регулирования процесса ионного азотирования
Номер патента: U 7897
Опубликовано: 28.02.2012
Авторы: Махмуд Шеху Ахмед, Поболь Игорь Леонидович, Татур Вадим Георгиевич, Назарова Ольга Игоревна
Текст
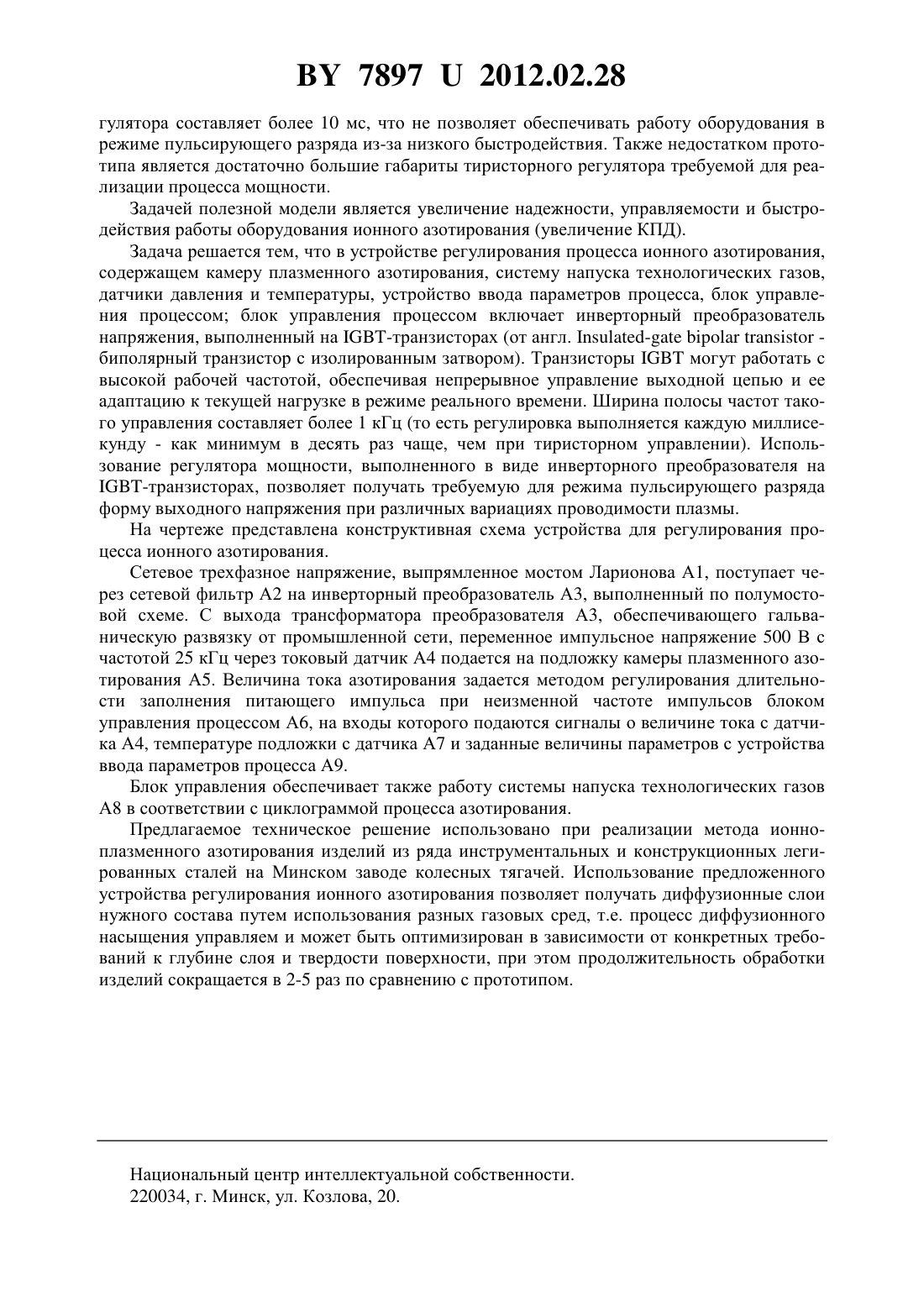
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА ИОННОГО АЗОТИРОВАНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Поболь Игорь Леонидович Татур Вадим Георгиевич Махмуд Шеху Ахмед Назарова Ольга Игоревна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство регулирования процесса ионного азотирования, содержащее камеру плазменного азотирования, систему напуска технологических газов, датчики давления и температуры, устройство ввода параметров процесса и блок управления процессом,отличающееся тем, что блок управления процессом включает инверторный преобразователь напряжения, выполненный на -транзисторах.(56) 1. Лахтин Ю.М., Коган Я.Д., Шпис Г., Бемер З. Теория и технология азотирования. М. Металлургия, 1991. - 320 с. 2.В.// - . - 1974. - . . 29. - . 2. - . 105-112. 3. Арзамасов Б.Н., Братухин А.Г., Елисеев Ю.С., Панайоти Т.А. Ионная химикотермическая обработка сплавов. - М. Изд. МГТУ им. Баумана, 1999. - 400 с. 4. Крейндель Ю.Е., Пономарева Л.П., Пономарев В.П., Слосман А.И. Об азотировании анода в тлеющем разряде // Электронная обработка материалов. - 1983. -4 (118). - С. 32-34. 5.2020191 , 1994. 6../// 2/. (дата обращения 21.06.2011). 78972012.02.28 Изобретение относится к области химико-термической обработки металлов, в частности к устройствам управления установок ионного азотирования. Известно, что одним из наиболее перспективных способов низкотемпературного ионного азотирования является обработка металлических материалов в плазме тлеющего разряда, горящего в среде азота, иногда с добавками углеводородов, в частности, его усовершенствованный вариант - газотермоциклическое ионное азотирование в прерывистом режиме. При осуществлении данного способа благодаря использованию пульсирующего тока разряда и газотермических циклов насыщения приповерхностных слоев значительно сокращаются время обработки, затраты электроэнергии и реакционных газов,улучшаются эксплуатационные характеристики деталей, поскольку из-за низких температур и малых времен воздействия не происходит разупрочнения сердцевины изделий. Теоретические положения процесса азотирования к настоящему времени характеризуются двумя подходами. Первый из них сформирован как учеными школы Лахтина Ю.М., так и учеными немецкой школы 1, 2. Другой принцип сформулирован Б.Н. Арзамасовым с сотрудниками 3. Обе модели основаны на движении положительных ионов от анода к катоду. И в первой, и во второй модели образующим началом является бомбардировка поверхности металла положительными ионами азота. Это предполагает только один вариант полярности подложка может иметь только отрицательный потенциал. Как бы существенно не отличались эти модели, в них есть одно общее они обе основаны на движении положительных ионов в естественном направлении от анода к катоду. Таким образом, и в первой, и во второй модели образующим началом является бомбардировка поверхности металла положительными ионами активного компонента. Это предполагает только один вариант полярности деталь может служить только катодом. При ионной бомбардировке происходит интенсивное распыление поверхности подложки, что часто требует последующей механической обработки (шлифования, полирования). Исследования азотирования в газовом дуговом разряде низкого давления (дуговой разряд с накаливаемым катодом в качестве эмиттера электронов) показали, что азотирование подложек из армко-железа,хромистых сталей и титана в смеси -, а также стали Р 6 М 5 в азоте происходит в условиях поддержания необходимой температуры и в плавающем (отрицательном) потенциале, т.е. при отсутствии распыления поверхности, поскольку величина плавающего потенциала значительно ниже порога распыления железа 4. Качество обработки металла азотированием существенно зависит от соблюдения основных параметров режима - напряжения и температуры. До начала 80-х годов 20 столетия применялись водоохлаждаемые установки 6, в которых разряд достигался от постоянного тока (метод холодной стенки). Серьезным недостатком этого варианта являются большие различия температур в садке и, следовательно, большой разброс результатов обработки, а также сравнительно низкая плотность загрузки, высокое потребление энергии и тесное слияние термических и химических процессов. Существенный прогресс здесь удалось достичь в результате использования пульсирующего разряда 6. Пульсация уменьшает подачу энергии для установки и улучшает равномерность температур в садке. Сегодня промышленные установки оснащаются именно этим режимом пульсации. Типичными значениями для длительности импульса являются от 50 до 100 мкс, а для повторяемости импульса - 100-300 мкс. Известно устройство управления процессом азотирования (прототип), включающее камеру азотирования, систему напуска технологических газов, датчики тока, напряжения и температуры, схему формирования управляющего напряжения тиристорного регулятора напряжения на электродах разрядной камеры 5. Недостатком прототипа является то, что тиристорное фазовое управление позволяет регулировать мощность только на интервале в половину периода переменного сетевого напряжения (50 Гц) с синхронизацией, зависящей от нужной выходной мощности. Таким образом, минимальная дискретность управления выходной мощностью тиристорного ре 2 78972012.02.28 гулятора составляет более 10 мс, что не позволяет обеспечивать работу оборудования в режиме пульсирующего разряда из-за низкого быстродействия. Также недостатком прототипа является достаточно большие габариты тиристорного регулятора требуемой для реализации процесса мощности. Задачей полезной модели является увеличение надежности, управляемости и быстродействия работы оборудования ионного азотирования (увеличение КПД). Задача решается тем, что в устройстве регулирования процесса ионного азотирования,содержащем камеру плазменного азотирования, систему напуска технологических газов,датчики давления и температуры, устройство ввода параметров процесса, блок управления процессом блок управления процессом включает инверторный преобразователь напряжения, выполненный на -транзисторах (от англ. -биполярный транзистор с изолированным затвором). Транзисторымогут работать с высокой рабочей частотой, обеспечивая непрерывное управление выходной цепью и ее адаптацию к текущей нагрузке в режиме реального времени. Ширина полосы частот такого управления составляет более 1 кГц (то есть регулировка выполняется каждую миллисекунду - как минимум в десять раз чаще, чем при тиристорном управлении). Использование регулятора мощности, выполненного в виде инверторного преобразователя на-транзисторах, позволяет получать требуемую для режима пульсирующего разряда форму выходного напряжения при различных вариациях проводимости плазмы. На чертеже представлена конструктивная схема устройства для регулирования процесса ионного азотирования. Сетевое трехфазное напряжение, выпрямленное мостом Ларионова А 1, поступает через сетевой фильтр А 2 на инверторный преобразователь А 3, выполненный по полумостовой схеме. С выхода трансформатора преобразователя А 3, обеспечивающего гальваническую развязку от промышленной сети, переменное импульсное напряжение 500 В с частотой 25 кГц через токовый датчик А 4 подается на подложку камеры плазменного азотирования А 5. Величина тока азотирования задается методом регулирования длительности заполнения питающего импульса при неизменной частоте импульсов блоком управления процессом А 6, на входы которого подаются сигналы о величине тока с датчика А 4, температуре подложки с датчика А 7 и заданные величины параметров с устройства ввода параметров процесса А 9. Блок управления обеспечивает также работу системы напуска технологических газов А 8 в соответствии с циклограммой процесса азотирования. Предлагаемое техническое решение использовано при реализации метода ионноплазменного азотирования изделий из ряда инструментальных и конструкционных легированных сталей на Минском заводе колесных тягачей. Использование предложенного устройства регулирования ионного азотирования позволяет получать диффузионные слои нужного состава путем использования разных газовых сред, т.е. процесс диффузионного насыщения управляем и может быть оптимизирован в зависимости от конкретных требований к глубине слоя и твердости поверхности, при этом продолжительность обработки изделий сокращается в 2-5 раз по сравнению с прототипом. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C23C 8/36, H01J 37/317
Метки: азотирования, процесса, устройство, регулирования, ионного
Код ссылки
<a href="https://by.patents.su/3-u7897-ustrojjstvo-regulirovaniya-processa-ionnogo-azotirovaniya.html" rel="bookmark" title="База патентов Беларуси">Устройство регулирования процесса ионного азотирования</a>
Устройство для сильноточного низкоэнергетического ионного азотирования
Номер патента: U 443
Опубликовано: 30.03.2002
Авторы: Белый Алексей Владимирович, Ших Сергей Константинович, Лях Анатолий Александрович
МПК: C23C 14/48
Метки: устройство, сильноточного, азотирования, ионного, низкоэнергетического
Текст:
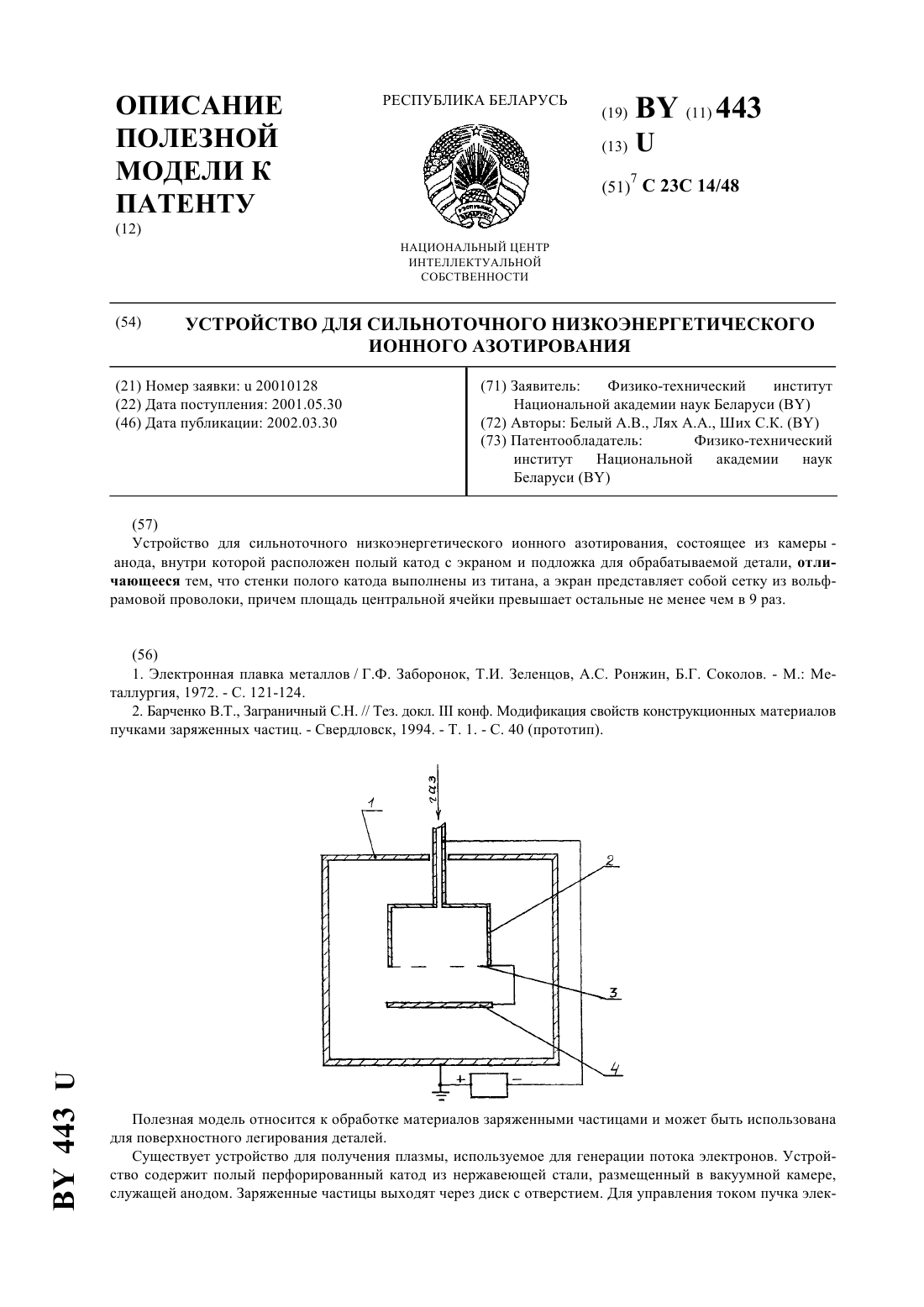
...сильное распыление стенок полого катода, приводящее к неконтролируемому загрязнению ионного потока. Задачей полезной модели является повышение производительности и снижение степени загрязненности поверхности обрабатываемых деталей. Задача решается следующим образом. В устройстве для сильноточного низкоэнергетического ионного азотирования, состоящего из камеры - анода, внутри которого расположен полый катод с экраном и подложка для...
Устройство автоматического регулирования процесса сушки зерна
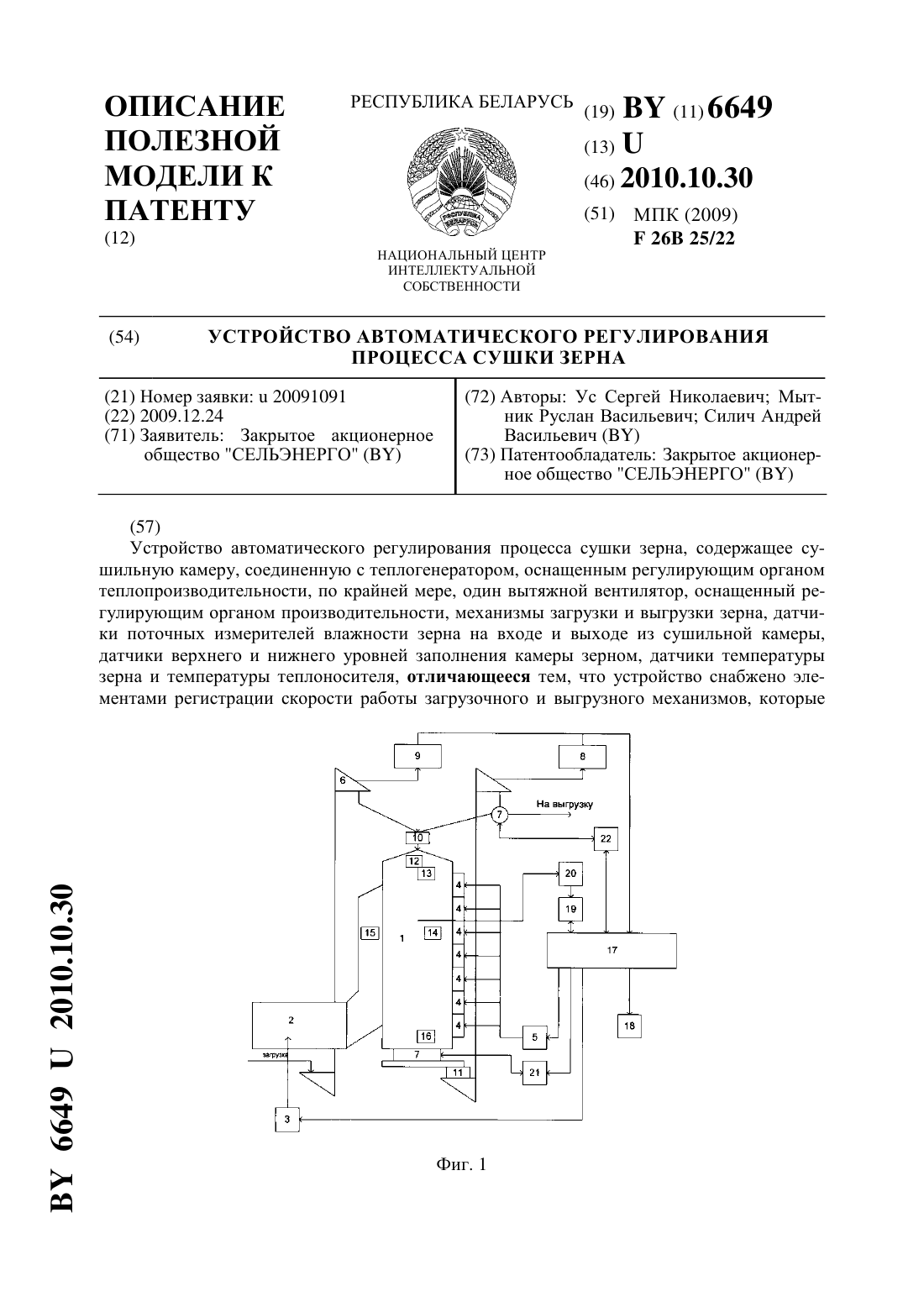
Номер патента: U 6649
Опубликовано: 30.10.2010
Авторы: Силич Андрей Васильевич, Ус Сергей Николаевич, Мытник Руслан Васильевич
МПК: F26B 25/22
Метки: устройство, автоматического, сушки, зерна, процесса, регулирования
Текст:
...выходе из сушильной камеры и датчиками верхнего и нижнего уровней заполнения камеры зерном подключены к контроллеру экспозиции влажности зерна в сушильной камере, при этом контроллер через элемент сравнения соединен с, по крайней мере, одним элементом регистрации зоны с наименьшей влажностью зерна и подключен к выходам регулирующих органов теплопроизводительности теплогенератора, производительности вентилятора позонно и задатчика механизма...
Способ регулирования процесса электродуговой сварки
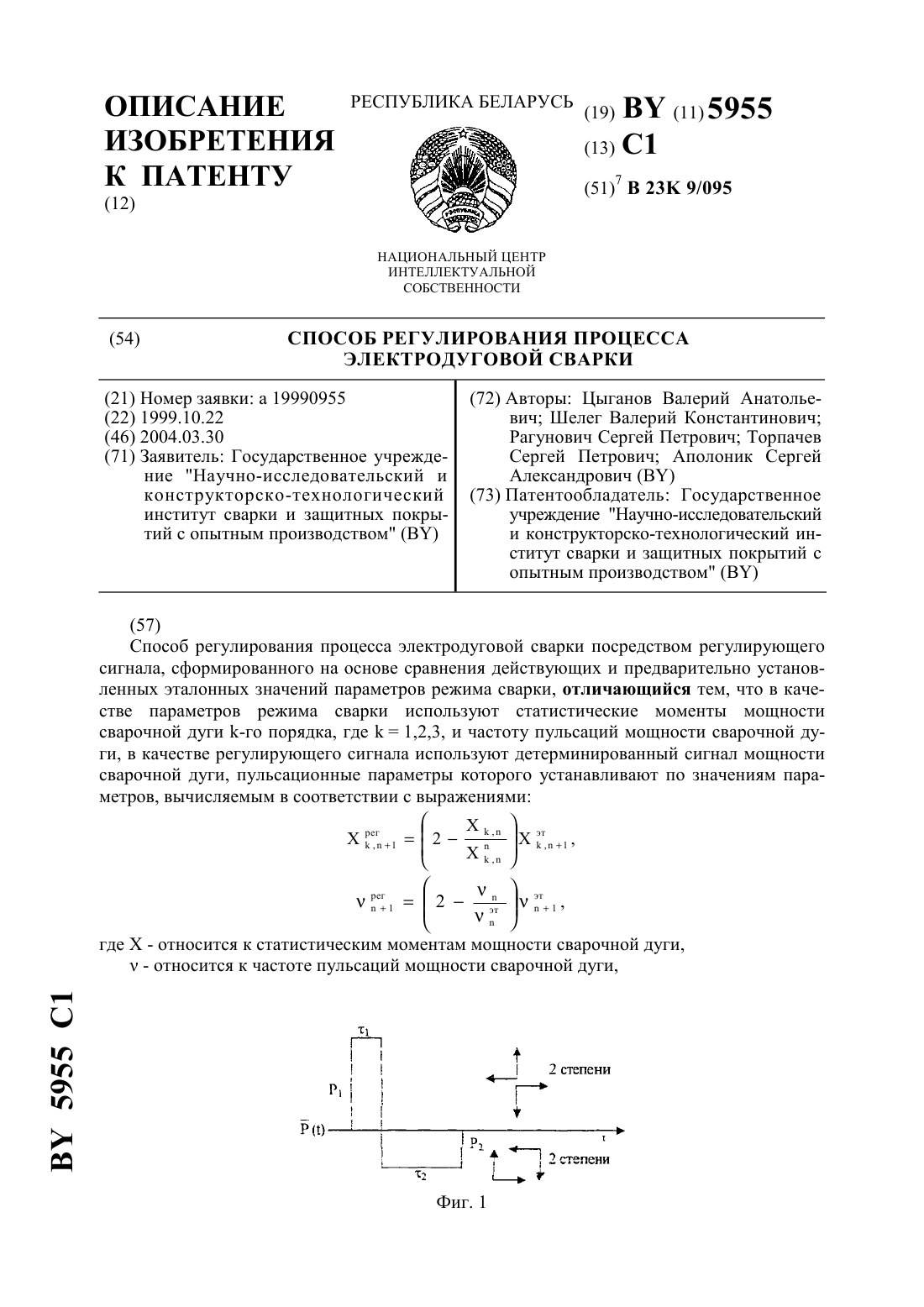
Номер патента: 5955
Опубликовано: 30.03.2004
Авторы: Торпачев Сергей Петрович, Цыганов Валерий Анатольевич, Шелег Валерий Константинович, Аполоник Сергей Александрович, Рагунович Сергей Петрович
МПК: B23K 9/095
Метки: способ, процесса, электродуговой, сварки, регулирования
Текст:
...плавящимся электродом - регулирования образования капли определенного размера, ее отрыва от электрода и взаимодействия со сварочной ванной, что повышает стабильность горения дуги, процесса переноса металла в ней, а следовательно, и качество сварного соединения. Технический результат достигается тем, что в способе регулирования процесса электродуговой сварки перед ее проведением определяют законы изменения во времени эталонных параметров...
Устройство для определения параметров переходного процесса
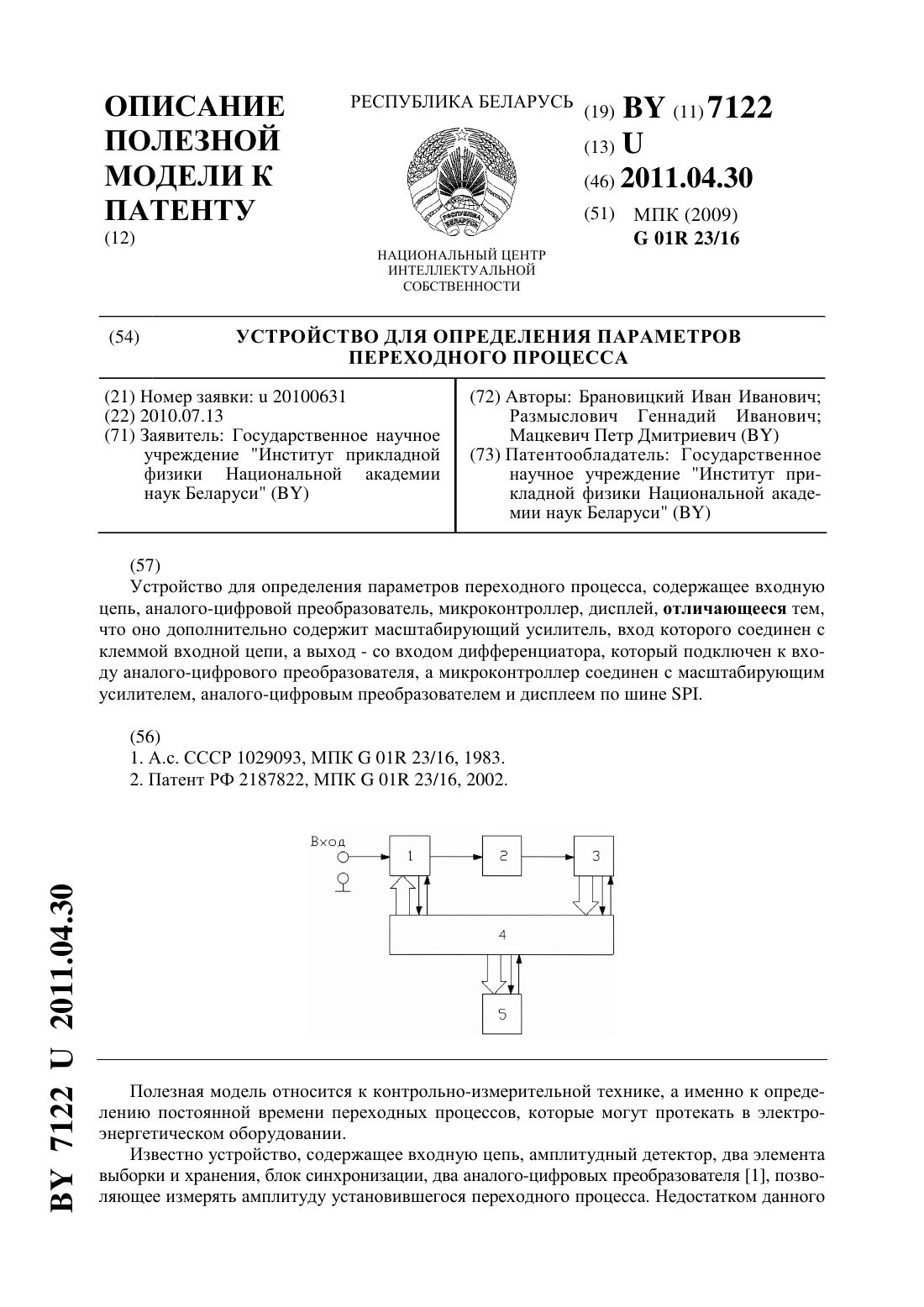
Номер патента: U 7122
Опубликовано: 30.04.2011
Авторы: Брановицкий Иван Иванович, Размыслович Геннадий Иванович, Мацкевич Петр Дмитриевич
МПК: G01R 23/16
Метки: параметров, определения, процесса, переходного, устройство
Текст:
...отсчета времени. Сущность полезной модели заключается в том, что она содержит входную цепь, аналогоцифровой преобразователь (АЦП), микроконтроллер, дисплей и дополнительно масштабирующий усилитель с дифференциатором. Вход масштабирующего усилителя соединен с клеммой входной цепи, а выход - со входом дифференциатора, выход которого далее подключен к АЦП, который подключен к микроконтроллеру и управляется им вместе с масштабирующим...
Устройство для диагностики и регулирования тяговых характеристик локомотива
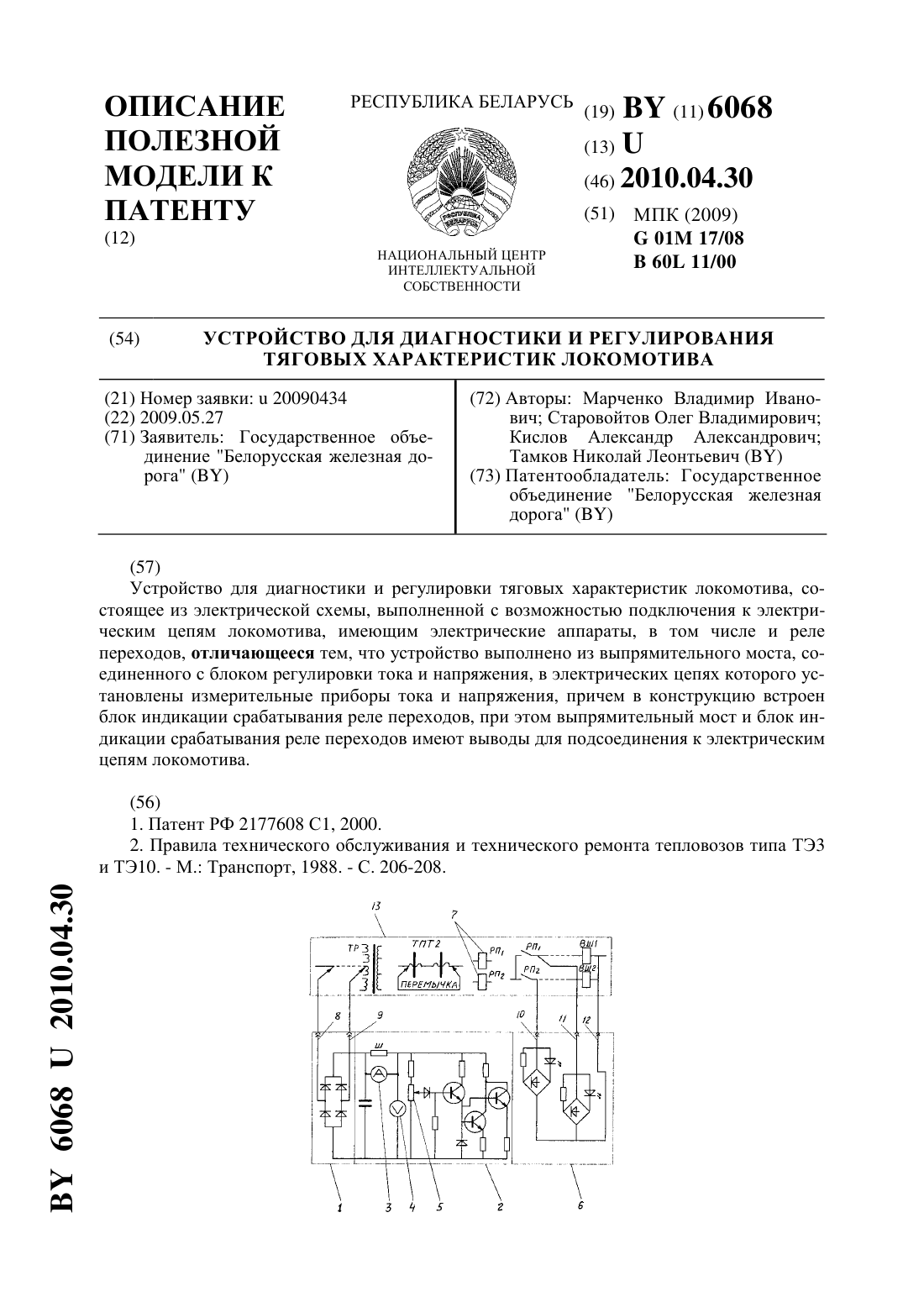
Номер патента: U 6068
Опубликовано: 30.04.2010
Авторы: Старовойтов Олег Владимирович, Кислов Александр Александрович, Марченко Владимир Иванович, Тамков Николай Леонтьевич
МПК: B60L 11/00, G01M 17/08
Метки: диагностики, тяговых, регулирования, локомотива, устройство, характеристик
Текст:
...схемы, выполненной с возможностью подключения к электрическим цепям локомотива, имеющим электрические аппараты, в том числе и реле переходов, согласно полезной модели, выполнено из выпрямительного моста, соединенного с блоком регулировки тока и напряжения, в электрических цепях которого установлены измерительные приборы тока и напряжения, причем в конструкцию устройства встроен блок индикации срабатывания реле переходов, при этом...
Предыдущий патент: Лестница
Следующий патент: Энергосберегающий рабочий орган для внутрипочвенного внесения жидкого навоза
Случайный патент: Люминесцирующее кварцевое стекло