Способ регулирования процесса электродуговой сварки
Номер патента: 5955
Опубликовано: 30.03.2004
Авторы: Рагунович Сергей Петрович, Цыганов Валерий Анатольевич, Шелег Валерий Константинович, Торпачев Сергей Петрович, Аполоник Сергей Александрович
Текст
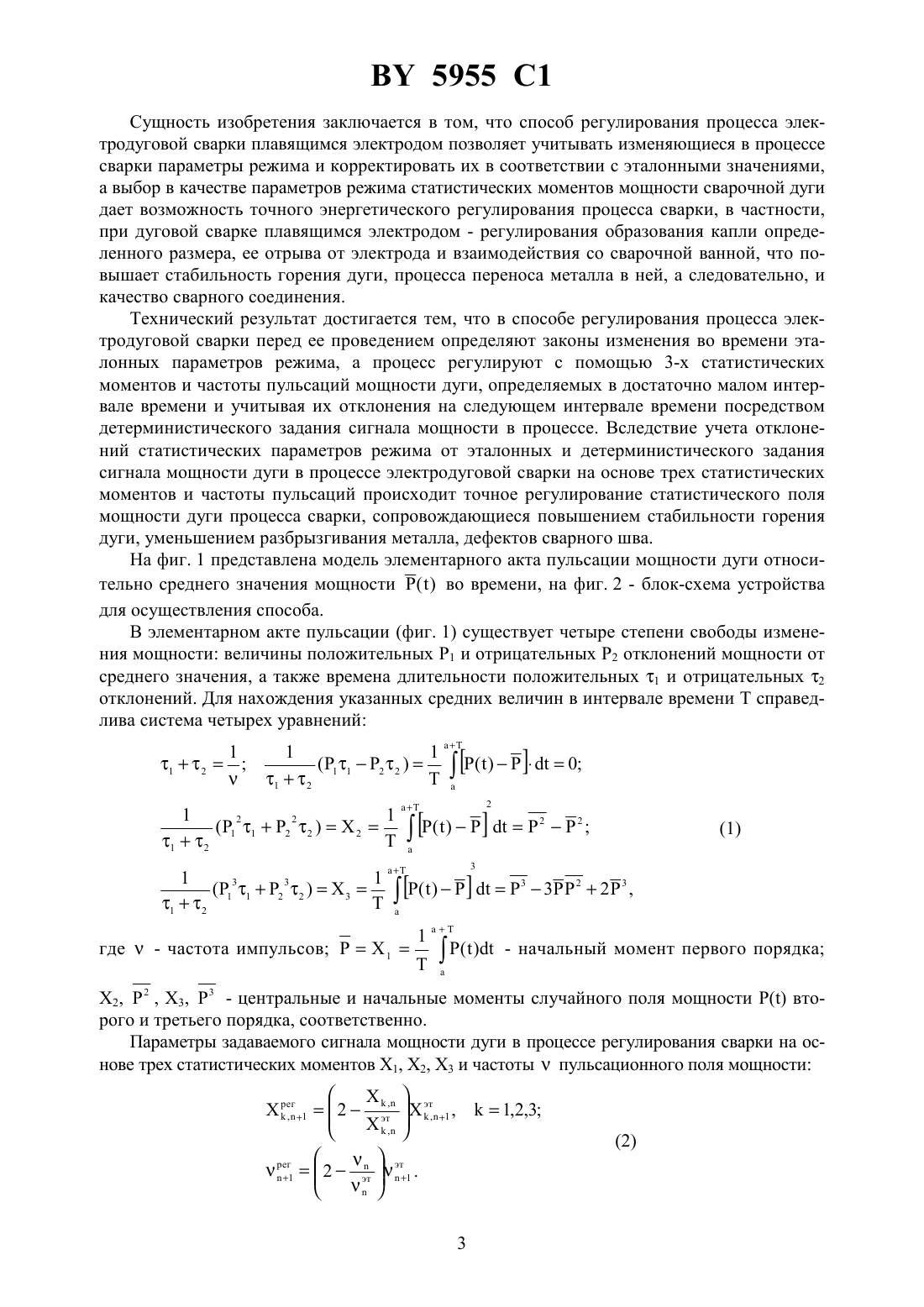
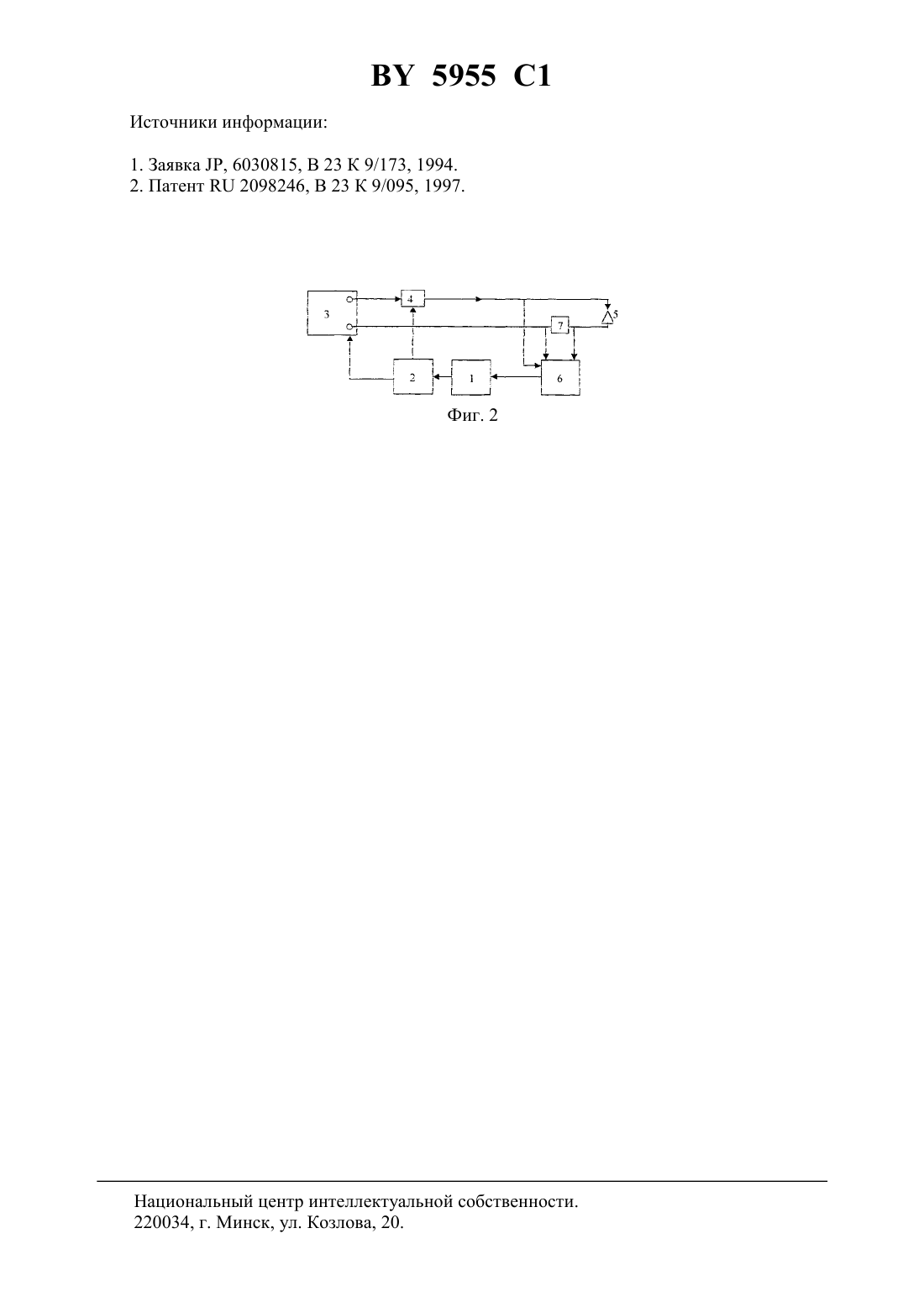
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРОДУГОВОЙ СВАРКИ(71) Заявитель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(72) Авторы Цыганов Валерий Анатольевич Шелег Валерий Константинович Рагунович Сергей Петрович Торпачев Сергей Петрович Аполоник Сергей Александрович(73) Патентообладатель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(57) Способ регулирования процесса электродуговой сварки посредством регулирующего сигнала, сформированного на основе сравнения действующих и предварительно установленных эталонных значений параметров режима сварки, отличающийся тем, что в качестве параметров режима сварки используют статистические моменты мощности сварочной дуги -го порядка, где 1,2,3, и частоту пульсаций мощности сварочной дуги, в качестве регулирующего сигнала используют детерминированный сигнал мощности сварочной дуги, пульсационные параметры которого устанавливают по значениям параметров, вычисляемым в соответствии с выражениями где- относится к статистическим моментам мощности сварочной дуги, - относится к частоте пульсаций мощности сварочной дуги, Фиг. 1 5955 1- порядковый номер временного интервала,рег - относится к значениям параметров регулирующего процесс сварки сигнала,эт - относится к эталонным значениям параметров режима сварки,действующие значения параметров режима сварки обозначены без указания верхнего индекса.(56)2098246 1, 1997.2079236 1, 1997.0520893 1, 1992.94/23882 1.4595820 , 1984. Изобретение относится к технологии получения соединений с использованием электродуговой сварки, в частности к дуговой сварке плавящимся электродом, и может найти применение в сварочном производстве, а также в тех областях народного хозяйства, где используются различные виды электродуговой сварки. Известен способ управления дуговой сваркой плавящимся электродом, при котором предварительно выводят для режимов сварки регрессионные уравнения изменения среднего электросопротивления и электрической мощности в период горения дуги и управляют процессом сварки таким образом, чтобы при задаваемой величине сварочного тока среднее электросопротивление и электрическая мощность не превышали значений, определенных по регрессионным уравнениям 1. К причинам, препятствующим достижению требуемого технического результата при использовании данного способа регулирования, относится то, что не обеспечивается достаточная стабильность процесса из-за пульсаций электросопротивления и мощности сварочной дуги, отклонения которых от определенного уровня в процессе регулирования могут сопровождаться такими дефектами, как непровар или ослабление корня сварочного шва. Наиболее близким, принимаемым за прототип, является способ регулирования дуговой сварки плавящимся электродом, в котором задают эталонные значения параметров режима, корректируют законы изменения эталонных значений с учетом реального процесса, после чего в процессе сварки в каждый момент времени фиксируют мгновенную мощность дуги и по отклонению этого параметра от заданного значения регулируют процесс сварки 2. Недостатком данного способа является то, что при его реализации не исключена возможность выхода параметра режима из заданной области значений мгновенной мощности дуги, поскольку существующее конечное время сравнения значения мгновенной мощности с эталонным значением в аналоговом блоке и конечное время запаздывания блока управления и регулирования процесса по мгновенной мощности может привести не к уменьшению, а к увеличению мгновенного отклонения параметра процесса от эталонного. Поскольку область мгновенных значений мощности дуги, в которой процесс сварки стабилен, мала, отклонения мгновенной мощности выше заданных приводят к нестабильности процесса, сопровождающейся как взрывообразным испарением металла при разрыве перемычки, так и его повышенным разбрызгиванием. Техническая задача, решаемая изобретением, - повышение стабильности процесса сварки и качества сварных соединений и изделий, получаемых способами электродуговой сварки, в частности, при дуговой сварке металлов плавящимся электродом (за счет учета и регулирования вольтамперных характеристик дуги, что позволяет в реальных условиях процесса получать оптимальное соотношение сил, действующих на каплю, и ее теплосодержание). 2 5955 1 Сущность изобретения заключается в том, что способ регулирования процесса электродуговой сварки плавящимся электродом позволяет учитывать изменяющиеся в процессе сварки параметры режима и корректировать их в соответствии с эталонными значениями,а выбор в качестве параметров режима статистических моментов мощности сварочной дуги дает возможность точного энергетического регулирования процесса сварки, в частности,при дуговой сварке плавящимся электродом - регулирования образования капли определенного размера, ее отрыва от электрода и взаимодействия со сварочной ванной, что повышает стабильность горения дуги, процесса переноса металла в ней, а следовательно, и качество сварного соединения. Технический результат достигается тем, что в способе регулирования процесса электродуговой сварки перед ее проведением определяют законы изменения во времени эталонных параметров режима, а процесс регулируют с помощью 3-х статистических моментов и частоты пульсаций мощности дуги, определяемых в достаточно малом интервале времени и учитывая их отклонения на следующем интервале времени посредством детерминистического задания сигнала мощности в процессе. Вследствие учета отклонений статистических параметров режима от эталонных и детерминистического задания сигнала мощности дуги в процессе электродуговой сварки на основе трех статистических моментов и частоты пульсаций происходит точное регулирование статистического поля мощности дуги процесса сварки, сопровождающиеся повышением стабильности горения дуги, уменьшением разбрызгивания металла, дефектов сварного шва. На фиг. 1 представлена модель элементарного акта пульсации мощности дуги относительно среднего значения мощности во времени, на фиг. 2 - блок-схема устройства для осуществления способа. В элементарном акте пульсации (фиг. 1) существует четыре степени свободы изменения мощности величины положительных 1 и отрицательных Р 2 отклонений мощности от среднего значения, а также времена длительности положительных 1 и отрицательных 2 отклонений. Для нахождения указанных средних величин в интервале времени Т справедлива система четырех уравнений 1 12- начальный момент первого порядка Х 2,2 , Х 3,3 - центральные и начальные моменты случайного поля мощностивторого и третьего порядка, соответственно. Параметры задаваемого сигнала мощности дуги в процессе регулирования сварки на основе трех статистических моментов 1, 2, Х 3 и частотыпульсационного поля мощности 5955 1 Индексы- порядковый номер статистического момента- порядковый номер временного интервала рег - относится к параметрам регулирующего процесс сварки сигнала эт относится к эталонным параметрам режима сварки. Пульсационные параметры задаваемого сигнала мощности дуги в процессе сварки Р 1, 2, 1, 2, рассчитываемые с использованием параметроврег 1 ,рег 1 , находятся из решения системы уравнений (1), 1 где знак - берется при Х 30, знакпри Х 30. Способ регулирования процесса электродуговой сварки осуществляют следующим образом (фиг. 2). Перед проведением сварки определяют эталонные законы изменения параметров режима сварки Х 1 э, Х 2 э, Х 3 э, э и задают в блоке 1 (ЭВМ). В начале процесса сварки на протяжении нескольких периодов времени Т на основе эталонных параметров режима в блоке 1 задают сигнал мощности, с помощью блока 2 (цифро-аналоговый преобразователь), источника 3 и регулирующего элемента 4 устанавливают сигнал в электрической цепи со сварочной дугой 5. Действующие реализации тока и напряжения дуги 5 считывают с помощью блока 6 (аналого-цифровой преобразователь) и передают в блок 1,где перемножением мгновенных значений тока и напряжения определяют действующую реализацию мощности дуги , изменение параметра режима 1 и относительно него определяют действующие на сварочной дуге значения параметров режима Х 1 2 3 в -ом интервале времени Т. Элемент 7 (шунт) служит для измерения реализации тока на дуге. Затем в блоке 1 с помощью формул (2) проводят сравнение действующих на сварочной дуге значений параметров режима с эталонными и вычисляют параметры рег рег 1, 1 ,рег 1 ,3, 1 ,рег 1 регулирующего процесс сварки сигнала. По формулам (3) в блоке 5 2 , определяют пульсационные параметры 1, 2, 1, 2 регулирующего сигнала на (1)-ом временном интервале Т, который затем с помощью блока 2, источника 3 и регулирующего элемента 4 устанавливается в цепи со сварочной дугой 5. Далее процесс определения действующих значений параметров режима сварочной дуги на (1)-ом временном интервале с формированием регулирующего сигнала мощности на (2)-ом временном интервале повторяется. Формирование регулирующего процесс сварки сигнала мощности с использованием формул (2) в виде детерминированного сигнала приводит к плавному изменению параметров режима сварки, а использование в качестве параметров режима трех статистических моментов и частоты пульсации мощности дуги с большой точностью определяют статистическое поле мощности сварочной дуги. Два последних обстоятельства приводят к повышенной стабильности горения дуги и изменению ее электрических параметров в процессе электродуговой сварки, что сопровождается улучшением качества сварного соединения. Таким образом, по результатам сравнения действующих значений регулирующих параметров с эталонными параметрами режима в блоке 1 с помощью блока 2, источника 3 и регулирующего элемента 4 устанавливается требуемый сигнал мощности на дуге. Назначение регулирующего элемента 4 заключается в возможности осуществления быстрого изменения мощности в нагрузке, которая не может быть обеспечена источником 3. Непременное условие регулирования элемента 4 заключается в том, что источником 3 устанавливают значения мощности заведомо большие максимального значения мощности дуги. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 9/095
Метки: сварки, электродуговой, регулирования, процесса, способ
Код ссылки
<a href="https://by.patents.su/5-5955-sposob-regulirovaniya-processa-elektrodugovojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Способ регулирования процесса электродуговой сварки</a>
Устройство для сварки термопластичной пленки
Номер патента: 3222
Опубликовано: 30.03.2000
Автор: Ремов Леонид Максимович
МПК: B29C 65/18, B29C 65/22, B29C 65/02...
Метки: пленки, сварки, термопластичной, устройство
Текст:
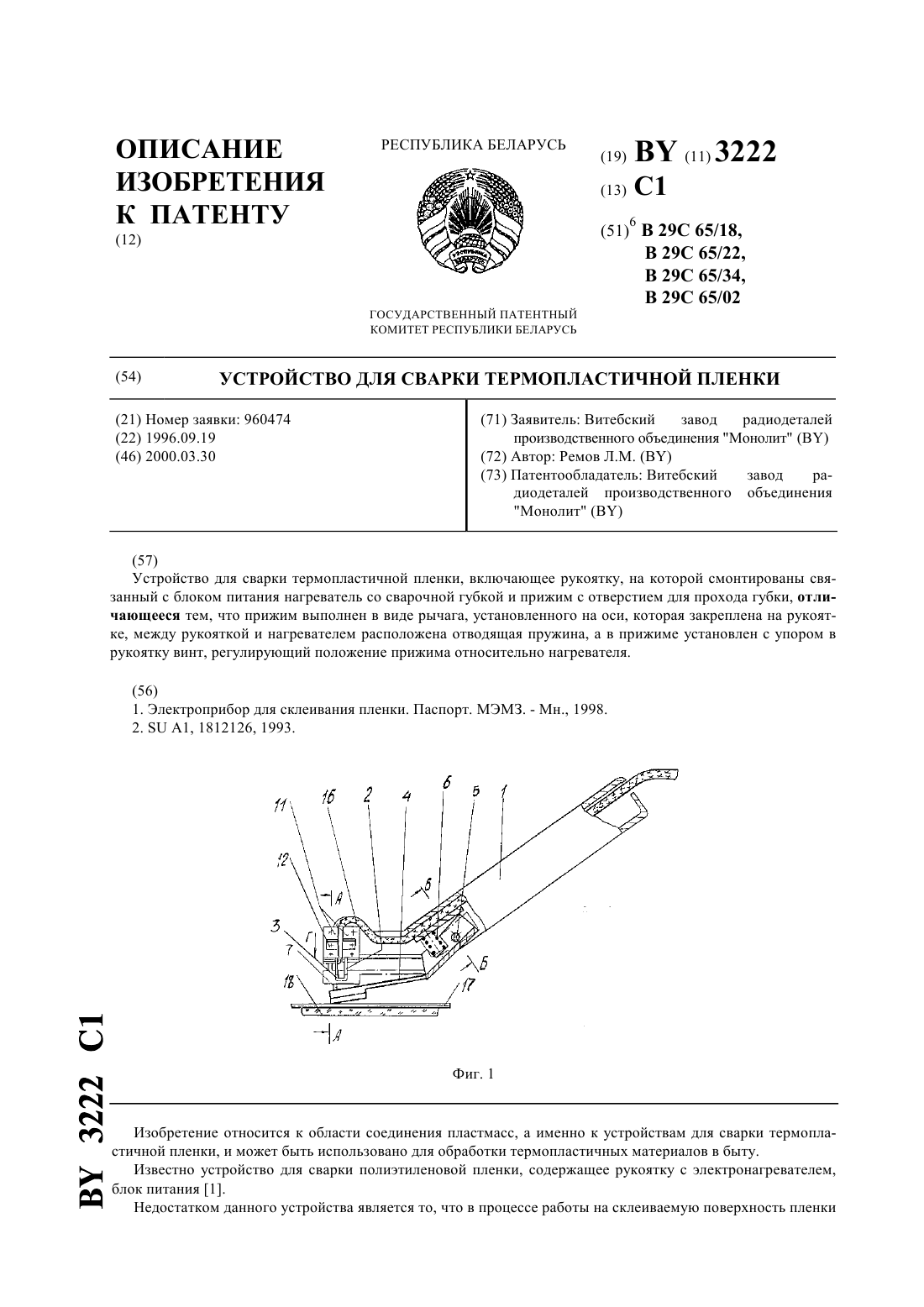
...устройства в нерабочем положении, на фиг. 2 показан разрез по плоскости А-А в рабочем положении, на фиг. 3 изображен разрез по плоскости Б-Б, на фиг. 4 - разрез по плоскости В-В, на фиг. 5 изображен вид Г. Устройство для сварки термопластичной пленки содержит рукоятку 1, выполненную полой из стального листа, электронагреватель со сварочной губкой 3, прижим 4 с отверстием а. Прижим 4 выполнен в виде рычага с осью 5 на рукоятке 1, снабжен...
Способ регулирования системы турбина-генератор и устройство для осуществления способа
Номер патента: 4558
Опубликовано: 30.06.2002
Авторы: Франк Крутемайер, Курт Форк
МПК: F01D 17/00, H02P 9/00
Метки: системы, турбина-генератор, способ, способа, устройство, осуществления, регулирования
Текст:
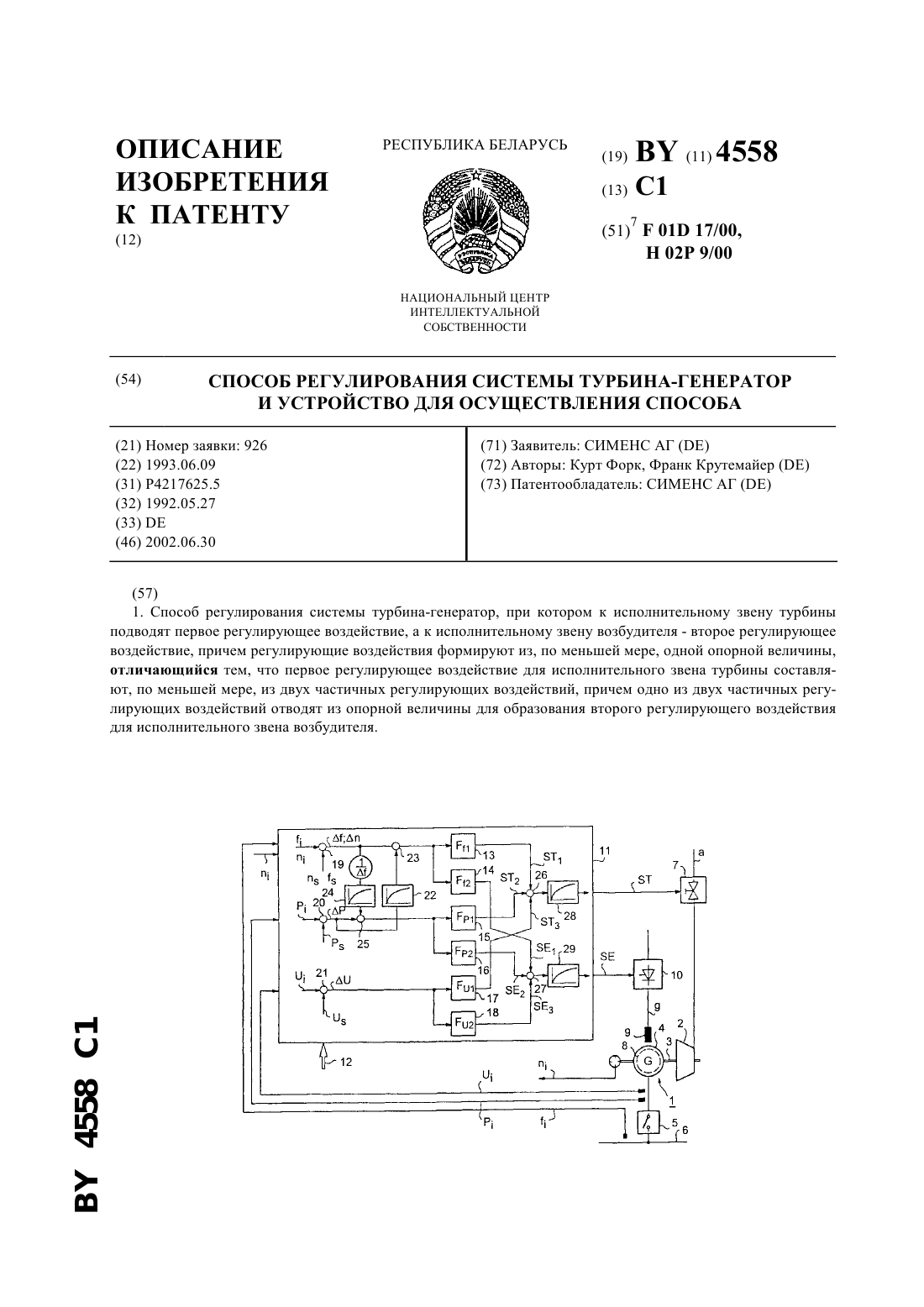
...задача согласно изобретению решается средствами для связи, по меньшей мере, двух частичных регулирующих воздействий, которые вместе образуют первое регулирующее воздействие для исполнительного звена турбины, причем одно частичное регулирующее воздействиеотведено из опорной величины для образования второго регулирующего воздействия для исполнительного звена возбудителя. В целесообразном выполнении устройства регулирования оно содержит...
Способ рельефной сварки
Номер патента: 102
Опубликовано: 30.09.1994
Автор: Мазаник О. Н.
МПК: B23K 11/14
Метки: рельефной, способ, сварки
Текст:
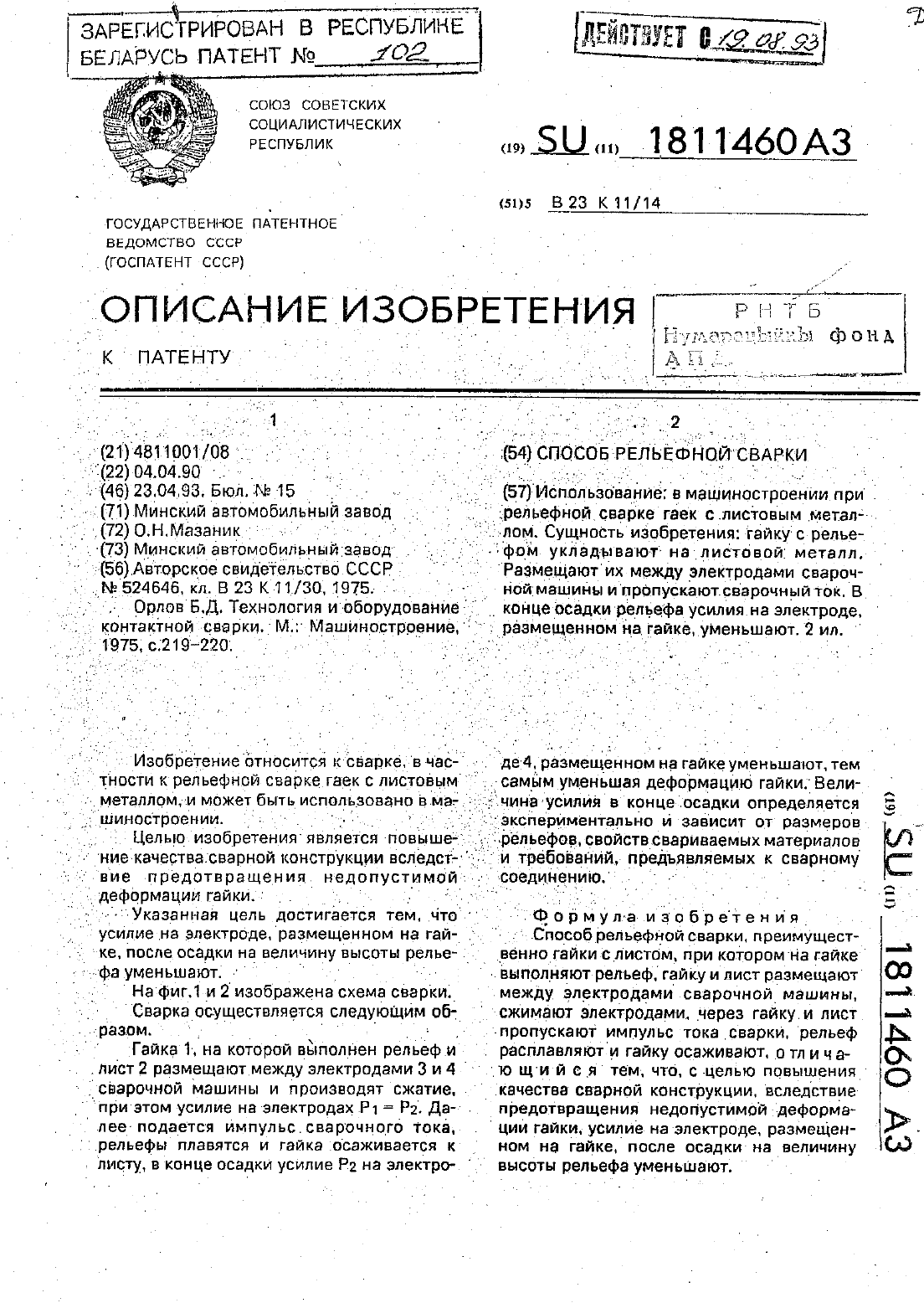
...при-этом усилие на электродах Р 1 Р 2) Да- . т лее подается импульосварочноуго Тока. рельефы плавятся и гайка осаживается клисту. в конце осадки усилие Р 2 на электртконце-осадки релеефа усилия на электроде.у де-41 размещенном на гайке уменьшают. темсамым уменьшая деформацию гайки Вели-и чин 3 атусилия в конце-Цосадки определяется5.1 фри во бзр едгенн ияу. Способ рельефной сварки. преимущест венногайки-с листом, при котором на гайке-...
Способ конденсаторной сварки
Номер патента: 4490
Опубликовано: 30.06.2002
Авторы: Недошитко Лариса Павловна, Кениг Владимир Вячеславович, Шелег Валерий Константинович, Рагунович Сергей Петрович, Новик Наталия Вячеславовна
МПК: B23K 9/22
Метки: сварки, конденсаторной, способ
Текст:
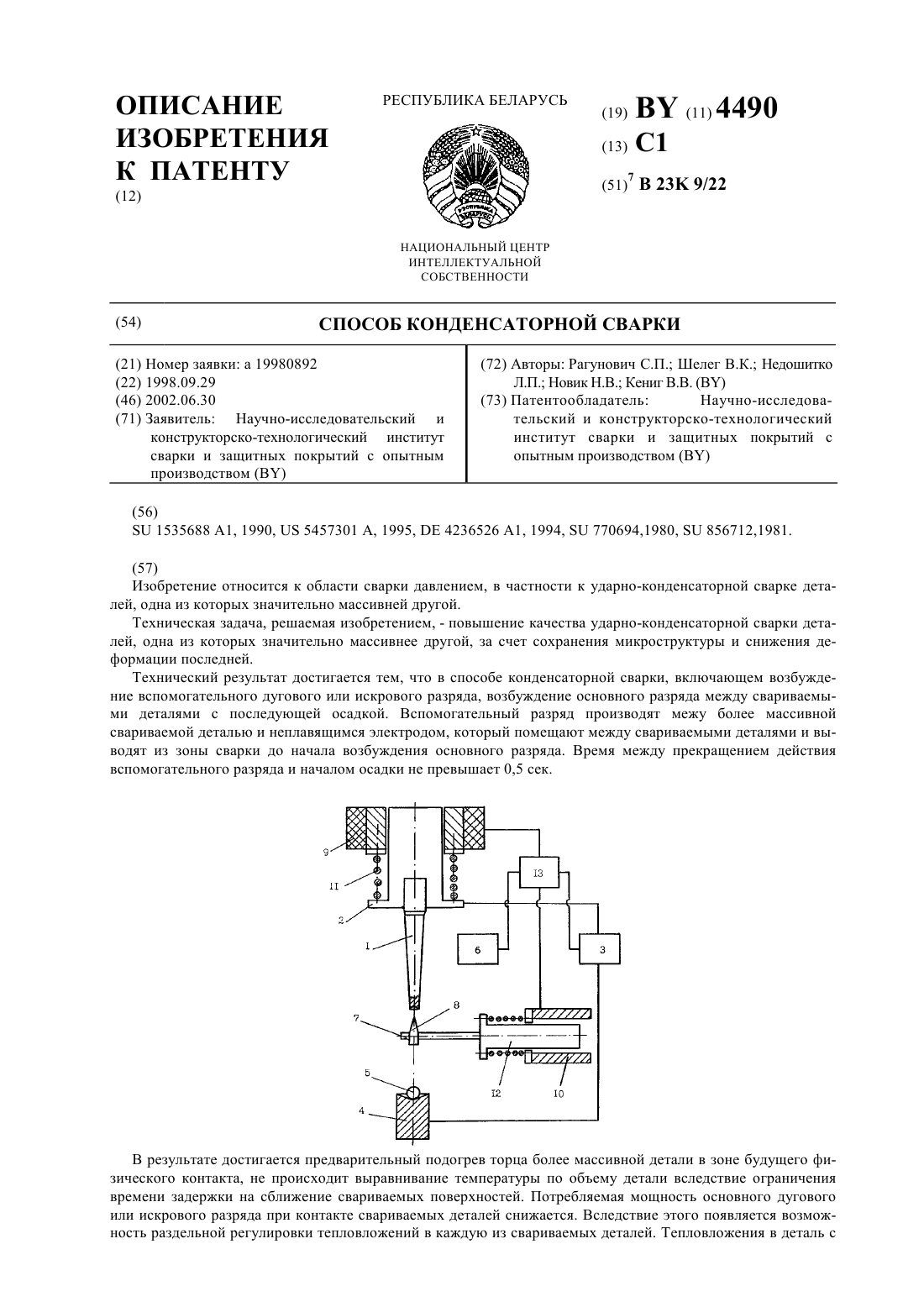
...контакта, не происходит выравнивание температуры по объему детали вследствие ограничения времени задержки на сближение свариваемых поверхностей. Потребная мощность основного дугового или искрового разряда при контакте свариваемых деталей снижается. Вследствие этого появляется возможность раздельной регулировки тепловложений в каждую из свариваемых деталей, тепловложения в деталь с меньшими размерами и массой снижаются, что обеспечивает...
Способ регулирования частоты вращения электродвигателя постоянного тока с вентильным преобразователем
Номер патента: 4700
Опубликовано: 30.09.2002
Авторы: Бочкарев Геннадий Владимирович, Леневский Геннадий Сергеевич, Шарков Василий Николаевич
МПК: H02P 5/16
Метки: регулирования, преобразователем, тока, электродвигателя, постоянного, частоты, вращения, вентильным, способ
Текст:
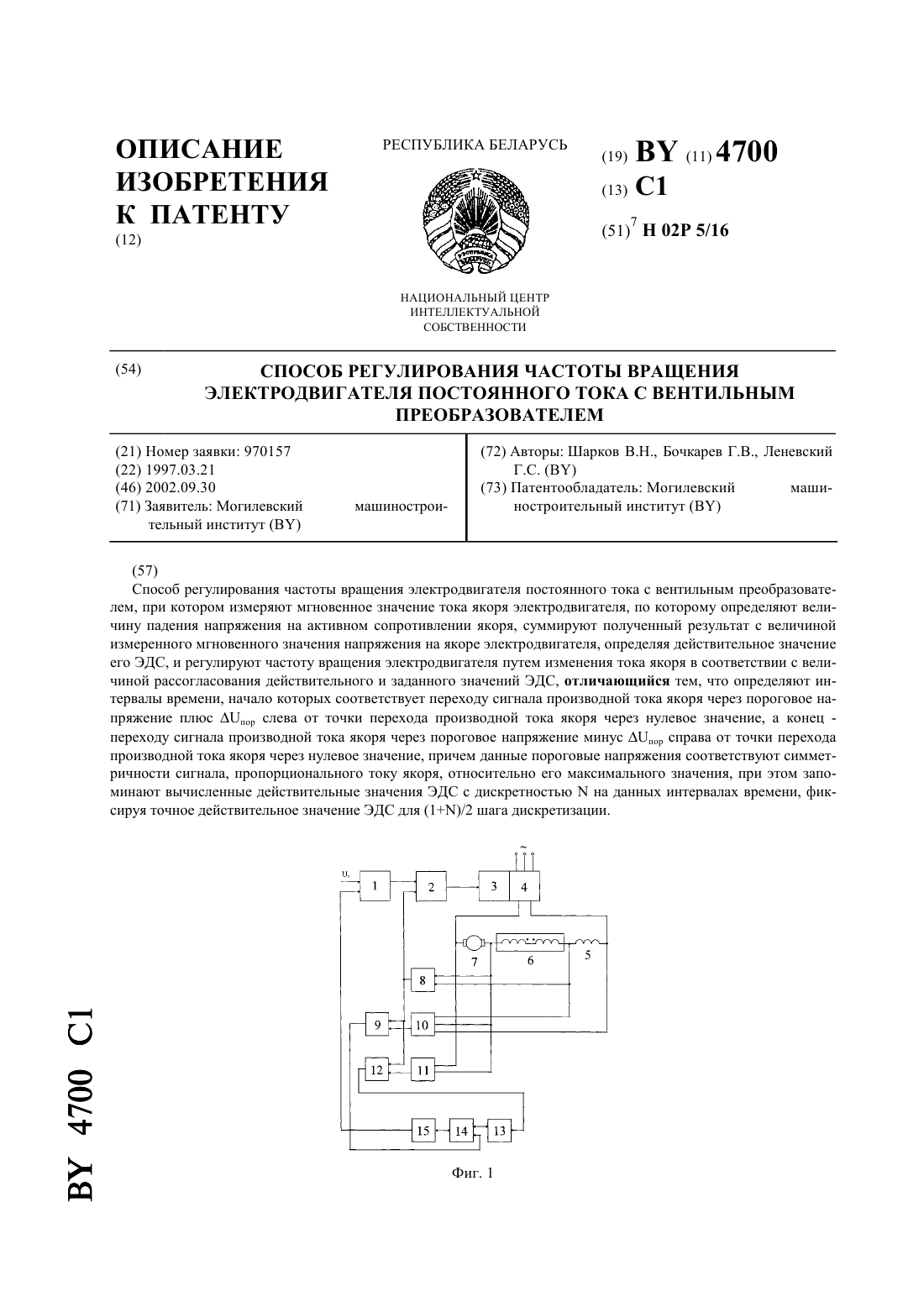
...которого соединен с установочным входом регулятора 2 тока, а выход последнего подключен к входу блока 3 импульсно-фазового управления, соединенного с вентильным преобразователем 4. К выходу вентильного преобразователя 4 подключены последовательно соединенные воздушная катушка индуктивности 5, токовый шунт 6, выполненный в виде воздушного соленоида (индуктивной катушки) со встречно включенными обмотками, и управляемый устройством...
Предыдущий патент: Препарат, включающий производное L-глутамина, обладающий противоопухолевой активностью
Следующий патент: Способ лечения нефротуберкулеза
Случайный патент: Агрегат дисковый навесной