Устройство для электрохимической обработки сварных швов
Текст
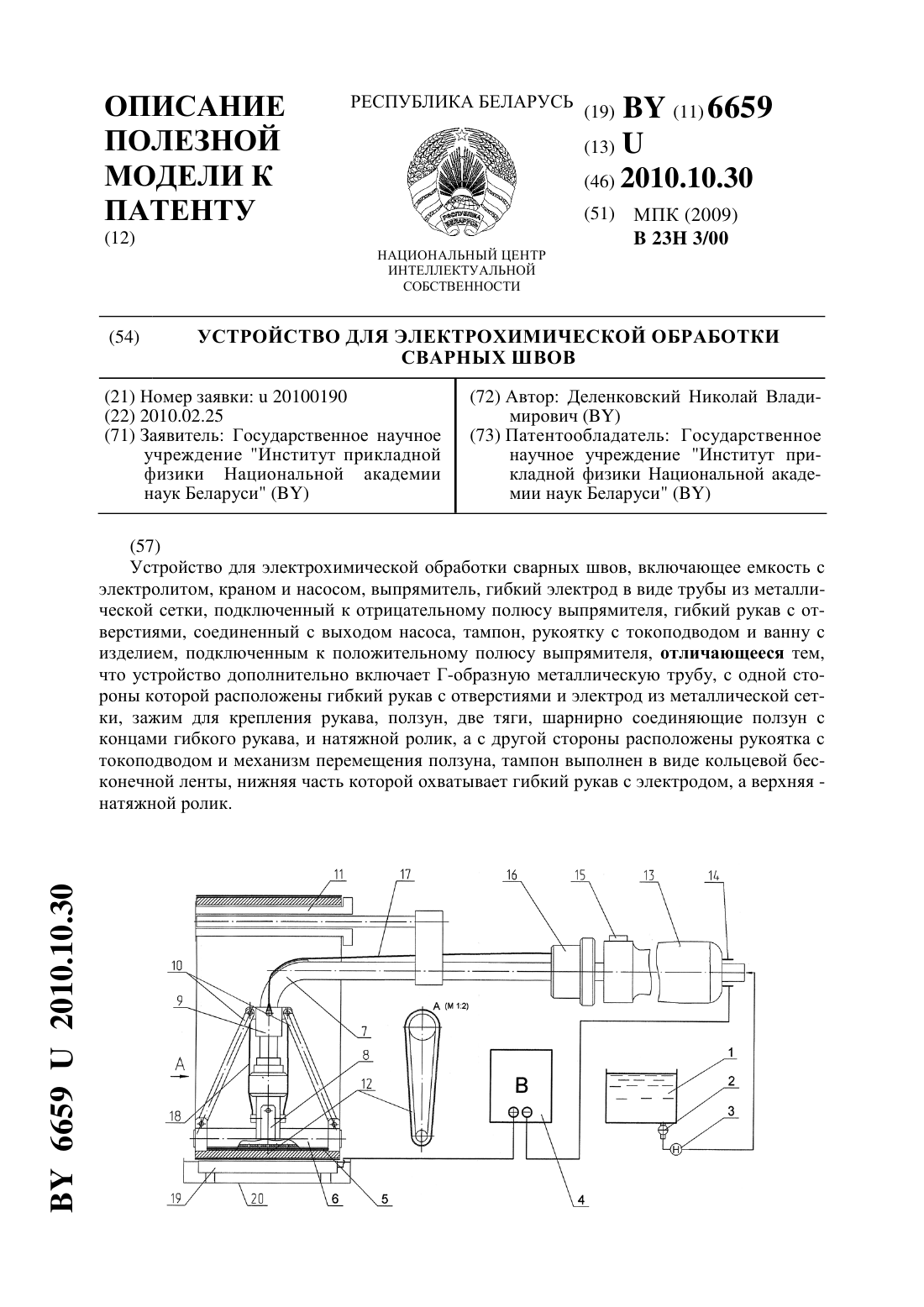
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Деленковский Николай Владимирович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Устройство для электрохимической обработки сварных швов, включающее емкость с электролитом, краном и насосом, выпрямитель, гибкий электрод в виде трубы из металлической сетки, подключенный к отрицательному полюсу выпрямителя, гибкий рукав с отверстиями, соединенный с выходом насоса, тампон, рукоятку с токоподводом и ванну с изделием, подключенным к положительному полюсу выпрямителя, отличающееся тем,что устройство дополнительно включает Г-образную металлическую трубу, с одной стороны которой расположены гибкий рукав с отверстиями и электрод из металлической сетки, зажим для крепления рукава, ползун, две тяги, шарнирно соединяющие ползун с концами гибкого рукава, и натяжной ролик, а с другой стороны расположены рукоятка с токоподводом и механизм перемещения ползуна, тампон выполнен в виде кольцевой бесконечной ленты, нижняя часть которой охватывает гибкий рукав с электродом, а верхняя натяжной ролик.(56) 1. Коваленко П.А. и др. Химические и электрохимические методы упрочнения и восстановления деталей машин. - Киев УМКВО, Кировоградский институт сельскохозяйственного машиностроения, 1991. - С. 242. 2. Патент РБ на полезную модель 2616, МПК 23 3/00, 2006. Устройство относится к электрохимической обработке металлов и может быть использовано при подготовке сварных швов перед капиллярным контролем. Известно устройство для электрохимической обработки изделий путем электроконтактного осаждения металлов натиранием 1. Такое устройство включает емкость с электролитом и краном, выпрямитель, графитовый анод, трубчатый тампон, рукоятку с токоподводом и ванну с изделием. К недостаткам устройства можно отнести низкое качество обработки криволинейных поверхностей из-за жесткого недеформируемого электрода и затрудненных условий попадания электролита в рабочую зону, а также низкой производительности, поскольку в процессе эксплуатации с криволинейной поверхностью изделия будет контактировать только небольшая часть катода. Схема подачи электролита путем полива неэкономична и неэффективна, особенно при обработке изделий во внецеховых условиях. Наиболее близким по технической сущности к заявляемому является устройство электрохимической обработки криволинейных поверхностей 2. Такое устройство включает емкость с электролитом и краном, выпрямитель, электрод, трубчатый тампон, расположенный снаружи электрода, рукоятку с токоподводом и ванну с изделием. Электрод выполнен гибким в виде трубы из металлической сетки, расположен на поверхности гибкого рукава с отверстиями, между электродом и гибким рукавом расположена прокладка из пористого упругого материала, изделие подключено к положительному полюсу выпрямителя,один конец гибкого рукава с основной рукояткой соединен с выходом крана, а второй герметизирован и содержит вспомогательную рукоятку. Данное устройство имеет невысокую производительность из-за ограниченной рабочей части тампона, которая контактирует с поверхностью изделия и в процессе использования быстро заполняется при обработке,например, сталей шламом - черной, плохо растворимой в воде гидроокисью железа 3 с существенным снижением качества электрохимической обработки. Поворот и замена используемого тампона на данном устройстве затруднительны. Эффективное производительное использование такого устройства на производстве ограничено требованиями техники безопасности и допускается лишь при наличии вентиляции зоны обработки, что снижает номенклатуру обрабатываемых изделий. Сущность предлагаемой полезной модели заключается в том, что с целью обеспечения производительной и качественной электрохимической обработки сварных швов, например, перед капиллярным контролем, известное устройство для электрохимической обработки криволинейных поверхностей, включающее емкость с электролитом, краном и насосом,выпрямитель, гибкий электрод в виде трубы из металлической сетки, подключенный к отрицательному полюсу выпрямителя, гибкий рукав с отверстиями, соединенный с выходом насоса, тампон, рукоятку с токоподводом и ванну с изделием, подключенным к положительному полюсу выпрямителя, дополнительно включает Г-образную металлическую трубу,с одной стороны которой расположены гибкий рукав с отверстиями и электрод из металлической сетки, зажим для крепления рукава, ползун, две тяги, шарнирно соединяющие ползун с концами гибкого рукава, и натяжной ролик, а с другой - рукоятка с токоподводом и механизм перемещения ползуна, тампон выполнен в виде кольцевой бесконечной ленты, нижняя часть которой охватывает гибкий рукав с электродом, а верхняя - натяжной ролик. Полезная модель обеспечивает повышение производительности и качества электрохимической обработки сварных швов, имеющих в основном криволинейную конфигура 2 66592010.10.30 цию, за счет плавной регулировки кривизны гибкого электрода с рукавом и быстрой замены рабочей части тампона на новую путем поворота натяжного ролика. Схематический чертеж предлагаемой полезной модели представлен на фигуре. Здесь 1 емкость с электролитом, 2 - кран, 3 - насос, 4 - выпрямитель, 5 - трубчатый гибкий электрод из металлической сетки, расположенный на поверхности гибкого рукава с отверстиями 6. Электрод 5 и рукав 6 закреплены на одном конце Г-образной трубы 7 с помощью зажима 8. На этом же конце трубы 7 расположены ползун 9, две тяги 10, шарнирно соединяющие ползун 9 с концами гибкого рукава 6, и натяжной ролик 11. Кольцевой тампон 12 в виде бесконечной ленты охватывает снизу рукав 6, а сверху - натяжной ролик 11. С другого конца Г-образной трубы 7 расположены рукоятка 13 с токоподводом 14, кнопкой включения насоса 15 и механизм поступательного перемещения 16 ползуна 9 с натяжным тросиком 17. Резиновый жгут 18 предназначен для перемещения ползуна 9 вниз по трубе 7 и посредством тяг 10 для регулирования кривизны рукава 6. Обрабатываемое изделие 19 располагается в ванне 20. Устройство работает следующим образом. Емкость 1 заполняется электролитом,например, известным в электрохимической обработке раствором 5-15 -ной концентрации. Оператор включает выпрямитель 4, открывает кран 2, берет устройство одной рукой за рукоятку 13 и размещает его на обрабатываемой поверхности изделия 19, расположенного в ванне 20. С использованием кнопки 15 включается насос 3, и электролит из емкости 1 подается через трубу 7, гибкий рукав с отверстиями 6 в зону обработки - на тампон 12 между сетчатым электродом 5 и изделием 19. Тампон 12 выполняется 2-хслойным - из слоя поролона и слоя тонкой хлопчатобумажной ткани (например, мадаполама, бязи и др.). Поролон, как показали исследования, в наилучшей степени впитывает травильный шлам, а тонкая хлопчатобумажная ткань обеспечивает формирование необходимой чистоты поверхности. Выполняется электрохимическая обработка с требуемым режимом. В случае наличия кривизны обрабатываемого изделия 1, что наиболее характерно для сварных швов, оператор имеет возможность изменить кривизну рукава 6, сетчатого электрода 5 и тампона 12 с использованием механизма поступательного перемещения 16 ползуна 9 путем вращения наружного кольца данного механизма. Такая регулировка может выполняться той же рукой, которой оператор держит данное устройство. При этом органы дыхания оператора будут находиться на удалении от зоны обработки, где происходит интенсивное выделение водорода, и потребность в принудительной вентиляции зоны обработки существенно снижается, особенно при обработке сварных швов во внецеховых условиях на открытом воздухе. После экспериментально определенного времени, когда в рабочей части тампона накапливается избыточный шлам, что можно видеть, например, по показаниям амперметра (падению тока) на выпрямителе, оператор имеет возможность оперативно выполнить замену отработанной части кольцевого тампона 12 на новую путем поворота натяжного ролика 11. Цикл обработки изделия 19 возобновляется. Предлагаемая полезная модель обеспечивает производительную и качественную электрохимическую обработку сварных швов изделий перед капиллярным контролем. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23H 3/00
Метки: обработки, сварных, швов, устройство, электрохимической
Код ссылки
<a href="https://by.patents.su/3-u6659-ustrojjstvo-dlya-elektrohimicheskojj-obrabotki-svarnyh-shvov.html" rel="bookmark" title="База патентов Беларуси">Устройство для электрохимической обработки сварных швов</a>
Устройство для электрохимической обработки криволинейных поверхностей
Номер патента: U 2616
Опубликовано: 30.04.2006
Автор: Деленковский Николай Владимирович
МПК: B23H 3/00
Метки: поверхностей, криволинейных, обработки, электрохимической, устройство
Текст:
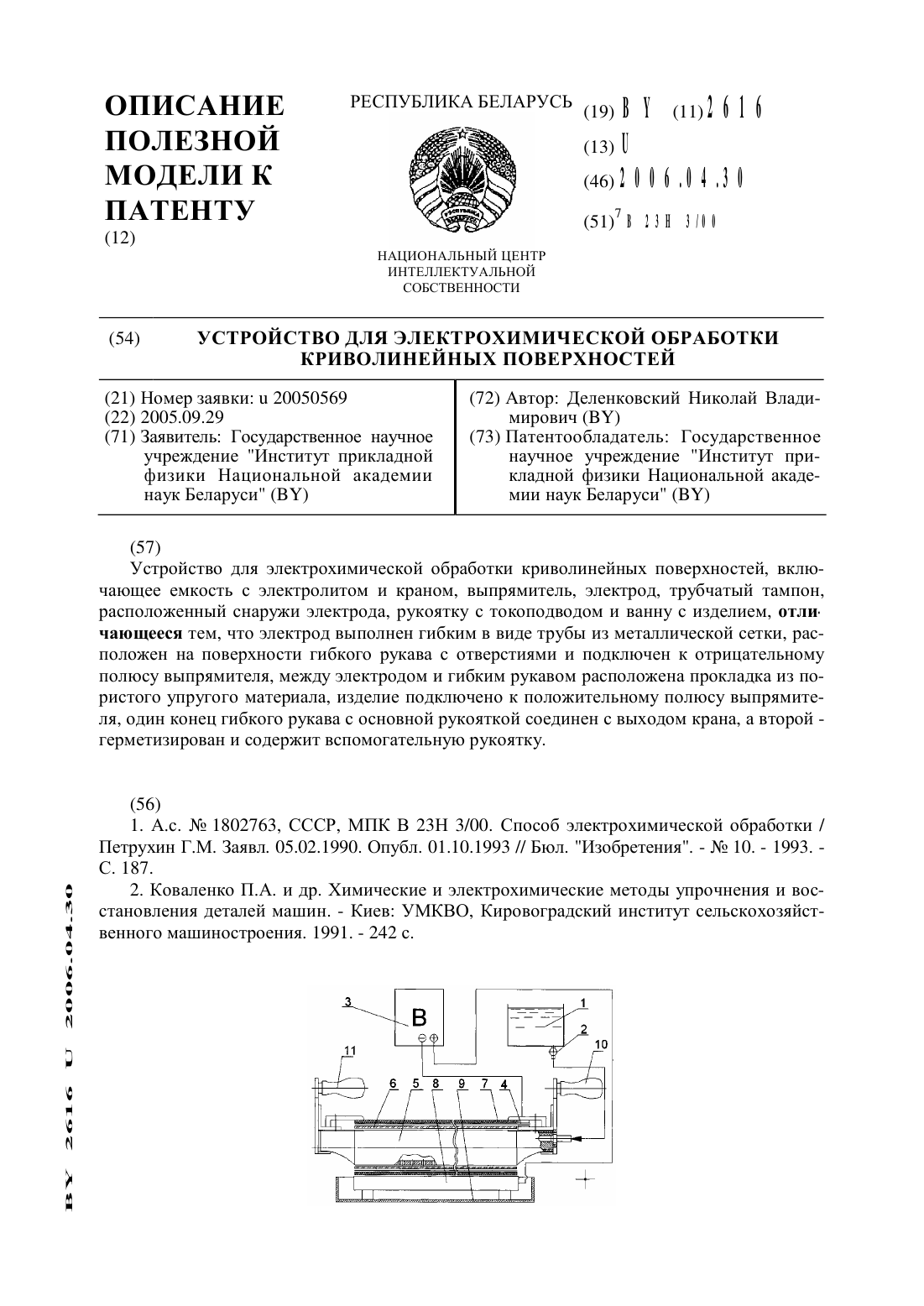
...контролем, в известном устройстве для электрохимической обработки, включающем емкость с электролитом и краном,выпрямитель, электрод, трубчатый тампон, расположенный снаружи электрода, рукоятку с токоподводом и ванну с изделием, электрод выполнен гибким в виде трубы из металлической сетки, расположен на поверхности гибкого рукава с отверстиями и подключен к отрицательному полюсу выпрямителя. Между электродом и гибким рукавом расположена...
Фрезерный станок для обработки сварных швов на трубах
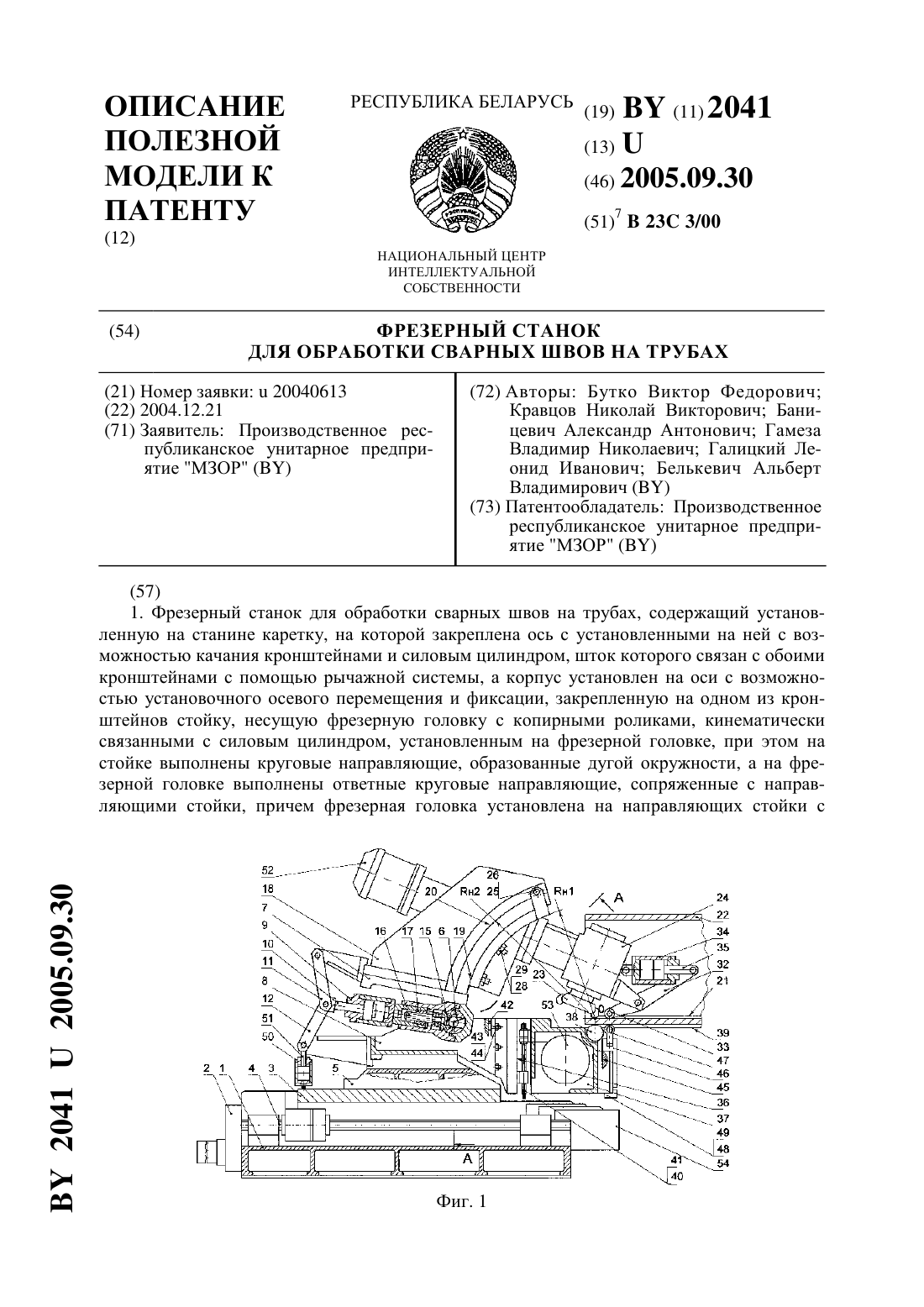
Номер патента: U 2041
Опубликовано: 30.09.2005
Авторы: Галицкий Леонид Иванович, Белькевич Альберт Владимирович, Кравцов Николай Викторович, Баницевич Александр Антонович, Гамеза Владимир Николаевич, Бутко Виктор Федорович
МПК: B23C 3/00
Метки: фрезерный, станок, сварных, швов, обработки, трубах
Текст:
...сварных швов на трубе большого диаметра, продольный разрез, на фиг. 7 - то же, поперечный разрез. На станине 1, закрепленной на фундаменте, смонтирован привод 2, а на направляющих станины установлена каретка 3, связанная с ходовым винтом 4 привода. К верхней плоскости каретки прикреплено основание 5, в расточке которого смонтирована ось 6. На этой оси шарнирно закреплены кронштейны 7, 8 и пневмоцилиндр 9, на штоке 10 которого установлены...
Устройство для электрохимической обработки
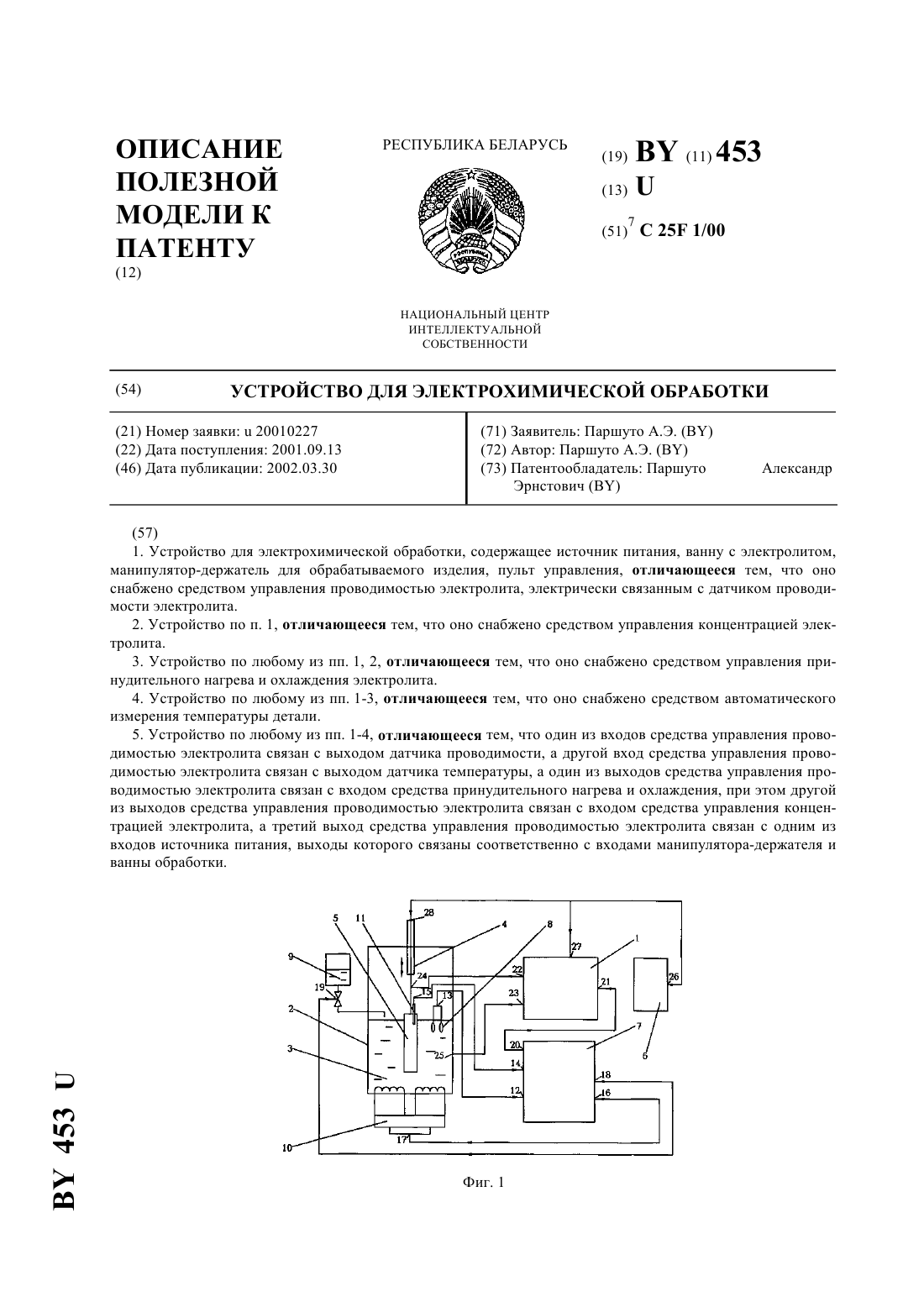
Номер патента: U 453
Опубликовано: 30.03.2002
Автор: Паршуто Александр Эрнстович
МПК: C25F 1/00
Метки: устройство, электрохимической, обработки
Текст:
...1 питания, подачу рабочего напряжения и образование парогазовой оболочки вокруг обрабатываемой поверхности изделия 5,при этом обработку проводят в анодном нагревном режиме электролитно-разрядной обработки. Электрохимическую обработку металлических проводящих изделий осуществляют в анодном режиме в растворе соли аммония, совмещенным с нагревным режимом электролитно-разрядной обработки при температуре обрабатываемого изделия 100-140 С и...
Устройство для электрохимической обработки кремниевых пластин
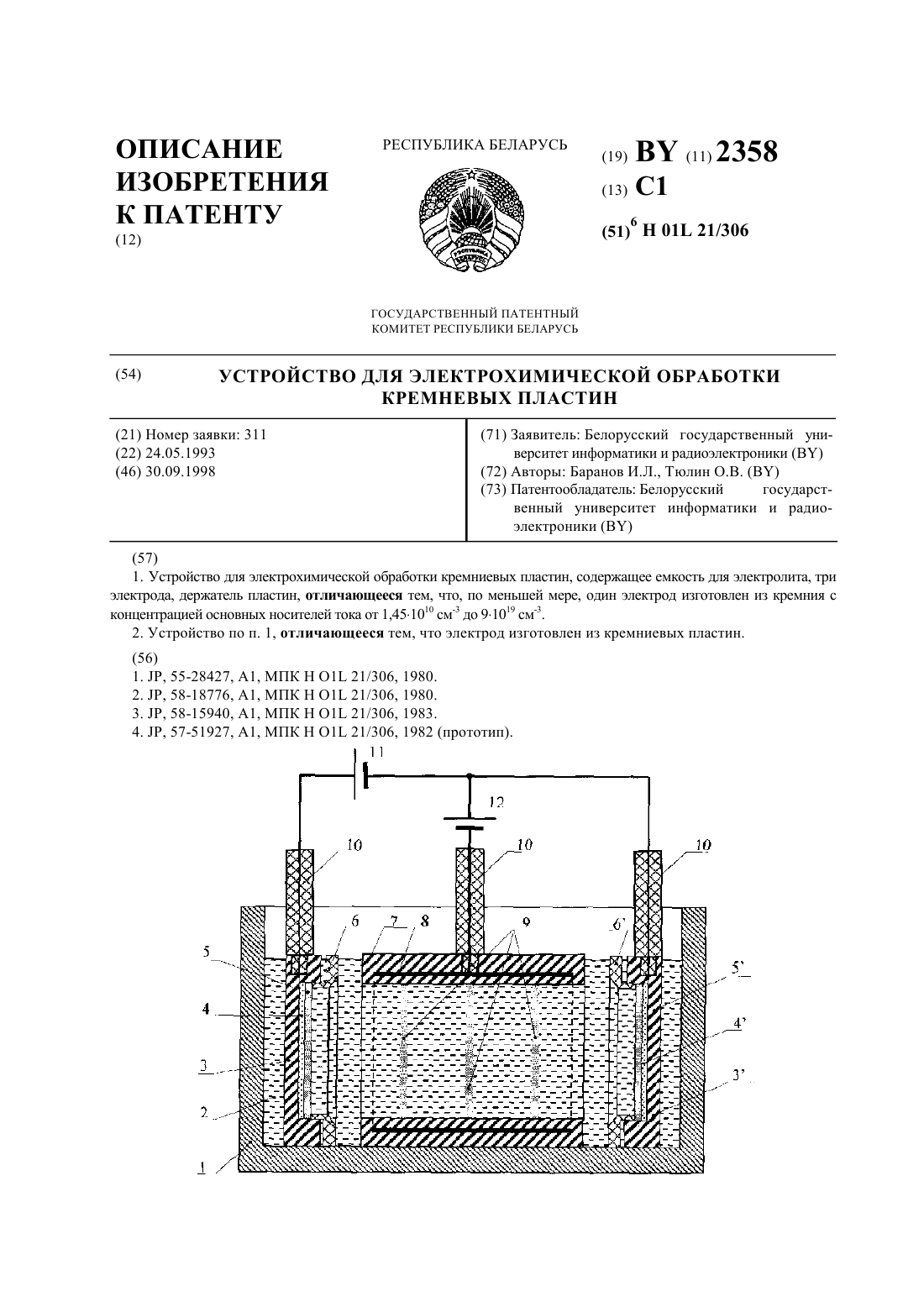
Номер патента: 2358
Опубликовано: 30.09.1998
Авторы: Тюлин Олег Владимирович, Баранов Игорь Ливерьевич
МПК: H01L 21/306
Метки: пластин, электрохимической, обработки, кремниевых, устройство
Текст:
...прижимаются уплотнительными кольцами 6, 6 с помощью их резьбового соединения с держателями 3, 3. Это обеспечивает надежный электрический контакт электродовкремниевых пластин 5,5 с токопроводами 4,4 и изоляцию последних от электролита 2. В электролит 2 между электродами-кремниевыми пластинами 5, 5 помещен держатель 7, изолирующий от электролита 2 и помещенных в него обрабатываемых кремниевых пластин 9, цилиндрический электрод 8. К кремниевым...
Устройство для заливки трещин и швов битумными эмульсиями асфальтобетонных дорожных покрытий
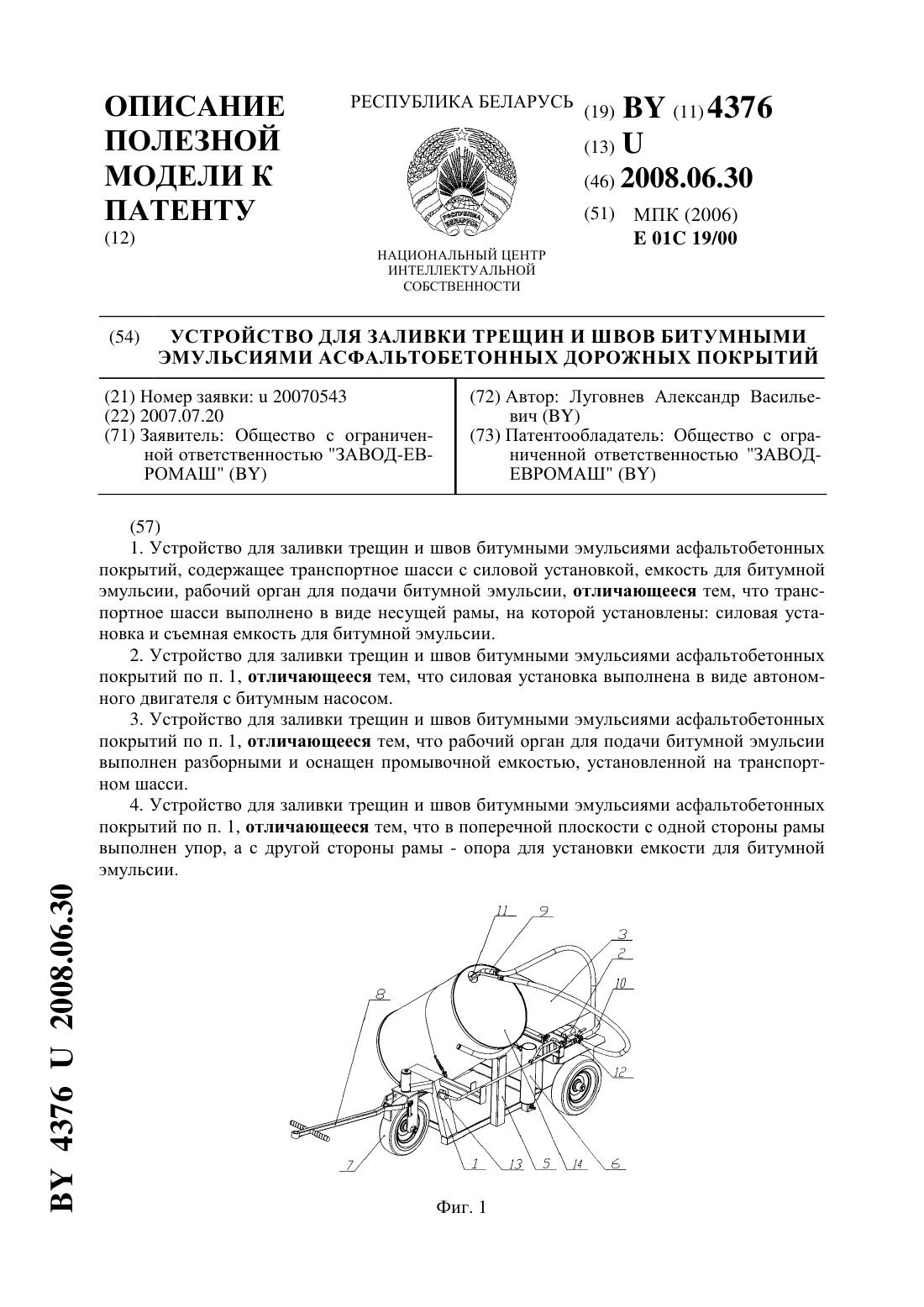
Номер патента: U 4376
Опубликовано: 30.06.2008
Автор: Луговнев Александр Васильевич
МПК: E01C 19/00
Метки: покрытий, швов, битумными, эмульсиями, заливки, устройство, дорожных, асфальтобетонных, трещин
Текст:
...с последующим перемешиванием материала с битумной эмульсией и пластифицирующими добавками, разработанной в последние годы системой машин и новыми материалами. 2 43762008.06.30 Задача, на решение которой направлена данная полезная модель, состоит в том, чтобы обеспечить конструктивную простоту устройства и обеспечить высокую эксплуатационную надежность по ремонту покрытия дороги по упомянутой технологии. Сущность полезной модели...
Предыдущий патент: Кабина транспортного средства
Следующий патент: Кабель, не распространяющий горение
Случайный патент: Рабочий орган для поверхностной обработки почвы