Устройство для электрохимической обработки криволинейных поверхностей
Текст
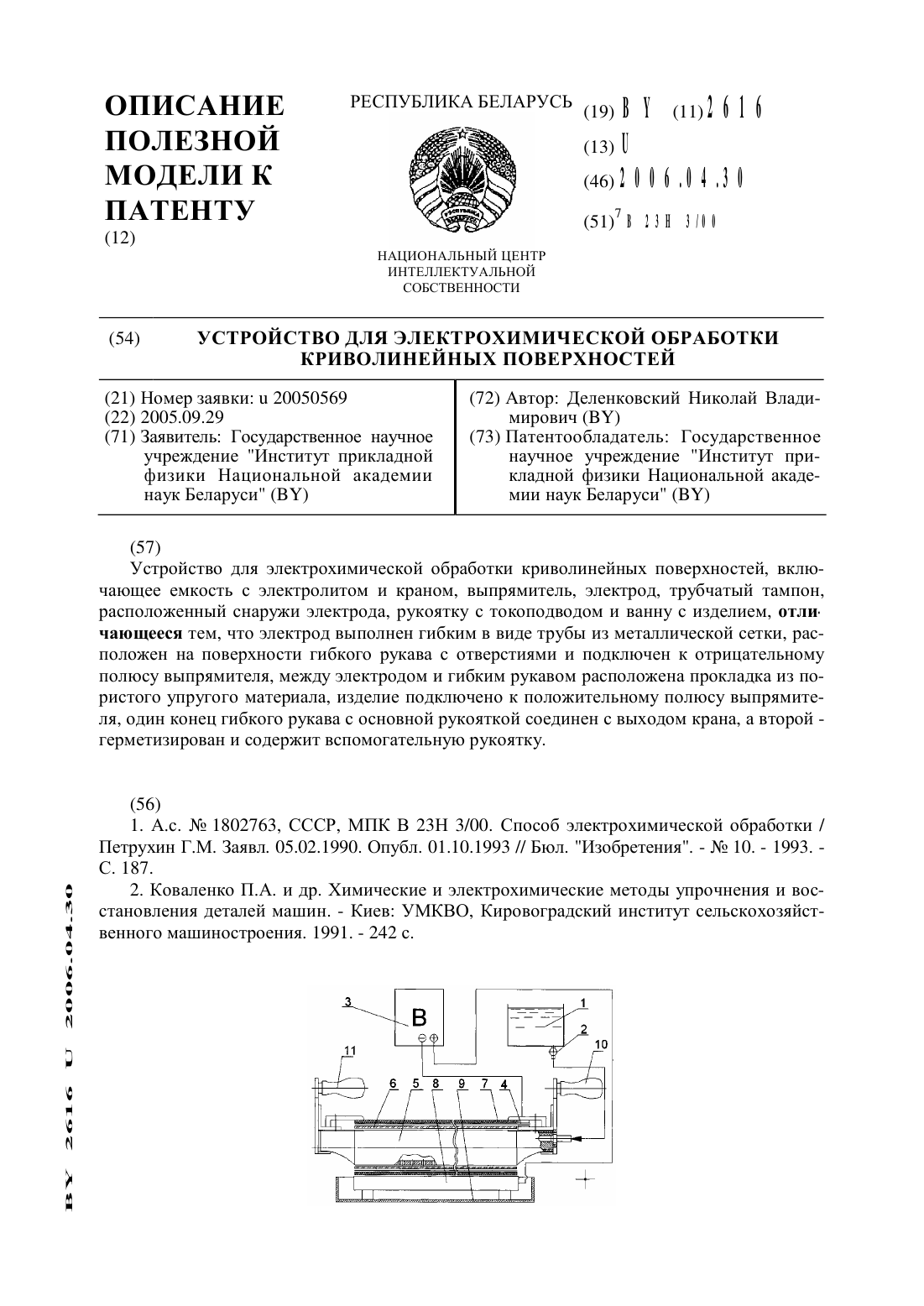
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ к ПАТЕНТУНАЦИОНАЛЬНЫЙ ЦЕНГР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИУСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси (ВУ)(72) Автор Деленковский Николай Владимирович (ВУ)(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси (ВУ)Устройство для электрохимической обработки криволинейных поверхностей, включающее емкость с электролитом и краном, выпрямитель, электрод, трубчатый тампон,расположенный снаружи электрода, рукоятку с токоподводом и ванну с изделием, отличающееся тем, что электрод выполнен гибким в виде трубы из металлической сетки, расположен на поверхности гибкого рукава с отверстиями и подключен к отрицательному полюсу выпрямителя, между электродом и гибким рукавом расположена прокладка из пористого упругого материала, изделие подключено к положительному полюсу выпрямителя, один конец гибкого рукава с основной рукояткой соединен с выходом крана, а второй герметизирован и содержит вспомогательную рукоятку.1. А.с. Не 1802763, СССР, МПК В 23 Н 3/00. Способ электрохимической обработки / Петрухин Г.М. Заявл. 05.02.1990. Опубл. 01.10.1993 // Бюл. Изобретения. - Не 10. - 1993. С. 187.2. Коваленко П.А. и др. Химические и электрохимические методы упрочнения и восстановления деталей машин. - Киев УМКВО, Кировоградский институт сельскохозяйственного машиностроения. 1991. - 242 с.Устройство относится К электрохимической обработке металлов И может быть использовано при подготовке сварных щвов перед капиллярным контролем.Известно устройство для электрохимической обработки металлов, реализованное по способу электрохимической обработки 1, которое включает металлический недеформируемый электрод, прокладку со щелями и изделие. Такое устройство не может обеспечить высокую производительность при обработке криволинейных поверхностей сварных швов,имеющих площадь, значительно превосходящую диаметр электрода из-за низкой интенсивности тока (А/см 2), которая определяется суммарной площадью щелей в прокладке,высоким удельным сопротивлением электролита и ограниченным напряжением (не более 50-70 В) по технике безопасности. Жесткие электрод и мембрана также не могут обеспечить равномерность и качество обработки таких поверхностей.Наиболее близким по технической сущности к заявляемому является устройство для электрохимической обработки изделий путем электроконтактного осаждения металлов натиранием 2. Такое устройство включает емкость с электролитом и краном, вь 1 прямитель, графитовый анод, трубчатый тампон, рукоятку с токоподводом и ванну с изделием. При включении устройства по схеме, противоположной используемой, когда анодом будет деталь, а катодом - электрод, использование устройства для удаления поверхностных слоев металлических изделий с криволинейной поверхностью имеет существенные недостатки. К ним можно отнести низкое качество обработки криволинейных поверхностей из-за жесткого недеформируемого электрода и затрудненных условий попадания электролита в рабочую зону, а также низкой производительности, поскольку в процессе эксплуатации с криволинейной поверхностью изделия будет контактировать только небольщая часть катода. Схема подачи электролита путем полива неэкономична и неэффективна, особенно при обработке изделий во внецеховых условиях.Сущность предлагаемой полезной модели заключается в том, что с целью обеспечения производительной и качественной электрохимической обработки криволинейных поверхностей изделий, например сварных щвов перед капиллярным контролем, в известном устройстве для электрохимической обработки, включающем емкость с электролитом и краном,выпрямитель, электрод, трубчатый тампон, расположенный снаружи электрода, рукоятку с токоподводом и ванну с изделием, электрод выполнен гибким в виде трубы из металлической сетки, расположен на поверхности гибкого рукава с отверстиями и подключен к отрицательному полюсу выпрямителя. Между электродом и гибким рукавом расположена прокладка из пористого упругого материала. Изделие подключено к положительному полюсу выпрямителя. Один конец гибкого рукава соединен с выходом крана, а второй - герметизирован и содержит вторую вспомогательную рукоятку. Наличие в предлагаемой полезной модели вышеуказанных элементов и их взаимосвязей позволяет обеспечить при обработке сварных щвов перед капиллярным контролем полное раскрытие поверхностных дефектов, существенно повысить чистоту поверхности и обеспечить использование наиболее чувствительного люминесцентного способа контроля.Схематический чертеж предлагаемой полезной модели представлен на Фиг. 1. Здесь 1 емкость с электролитом, 2 - кран, 3 - выпрямитель, 4 - электрод в виде гибкой трубы из металлической сетки, расположенный на поверхности гибкого рукава с отверстиями 5. Между электродом 4 и гибким рукавом 5 находится прокладка из упругого пористого материала 6. На поверхности электрода 4 расположен трубчатый тампон 7. Устройство при работе удерживается за основную рукоятку 8 и вспомогательную 9. Обрабатываемое из делие 10 располагается в ванне 11.Устройство работает следующим образом. Ванна 1 заполняется электролитом, например,известным в электрохимической обработке раствором 1 ТаС 1 5-15 -ной концентрации. Оператор включает выпрямитель 3, открывает кран 2, берет устройство за рукоятки 8, 9 и размещает его на обрабатываемой поверхности изделия 10, расположенного в ванне 11. Под действием статического перепада давлений (для повыщения давления возможнодополнительное применение электронасоса) электролит попадает в гибкий рукав 5 и через его отверстия - на прокладку из упругого пористого материала 6, например поролона или пористой губчатой резины. Такая прокладка обеспечивает за счет упругого обжатия постоянство зазора между электродом 4, выполненным в виде гибкой трубы из металлической сетки, и изделием 10, поверхность которого может иметь криволинейную пространственную ориентацию, а также равномерность распределения электролита по данному изделию. Далее электролит полностью смачивает трубчатый тампон 7. Он выполняется из волокнистого пористого адсорбирующего материала (вата, ватин, ткань и т.д.) и снаружи покрь 1 вается тонкой хлопчатобумажной тканью. Такой тампон ограничивает избыточное вытекание электролита, препятствует замыканию электрической цепи электрод 4 (катод) и изделие 10 (анод) и за счет мелких пор хлопчатобумажной ткани в еще большей степени способствует равномерности распределения электролита по изделию. При относительном движении устройства по изделию тампон также выполняет функцию очистки поверхности от травильного шлама. Когда электролит достигнет поверхности изделия 10, электрическая цепь замыкается, и начинается процесс растворения микровыступов на изделии 10(анод). В результате обеспечивается интенсивное удаление поверхностного дефектного слоя металла, повышение чистоты поверхности и полное раскрытие устьев дефектов на изделии 10, что в целом обеспечивает возможность дальнейшего применения качественного капиллярного контроля. В предлагаемом устройстве площадь постоянного контактирования электрода 4 и изделия 10 определяется лишь мощностью выпрямителя 3 и параметрами устройства, чем достигается высокая производительность электрохимической обработки (наиболее целесообразной можно считать используемую мощность 2-3 кВт).Предлагаемая полезная модель обеспечивает производительную и качественную электрохимическую обработку криволинейных поверхностей изделий, например, сварных швов перед капиллярным контролем.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23H 3/00
Метки: криволинейных, устройство, электрохимической, обработки, поверхностей
Код ссылки
<a href="https://by.patents.su/3-u2616-ustrojjstvo-dlya-elektrohimicheskojj-obrabotki-krivolinejjnyh-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для электрохимической обработки криволинейных поверхностей</a>
Устройство для электрохимической обработки
Номер патента: U 453
Опубликовано: 30.03.2002
Автор: Паршуто Александр Эрнстович
МПК: C25F 1/00
Метки: обработки, электрохимической, устройство
Текст:
...1 питания, подачу рабочего напряжения и образование парогазовой оболочки вокруг обрабатываемой поверхности изделия 5,при этом обработку проводят в анодном нагревном режиме электролитно-разрядной обработки. Электрохимическую обработку металлических проводящих изделий осуществляют в анодном режиме в растворе соли аммония, совмещенным с нагревным режимом электролитно-разрядной обработки при температуре обрабатываемого изделия 100-140 С и...
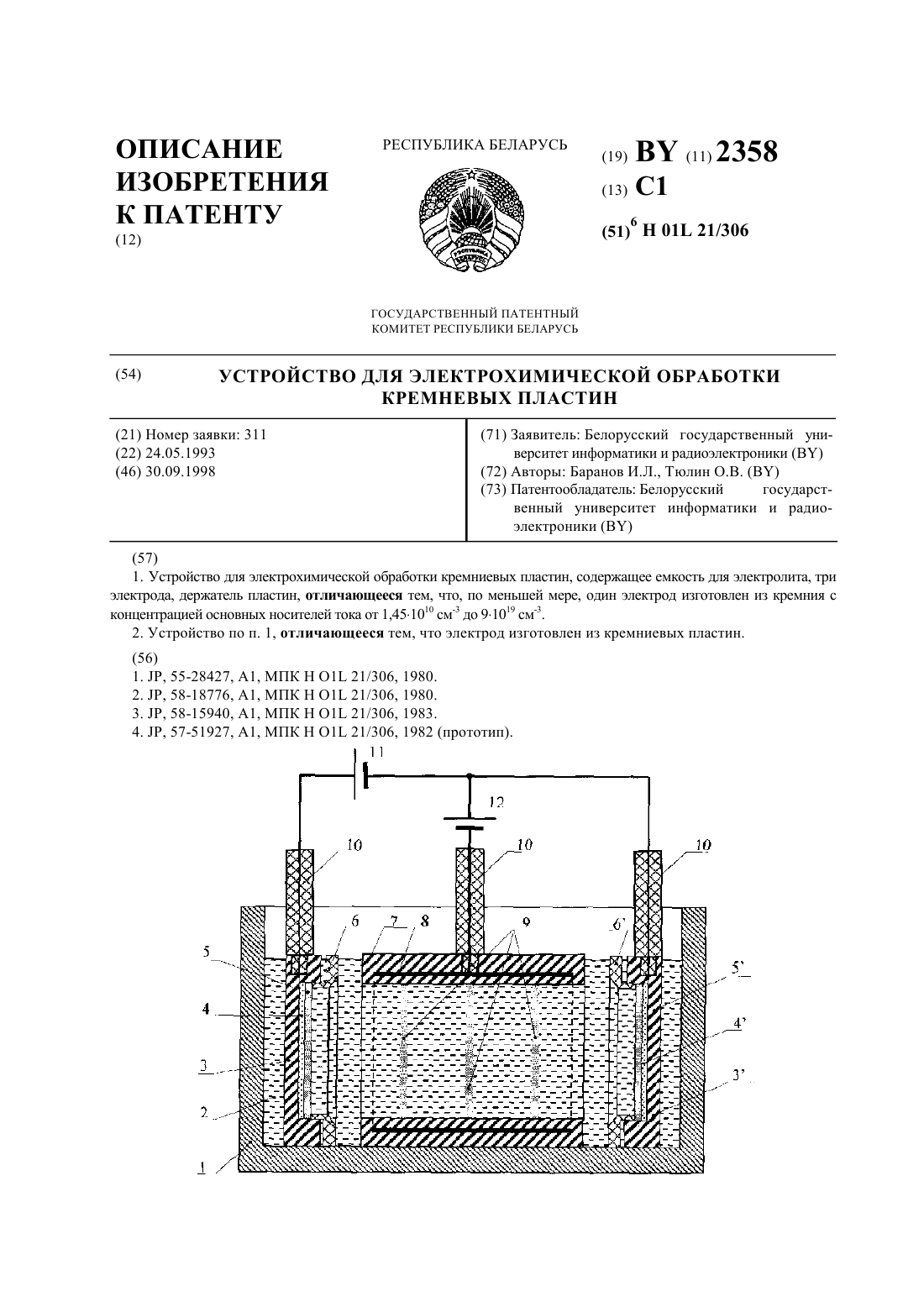
Устройство для электрохимической обработки кремниевых пластин
Номер патента: 2358
Опубликовано: 30.09.1998
Авторы: Баранов Игорь Ливерьевич, Тюлин Олег Владимирович
МПК: H01L 21/306
Метки: устройство, обработки, кремниевых, электрохимической, пластин
Текст:
...прижимаются уплотнительными кольцами 6, 6 с помощью их резьбового соединения с держателями 3, 3. Это обеспечивает надежный электрический контакт электродовкремниевых пластин 5,5 с токопроводами 4,4 и изоляцию последних от электролита 2. В электролит 2 между электродами-кремниевыми пластинами 5, 5 помещен держатель 7, изолирующий от электролита 2 и помещенных в него обрабатываемых кремниевых пластин 9, цилиндрический электрод 8. К кремниевым...
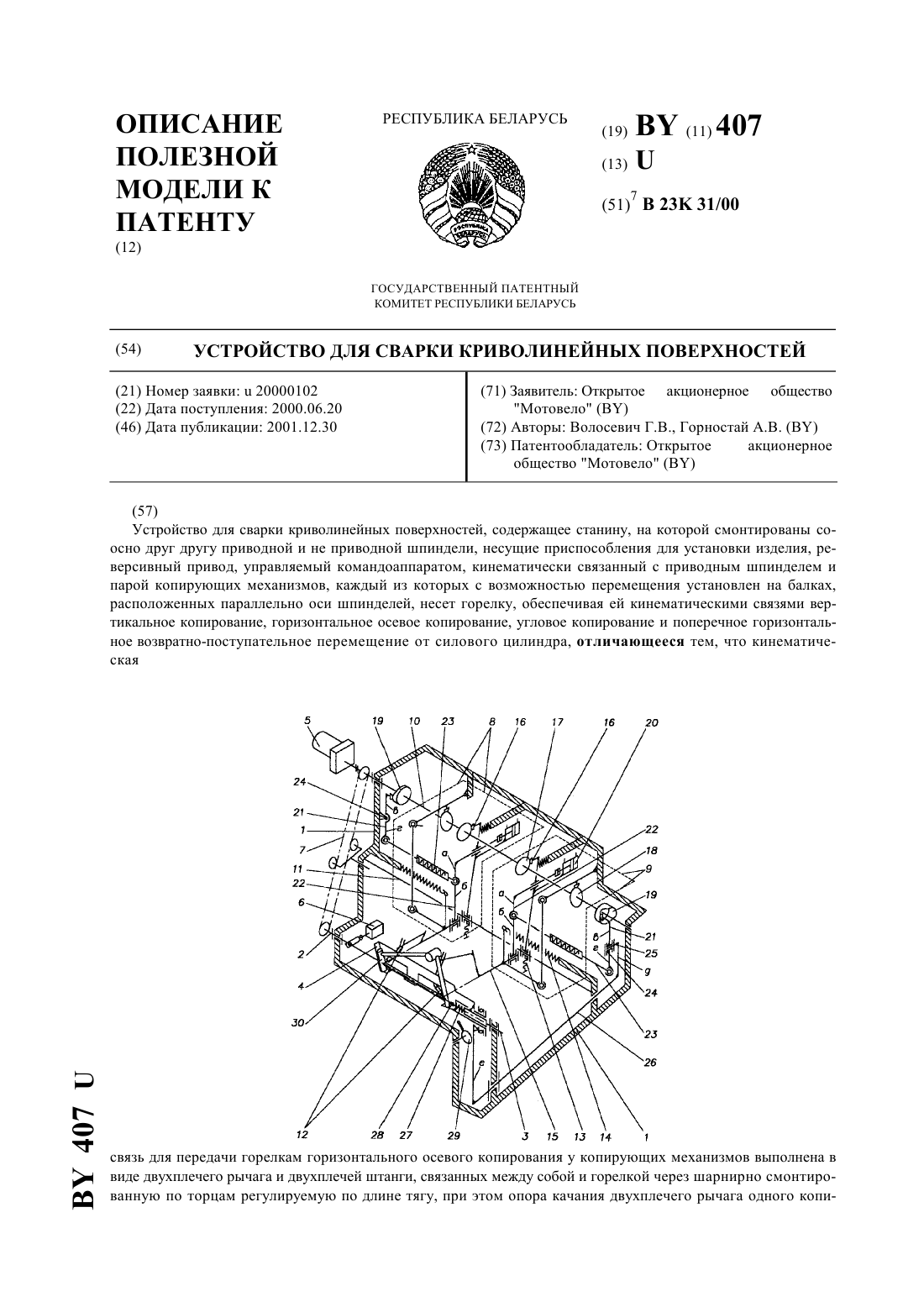
Устройство для сварки криволинейных поверхностей
Номер патента: U 407
Опубликовано: 30.12.2001
Авторы: Горностай Анатолий Васильевич, Волосевич Геннадий Васильевич
МПК: B23K 31/00
Метки: сварки, устройство, поверхностей, криволинейных
Текст:
...по торцам регулируемую по длине тягу с опорой качания двухплечего рычага одного копирующего механизма, закрепленной неподвижно на станине, а другого на отростке изогнутой части поворотного дважды изогнутого стержня, установленного перпендикулярно осям балок и шпинделей и контактирующего другой изогнутой частью, не имеющей отростка с подпружиненным захватом, установленным на одном из шпинделей и ручным кулачком. Совокупность...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: электрохимической, поверхности, металлических, изделий, обработки, способ
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
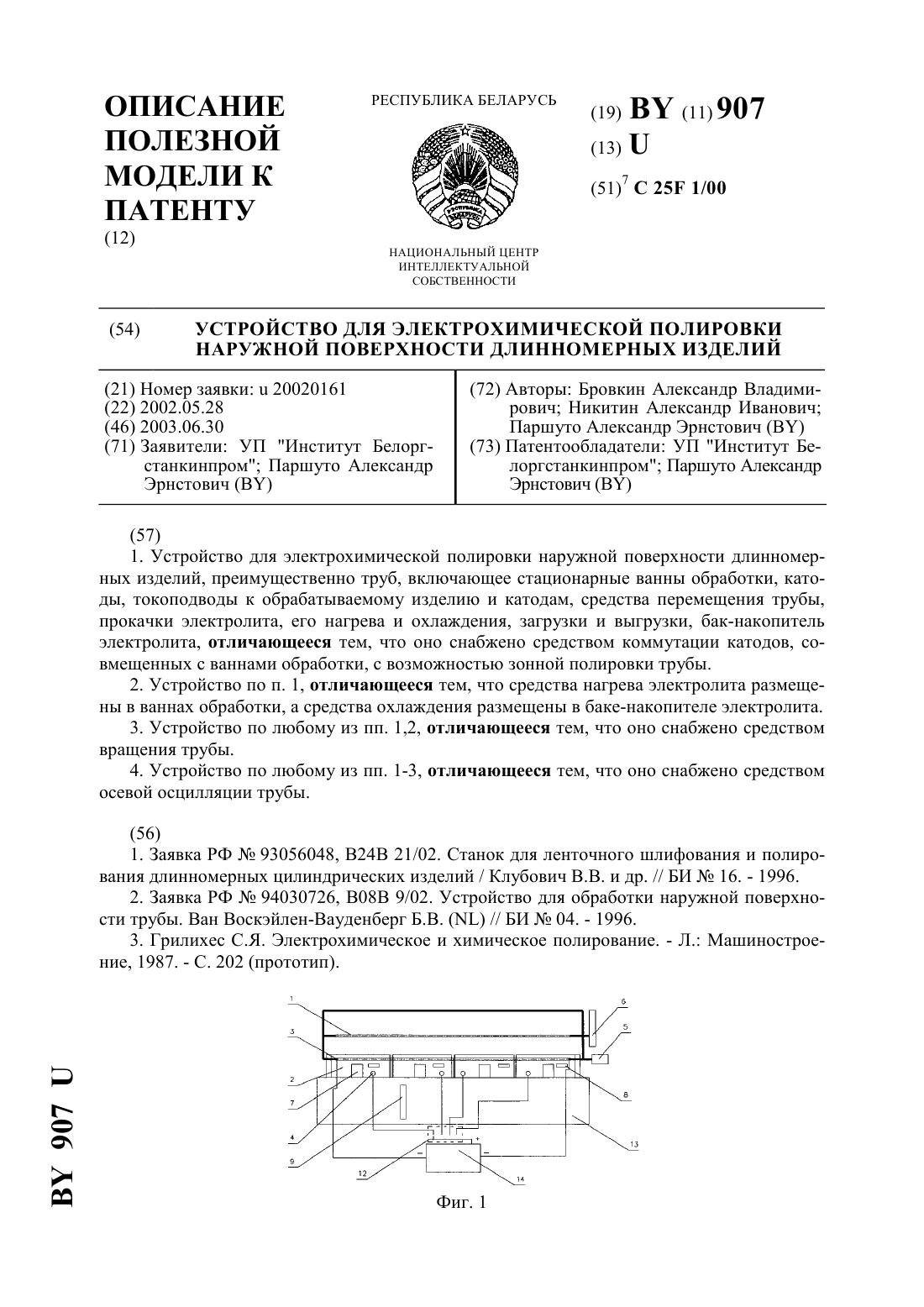
Устройство для электрохимической полировки наружной поверхности длинномерных изделий
Номер патента: U 907
Опубликовано: 30.06.2003
Авторы: Бровкин Александр Владимирович, Паршуто Александр Эрнстович, Никитин Александр Иванович
МПК: C25F 1/00
Метки: наружной, полировки, поверхности, длинномерных, устройство, электрохимической, изделий
Текст:
...катодную ванну биполярного токоподвода. Задача, решаемая полезной моделью, заключается в упрощении конструкции устройства при одновременном повышении качества обработанной поверхности. 2 907 Поставленная задача достигается тем, что в устройстве для электрохимической обработки наружной поверхности длинномерных металлических изделий, преимущественно труб, включающем стационарные ванны обработки, катоды, токоподводы к обрабатываемому изделию и...
Предыдущий патент: Устройство для крепления рессоры подвески транспортного средства
Следующий патент: Многокорпусный реверсивный полуприцепной плуг
Случайный патент: Инсектицидная композиция, способ борьбы с термитами