Устройство для изготовления испарителя контурной тепловой трубы
Номер патента: U 4028
Опубликовано: 30.12.2007
Текст
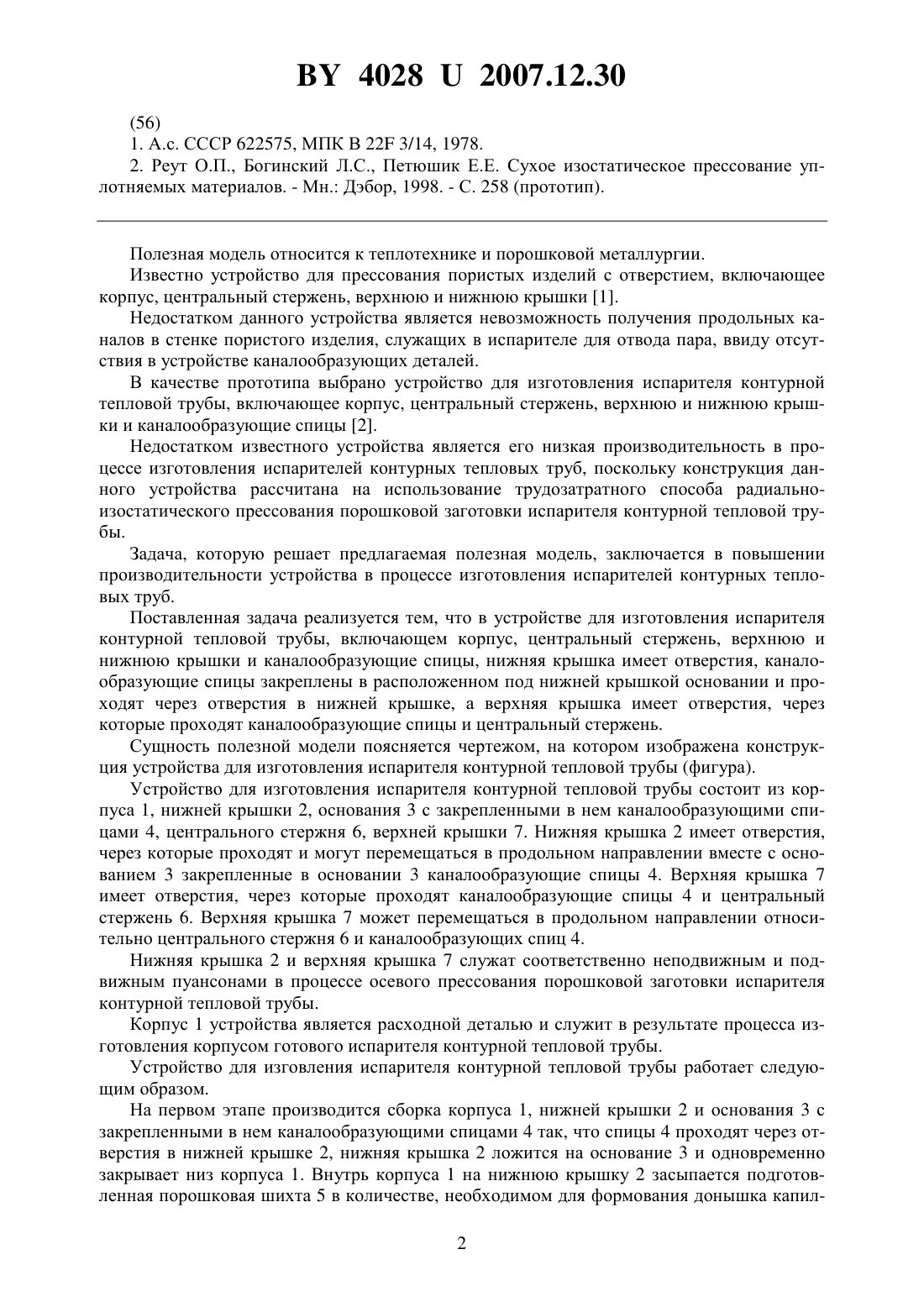
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСПАРИТЕЛЯ КОНТУРНОЙ ТЕПЛОВОЙ ТРУБЫ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Мазюк Виктор Васильевич Агеенко Артем Владимирович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Устройство для изготовления испарителя контурной тепловой трубы, включающее корпус, центральный стержень, основание, верхнюю и нижнюю крышки и каналообразующие спицы, отличающееся тем, что нижняя крышка имеет отверстия, каналообразующие спицы закреплены в расположенном под нижней крышкой основании и проходят через отверстия в нижней крышке, а верхняя крышка имеет отверстия, через которые проходят каналообразующие спицы и центральный стержень.(56) 1. А.с. СССР 622575, МПК В 22 3/14, 1978. 2. Реут О.П., Богинский Л.С., Петюшик Е.Е. Сухое изостатическое прессование уплотняемых материалов. - Мн. Дэбор, 1998. - С. 258 (прототип). Полезная модель относится к теплотехнике и порошковой металлургии. Известно устройство для прессования пористых изделий с отверстием, включающее корпус, центральный стержень, верхнюю и нижнюю крышки 1. Недостатком данного устройства является невозможность получения продольных каналов в стенке пористого изделия, служащих в испарителе для отвода пара, ввиду отсутствия в устройстве каналообразующих деталей. В качестве прототипа выбрано устройство для изготовления испарителя контурной тепловой трубы, включающее корпус, центральный стержень, верхнюю и нижнюю крышки и каналообразующие спицы 2. Недостатком известного устройства является его низкая производительность в процессе изготовления испарителей контурных тепловых труб, поскольку конструкция данного устройства рассчитана на использование трудозатратного способа радиальноизостатического прессования порошковой заготовки испарителя контурной тепловой трубы. Задача, которую решает предлагаемая полезная модель, заключается в повышении производительности устройства в процессе изготовления испарителей контурных тепловых труб. Поставленная задача реализуется тем, что в устройстве для изготовления испарителя контурной тепловой трубы, включающем корпус, центральный стержень, верхнюю и нижнюю крышки и каналообразующие спицы, нижняя крышка имеет отверстия, каналообразующие спицы закреплены в расположенном под нижней крышкой основании и проходят через отверстия в нижней крышке, а верхняя крышка имеет отверстия, через которые проходят каналообразующие спицы и центральный стержень. Сущность полезной модели поясняется чертежом, на котором изображена конструкция устройства для изготовления испарителя контурной тепловой трубы (фигура). Устройство для изготовления испарителя контурной тепловой трубы состоит из корпуса 1, нижней крышки 2, основания 3 с закрепленными в нем каналообразующими спицами 4, центрального стержня 6, верхней крышки 7. Нижняя крышка 2 имеет отверстия,через которые проходят и могут перемещаться в продольном направлении вместе с основанием 3 закрепленные в основании 3 каналообразующие спицы 4. Верхняя крышка 7 имеет отверстия, через которые проходят каналообразующие спицы 4 и центральный стержень 6. Верхняя крышка 7 может перемещаться в продольном направлении относительно центрального стержня 6 и каналообразующих спиц 4. Нижняя крышка 2 и верхняя крышка 7 служат соответственно неподвижным и подвижным пуансонами в процессе осевого прессования порошковой заготовки испарителя контурной тепловой трубы. Корпус 1 устройства является расходной деталью и служит в результате процесса изготовления корпусом готового испарителя контурной тепловой трубы. Устройство для изговления испарителя контурной тепловой трубы работает следующим образом. На первом этапе производится сборка корпуса 1, нижней крышки 2 и основания 3 с закрепленными в нем каналообразующими спицами 4 так, что спицы 4 проходят через отверстия в нижней крышке 2, нижняя крышка 2 ложится на основание 3 и одновременно закрывает низ корпуса 1. Внутрь корпуса 1 на нижнюю крышку 2 засыпается подготовленная порошковая шихта 5 в количестве, необходимом для формования донышка капил 2 40282007.12.30 лярной структуры испарителя. В корпус 1 вставляются верхняя крышка 7 и центральный стержень 6 так, что спицы 4 и центральный стержень 6 проходят через соответствующие отверстия в верхней крышке 2. Посредством давления, оказываемого одновременно на верхние торцы верхней крышки 7 и центрального стержня 6, осуществляется прессование порошковой шихты 5 и формование донышка капиллярной структуры испарителя. После этой операции центральный стержень 6 фиксируется в занимаемом положении, а верхняя крышка 7 поднимается над корпусом без снятия с каналообразующих спиц. На втором этапе внутрь корпуса 1 в пространство, ограниченное корпусом 1 и центральным стержнем 6, засыпается подготовленная порошковая шихта 5 в количестве, необходимом для формования стенки капиллярной структуры испарителя. Посредством давления, оказываемого на верхний торец верхней крышки 7, осуществляется прессование порошковой шихты и формование стенки капиллярной структуры. После этой операции при зафиксированных в занимаемых положениях верхней крышке 7, нижней крышке 2 и центральном стержне 6 осуществляется перемещение основания 3 вниз с выдвижением каналообразующих спиц 4 до положения, в котором верхние торцы каналообразующих спиц 4 находятся на одном уровне с нижним торцом верхней крышки 7. Верхняя крышка 7 снимается с каналообразующих спиц 4 и извлекается из корпуса 1. На третьем этапе внутрь корпуса 1 в пространство, ограниченное корпусом 1 и центральным стержнем 6, засыпается подготовленная порошковая шихта 5 в количестве, необходимом для формования крышки капиллярной структуры. Верхняя крышка 7 заменяется аналогичной по внешней конфигурации, но без отверстий для прохода каналообразующих спиц 4. Посредством давления, оказываемого на верхний торец подвижной верхней крышки 7, осуществляется прессование порошковой шихты и формование крышки капиллярной структуры. После этой операции при зафиксированных в занимаемых положениях верхней крышке 7, нижней крышке 2 и центральном стержне 6 осуществляется перемещение основания 3 вниз с полным выдвижением каналообразующих спиц 4 из нижней крышки 2. При зафиксированных в занимаемых положениях верхней крышке 7 и нижней крышке 2 центральный стержень 6 полностью выдвигается из сборки. Завершающей операцией формования является извлечение из корпуса 1 верхней крышки 7 и нижней крышки 2. Предлагаемая конструкция позволяет значительно повысить производительность устройства для изготовления испарителя контурной тепловой трубы, так как данная конструкция рассчитана на использование способа осевого прессования порошковой заготовки испарителя контурной тепловой трубы. Использование предлагаемой конструкции и способа осевого прессования дает возможность автоматизировать процесс изготовления испарителей контурных тепловых труб. При этом отпадает необходимость в использовании дефицитного и дорогостоящего оборудования для изостатического прессования. Между каналообразующими спицами 4 и корпусом 1 возможно создание зазора, что обусловливает формирование в результате процесса прессования тонкой прослойки капиллярной структуры между пароотводным каналом и корпусом испарителя. Таким образом, внутренняя поверхность корпуса испарителя оказывается полностью покрыта материалом порошковой капиллярной структуры, за счет чего значительно равномернее распределяется тепловой поток по испаряющей поверхности и в несколько раз снижается максимальная плотность теплового потока в испарителе. Тем самым возможно существенно интенсифицировать процесс теплообмена и повысить критический средний тепловой поток, а также снизить температуру корпуса испарителя контурной тепловой трубы. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B30B 15/00, B22F 3/02
Метки: тепловой, изготовления, контурной, устройство, трубы, испарителя
Код ссылки
<a href="https://by.patents.su/3-u4028-ustrojjstvo-dlya-izgotovleniya-isparitelya-konturnojj-teplovojj-truby.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления испарителя контурной тепловой трубы</a>
Способ изготовления испарителя контурной тепловой трубы
Номер патента: 8692
Опубликовано: 30.12.2006
Авторы: Рак Анатолий Леонидович, Мазюк Виктор Васильевич, Пучко Анатолий Александрович
МПК: F28D 15/04
Метки: тепловой, трубы, изготовления, испарителя, контурной, способ
Текст:
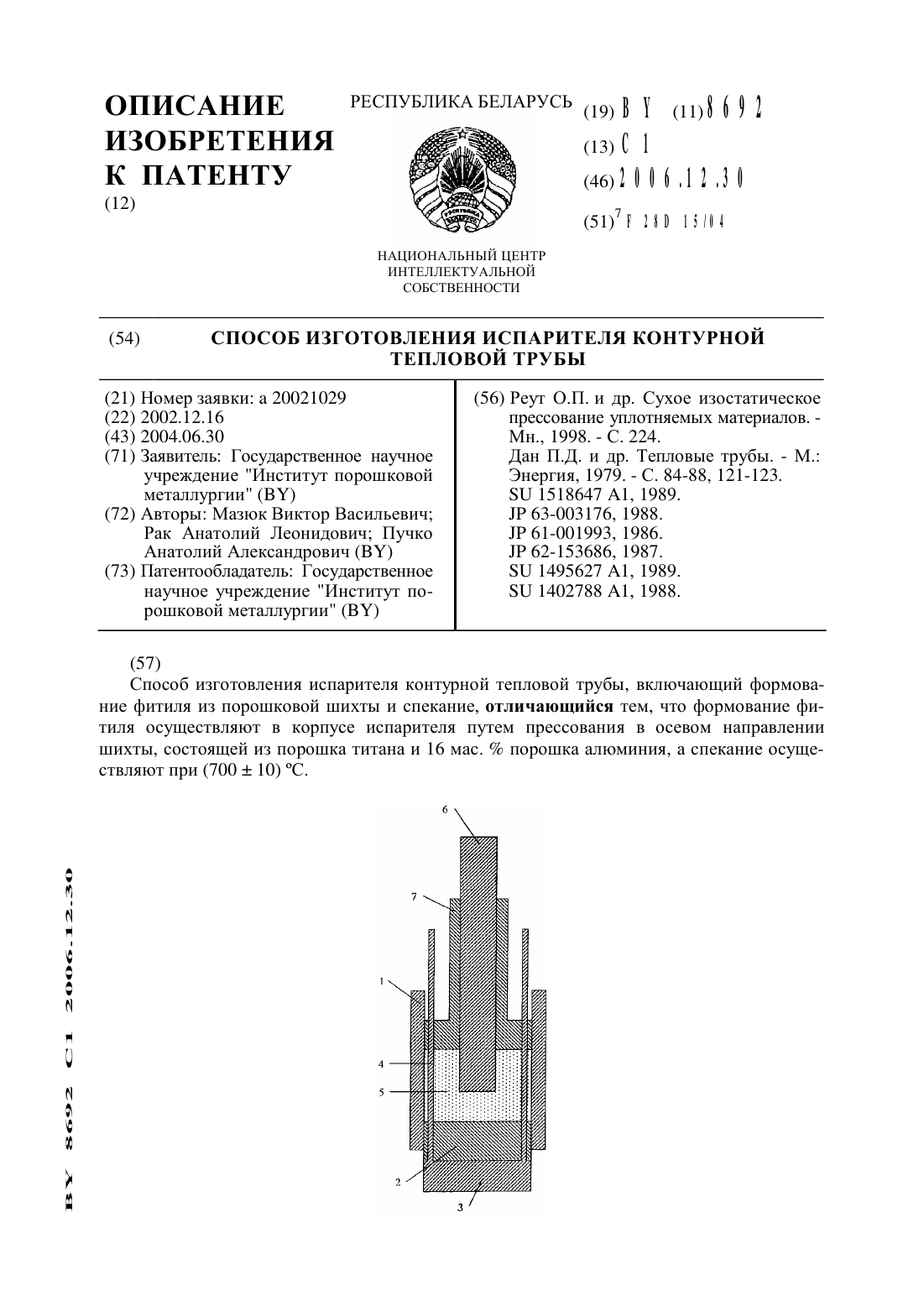
...7 И центрального стержня 6, осуществляется прессование донышка фитиля. После этой операции центральный стержень 6 фиксируется в занимаемом положении, а верхний пуансон 7 поднимается над корпусом (без снятия с каналообразующих стержней).На втором этапе формования фитиля внутрь корпуса 1 в пространство, ограниченное стенкой корпуса и Центральным стержнем 6, засыпается подготовленная порошковая шихта в количестве, необходимом для формования...
Плоский испаритель контурной тепловой трубы
Номер патента: U 1519
Опубликовано: 30.09.2004
Авторы: Рак Анатолий Леонидович, Мазюк Виктор Васильевич, Докторов Вячеслав Викторович
МПК: F28D 15/00
Метки: трубы, испаритель, тепловой, плоский, контурной
Текст:
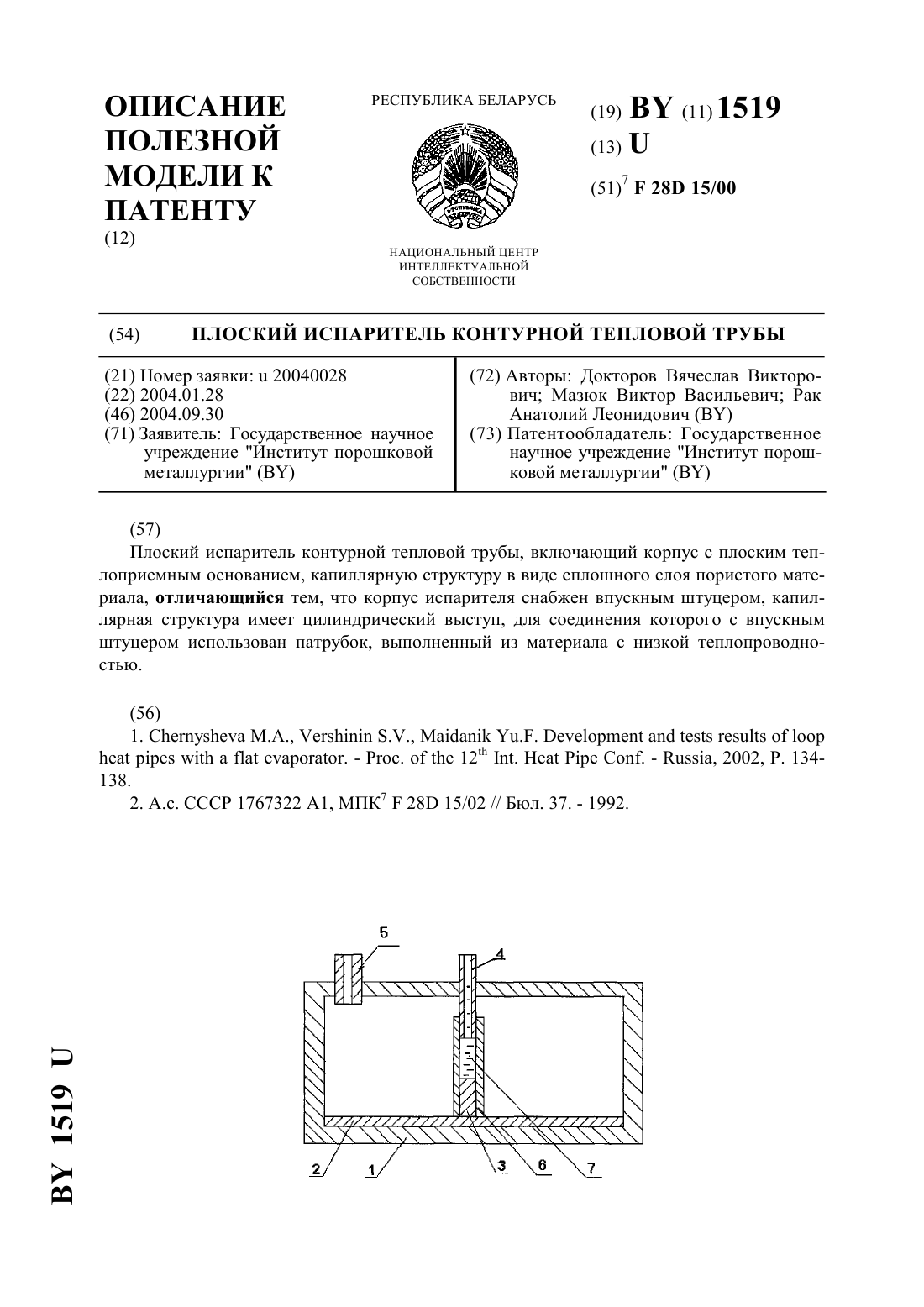
...значительный паразитный тепловой поток, обусловленный непосредственным контактом жидкого теплоносителя в кольцевых каналах-артериях вблизи впитывающей поверхности капиллярной структуры с корпусом испарителя и приводящий к закипанию жидкого теплоносителя уже при относительно невысоких тепловых нагрузках. Задача, которую решает предлагаемая полезная модель, заключается в снижении паразитного теплового потока и повышении максимальной...
Способ изготовления капиллярной структуры контурной тепловой трубы

Номер патента: 5945
Опубликовано: 30.03.2004
Авторы: Балащенко Андрей Викторович, Пилиневич Леонид Петрович, Рак Анатолий Леонидович, Мазюк Виктор Васильевич
МПК: F28D 15/00
Метки: способ, контурной, изготовления, капиллярной, тепловой, трубы, структуры
Текст:
...исключающей возможность припекания к ней порошка. В пространство между корпусом и сердечником засыпают порошок. Подвергая сборку температурному воздействию в соответствующей защитной атмосфере,производят припекание фрагментов капиллярной структуры к корпусу. Поскольку фрагменты капиллярной структуры не связаны между собой, в процессе припекания центральная усадка отсутствует каждый фрагмент усаживается в направлении корпуса. Тем самым...
Устройство для очистки плазмы дугового испарителя от микрочастиц
Номер патента: 9539
Опубликовано: 30.08.2007
Авторы: Вершина Алексей Константинович, Агеев Виталий Алексеевич, Латушкина Светлана Дмитриевна, Плескачевский Игорь Юрьевич
МПК: C23C 14/32
Метки: очистки, дугового, плазмы, устройство, микрочастиц, испарителя
Текст:
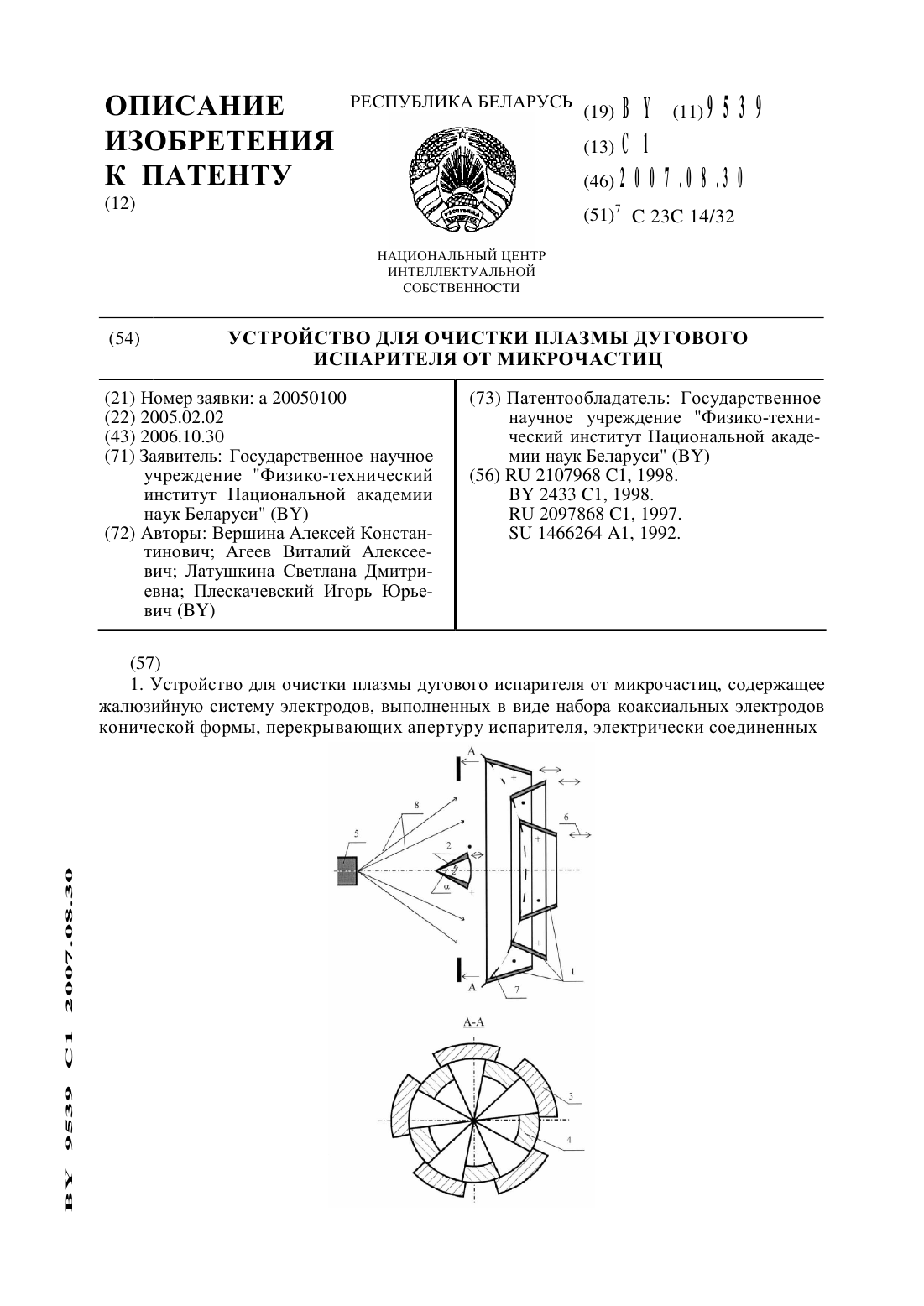
...повышение степени очистки плазменного потока от микрочастиц при сохранении высокой степени прозрачности для ионной компоненты.Поставленная задача решается за счет того, что в устройстве для очистки плазмы дугового испарителя от макрочастиц, содержащем жалюзную систему электродов, вь 1 полненных в виде набора коаксиальных электродов конической формы, перекрываюших апертуру испарителя, электрически соединенных между собой последовательно...
Устройство для тепловой обработки жидких пищевых продуктов
Номер патента: 3420
Опубликовано: 30.06.2000
Автор: Дымар Олег Викторович
МПК: A23C 3/02
Метки: пищевых, тепловой, обработки, жидких, продуктов, устройство
Текст:
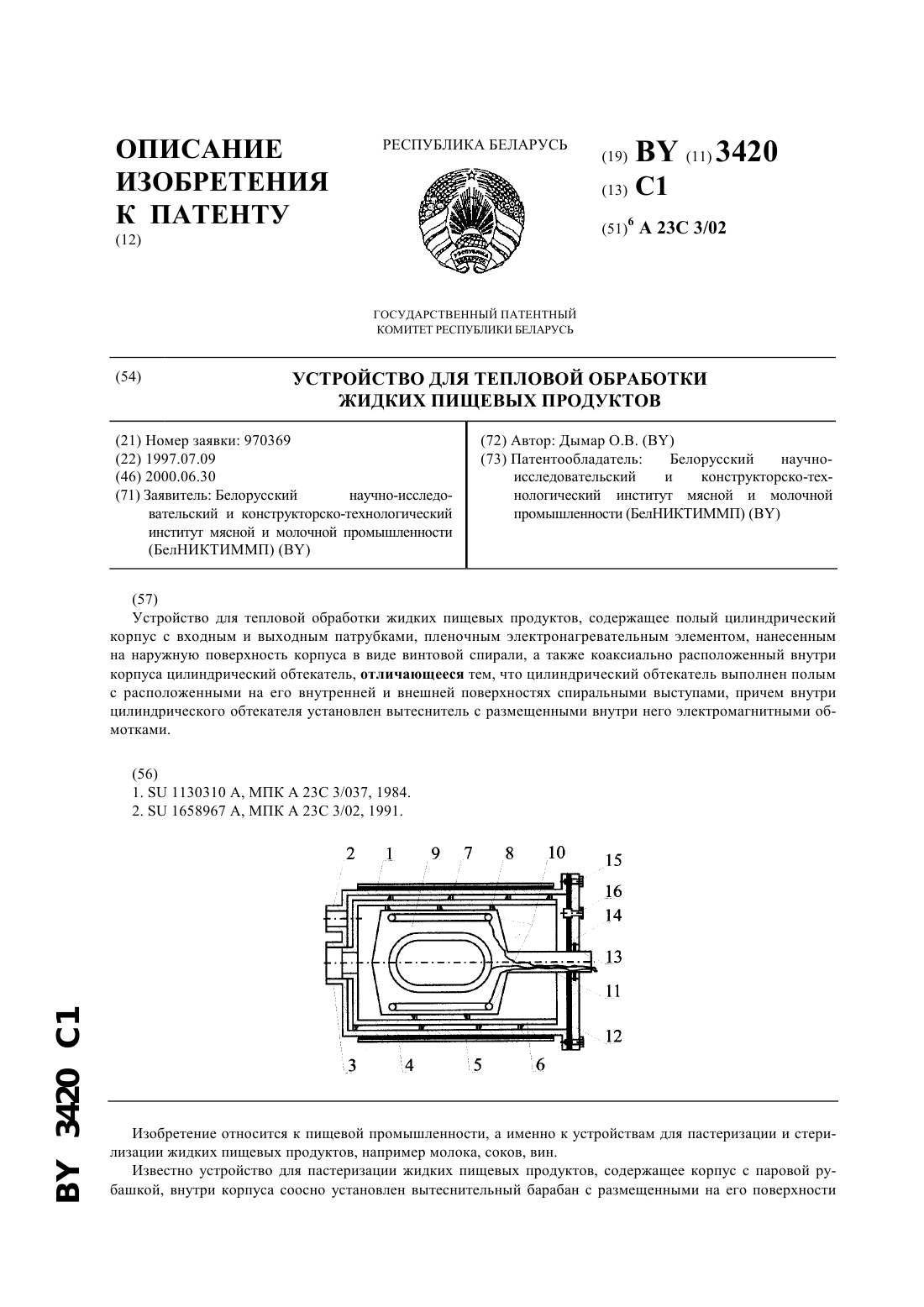
...Вращательное движение обтекателя за счет бегущего магнитного поля,создаваемого электромагнитными обмотками, интенсифицирует процесс теплообмена, делая возможным уменьшение габаритных размеров устройства. Совмещение функций насоса, пастеризатора (стерилизатора) и выдерживателя в одном устройстве позволяет снизить энерго- и материалоемкость. На чертеже показан общий вид устройства для тепловой обработки жидких пищевых продуктов....
Предыдущий патент: Парашютная система посадки беспилотного летательного аппарата
Следующий патент: Термоизолятор для стоечно-ригельных конструкций
Случайный патент: Способ дифференциальной диагностики пароксизмальной и персистирующей форм фибрилляции предсердий человека