Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: U 2101
Опубликовано: 30.09.2005
Авторы: Киселев Михаил Григорьевич, Новиков Александр Анатольевич, Степаненко Дмитрий Александрович

Текст
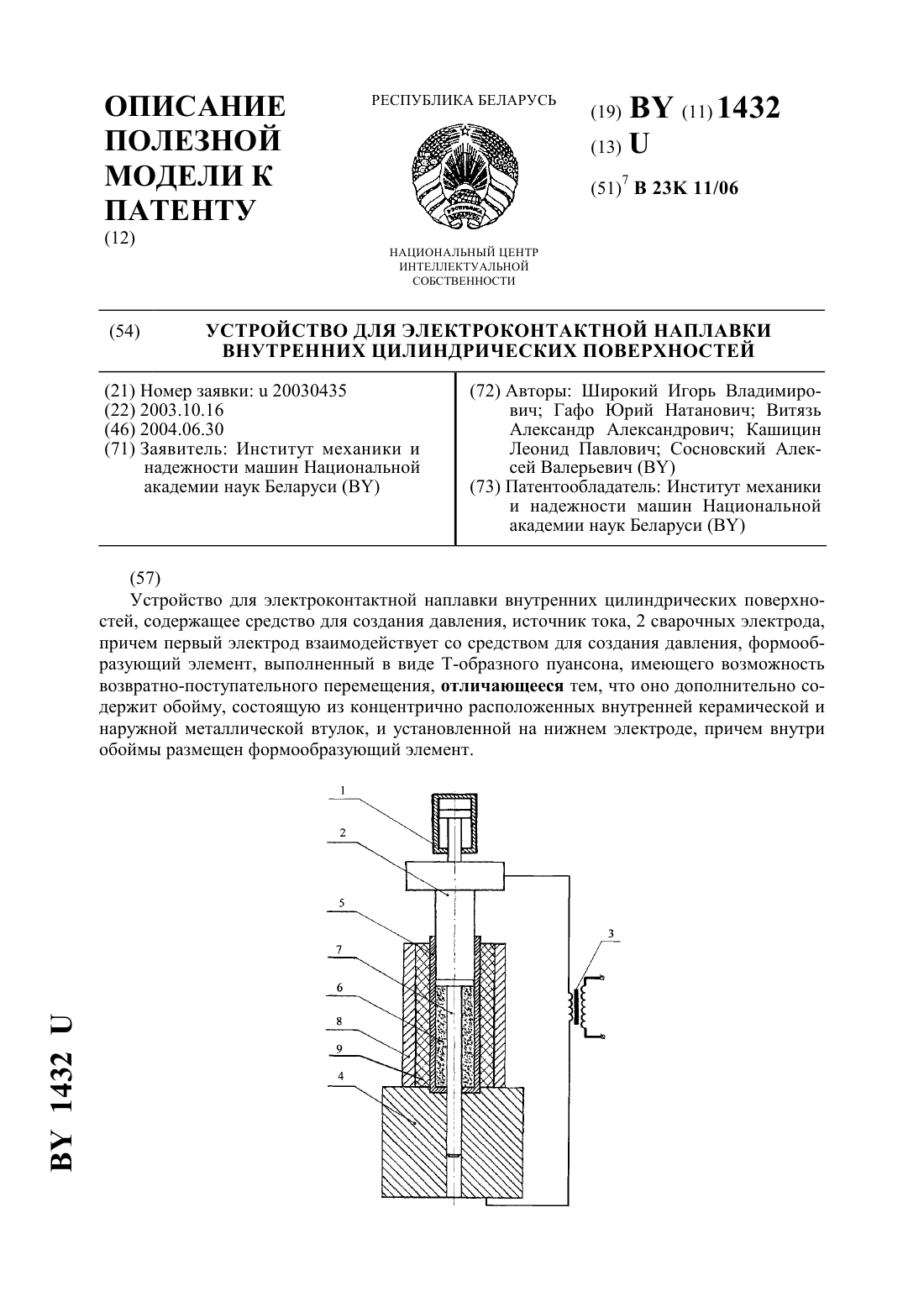
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ШАРЖИРОВАНИЯ БОКОВЫХ ПОВЕРХНОСТЕЙ РАСПИЛОВОЧНОГО ДИСКА(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Новиков Александр Анатольевич Степаненко Дмитрий Александрович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Устройство для шаржирования боковых поверхностей распиловочного диска, содержащее две синхронно вращающиеся акустические системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие элементы, и оправку с приводом вращения для установки заготовки распиловочного диска, отличающееся тем, что рабочая поверхность деформирующего элемента выполнена в виде кольца,а оси вращения оправки и акустических систем смещены относительно друг друга в горизонтальной плоскости. 2. Устройство по п. 1, отличающееся тем, что привод вращения заготовки выполнен в виде фрикционной передачи.(56) 1. А.с. СССР 1203790, МПК В 28 1/14. - Опубл. 1984. 2. Киселев М.Г., Минченя В, Касьяненко И.А. Повышение эксплуатационных показателей распиловочных дисков // Порошковая металлургия. - Вып. 21(1998). - С. 23-26. 21012005.09.30 Полезная модель относится к устройствам поверхностной обработки материалов, в частности, для шаржирования боковых поверхностей распиловочного диска алмазным порошком. Известно устройство для шаржирования распиловочного диска по односторонней схеме 1, содержащее вращающийся стол, на котором закреплен шаржируемый распиловочный диск, ультразвуковой инструмент сферической формы с плоским срезом, установленный с эксцентриситетом относительно оси концентратора ультразвукового преобразователя, а также механизм осцилляции радиальных колебательных перемещений и механизм нагружения. Недостатком известного устройства является низкая производительность шаржирования, так как обработку необходимо осуществлять последовательно с одной и другой стороны, а также отсутствие гарантированного вращения инструмента, что обуславливает низкую стабильность процесса. Наиболее близким к предлагаемой полезной модели является устройство для ультразвукового шаржирования распиловочного диска по двусторонней схеме 2. Устройство содержит узел шаржирования, в который входят две одинаковые акустические колебательные системы, расположенные соосно навстречу концентраторами. На торцах концентраторов ультразвуковых колебаний закрепляются, с возможностью самоустановки рабочих поверхностей, деформирующие элементы, выполненные в виде спиленных шариков из стали ШХ 15. Для ультразвукового возбуждения акустических колебательных систем применены пьезокерамические преобразователи. Обрабатываемая заготовка распиловочного диска закрепляется на оправке, которой посредством ременной передачи передается вращение от электродвигателя. Недостатками описанного устройства являются затрудненные условия доступа абразивной пасты в зону обработки, а также использование привода принудительного вращения оправки, что усложняет конструкцию устройства. Задачей полезной модели является повышение эффективности шаржирования, износостойкости шаржируемой поверхности и повышение выхода годного сырья при распиливании. Поставленная задача решается тем, что в устройстве для шаржирования боковых поверхностей распиловочного диска, содержащем две синхронно вращающиеся акустические системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие элементы, и оправку с приводом вращения для установки заготовки распиловочного диска, рабочая поверхность деформирующего элемента выполнена в виде кольца, а оси вращения оправки и акустических систем смещены друг относительно друга в горизонтальной плоскости. Привод вращения заготовки выполнен в виде фрикционной передачи. В заявляемой полезной модели используется так называемая разомкнутая акустическая колебательная система. Особенностью конструкции разомкнутых акустических колебательных систем является наличие одного или нескольких промежуточных элементов,размещаемых с возможностью перемещения относительно концентратора колебательной системы, между торцом концентратора и обрабатываемой поверхностью. В заявляемой полезной модели в качестве промежуточного элемента использован спиленный шарик,который устанавливается в сменный наконечник. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим работы. При этом в системе помимо ультразвуковых колебаний возникают низкочастотные колебания промежуточных звеньев, обусловленные динамическим уводом преобразователя. Колебания в виброударных системах состоят из ряда циклов. В начале каждого цикла происходит увеличение увода звеньев колебательной системы, то есть затягивание колебаний по амплитуде. Заканчивается цикл срывом колебаний, то есть их затуханием по амплитуде с последующим силовым замыканием звеньев колебательной системы. Амплитуда низкочастотных колебаний звеньев виброударной акустической сис 2 21012005.09.30 темы может в десятки раз превышать амплитуду ультразвуковых колебаний обычных акустических колебательных систем. Значительное увеличение амплитуды колебаний звеньев, достигаемое в разомкнутой акустической колебательной системе, приводит к значительному увеличению динамической силы, действующей на зерна абразива в момент их контакта со сменным инструментом, что, в свою очередь, приводит к увеличению производительности обработки. Кроме того, значительная амплитуда низкочастотных колебаний звеньев виброударной акустической системы приводит к возникновению в процессе обработки значительных зазоров между рабочей поверхностью сменного инструмента и поверхностью заготовки, что облегчает доступ абразивной суспензии в зону обработки. Полезная модель поясняется чертежом. Устройство содержит две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей 1 продольных колебаний с соосно расположенными концентраторами 2. Корпуса ультразвуковых преобразователей 3 установлены в шарикоподшипниках на каретках 4. Каретки 4 закреплены на направляющих качения, допускающих их перемещение вдоль общей оси ультразвуковых преобразователей 1. С корпусами ультразвуковых преобразователей 3 жестко связаны шкивы 5, с помощью которых передается вращение от электродвигателя 6 через промежуточный вал 7 и систему клиноременных передач. Между торцом концентратора 2 и поверхностью заготовки распиловочного диска 8 находится промежуточный деформирующий элемент 9 (спиленный шарик), рабочая поверхность которого имеет вид кольца. Деформирующий элемент 9 размещен в коническом отверстии сменного наконечника 10. Шаржируемый диск 8 крепится на оправке 11, которая устанавливается в обратные центра. Питание обоих ультразвуковых преобразователей 1 осуществляется от ультразвукового генератора 12 посредством токосъемных устройств 13. Это обеспечивает симметричность силовых воздействий на противоположные поверхности диска. Создание осевой статической нагрузки на ультразвуковые преобразователи обеспечивается аттестованными грузами с применением трособлочной системы (на чертеже не указана). Устройство работает следующим образом. На поверхность заготовки 8 в зоне обработки наносят абразивную пасту, состоящую из алмазного микропорошка, смешанного с касторовым маслом. Приводят в контакт деформирующий элемент 9 с поверхностью заготовки 8. Акустическую колебательную систему возбуждают от ультразвукового генератора 12. Путем подстройки частоты возбуждения добиваются возникновения в разомкнутой колебательной системе резонансного виброударного режима. При этом о возникновении резонансного режима можно судить по уровню акустического шума, возникающего при работе устройства. Колебания от концентратора 2 акустической колебательной системы передаются деформирующему элементу 9,размещенному в коническом отверстии сменного наконечника 10. Под действием колебаний деформирующий элемент 9 наносит удары по зернам абразива, нанесенным на поверхность заготовки 8, в результате чего происходит вдавливание частиц обрабатываемого материала. При этом вследствие возникновения в процессе обработки зазоров между рабочей поверхностью деформирующего элемента 9 и поверхностью заготовки 8 происходит постоянное поступление абразивной пасты в зону обработки. Вращение заготовки 8 происходит за счет изменения скорости скольжения точек контактной поверхности деформирующего элемента 9 относительно поверхности заготовки распиловочного диска 8 по поверхности контакта, то есть имеет место фрикционная передача вращающего момента. Доля времени разрыва контакта в цикле колебаний деформирующего инструмента 9 влияет на передаточное отношение фрикционной передачи, так как в течение цикла колебаний передача вращающего момента происходит лишь в течение времени контактного взаимодействия. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B28D 1/00
Метки: боковых, шаржирования, диска, поверхностей, распиловочного, устройство
Код ссылки
<a href="https://by.patents.su/3-u2101-ustrojjstvo-dlya-sharzhirovaniya-bokovyh-poverhnostejj-raspilovochnogo-diska.html" rel="bookmark" title="База патентов Беларуси">Устройство для шаржирования боковых поверхностей распиловочного диска</a>
Устройство контроля геометрической формы внутренних цилиндрических и сложнопрофильных поверхностей

Номер патента: U 1485
Опубликовано: 30.09.2004
Авторы: Зуев Владимир Павлович, Дедков Андрей Иванович, Плавинский Валерий Антонович, Зайцев Валентин Андреевич
МПК: G01B 5/20
Метки: контроля, сложнопрофильных, устройство, цилиндрических, поверхностей, формы, геометрической, внутренних
Текст:
...от расчетной образцовой, и трехканальный измерительный рычажный механизм 8 (фиг. 2), закрепленный на каретке 3, состоящий из держателя 9 с установленными на нем тремя расположенными равномерно по кругу ползунами 10 с возможностью их радиального перемещения и фиксации, несущими три преобразователя линейных перемещений 6 и три измерительных рычага 11, одним плечом взаимодействующих с преобразователями линейных перемещений 6, а вторым -...
Устройство контроля геометрической формы наружных цилиндрических и сложнопрофильных поверхностей

Номер патента: U 1368
Опубликовано: 30.06.2004
Авторы: Дедков Андрей Иванович, Плавинский Валерий Антонович, Зайцев Валентин Андреевич, Зуев Владимир Павлович
МПК: G01B 5/20
Метки: контроля, сложнопрофильных, цилиндрических, поверхностей, наружных, устройство, геометрической, формы
Текст:
...совпадающей с осью механизма 4 крепления и вращения контролируемой детали, и блок обработки сигналов 7, подключенный к преобразователям линейных перемещений 6 и компьютерной системе 8 суммирования показаний преобразователей 6 и вычисления отклонений формы контролируемой поверхности от расчетной образцовой. Устройство контроля геометрической формы наружных цилиндрических и сложнопрофильных поверхностей работает следующим образом. После...
Устройство для отделочной и упрочняющей обработки плоских поверхностей

Номер патента: U 1032
Опубликовано: 30.09.2003
Авторы: Пашкевич Михаил Федорович, Варанец Ангелина Александровна, Пашкевич Виктор Михайлович
МПК: B24B 39/00
Метки: обработки, поверхностей, плоских, отделочной, упрочняющей, устройство
Текст:
...обработки плоских поверхностей большим количеством одновременно работающих шариков 3, содержащий корпус, упруго соединенный с оправкой и хвостовиком, сепаратор с шариками,служащий для удержания последних от выпадания и свободно вращающийся на оправке. Здесь беговая дорожка образована коническими поверхностями двух колец, концентрично расположенных в корпусе. В таком устройстве 2 отсутствует скольжение шаров, т.е. отсутствует выглаживание...
Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей
Номер патента: U 1432
Опубликовано: 30.06.2004
Авторы: Гафо Юрий Натанович, Сосновский Алексей Валерьевич, Витязь Александр Александрович, Широкий Игорь Владимирович, Кашицин Леонид Павлович
МПК: B23K 11/06
Метки: устройство, поверхностей, электроконтактной, наплавки, цилиндрических, внутренних
Текст:
...стенки к высоте которых менее 1/4, так как возникающее при уплотнении порошка радиальное усилие приводит к деформации заготовки в радиальном направлении. Задачей предлагаемой полезной модели является исключить деформацию заготовки в радиальном направлении в процессе наплавки покрытий на внутреннюю цилиндрическую поверхность деталей с диаметром меньше 20 мм, соотношение толщины стенки к высоте которых менее 1/4. Решение поставленной...
Устройство для нарезания ребристых поверхностей теплообменников на токарном станке
Номер патента: 2826
Опубликовано: 30.06.1999
Авторы: Дьяков Игорь Иванович, Миткевич Станислав Иосифович, Кислов Юрий Николай
МПК: B23P 15/26, B23B 1/00
Метки: устройство, токарном, поверхностей, нарезания, теплообменников, станке, ребристых
Текст:
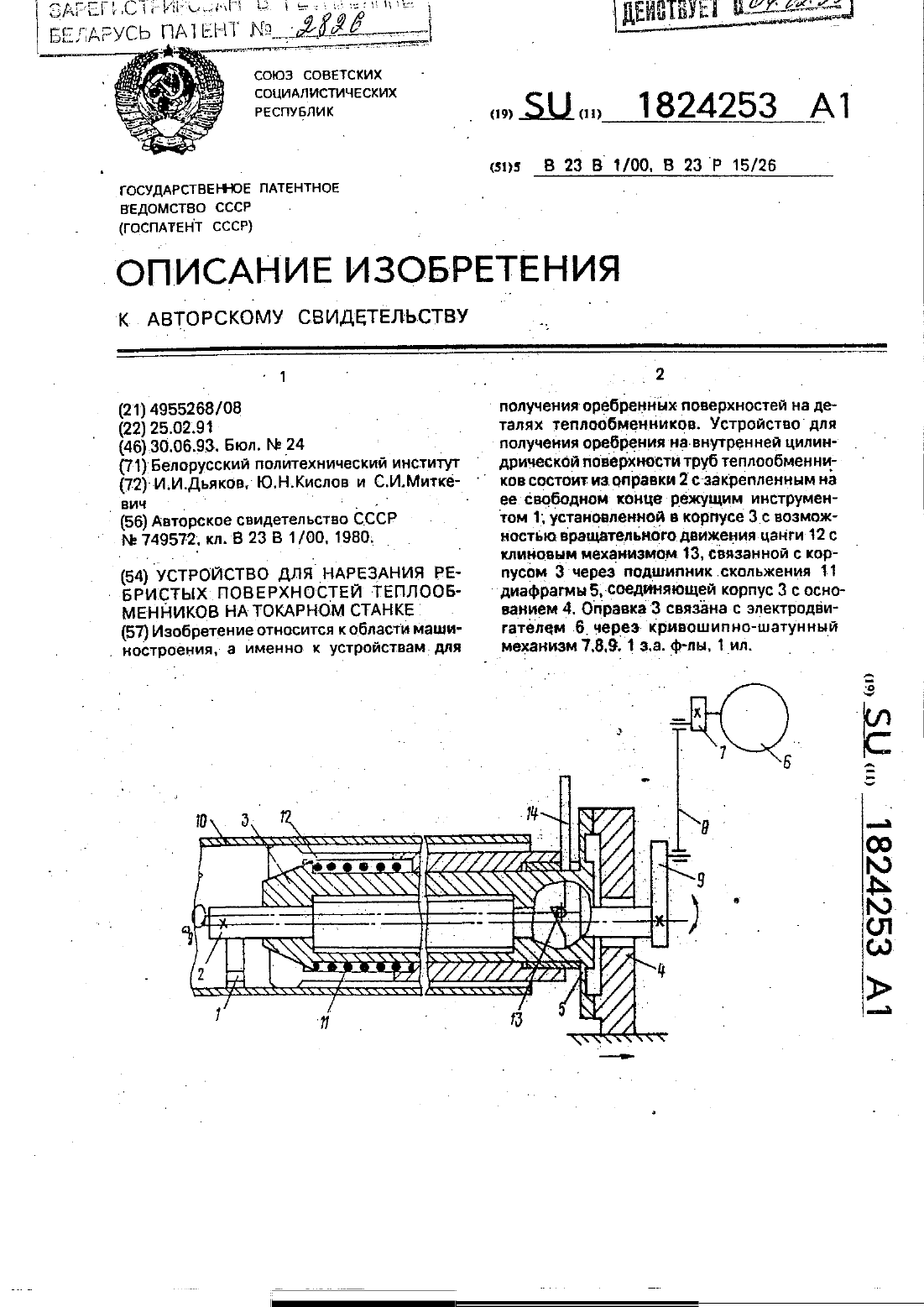
...цангу-12 и позволяет ввести оправку с резцом 1 (резец находиться в верхнем начальном положении) в отверстие заготовки 10. Рычаг 14 возвращают в исходное положение в результате чего рабочая часть цанги 12 будет соприкасаться с внутренним диаметром заготовки 10. Затем включают электродвигатель б, который приводит посредством кривошипно-шатунного механизма 9. В 7 в возвратно-качательное движение оправку 2 с резцом 1 и включают одновременное...
Предыдущий патент: Аппарат для очистки воды от органических компонентов
Следующий патент: Устройство для образования уширений в скважине
Случайный патент: Устройство для регулирования положения сиденья транспортного средства