Линия для изготовления шариковых направляющих мебельной фактуры
Номер патента: U 413
Опубликовано: 30.12.2001
Авторы: Шолухов Виктор Анатольевич, Саскевич Михаил Петрович, Клушин Валерий Александрович
Текст
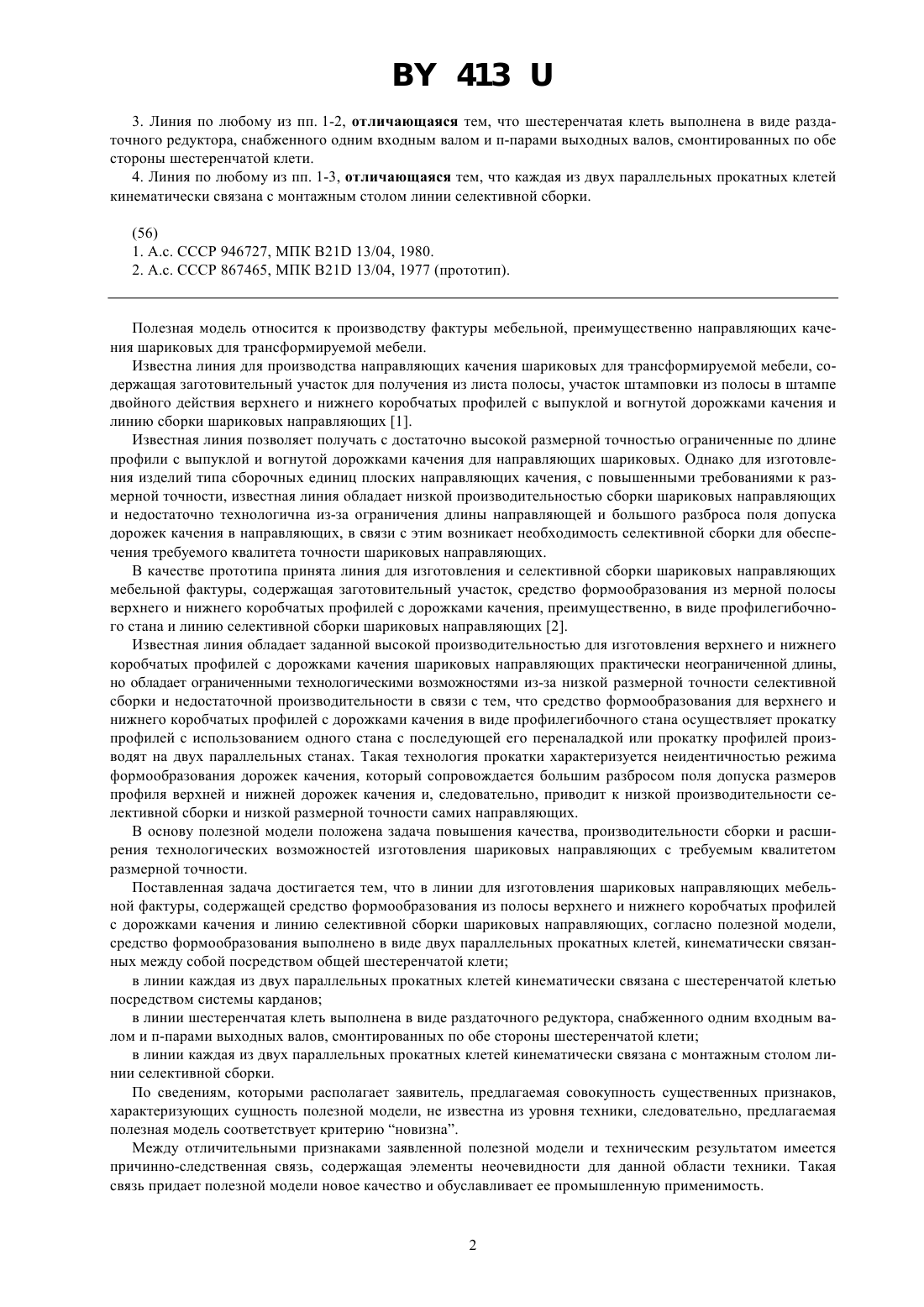
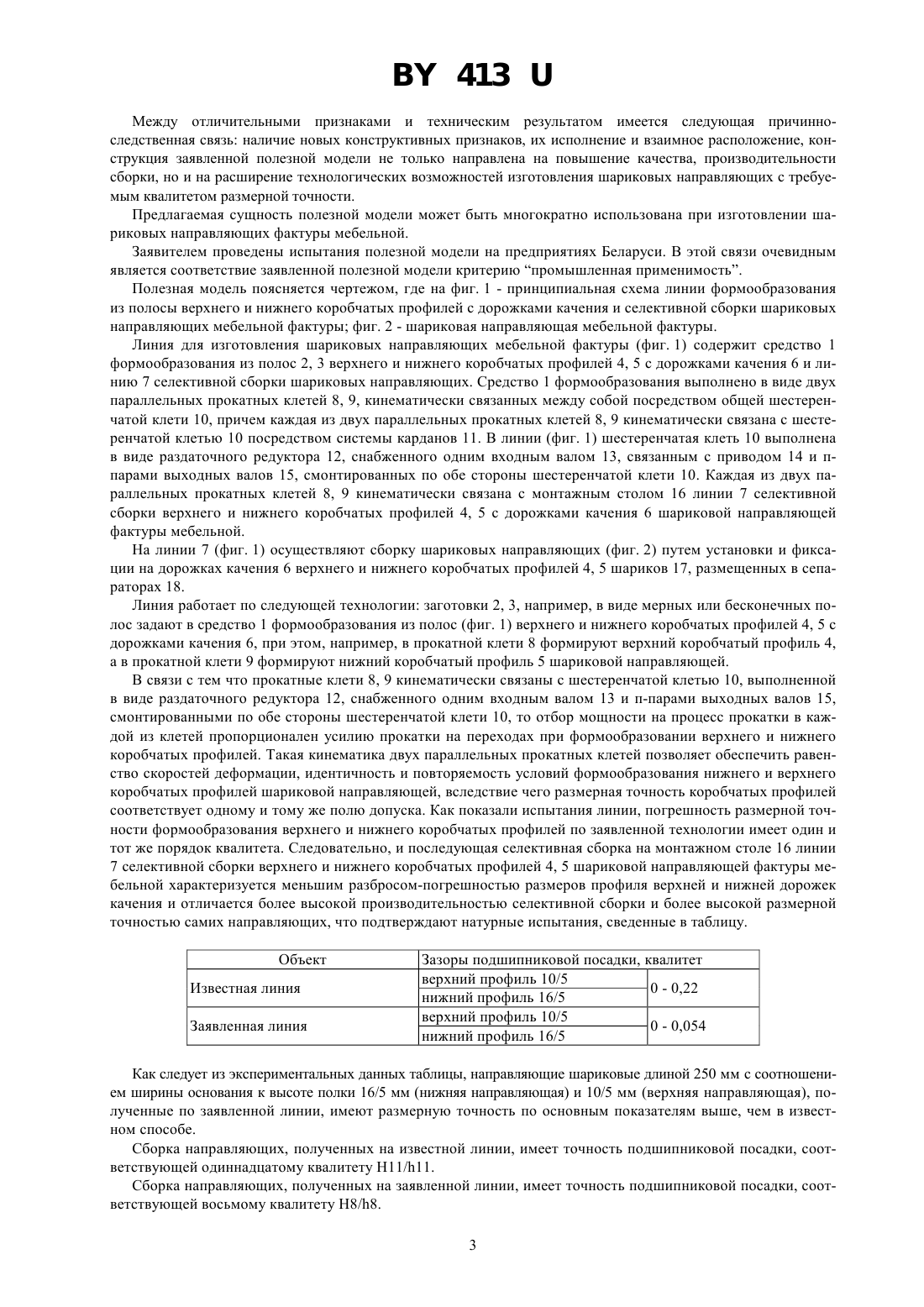
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШАРИКОВЫХ НАПРАВЛЯЮЩИХ МЕБЕЛЬНОЙ ФАКТУРЫ(71) Заявители Открытое Акционерное Общество САТУРН, Клушин В.А.(73) Патентообладатели Открытое Акционерное Общество САТУРН,Клушин Валерий Александрович(57) 1. Линия для изготовления шариковых направляющих мебельной фактуры, содержащая средство формообразования из полосы верхнего и нижнего коробчатых профилей с дорожками качения и линию селективной сборки шариковых направляющих, отличающаяся тем, что средство формообразования выполнено в виде двух параллельных прокатных клетей, кинематически связанных между собой посредством общей шестеренчатой клети. 2. Линия по п. 1, отличающаяся тем, что каждая из двух параллельных прокатных клетей кинематически связана с шестеренчатой клетью посредством системы карданов. 4133. Линия по любому из пп. 1-2, отличающаяся тем, что шестеренчатая клеть выполнена в виде раздаточного редуктора, снабженного одним входным валом и п-парами выходных валов, смонтированных по обе стороны шестеренчатой клети. 4. Линия по любому из пп. 1-3, отличающаяся тем, что каждая из двух параллельных прокатных клетей кинематически связана с монтажным столом линии селективной сборки. Полезная модель относится к производству фактуры мебельной, преимущественно направляющих качения шариковых для трансформируемой мебели. Известна линия для производства направляющих качения шариковых для трансформируемой мебели, содержащая заготовительный участок для получения из листа полосы, участок штамповки из полосы в штампе двойного действия верхнего и нижнего коробчатых профилей с выпуклой и вогнутой дорожками качения и линию сборки шариковых направляющих 1. Известная линия позволяет получать с достаточно высокой размерной точностью ограниченные по длине профили с выпуклой и вогнутой дорожками качения для направляющих шариковых. Однако для изготовления изделий типа сборочных единиц плоских направляющих качения, с повышенными требованиями к размерной точности, известная линия обладает низкой производительностью сборки шариковых направляющих и недостаточно технологична из-за ограничения длины направляющей и большого разброса поля допуска дорожек качения в направляющих, в связи с этим возникает необходимость селективной сборки для обеспечения требуемого квалитета точности шариковых направляющих. В качестве прототипа принята линия для изготовления и селективной сборки шариковых направляющих мебельной фактуры, содержащая заготовительный участок, средство формообразования из мерной полосы верхнего и нижнего коробчатых профилей с дорожками качения, преимущественно, в виде профилегибочного стана и линию селективной сборки шариковых направляющих 2. Известная линия обладает заданной высокой производительностью для изготовления верхнего и нижнего коробчатых профилей с дорожками качения шариковых направляющих практически неограниченной длины,но обладает ограниченными технологическими возможностями из-за низкой размерной точности селективной сборки и недостаточной производительности в связи с тем, что средство формообразования для верхнего и нижнего коробчатых профилей с дорожками качения в виде профилегибочного стана осуществляет прокатку профилей с использованием одного стана с последующей его переналадкой или прокатку профилей производят на двух параллельных станах. Такая технология прокатки характеризуется неидентичностью режима формообразования дорожек качения, который сопровождается большим разбросом поля допуска размеров профиля верхней и нижней дорожек качения и, следовательно, приводит к низкой производительности селективной сборки и низкой размерной точности самих направляющих. В основу полезной модели положена задача повышения качества, производительности сборки и расширения технологических возможностей изготовления шариковых направляющих с требуемым квалитетом размерной точности. Поставленная задача достигается тем, что в линии для изготовления шариковых направляющих мебельной фактуры, содержащей средство формообразования из полосы верхнего и нижнего коробчатых профилей с дорожками качения и линию селективной сборки шариковых направляющих, согласно полезной модели,средство формообразования выполнено в виде двух параллельных прокатных клетей, кинематически связанных между собой посредством общей шестеренчатой клети в линии каждая из двух параллельных прокатных клетей кинематически связана с шестеренчатой клетью посредством системы карданов в линии шестеренчатая клеть выполнена в виде раздаточного редуктора, снабженного одним входным валом и п-парами выходных валов, смонтированных по обе стороны шестеренчатой клети в линии каждая из двух параллельных прокатных клетей кинематически связана с монтажным столом линии селективной сборки. По сведениям, которыми располагает заявитель, предлагаемая совокупность существенных признаков,характеризующих сущность полезной модели, не известна из уровня техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Между отличительными признаками заявленной полезной модели и техническим результатом имеется причинно-следственная связь, содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. 413 Между отличительными признаками и техническим результатом имеется следующая причинноследственная связь наличие новых конструктивных признаков, их исполнение и взаимное расположение, конструкция заявленной полезной модели не только направлена на повышение качества, производительности сборки, но и на расширение технологических возможностей изготовления шариковых направляющих с требуемым квалитетом размерной точности. Предлагаемая сущность полезной модели может быть многократно использована при изготовлении шариковых направляющих фактуры мебельной. Заявителем проведены испытания полезной модели на предприятиях Беларуси. В этой связи очевидным является соответствие заявленной полезной модели критерию промышленная применимость. Полезная модель поясняется чертежом, где на фиг. 1 - принципиальная схема линии формообразования из полосы верхнего и нижнего коробчатых профилей с дорожками качения и селективной сборки шариковых направляющих мебельной фактуры фиг. 2 - шариковая направляющая мебельной фактуры. Линия для изготовления шариковых направляющих мебельной фактуры (фиг. 1) содержит средство 1 формообразования из полос 2, 3 верхнего и нижнего коробчатых профилей 4, 5 с дорожками качения 6 и линию 7 селективной сборки шариковых направляющих. Средство 1 формообразования выполнено в виде двух параллельных прокатных клетей 8, 9, кинематически связанных между собой посредством общей шестеренчатой клети 10, причем каждая из двух параллельных прокатных клетей 8, 9 кинематически связана с шестеренчатой клетью 10 посредством системы карданов 11. В линии (фиг. 1) шестеренчатая клеть 10 выполнена в виде раздаточного редуктора 12, снабженного одним входным валом 13, связанным с приводом 14 и ппарами выходных валов 15, смонтированных по обе стороны шестеренчатой клети 10. Каждая из двух параллельных прокатных клетей 8, 9 кинематически связана с монтажным столом 16 линии 7 селективной сборки верхнего и нижнего коробчатых профилей 4, 5 с дорожками качения 6 шариковой направляющей фактуры мебельной. На линии 7 (фиг. 1) осуществляют сборку шариковых направляющих (фиг. 2) путем установки и фиксации на дорожках качения 6 верхнего и нижнего коробчатых профилей 4, 5 шариков 17, размещенных в сепараторах 18. Линия работает по следующей технологии заготовки 2, 3, например, в виде мерных или бесконечных полос задают в средство 1 формообразования из полос (фиг. 1) верхнего и нижнего коробчатых профилей 4, 5 с дорожками качения 6, при этом, например, в прокатной клети 8 формируют верхний коробчатый профиль 4,а в прокатной клети 9 формируют нижний коробчатый профиль 5 шариковой направляющей. В связи с тем что прокатные клети 8, 9 кинематически связаны с шестеренчатой клетью 10, выполненной в виде раздаточного редуктора 12, снабженного одним входным валом 13 и п-парами выходных валов 15,смонтированными по обе стороны шестеренчатой клети 10, то отбор мощности на процесс прокатки в каждой из клетей пропорционален усилию прокатки на переходах при формообразовании верхнего и нижнего коробчатых профилей. Такая кинематика двух параллельных прокатных клетей позволяет обеспечить равенство скоростей деформации, идентичность и повторяемость условий формообразования нижнего и верхнего коробчатых профилей шариковой направляющей, вследствие чего размерная точность коробчатых профилей соответствует одному и тому же полю допуска. Как показали испытания линии, погрешность размерной точности формообразования верхнего и нижнего коробчатых профилей по заявленной технологии имеет один и тот же порядок квалитета. Следовательно, и последующая селективная сборка на монтажном столе 16 линии 7 селективной сборки верхнего и нижнего коробчатых профилей 4, 5 шариковой направляющей фактуры мебельной характеризуется меньшим разбросом-погрешностью размеров профиля верхней и нижней дорожек качения и отличается более высокой производительностью селективной сборки и более высокой размерной точностью самих направляющих, что подтверждают натурные испытания, сведенные в таблицу. Объект Известная линия Заявленная линия Зазоры подшипниковой посадки, квалитет верхний профиль 10/5 0 - 0,22 нижний профиль 16/5 верхний профиль 10/5 0 - 0,054 нижний профиль 16/5 Как следует из экспериментальных данных таблицы, направляющие шариковые длиной 250 мм с соотношением ширины основания к высоте полки 16/5 мм (нижняя направляющая) и 10/5 мм (верхняя направляющая), полученные по заявленной линии, имеют размерную точность по основным показателям выше, чем в известном способе. Сборка направляющих, полученных на известной линии, имеет точность подшипниковой посадки, соответствующей одиннадцатому квалитету 11/11. Сборка направляющих, полученных на заявленной линии, имеет точность подшипниковой посадки, соответствующей восьмому квалитету 8/8. 3 413 Промышленное использование полезной модели предполагается в ОАО САТУРН, г. Житковичи и на других предприятиях Беларуси. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: изготовления, мебельной, направляющих, шариковых, фактуры, линия
Код ссылки
<a href="https://by.patents.su/4-u413-liniya-dlya-izgotovleniya-sharikovyh-napravlyayushhih-mebelnojj-faktury.html" rel="bookmark" title="База патентов Беларуси">Линия для изготовления шариковых направляющих мебельной фактуры</a>
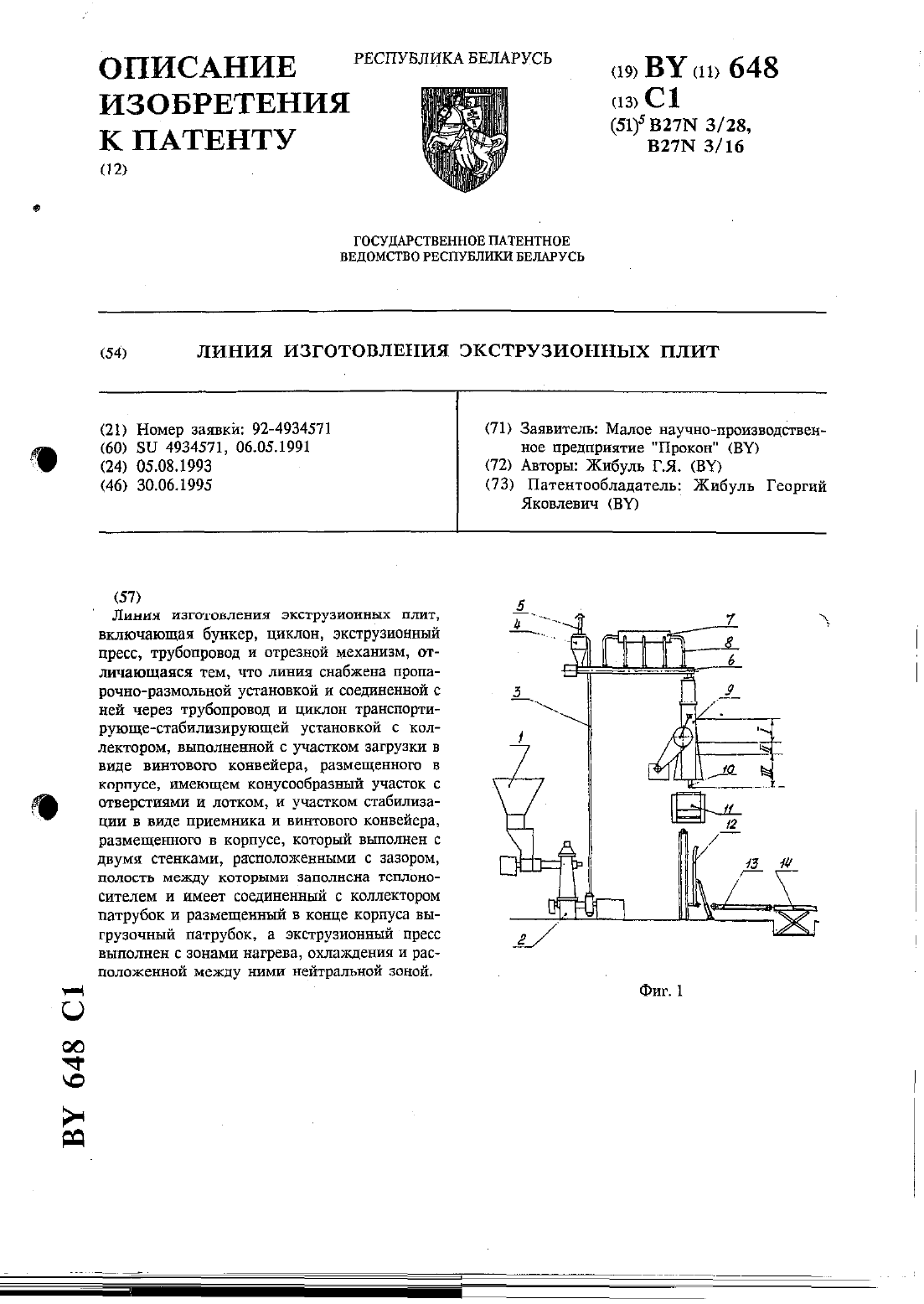
Линия изготовления экструзионных плит
Номер патента: 648
Опубликовано: 30.06.1995
Автор: Жибуль Георгий Яковлевич
Метки: плит, линия, экструзионных, изготовления
Текст:
...26, выгрузочный патрубок 27. Экструзионный пресс содержит три зоны - зону нагрева 1, нейтральную зону 11 и зону охлаждения 111.Линия работает следующим образом. Исходное органическое сырье, например измельченная древесина, льнокостра, камыш и т.п. из бункера 1 поступает в пропарочно-размольную установку 2, где производится пропарка насыщенным паром и размол в горячем состоянии. После размола полученная масса подается по трубопроводу 3...
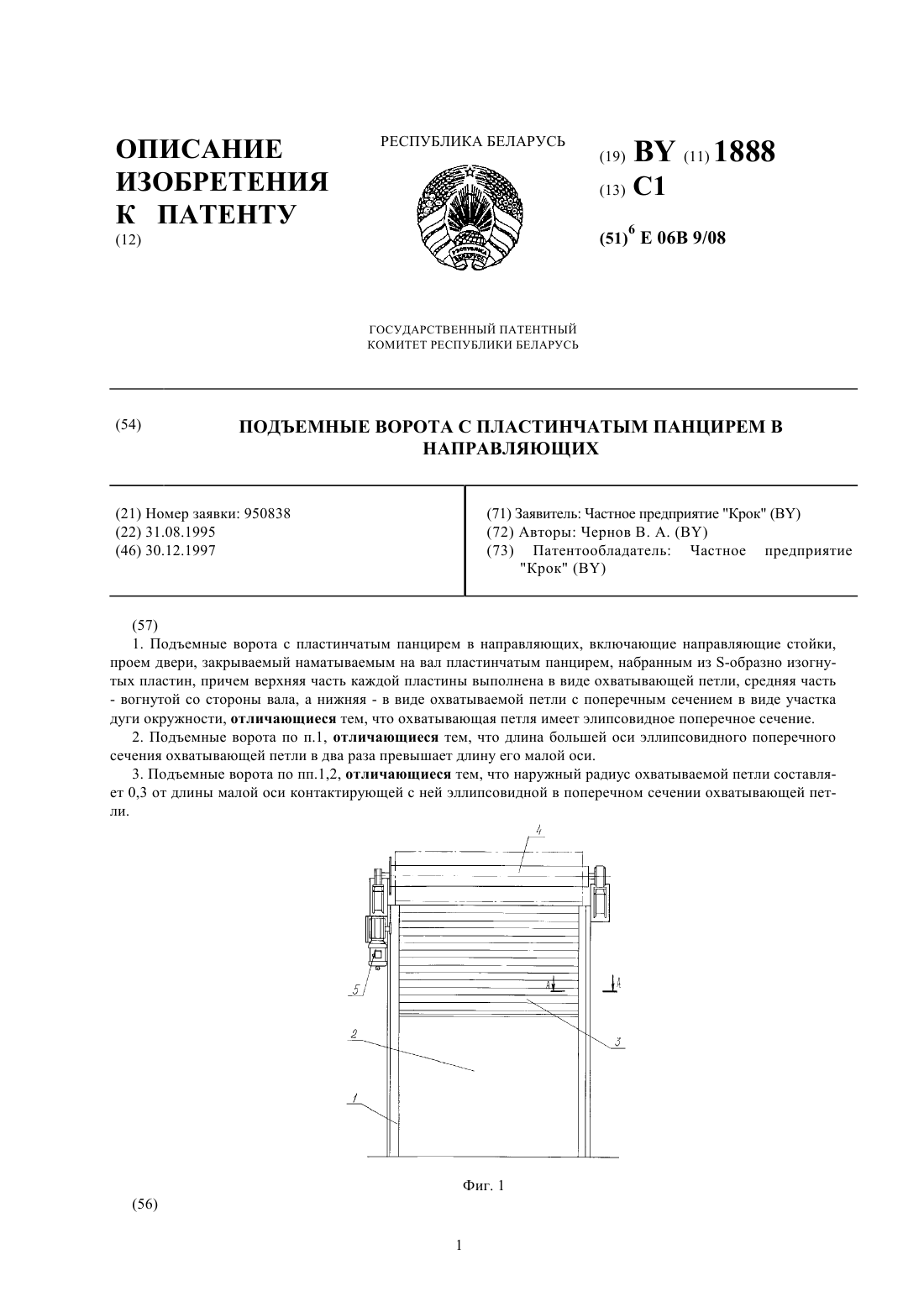
Подъемные ворота с пластинчатым панцирем в направляющих
Номер патента: 1888
Опубликовано: 30.12.1997
Автор: Чернов Владимир Алексеевич
МПК: E06B 9/08
Метки: подъемные, пластинчатым, направляющих, панцирем, ворота
Текст:
...панциря более двух приводит к образованию мертвых зон, в которые не заходит охватываемая петля последующей пластины и приводит к увеличению радиуса намотки пластин на вал и увеличению зазора между пластинами на вале. Уменьшение отношения вышеназванных осей меньше, чем два не позволяет свободно совершать вращательно-поступательное движение последующих пластин в образованном шарнире, что приводит к перегибу и разрушению пластин. Радиус...
Порог для дорожных направляющих устройств

Номер патента: 2298
Опубликовано: 30.09.1998
Автор: Вильхельм ЮНКЕР
МПК: E01F 15/00, E01F 9/00
Метки: устройств, направляющих, дорожных, порог
Текст:
...правда, на примыкающем к нижней стороне нижнем отрезке участка боковой стороны прямо, а в остальном выпукло, исключается то, что выпучившаяся боковина шины достигнет боковой стороны прежде, чем ее плечо достигнет нижней части боковой стороны. За счет этого колесо уже совершает наезд на порог, прежде, чем боковина его шины сможет сдвинуть его. За счет того, что в зоне боковой стороны порога имеется уступ относительно огибающий, это облегчает...
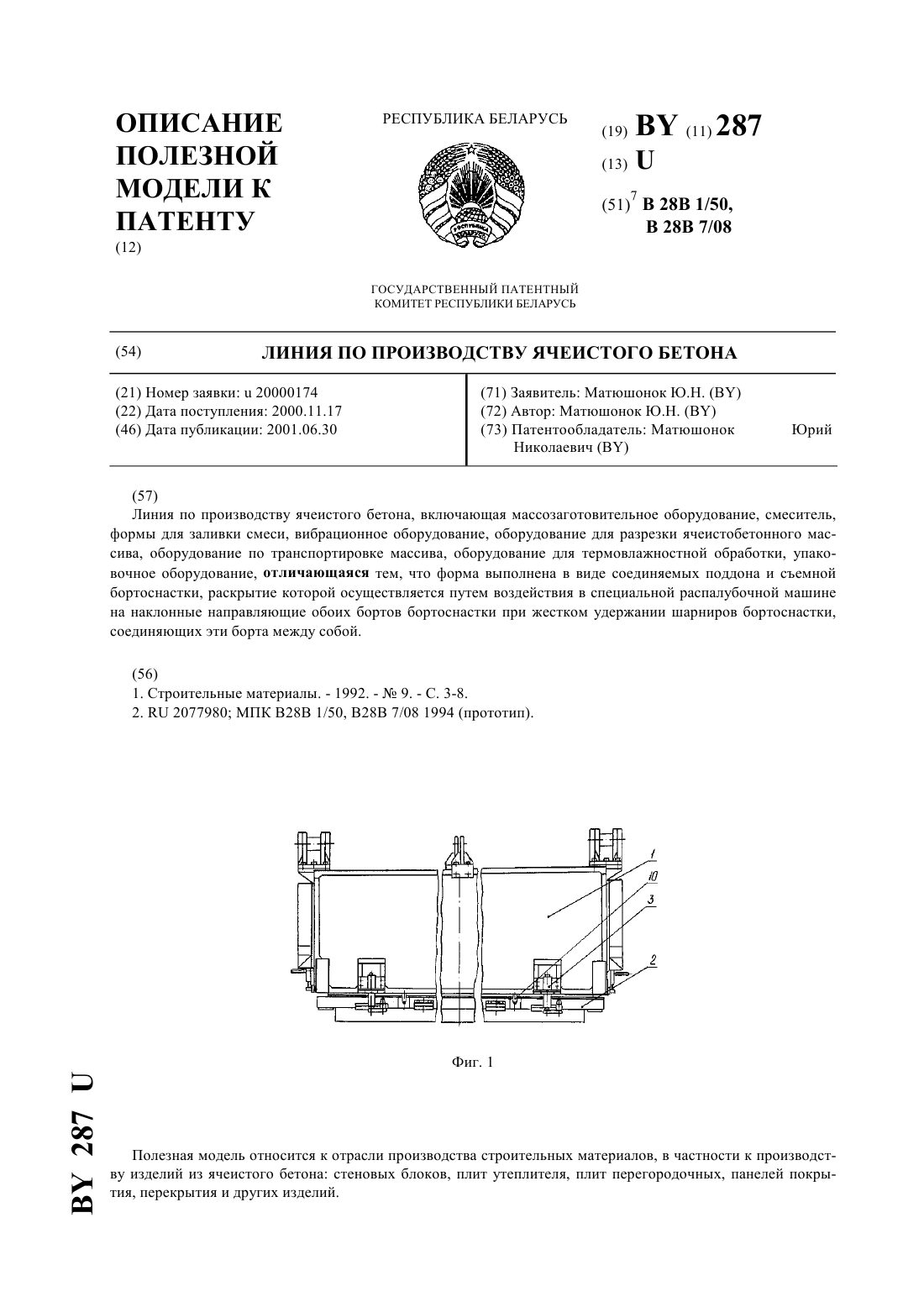
Линия по производству ячеистого бетона
Номер патента: U 287
Опубликовано: 30.06.2001
Автор: Матюшонок Юрий Николаевич
Метки: линия, ячеистого, производству, бетона
Текст:
...на отформованный массив, а его перемещение происходит без кантования, на жестком поддоне. На фиг. 1 изображена форма. На фиг. 2 изображена форма - вид сбоку. На фиг 3 изображен вид с боку распалубочной машины. Форма для заливки ячеистобетонной смеси состоит из бортоснастки 1 и поддона 2. Крепление бортоснастки 1 к поддону 2 осуществляется при помощи замков 3. Бортоснастка 1 состоит из бортов 4 и 5, соединенных между собой двумя...
Воздушная линия электропередачи

Номер патента: 2300
Опубликовано: 30.09.1998
Авторы: Федин Виктор Тимофеевич, Левчик Виктор Николаевич
МПК: H02G 7/00
Метки: линия, воздушная, электропередачи
Текст:
...чувствительные к расходу проходящей через них среды, расположенные между секциями аэростата для сообщения их между собой, при этом продольные оси аэростатов расположены параллельно оси линии электропередачи. В воздушной линии электропередачи каждый аэростат может быть снабжен каналами, совпадающими с продольной осью аэростата, причем провод расположен внутри каждого канала. В воздушной линии электропередачи провода между аэростатами по...
Предыдущий патент: Устройство для оценки механических характеристик асфальтобетона
Следующий патент: Гидрозатвор сосуда для сбраживания пищевых продуктов
Случайный патент: Способ хирургического лечения послеоперационной вентральной грыжи