Линия для изготовления листового профиля
Текст
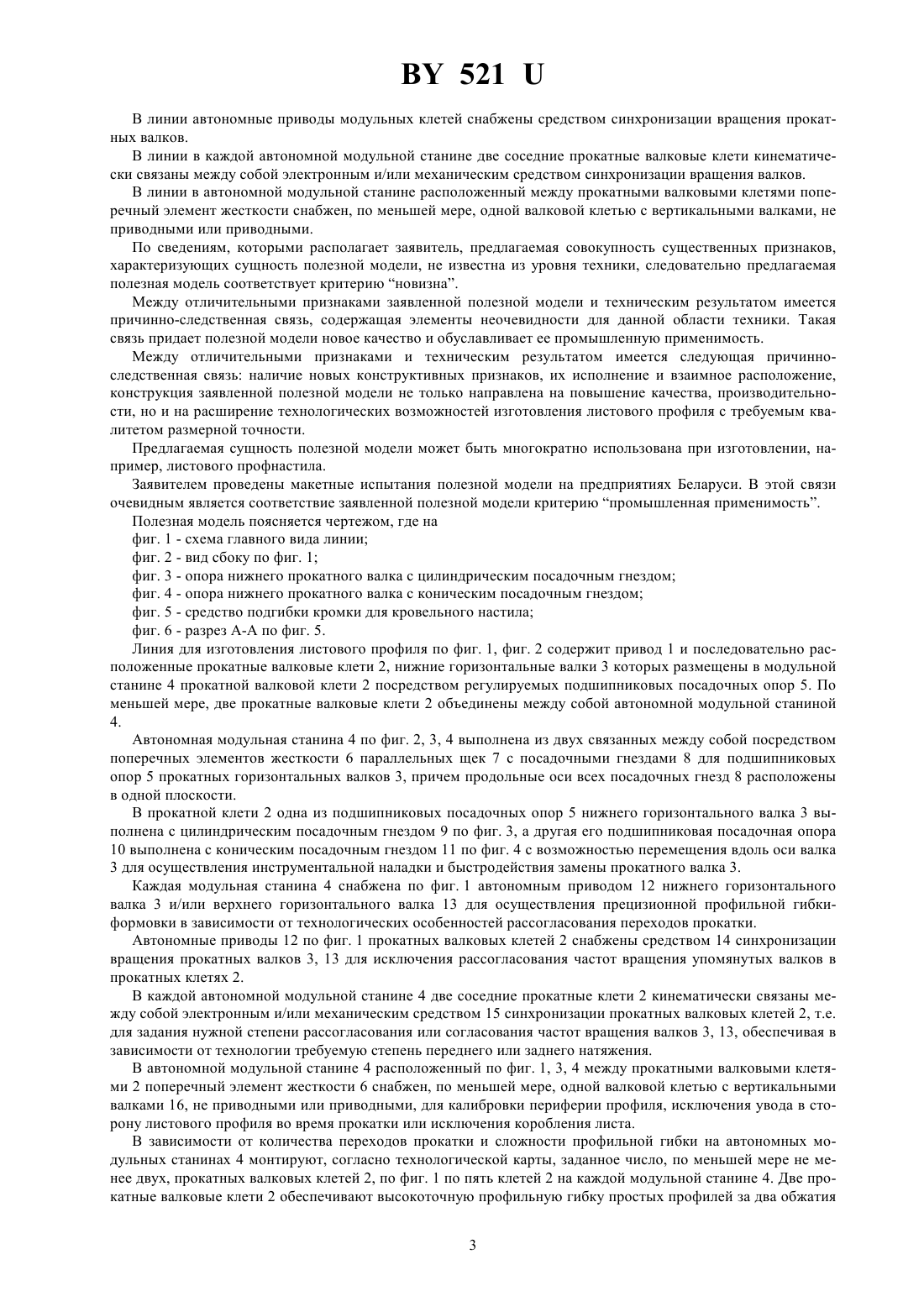
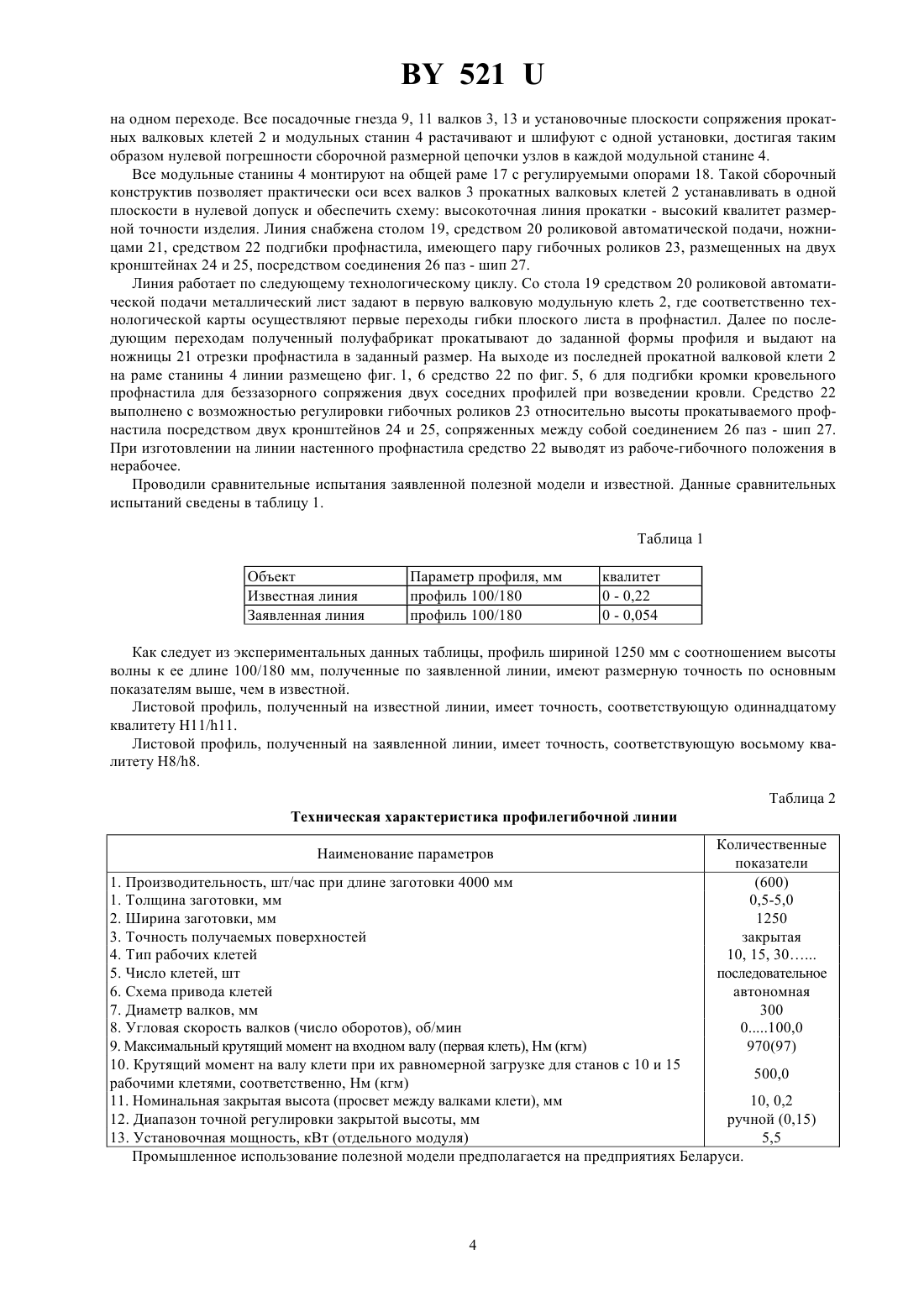
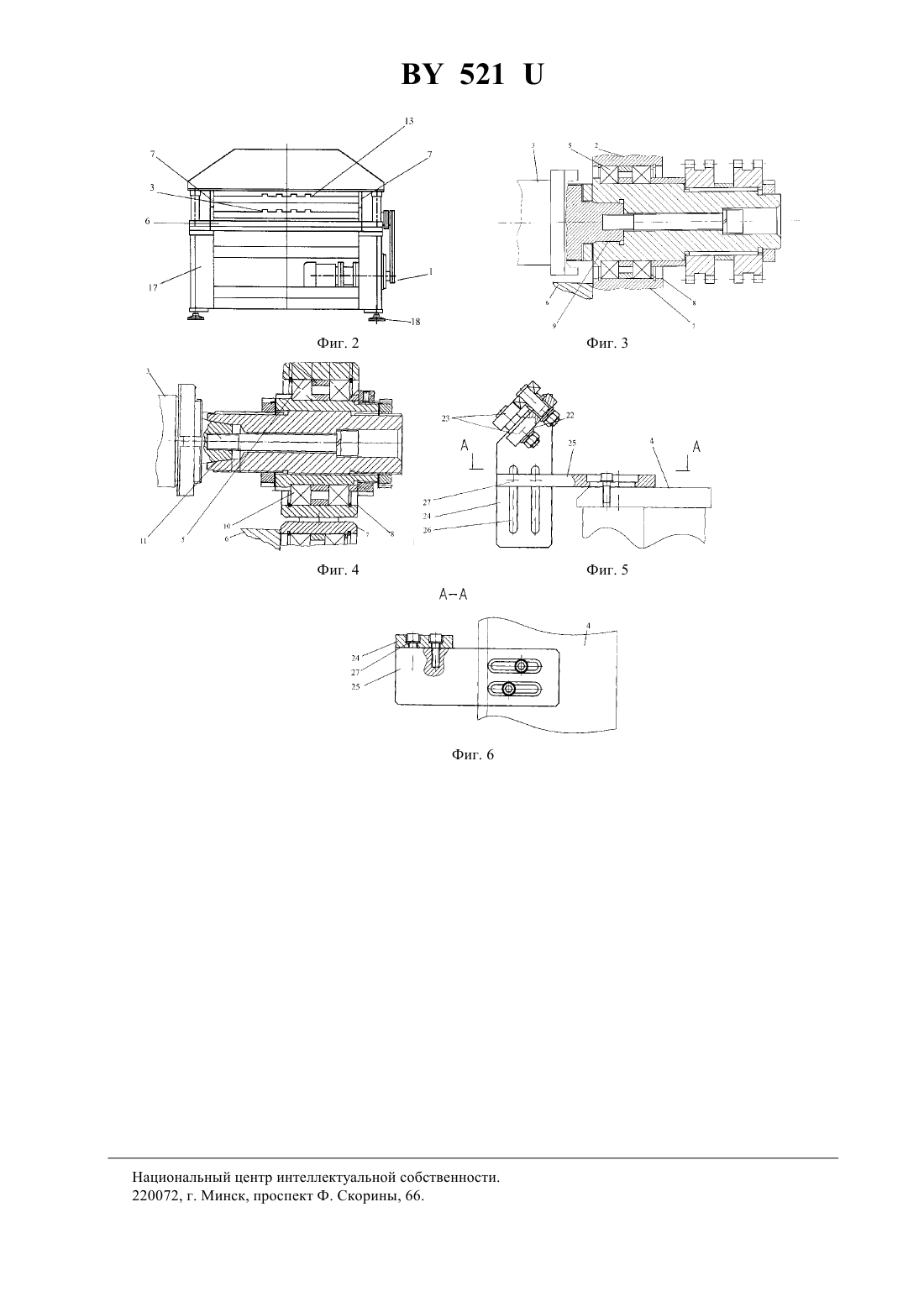
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ(73) Патентообладатель Рудович Александр Олегович(57) 1. Линия для изготовления листового профиля, содержащая привод и последовательно расположенные валковые клети, нижние валки которых размещены в станине посредством регулируемых в вертикальном направлении подшипниковых посадочных опор, отличающаяся тем, что, по меньшей мере, две валковые клети объединены между собой автономной модульной станиной. 2. Линия по п. 1, отличающаяся тем, что автономная модульная станина выполнена из двух связанных между собой посредством поперечных элементов жесткости параллельных щек с посадочными гнездами для подшипниковых опор прокатных валков, причем продольные оси всех посадочных гнезд расположены в одной плоскости. 3. Линия по любому из п.п. 1-2, отличающаяся тем, что в прокатной клети одна из подшипниковых опор нижнего валка выполнена с цилиндрическим посадочным гнездом, а другая его подшипниковая опора выполнена с коническим посадочным гнездом. 4. Линия по п. 3, отличающаяся тем, что в прокатной клети другая подшипниковая опора выполнена с коническим посадочным гнездом с возможностью перемещения вдоль оси валка. 5. Линия по любому из п.п. 1-4, отличающаяся тем, что каждая модульная станина снабжена автономным приводом нижнего и/или верхнего валка. 6. Линия по любому из п.п. 1-5, отличающаяся тем, что автономные приводы модульных клетей снабжены средством синхронизации вращения прокатных валков. 5217. Линия по любому из п.п. 1-6, отличающаяся тем, что в каждой автономной модульной станине две соседние клети кинематически связаны между собой электронным и/или механическим средством синхронизации. 8. Линия по любому из п.п. 1-7, отличающаяся тем, что в автономной модульной станине расположенный между валковыми клетями поперечный элемент жесткости снабжен, по меньшей мере, одной валковой клетью с вертикальными валками, не приводными или приводными. Полезная модель относится к производству листового профиля, преимущественно к профилированному кровельному или стенному панельному настилу. Известна линия для производства листового профиля, содержащая заготовительный участок для получения из листа полосы, участок штамповки из полосы в штампе двойного действия коробчатых профилей с выпуклой или вогнутой поверхностью 1. Известная линия позволяет получать с достаточно высокой размерной точностью ограниченные по длине профили с выпуклой и вогнутой поверхностью. Однако для изготовления длинномерного листового профиля с повышенными требованиями к размерной точности известная линия обладает низкой производительностью и недостаточно технологична из-за ограничения длины и большого разброса поля допуска листового профиля. В качестве прототипа принята линия для изготовления листового профиля - профилированного кровельного или стенного настила-профнастила, содержащая последовательно расположенные, смонтированные на общем основании или в общей станине прокатные двухвалковые клети, нижние горизонтальные прокатные валки которых размещены в станине посредством регулируемых в вертикальном направлении подшипниковых посадочных опор 2. Известная линия обладает заданной высокой производительностью для изготовления листовых профилей, практически неограниченной длины, но обладает ограниченными технологическими возможностями изза низкой размерной точности. Недостаточная размерная точность известной линии вызвана ее конструктивными особенностями размещения и крепления прокатных клетей, как правило, на общей рамной станине, что проявляется в накоплении погрешности в размерных цепях при сборке линии, т.е. оси всех валков в прокатных клетях имеют большую величину отклонения поля допуска от общей плоскостности. В процессе прокатки вследствие вибраций линии и резонансных характеристик прокатываемой листовой заготовки отклонение поля допуска приобретает еще большую величину от номинала. Таким образом, погрешность сборочных цепей линии приводит к снижению размерной точности прокатываемого изделия. В связи с этим практически невозможно обеспечение жесткости прокатных валковых клетей друг относительно друга и относительно станины, синхронизации работы прокатных валковых клетей и размерной точности базирования как самих клетей на станине и друг относительно друга, так и базирования, например,в одной плоскости осей нижних или верхних прокатных валков. Технология листовой профилегибки на известных линиях характеризуется не идентичностью режима формообразования профиля, который сопровождается большим разбросом поля допуска размеров профиля и, следовательно, приводит к низкой производительности и низкой размерной точности профилей. В основу полезной модели положена задача повышения качества и расширения технологических возможностей изготовления листового профиля с требуемым квалитетом размерной точности. Поставленная задача достигается тем, что в линии для изготовления листового профиля, содержащей раму,привод и последовательно расположенные на раме прокатные двухвалковые клети, нижние горизонтальные валки которых смонтированы посредством регулируемых в вертикальном направлении подшипниковых посадочных опор, согласно полезной модели, по меньшей мере, две прокатные валковые клети объединены между собой автономной модульной станиной. В линии автономная модульная станина выполнена из двух связанных между собой посредством поперечных элементов жесткости параллельных щек с посадочными гнездами для подшипниковых опор прокатных горизонтальных валков, причем продольные оси всех посадочных гнезд расположены в одной плоскости. В линии в прокатной валковой клети одна из подшипниковых опор нижнего горизонтального валка выполнена с цилиндрическим посадочным гнездом, а другая его подшипниковая опора выполнена с коническим посадочным гнездом с возможностью перемещения вдоль оси валка. В линии каждая модульная станина снабжена автономным приводом нижнего и/или верхнего валка. 521 В линии автономные приводы модульных клетей снабжены средством синхронизации вращения прокатных валков. В линии в каждой автономной модульной станине две соседние прокатные валковые клети кинематически связаны между собой электронным и/или механическим средством синхронизации вращения валков. В линии в автономной модульной станине расположенный между прокатными валковыми клетями поперечный элемент жесткости снабжен, по меньшей мере, одной валковой клетью с вертикальными валками, не приводными или приводными. По сведениям, которыми располагает заявитель, предлагаемая совокупность существенных признаков,характеризующих сущность полезной модели, не известна из уровня техники, следовательно предлагаемая полезная модель соответствует критерию новизна. Между отличительными признаками заявленной полезной модели и техническим результатом имеется причинно-следственная связь, содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Между отличительными признаками и техническим результатом имеется следующая причинноследственная связь наличие новых конструктивных признаков, их исполнение и взаимное расположение,конструкция заявленной полезной модели не только направлена на повышение качества, производительности, но и на расширение технологических возможностей изготовления листового профиля с требуемым квалитетом размерной точности. Предлагаемая сущность полезной модели может быть многократно использована при изготовлении, например, листового профнастила. Заявителем проведены макетные испытания полезной модели на предприятиях Беларуси. В этой связи очевидным является соответствие заявленной полезной модели критерию промышленная применимость. Полезная модель поясняется чертежом, где на фиг. 1 - схема главного вида линии фиг. 2 - вид сбоку по фиг. 1 фиг. 3 - опора нижнего прокатного валка с цилиндрическим посадочным гнездом фиг. 4 - опора нижнего прокатного валка с коническим посадочным гнездом фиг. 5 - средство подгибки кромки для кровельного настила фиг. 6 - разрез - по фиг. 5. Линия для изготовления листового профиля по фиг. 1, фиг. 2 содержит привод 1 и последовательно расположенные прокатные валковые клети 2, нижние горизонтальные валки 3 которых размещены в модульной станине 4 прокатной валковой клети 2 посредством регулируемых подшипниковых посадочных опор 5. По меньшей мере, две прокатные валковые клети 2 объединены между собой автономной модульной станиной 4. Автономная модульная станина 4 по фиг. 2, 3, 4 выполнена из двух связанных между собой посредством поперечных элементов жесткости 6 параллельных щек 7 с посадочными гнездами 8 для подшипниковых опор 5 прокатных горизонтальных валков 3, причем продольные оси всех посадочных гнезд 8 расположены в одной плоскости. В прокатной клети 2 одна из подшипниковых посадочных опор 5 нижнего горизонтального валка 3 выполнена с цилиндрическим посадочным гнездом 9 по фиг. 3, а другая его подшипниковая посадочная опора 10 выполнена с коническим посадочным гнездом 11 по фиг. 4 с возможностью перемещения вдоль оси валка 3 для осуществления инструментальной наладки и быстродействия замены прокатного валка 3. Каждая модульная станина 4 снабжена по фиг. 1 автономным приводом 12 нижнего горизонтального валка 3 и/или верхнего горизонтального валка 13 для осуществления прецизионной профильной гибкиформовки в зависимости от технологических особенностей рассогласования переходов прокатки. Автономные приводы 12 по фиг. 1 прокатных валковых клетей 2 снабжены средством 14 синхронизации вращения прокатных валков 3, 13 для исключения рассогласования частот вращения упомянутых валков в прокатных клетях 2. В каждой автономной модульной станине 4 две соседние прокатные клети 2 кинематически связаны между собой электронным и/или механическим средством 15 синхронизации прокатных валковых клетей 2, т.е. для задания нужной степени рассогласования или согласования частот вращения валков 3, 13, обеспечивая в зависимости от технологии требуемую степень переднего или заднего натяжения. В автономной модульной станине 4 расположенный по фиг. 1, 3, 4 между прокатными валковыми клетями 2 поперечный элемент жесткости 6 снабжен, по меньшей мере, одной валковой клетью с вертикальными валками 16, не приводными или приводными, для калибровки периферии профиля, исключения увода в сторону листового профиля во время прокатки или исключения коробления листа. В зависимости от количества переходов прокатки и сложности профильной гибки на автономных модульных станинах 4 монтируют, согласно технологической карты, заданное число, по меньшей мере не менее двух, прокатных валковых клетей 2, по фиг. 1 по пять клетей 2 на каждой модульной станине 4. Две прокатные валковые клети 2 обеспечивают высокоточную профильную гибку простых профилей за два обжатия 3 521 на одном переходе. Все посадочные гнезда 9, 11 валков 3, 13 и установочные плоскости сопряжения прокатных валковых клетей 2 и модульных станин 4 растачивают и шлифуют с одной установки, достигая таким образом нулевой погрешности сборочной размерной цепочки узлов в каждой модульной станине 4. Все модульные станины 4 монтируют на общей раме 17 с регулируемыми опорами 18. Такой сборочный конструктив позволяет практически оси всех валков 3 прокатных валковых клетей 2 устанавливать в одной плоскости в нулевой допуск и обеспечить схему высокоточная линия прокатки - высокий квалитет размерной точности изделия. Линия снабжена столом 19, средством 20 роликовой автоматической подачи, ножницами 21, средством 22 подгибки профнастила, имеющего пару гибочных роликов 23, размещенных на двух кронштейнах 24 и 25, посредством соединения 26 паз - шип 27. Линия работает по следующему технологическому циклу. Со стола 19 средством 20 роликовой автоматической подачи металлический лист задают в первую валковую модульную клеть 2, где соответственно технологической карты осуществляют первые переходы гибки плоского листа в профнастил. Далее по последующим переходам полученный полуфабрикат прокатывают до заданной формы профиля и выдают на ножницы 21 отрезки профнастила в заданный размер. На выходе из последней прокатной валковой клети 2 на раме станины 4 линии размещено фиг. 1, 6 средство 22 по фиг. 5, 6 для подгибки кромки кровельного профнастила для беззазорного сопряжения двух соседних профилей при возведении кровли. Средство 22 выполнено с возможностью регулировки гибочных роликов 23 относительно высоты прокатываемого профнастила посредством двух кронштейнов 24 и 25, сопряженных между собой соединением 26 паз - шип 27. При изготовлении на линии настенного профнастила средство 22 выводят из рабоче-гибочного положения в нерабочее. Проводили сравнительные испытания заявленной полезной модели и известной. Данные сравнительных испытаний сведены в таблицу 1. Таблица 1 Объект Известная линия Заявленная линия Как следует из экспериментальных данных таблицы, профиль шириной 1250 мм с соотношением высоты волны к ее длине 100/180 мм, полученные по заявленной линии, имеют размерную точность по основным показателям выше, чем в известной. Листовой профиль, полученный на известной линии, имеет точность, соответствующую одиннадцатому квалитету 11/11. Листовой профиль, полученный на заявленной линии, имеет точность, соответствующую восьмому квалитету 8/8. Таблица 2 Техническая характеристика профилегибочной линии Наименование параметров 1. Производительность, шт/час при длине заготовки 4000 мм 1. Толщина заготовки, мм 2. Ширина заготовки, мм 3. Точность получаемых поверхностей 4. Тип рабочих клетей 5. Число клетей, шт 6. Схема привода клетей 7. Диаметр валков, мм 8. Угловая скорость валков (число оборотов), об/мин 9. Максимальный крутящий момент на входном валу (первая клеть), Нм (кгм) 10. Крутящий момент на валу клети при их равномерной загрузке для станов с 10 и 15 500,0 рабочими клетями, соответственно, Нм (кгм) 11. Номинальная закрытая высота (просвет между валками клети), мм 10, 0,2 12. Диапазон точной регулировки закрытой высоты, мм ручной (0,15) 13. Установочная мощность, кВт (отдельного модуля) 5,5 Промышленное использование полезной модели предполагается на предприятиях Беларуси. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
Метки: листового, линия, изготовления, профиля
Код ссылки
<a href="https://by.patents.su/5-u521-liniya-dlya-izgotovleniya-listovogo-profilya.html" rel="bookmark" title="База патентов Беларуси">Линия для изготовления листового профиля</a>
Линия для изготовления шариковых направляющих мебельной фактуры
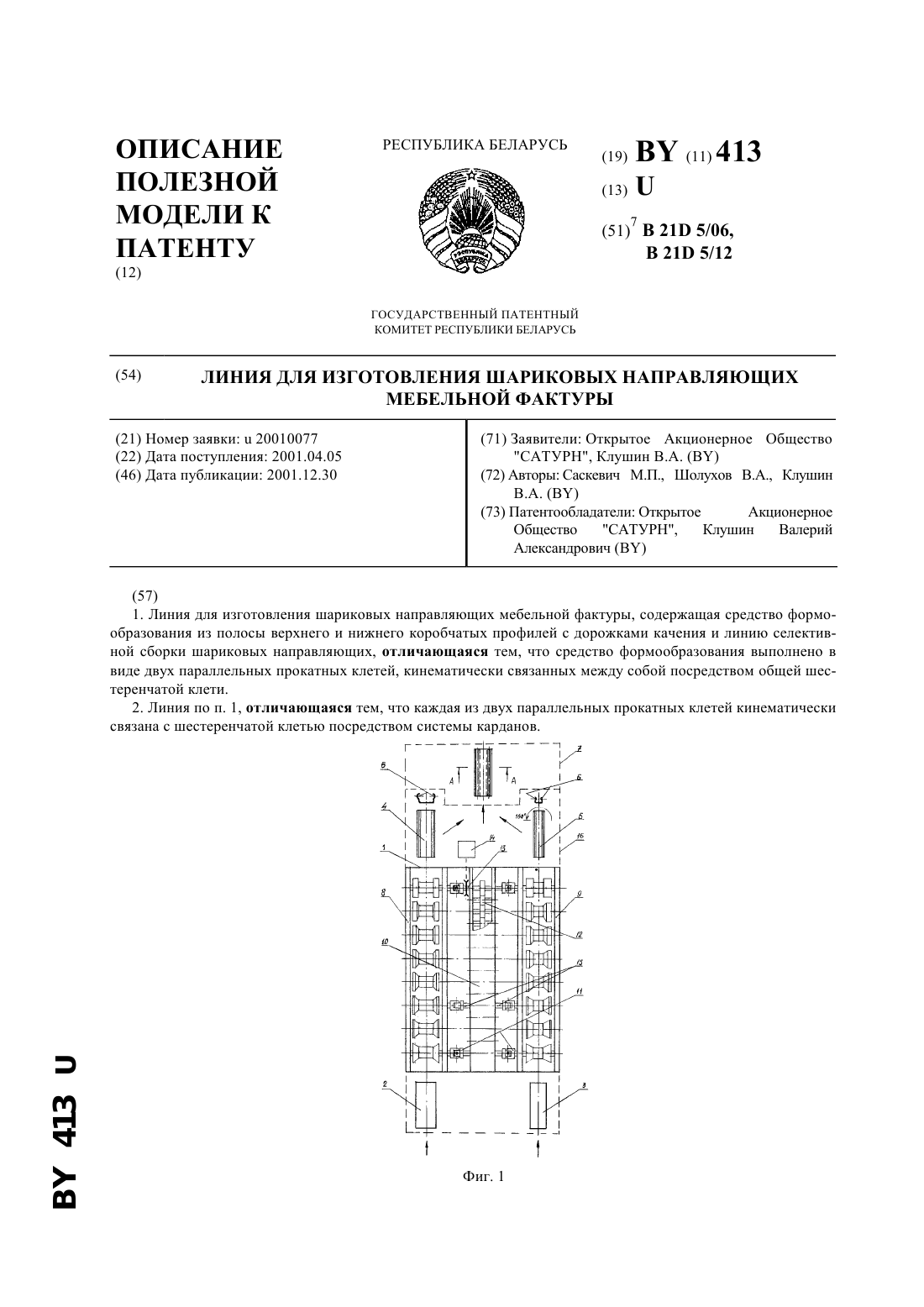
Номер патента: U 413
Опубликовано: 30.12.2001
Авторы: Клушин Валерий Александрович, Шолухов Виктор Анатольевич, Саскевич Михаил Петрович
Метки: направляющих, линия, фактуры, шариковых, мебельной, изготовления
Текст:
...техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Между отличительными признаками заявленной полезной модели и техническим результатом имеется причинно-следственная связь, содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. 413 Между отличительными признаками и техническим результатом имеется...
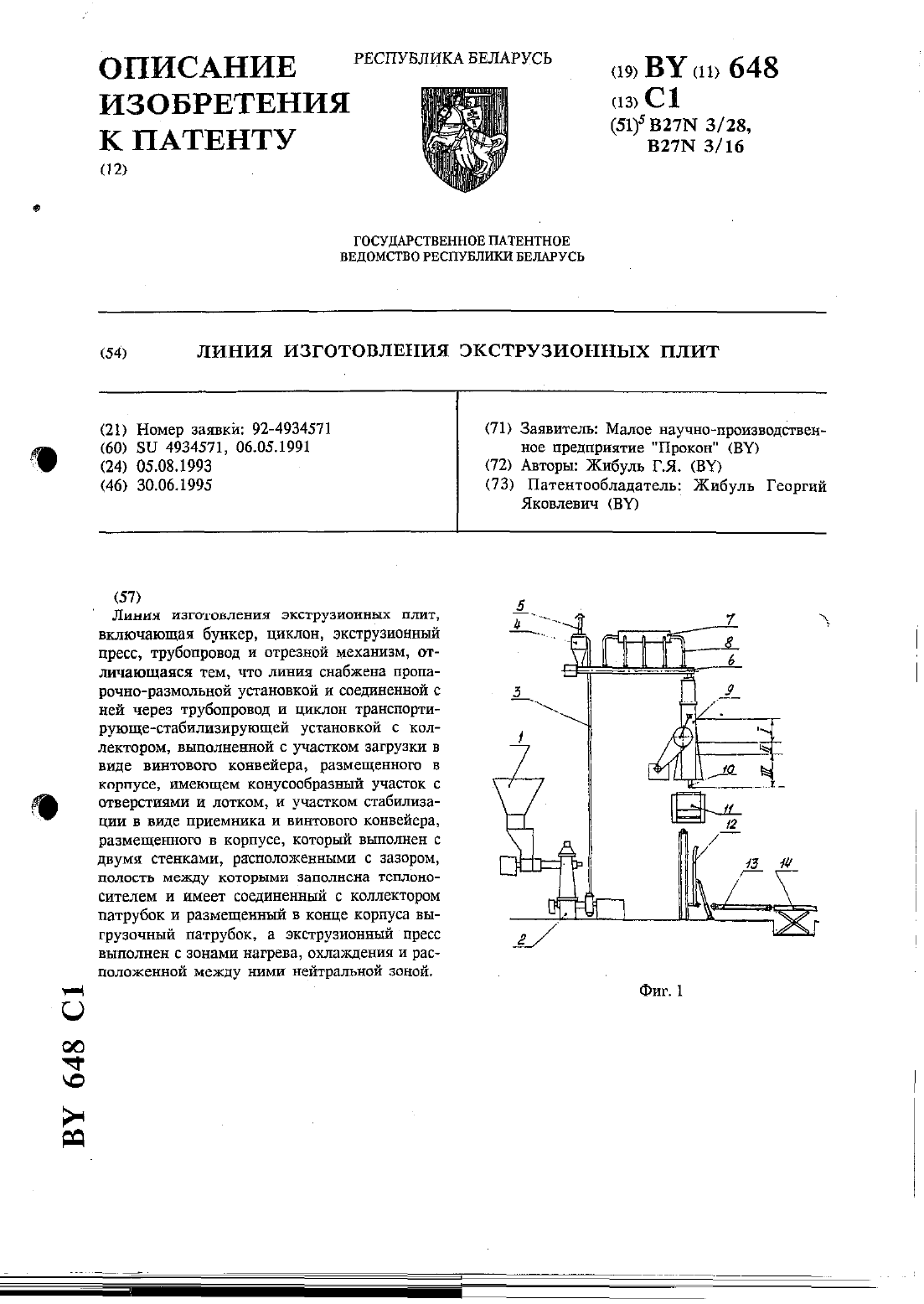
Линия изготовления экструзионных плит
Номер патента: 648
Опубликовано: 30.06.1995
Автор: Жибуль Георгий Яковлевич
Метки: экструзионных, изготовления, плит, линия
Текст:
...26, выгрузочный патрубок 27. Экструзионный пресс содержит три зоны - зону нагрева 1, нейтральную зону 11 и зону охлаждения 111.Линия работает следующим образом. Исходное органическое сырье, например измельченная древесина, льнокостра, камыш и т.п. из бункера 1 поступает в пропарочно-размольную установку 2, где производится пропарка насыщенным паром и размол в горячем состоянии. После размола полученная масса подается по трубопроводу 3...
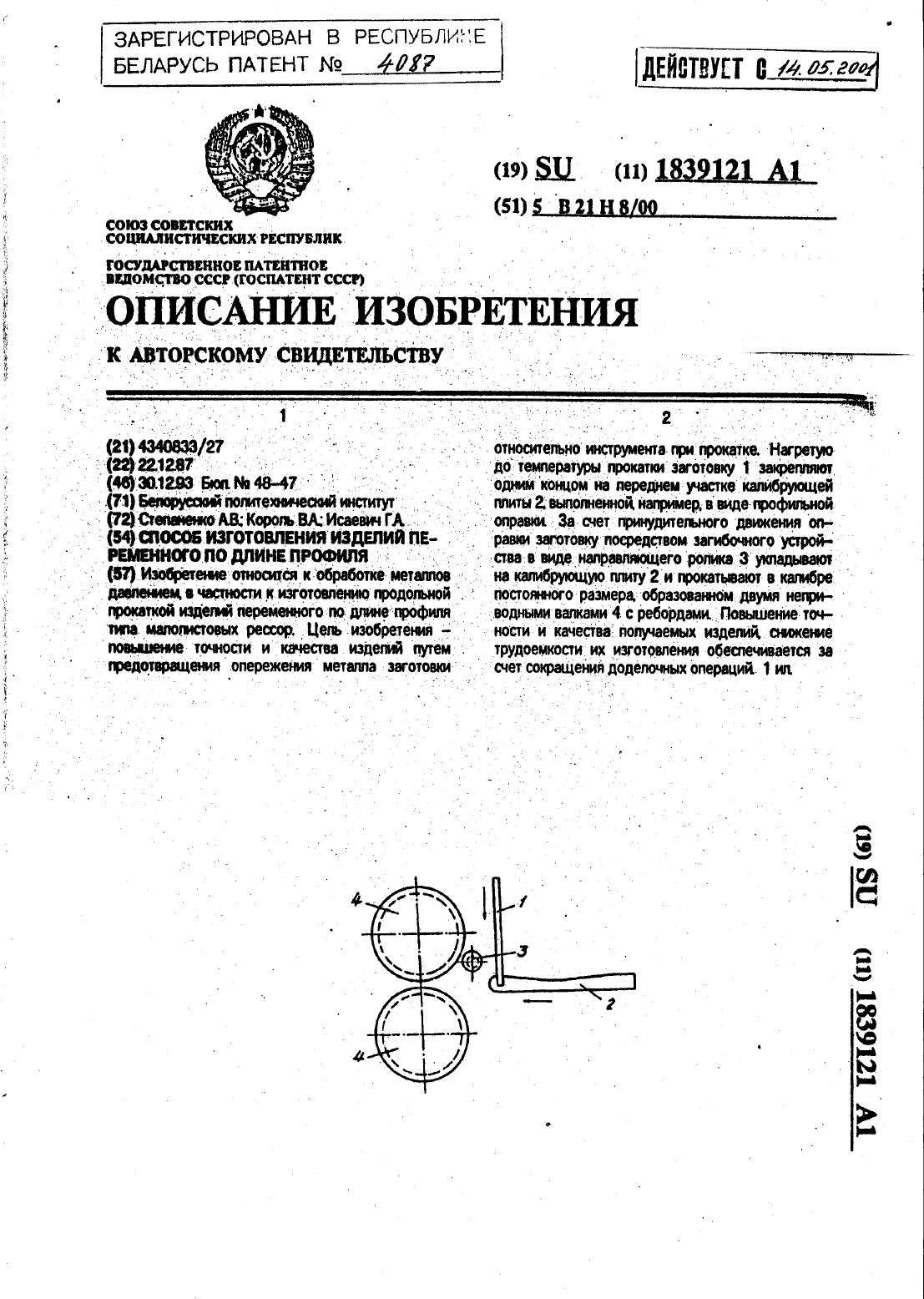
Способ изготовления изделий переменного по длине профиля
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Король Владимир Андреевич, Исаевич Георгий Александрович, Степаненко Александр Васильевич
МПК: B21H 8/00
Метки: изделий, изготовления, способ, профиля, переменного, длине
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Устройство и способ для автоматического изготовления строительной панели из листового материала (варианты)

Номер патента: 3582
Опубликовано: 30.12.2000
Авторы: МОРЕЛЛО, Фредерик
МПК: B21D 53/00, B21D 13/04
Метки: способ, строительной, листового, материала, варианты, устройство, панели, изготовления, автоматического
Текст:
...соответствующих скоростей панелеформующей машины 38 и изгибообразователя 68, т.е. малая и обычная более быстрая скорость, используемая во время процесса. Точка, где движение панели переключается с одной скорости на другую в панелеформующей машине 38 и изгибающей машине 68, также может быть заранее установлена в пределах количества футов или электронных импульсов, определяемых соответственно датчиком 56 длины и датчиком 58 длины изгиба....
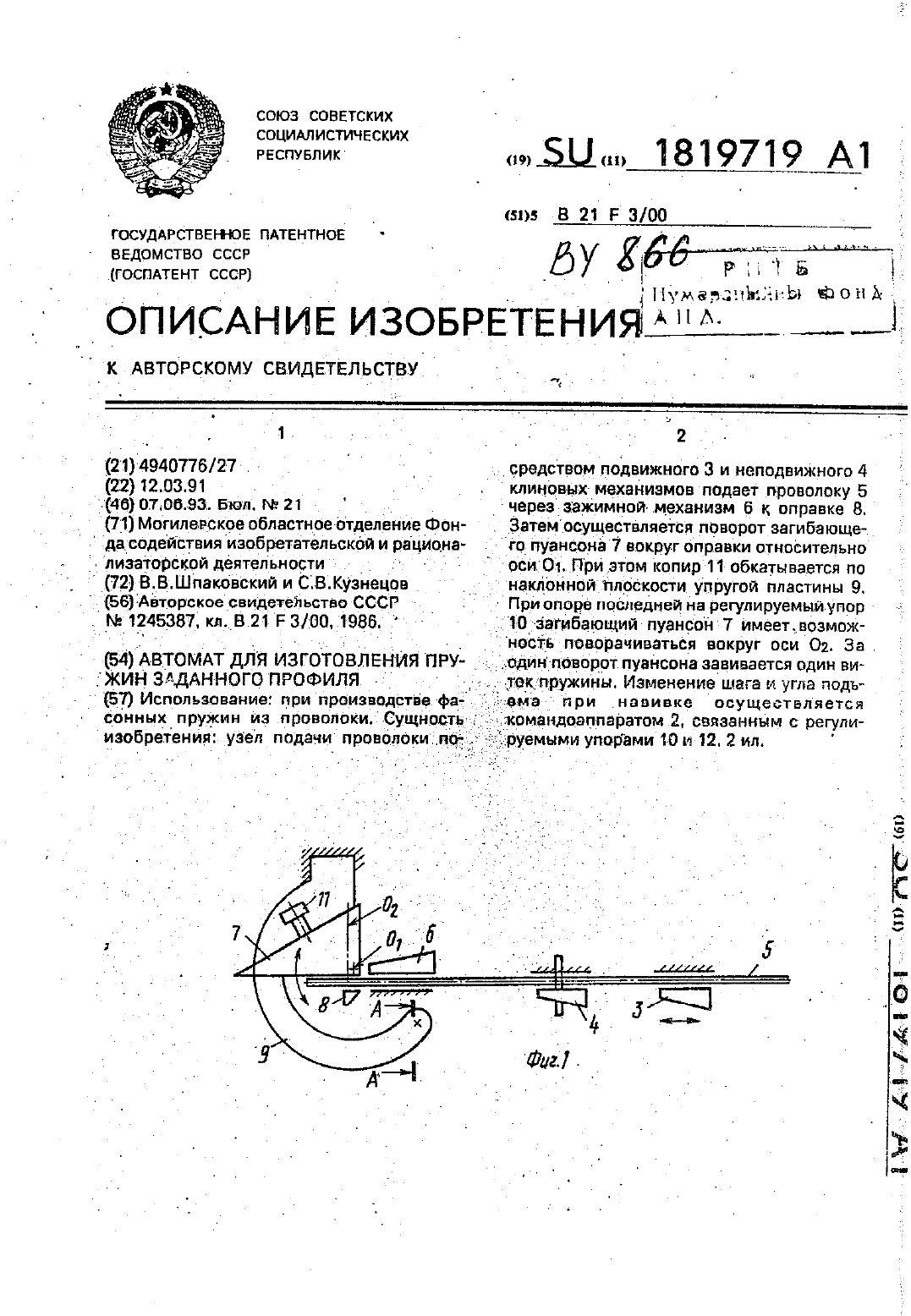
Автомат для изготовления пружин заданного профиля
Номер патента: 866
Опубликовано: 15.08.1995
Авторы: Шпаковский В. В., Кузнецов С. В.
МПК: B21F 3/00
Метки: пружин, изготовления, профиля, автомат, заданного
Текст:
...пружины.Использование изобретение позволить значительно расширить технологические воз- можности автомата при изготовлении фасонных пружин за счет автоматического изменения шага и угла подъемапри тчавивке пружин.Формула изобретения Автомат для изготовления пружин заданного профиля. содержащий установлен ные на основании привод, узел подачи проволоки. узел формообразования спирали со средством для зансима проволокщзаоправкой ио средством для...
Предыдущий патент: Плазменный источник электронов с пучком большого сечения
Следующий патент: Устройство для подготовки к испытанию паяного соединения
Случайный патент: Способ стимуляции функции яичников у коровы-донора