Способ локального плакирования сваркой взрывом
Номер патента: 6647
Опубликовано: 30.12.2004
Авторы: Барай Марина Юрьевна, Корнилович Александр Васильевич, Конопляник Виктор Анатольевич, Стефанович Роман Викторович

Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ЛОКАЛЬНОГО ПЛАКИРОВАНИЯ СВАРКОЙ ВЗРЫВОМ(71) Заявитель Государственное учреждение Научно-исследовательский институт импульсных процессов с опытным производством(72) Авторы Конопляник Виктор Анатольевич Стефанович Роман Викторович Корнилович Александр Васильевич Барай Марина Юрьевна(73) Патентообладатель Государственное учреждение Научно-исследовательский институт импульсных процессов с опытным производством(57) 1. Способ локального плакирования сваркой взрывом, при котором над плакируемым листом с зазором устанавливают плакирующий лист с зарядом взрывчатого вещества и перегородками и инициируют заряд, отличающийся тем, что используют перегородки,выполненные в виде Г-образного уголка, расположенные по периметру заряда взрывчатого вещества, при этом ширина большей полки уголка равна высоте заряда взрывчатого вещества, а ширина меньшей полки составляет не менее 2-х толщин уголка. 2. Способ по п. 1, отличающийся тем, что в качестве Г-образного уголка используют металлический. 3. Способ по п. 1, отличающийся тем, что используют уголок, толщина которого удовлетворяет соотношениюпл пл / у ,где- толщина уголка пл - толщина плакирующего листа пл - плотность материала плакирующего листа у - плотность материала уголка. 6647 1 Изобретение относится к способам локального плакирования сваркой взрывом. Известны способы локального плакирования металлов сваркой взрывом (патент США 3364562, 1968, патент Великобритании 1255699, 1971). Известны также способы локального плакирования не публикуемые (а.с. СССР 1374600, 1336381, 1275850). Наиболее близким по технической сущности к заявляемому является способ получения биметалла путем приварки взрывом плакирующего листа к плакируемому, при котором над плакируемым листом с зазором устанавливают плакирующий лист с зарядом взрывчатого вещества и перегородками и инициируют заряд (а.с. СССР 193900, МПК В 23 К 20/08, 1967). Однако наличие ячеек во взрывчатом веществе приводит к колебанию скорости детонации взрывчатого вещества после инициирования и к неравномерной скорости метания по всей площади плакирования, что ухудшает качество соединения. К тому же изготовление ячеек с помощью перегородок трудоемко. Задачей изобретения является повышение качества сварного соединения. Поставленная задача достигается тем, что в способе локального плакирования сваркой взрывом, при котором над плакируемым листом с зазором устанавливают плакирующий лист с зарядом взрывчатого вещества и перегородками и инициируют заряд, используют перегородки, выполненные в виде Г-образного уголка, расположенные по периметру заряда взрывчатого вещества, при этом ширина большей полки уголка равна высоте заряда взрывчатого вещества, а ширина меньшей полки составляет не менее 2-х толщин уголка. В качестве Г-образного уголка может быть использован металлический. Используют уголок, толщина которого удовлетворяет соотношениюплпл/у,где- толщина уголка пл - толщина плакирующего листа пл - плотность материала плакирующего листа у - плотность материала уголка. Способ осуществляют следующим образом (фиг.). На песчаное основание 1 укладывают плакируемый лист 2, над ним с зазором, обеспечиваемым дистанционными элементами 3, устанавливают плакирующий лист 4 с предварительно закрепленными по его периметру Г-образными уголками 5 и в объеме, ограниченном уголками, формируют плоский заряд 6 взрывчатого вещества, высота которого равна высоте большей полки уголка, а ширину меньшей полки выполняют размером не менее 2-х толщин уголка. На одной из сторон плоского заряда устанавливают детонатор 7. Размещение уголков по периметру плакирующего листа предотвращает боковой разлет продуктов детонации в стороны, что позволяет достичь одинаковой скорости метания по всей площади плакирующего листа и исключить появление краевых непроваров, обусловленных недостаточным разгоном его краев в обычных схемах сварки. Меньшая полка уголка обеспечивает защиту пространства между свариваемыми листами от проникновения продуктов детонации в процессе сварки, что предотвращает возможное возникновение дефектов (непроваров, обусловленных попаданием продуктов детонации в зону сварки) по периметру плакирования. Пример. Был осуществлен процесс локального плакирования алюминиевых листов размерами 10400500 мм медным листом толщиной 2150420 мм. Из стали изготавливали Г-образные уголки. Так как толщина медного плакирующего листа равна 2 мм, то, используя формулуплпл/у, получали 2,5 мм. Поэтому для изготовления уголков использовали стальную полосу толщиной 2,5 мм. Так как расчетная высота заряда (в качестве взрывчатого вещества использовали Аммонит 6 ЖВ) была 14 мм, то изготовили четыре уголка Г-образного профиля с величиной полок 5 и 14 мм, два уголка длиной 150 мм и два уголка длиной 420 мм. Посредством эпоксидного клея уголки прикрепляли по периметру 2 6647 1 верхней части плакирующего листа. Затем плакирующий лист устанавливали с зазором 2 мм над средней частью плакируемого листа (см. фиг.) и внутри контура, образованного уголками, формировали плоский заряд взрывчатого вещества. Инициирование заряда взрывчатого вещества производили из середины короткой стороны плакирующего листа. Ультразвуковым контролем заготовок установлена 100 -ная сварка по всей площади соединения. Последующие испытания на отрыв плакирующего слоя показали равнопрочность соединения по всей площади плакирования. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 20/08
Метки: взрывом, способ, локального, плакирования, сваркой
Код ссылки
<a href="https://by.patents.su/3-6647-sposob-lokalnogo-plakirovaniya-svarkojj-vzryvom.html" rel="bookmark" title="База патентов Беларуси">Способ локального плакирования сваркой взрывом</a>
Способ плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента
Номер патента: 6554
Опубликовано: 30.09.2004
Авторы: Сериков Юрий Викторович, Ядевич Александр Иванович, Стефанович Роман Викторович, Волчек Анатолий Яковлевич, Борисов Евгений Павлович, Корнилович Александр Васильевич
МПК: B23K 20/08
Метки: криволинейной, плакирования, форме, взрывом, поверхностью, шарового, способ, заготовок, сегмента
Текст:
...при плакировании плоских заготовок с криволинейной поверхностью в форме шарового сегмента. Поставленная задача достигается тем, что в известном способе плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента, включающем профилирование плакирующей заготовки по конфигурации поверхности плакируемой, расположение их с зазором друг относительно друга, формование взрывчатого вещества и его инициирование,...
Дверца камеры сварки взрывом
Номер патента: 5007
Опубликовано: 30.03.2003
Авторы: Каспер Юрий Владимирович, Романенков Владимир Андреевич, Недошитко Лариса Павловна
МПК: B23K 20/08, E06B 3/34
Метки: дверца, сварки, взрывом, камеры
Текст:
...общий вид дверцы. На фиг. 2 вид по А-А. На фиг. 3 вид по Б-Б. Дверца устанавливается на цилиндрической стенке камеры сварки взрывом 1 (фиг. 1) и содержит полотно 2 (фиг. 2), закрепленное на обрамлении 3 между двумя направляющими 4. Стопор 5 в сборе с пружиной 6, работающей на скручивание на оси 7, своим коротким концом покоится на ручке 8. Дверца работает следующим образом в состоянии перед взрывом стопор 5 с помощью ручки 8 удерживает...
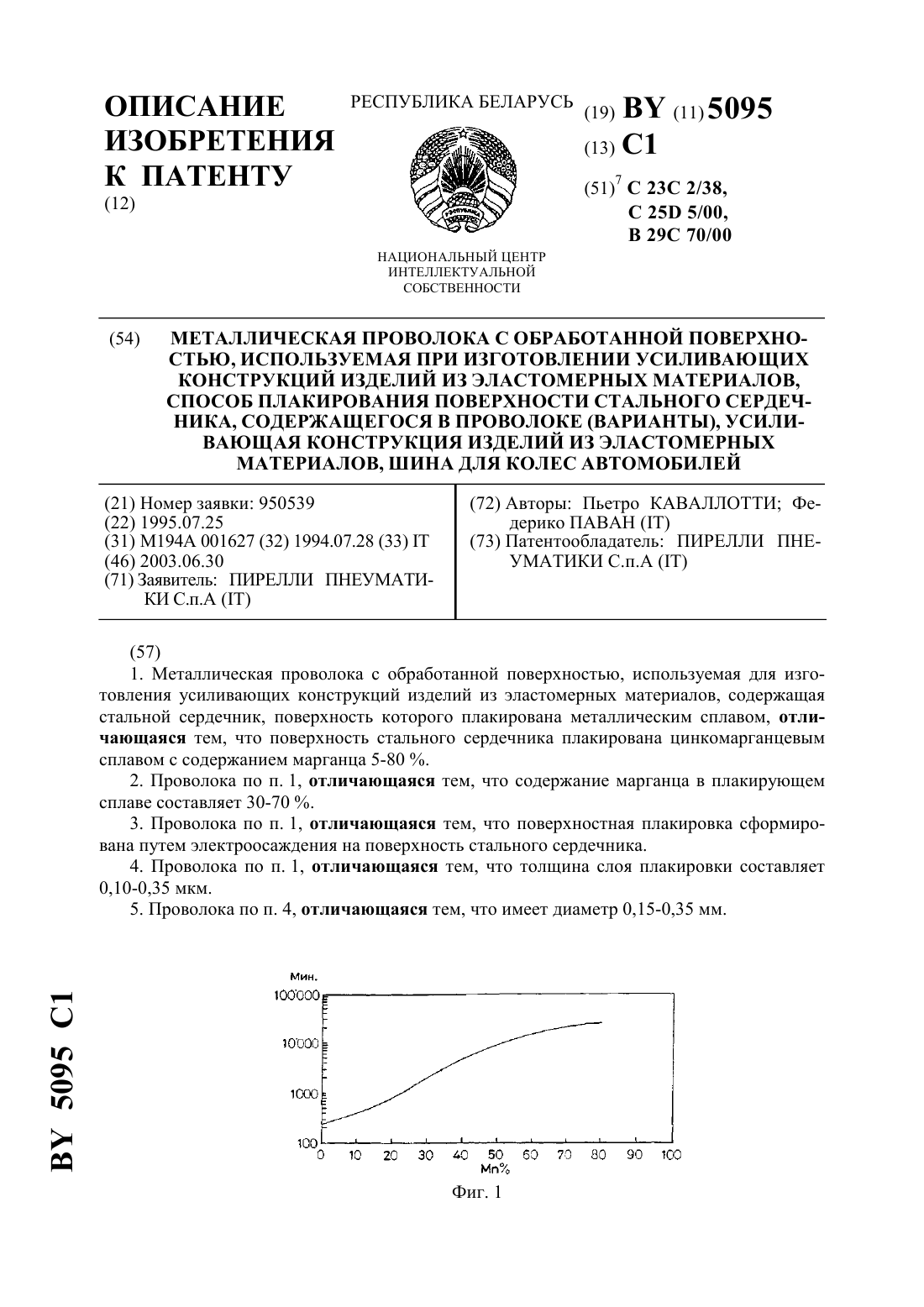
Металлическая проволока с обработанной поверхностью, используемая при изготовлении усиливающих конструкций изделий из эластомерных материалов, способ плакирования поверхности стального сердечника, содержащегося в проволоке (варианты), усиливающая констру
Номер патента: 5095
Опубликовано: 30.06.2003
Авторы: Федерико ПАВАН, Пьетро КАВАЛЛОТТИ
МПК: B29C 70/00, C25D 5/00, C23C 2/38...
Метки: изготовлении, констру, содержащегося, изделий, варианты, поверхностью, металлическая, эластомерных, конструкций, проволоке, способ, сердечника, плакирования, используемая, поверхности, стального, проволока, материалов, обработанной, усиливающих, усиливающая
Текст:
...в концентрации от 80 до 120 г/л сульфат аммония в концентрации от 60 до 90 г/л тиоцианат аммония в концентрации от 40 до 80 г/л. В первой электролитической ванне поддерживают температуру, выбираемую в диапазоне от 20 до 40 С, при значениях рН, лежащих в диапазоне от 4,5 до 5,5, предпочтительно 5,0. К первой электролитической ванне прикладывают катодный ток плотностью от 15 до 25 А/дм 2. Вторая электролитическая ванна содержит гептагидрат...
Способ удаления золота вне зоны локального золочения рамки выводной
Номер патента: 2140
Опубликовано: 30.06.1998
Авторы: Чижик Александр Георгиевич, Лях Николай Иванович, Сычевская Регина Фоминична, Ковалевский Александр Адамович
МПК: H01L 21/31
Метки: золочения, рамки, выводной, зоны, вне, золота, удаления, локального, способ
Текст:
...меньше чем 1,5 г/л приводит к снижению эффективности удаления золота с поверхности рамки выводной по месту его затеков, к снижению скорости растворения,а следовательно, и к снижению производительности труда. При увеличении содержания натрия цианистого больше 4,5 г/л ухудшается стабильность раствора, одновременно сокращается продолжительность его химической активности. Оптимальное содержание натрия лимоннокислого находится в пределах 1,5-5,0...
Способ изготовления листового материала из полипропилена
Номер патента: 6431
Опубликовано: 30.09.2004
Авторы: Сидоренко Евгений Григорьевич, Мельников Сергей Федорович, Шаповалов Виктор Михайлович, Мигаев Владимир Петрович
МПК: B29D 7/00
Метки: способ, полипропилена, материала, изготовления, листового
Текст:
...из щелевой головки на каландр осуществляют с наплывом при температуре 255-280 С, при этом на прижимном и центральном валке каландра поддерживают температуру 8-15 С, а на последнем валке - 30-40 С, причем используют центральный валок, по окружности которого выполнены треугольные канавки высотой 0,5-1,0 мм через 1-2 мм 2) подачу расплава на каландр осуществляют с наплывом таким образом, что диаметр наплывающего расплава составляет 1-5 мм....
Предыдущий патент: Устройство для обработки шариков
Следующий патент: Способ определения коэффициентов излучения и истинной температуры объектов
Случайный патент: Термопластичная эластомерная композиция