Способ изготовления листового материала из полипропилена
Номер патента: 6431
Опубликовано: 30.09.2004
Авторы: Шаповалов Виктор Михайлович, Мельников Сергей Федорович, Сидоренко Евгений Григорьевич, Мигаев Владимир Петрович
Текст
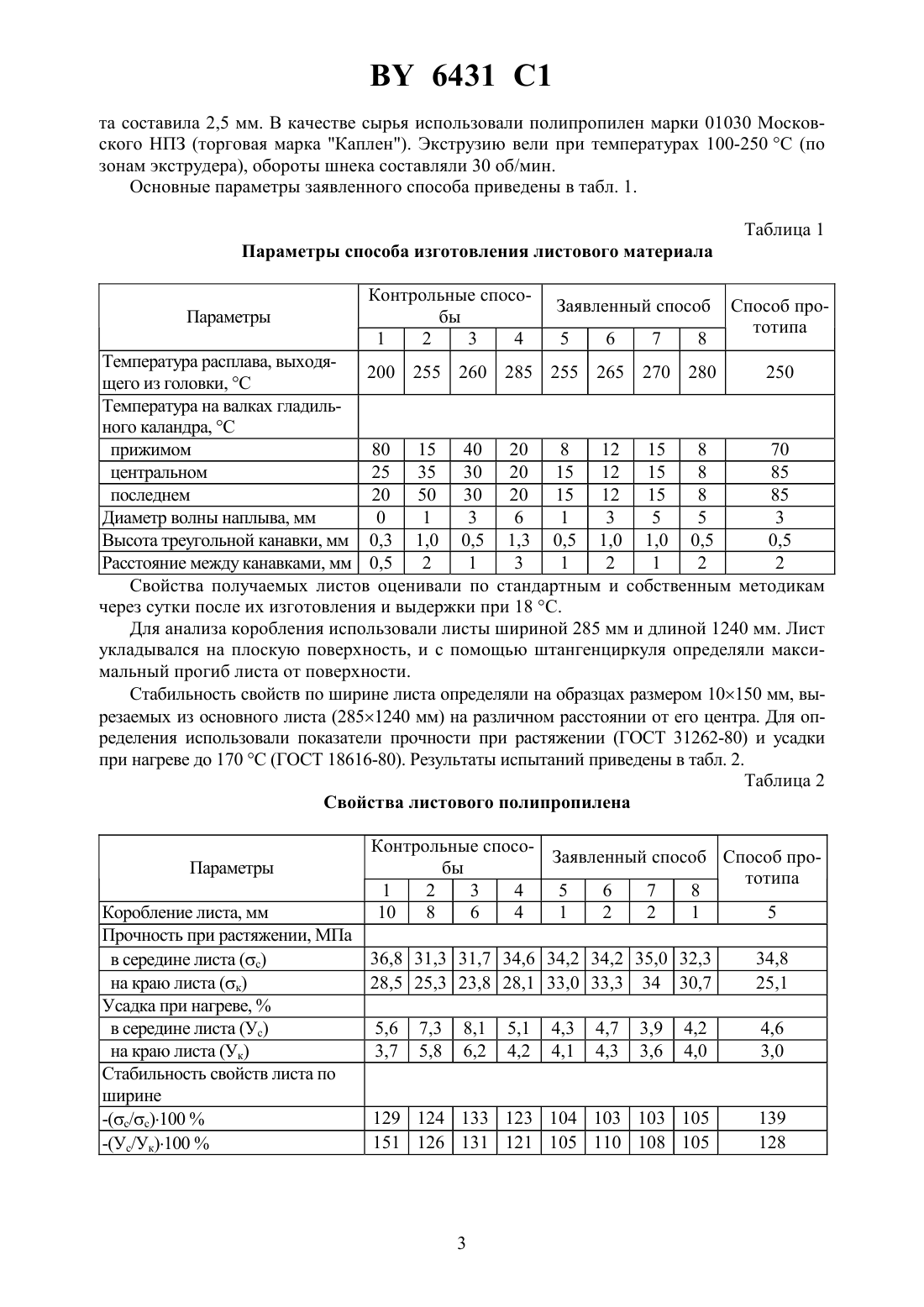
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА ИЗ ПОЛИПРОПИЛЕНА(71) Заявители Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси Производственное частное унитарное предприятие Светотехника Общественного объединения Белорусское товарищество инвалидов по зрению(72) Авторы Шаповалов Виктор Михайлович Мельников Сергей Федорович Сидоренко Евгений Григорьевич Мигаев Владимир Петрович(73) Патентообладатели Государственное научное учреждение Институт механики металлополимерных систем имени В.А. Белого Национальной академии наук Беларуси Производственное частное унитарное предприятие Светотехника Общественного объединения Белорусское товарищество инвалидов по зрению(57) 1. Способ изготовления листового материала из полипропилена, включающий расплавление исходных гранул в экструдере со щелевой головкой, подачу расплава на трехвалковый гладильный каландр и отбор листового материала тянущим устройством, отличающийся тем, что подачу расплава из щелевой головки на каландр осуществляют с наплывом при температуре 255-280 , при этом на прижимном и центральном валке каландра поддерживают температуру 8-15 , а на последнем валке - 30-40 , причем используют центральный валок, по окружности которого выполнены треугольные канавки высотой 0,5-1,0 мм через 1-2 мм. 2. Способ по п. 1, отличающийся тем, что подачу расплава на каландр осуществляют с наплывом таким образом, что диаметр наплывающего расплава составляет 1-5 мм.(56) Пилиповский В.П. и др. Полипропилен. - Л. Химия, 1967. - С. 266.54160475 , 1979.55007451 , 1980.57191020 , 1982.58168522 , 1983.2072919 1, 1997.2111857 1, 1998. Изобретение относится к области переработки полимерных материалов и может быть использовано в различных отраслях народного хозяйства для изготовления изделий светотехнического, машиностроительного и строительного назначения. 6431 1 Самым распространенным способом получения листовых материалов из термопластов является экструзионный, который предполагает наличие экструдера, формующей головки, приемного и тянущего устройств. Известен способ получения листовых материалов путем экструдирования материала через кольцевую головку с последующим разрезанием экструдата в вязкотекучем состоянии по образующей и разворачиванием его в полотно 1. Способ обеспечивает равномерность свойств материала по ширине листа, в основном для наполненного полипропилена. При экструдировании чистого полипропилена данный способ не столь эффективен. Из-за большого расстояния между головкой и приемным валком происходят усадочные процессы, приводящие к короблению листа. Известен способ изготовления листового материала из полипропилена, включающий расплавление исходных гранул в экструдере со щелевой головкой, подачу расплава на трехвалковый гладильный каландр и отбор листового материала тянущим устройством 2. При этом на щелевой головке поддерживается температура 200-250 С, а на валках гладильного каландра 70-130 С. Недостаток известного способа - неравномерность свойств материала по ширине листа,большое коробление и высокие энергозатраты. Неравномерность свойств материала особенно заметна при работе на укороченных линиях (8-10 м), когда лист не успевает остыть до отрезного устройства. Если же изготавливать лист при меньших скоростях (чтобы материал успел остыть), то падает производительность линии. Задачей изобретения является снижение коробления листа и повышение стабильности свойств материала по ширине листа. Поставленная задача решается тем, что в способе изготовления листового материала из полипропилена, включающем расплавление исходных гранул в экструдере со щелевой головкой,подачу расплава на трехвалковый гладильный каландр и отбор листового материала тянущим устройством 1) подачу расплава из щелевой головки на каландр осуществляют с наплывом при температуре 255-280 С, при этом на прижимном и центральном валке каландра поддерживают температуру 8-15 С, а на последнем валке - 30-40 С, причем используют центральный валок, по окружности которого выполнены треугольные канавки высотой 0,5-1,0 мм через 1-2 мм 2) подачу расплава на каландр осуществляют с наплывом таким образом, что диаметр наплывающего расплава составляет 1-5 мм. Возможность осуществления способа основана на очень высокой температуре переработки полипропилена. При этих температурах (255-280 С) начинается деструкция молекулярных цепей полипропилена, вследствие чего снижается молекулярная масса полипропилена и происходит ее усреднение по молекулярно-массовому распределению. Расплав такого полимера, поступая на холодные центробежный и прижимной валок гладильного каландра, быстро кристаллизуется в поверхностных слоях, фиксируя однородность молекулярной структуры по ширине листа. Однако на последнем валке каландра температуру необходимо повышать (до 30-40 С),чтобы частично снять внутренние напряжения, возникающие в листовом материале при быстром охлаждении. Защищаемые диапазоны температур валков гладильного каландра, обеспечивающие минимальное коробление листа и однородность его свойств по ширине, были определены экспериментально. Обеспечивание наплыва расплава на каландр позволяет равномерно распределить расплав полипропилена по ширине листа. При этом диаметр волны наплывающего расплава не должен превышать 5 мм из-за возможного захвата валками каландра волны и появления дефектов типа елочки на поверхности листа либо изменения его толщины. Наличие треугольных канавок высотой 0,5-1,0 мм на окружности центрального валка с шагом 1-2 мм формирует на поверхности листа ребра жесткости, которые также препятствуют короблению листа. Примеры осуществления способа. Для получения полипропиленового листа по предлагаемому и известным способам использовали экструзионную линию со щелевой головкой шириной 300 мм. Толщина лис 2 6431 1 та составила 2,5 мм. В качестве сырья использовали полипропилен марки 01030 Московского НПЗ (торговая марка Каплен). Экструзию вели при температурах 100-250 С (по зонам экструдера), обороты шнека составляли 30 об/мин. Основные параметры заявленного способа приведены в табл. 1. Таблица 1 Параметры способа изготовления листового материала Параметры Температура расплава, выходя 200 255 260 285 255 265 270 280 250 щего из головки, С Температура на валках гладильного каландра, С прижимом 80 15 40 20 8 12 15 8 70 центральном 25 35 30 20 15 12 15 8 85 последнем 20 50 30 20 15 12 15 8 85 Диаметр волны наплыва, мм 0 1 3 6 1 3 5 5 3 Высота треугольной канавки, мм 0,3 1,0 0,5 1,3 0,5 1,0 1,0 0,5 0,5 Расстояние между канавками, мм 0,5 2 1 3 1 2 1 2 2 Свойства получаемых листов оценивали по стандартным и собственным методикам через сутки после их изготовления и выдержки при 18 С. Для анализа коробления использовали листы шириной 285 мм и длиной 1240 мм. Лист укладывался на плоскую поверхность, и с помощью штангенциркуля определяли максимальный прогиб листа от поверхности. Стабильность свойств по ширине листа определяли на образцах размером 10150 мм, вырезаемых из основного листа (2851240 мм) на различном расстоянии от его центра. Для определения использовали показатели прочности при растяжении (ГОСТ 31262-80) и усадки при нагреве до 170 С (ГОСТ 18616-80). Результаты испытаний приведены в табл. 2. Таблица 2 Свойства листового полипропилена Параметры Контрольные спосоЗаявленный способ Способ пробы тотипа 1 2 3 4 5 6 7 8 10 8 6 4 1 2 2 1 5 Коробление листа, мм Прочность при растяжении, МПа 36,8 31,3 31,7 в середине листа (с) 28,5 25,3 23,8 на краю листа (к) Усадка при нагреве,в середине листа (Ус) 5,6 7,3 8,1 на краю листа (Ук) 3,7 5,8 6,2 Стабильность свойств листа по ширине 129 124 133 6431 1 Полученные данные свидетельствуют о том, что лист, изготовленный по предлагаемому способу, обладает малым короблением и достаточно стабильными свойствами по ширине листа. Источники информации 1. Патент РБ 1187, МПК 6 В 273/28, опубл. 3.10.1995. 2. Полипропилен/под ред. В.П. Пилиповского и И.К. Ярцева. - Л. Химия, 1967. - С. 266. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B29D 7/00
Метки: листового, материала, полипропилена, изготовления, способ
Код ссылки
<a href="https://by.patents.su/4-6431-sposob-izgotovleniya-listovogo-materiala-iz-polipropilena.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления листового материала из полипропилена</a>
Устройство и способ для автоматического изготовления строительной панели из листового материала (варианты)

Номер патента: 3582
Опубликовано: 30.12.2000
Авторы: МОРЕЛЛО, Фредерик
МПК: B21D 53/00, B21D 13/04
Метки: устройство, листового, автоматического, строительной, изготовления, материала, панели, варианты, способ
Текст:
...соответствующих скоростей панелеформующей машины 38 и изгибообразователя 68, т.е. малая и обычная более быстрая скорость, используемая во время процесса. Точка, где движение панели переключается с одной скорости на другую в панелеформующей машине 38 и изгибающей машине 68, также может быть заранее установлена в пределах количества футов или электронных импульсов, определяемых соответственно датчиком 56 длины и датчиком 58 длины изгиба....
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (вариант) и способ получения курительного материала для изготовления сигарет
Номер патента: 780
Опубликовано: 15.08.1995
Авторы: Рой Лестер Праузе, Барбара Кэрал Клэммер
МПК: A24B 13/02
Метки: материала, вариант, материал, обработки, получения, способ, курительного, листьев, изготовления, курительный, сигарет, табачных
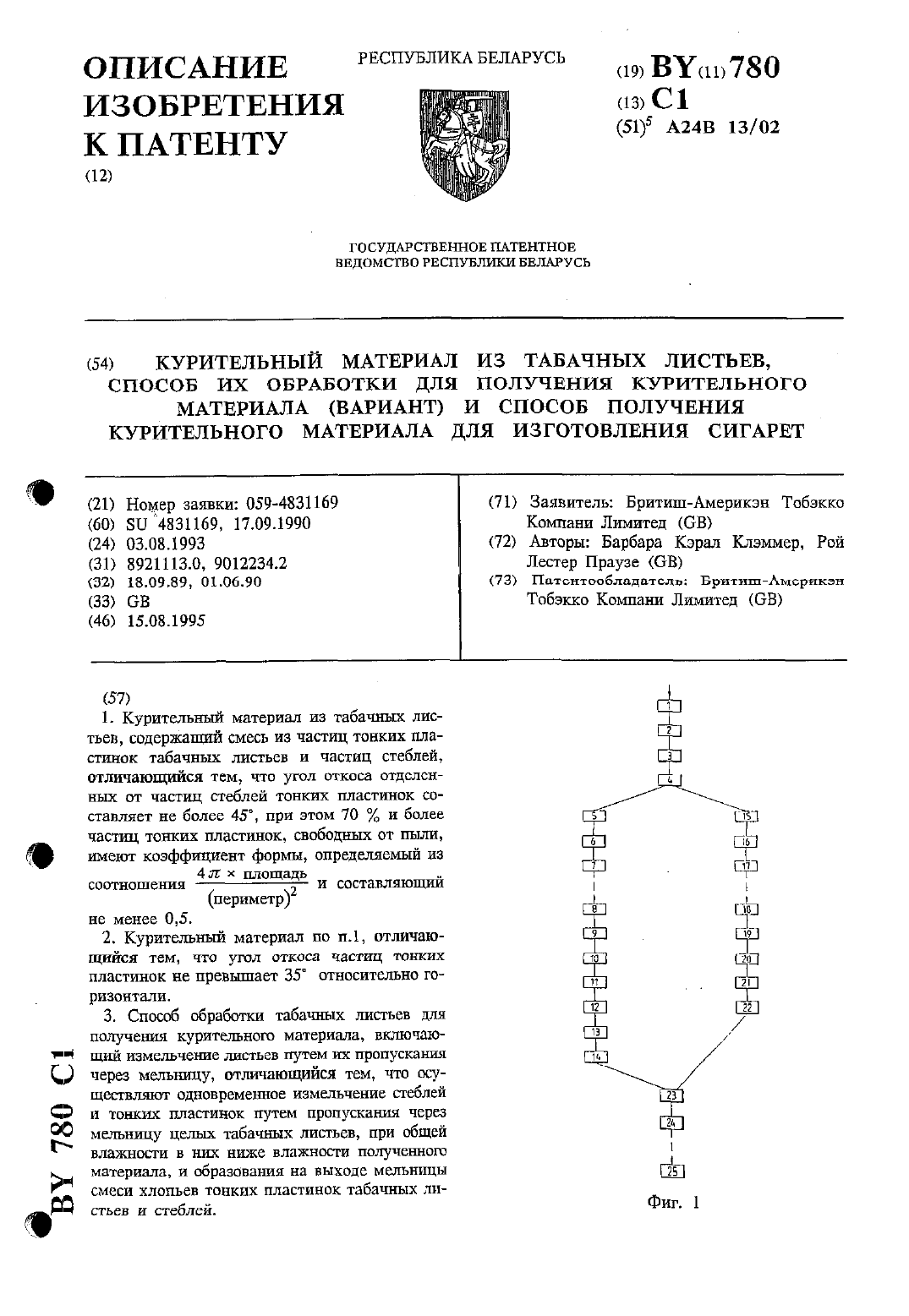
Текст:
...стадии обработки табачных листьев осуществляется отделение стебля от тонких пластин табачных листьев. Затем происходит независимая обработка стеблей и ТОНКИХ ПЛЭСТИН листа О ИСПОЛЬЗОВЭНИЭМ различных ТЕХНОЛОГИЙ.Как правило, материал, включающий в свой состав стебли, ОТДЭЛЯЭТСЯ ОТ материала, СОДЭРЖЭЩБГО ТОНКИЭ ПЛЭСТИНЫ ТЭбЗЧНЫХлистьев, на СЛОЖНЫХ И ПЭОМОЗДКИХ МОЛОТИЛЬНЫХ УСТЭНОВКЭХ, представляющих собой несколько последовательно соединенных...
Устройство для резки рулонного или листового материала на продольные полосы
Номер патента: 3448
Опубликовано: 30.06.2000
Автор: Рябченков Николай Иванович
МПК: B23D 19/06, B26D 1/24
Метки: материала, полосы, резки, рулонного, или, продольные, листового, устройство
Текст:
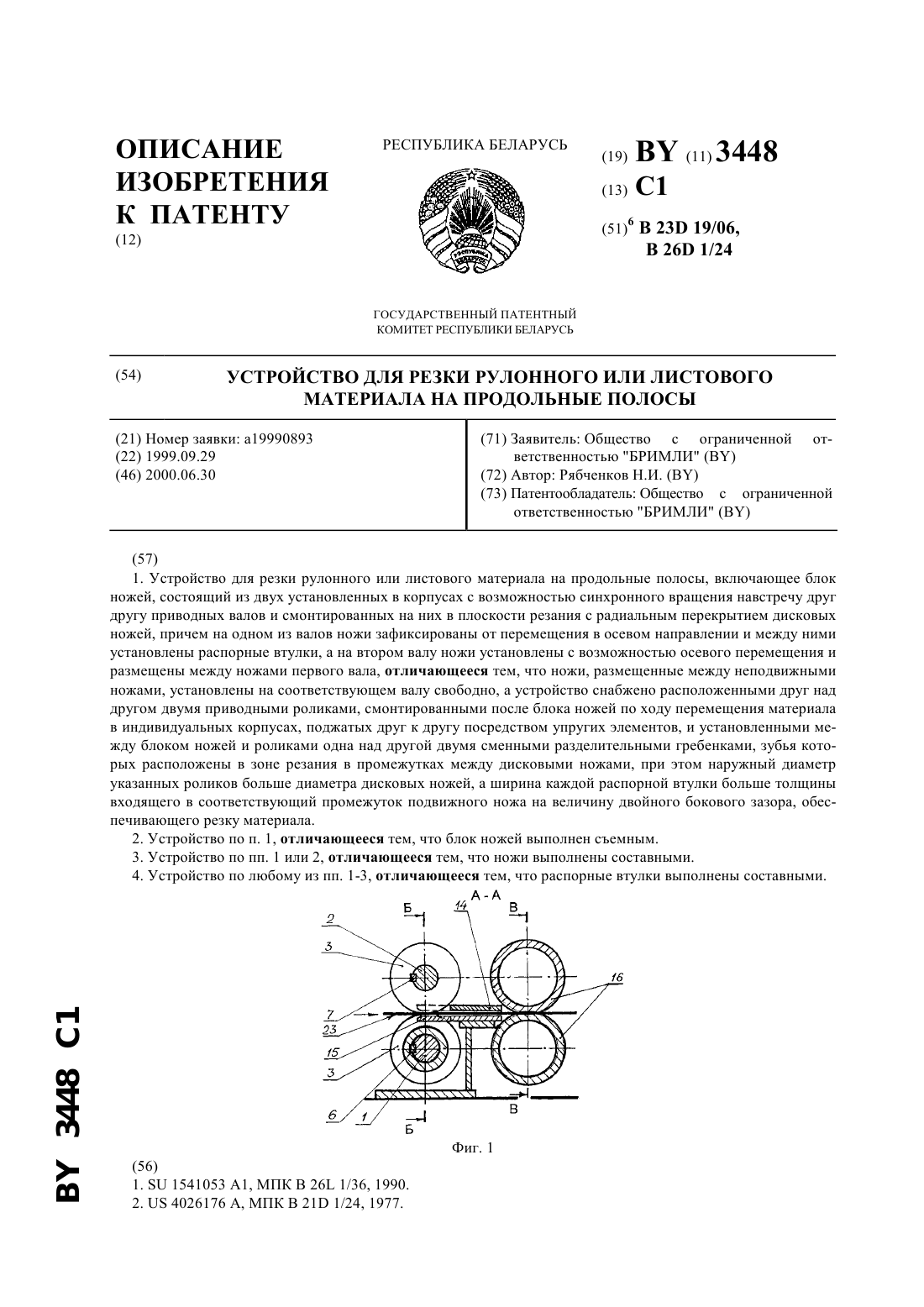
...ножей, а ширина каждой распорной втулки больше толщины входящего в соответствующий промежуток ножа. Кроме того, в заявляемом устройстве для резки блок ножей может быть выполнен съемным, а ножи и распорные втулки или те или другие могут быть выполнены составными. На фиг. 1 изображено устройство для продольной резки, разрез вдоль протягиваемого материала на фиг. 2 - то же, разрез Б-Б на фиг. 1 на фиг. 3 - то же, разрез В-В на фиг. 1 на фиг. 4...
Способ изготовления биоволокнистого материала и устройство для его осуществления
Номер патента: 1981
Опубликовано: 30.12.1997
Авторы: Яромко Вячеслав Николаевич, Штабинский Владислав Владиславович, Пинчук Павел Аникеевич, Богославский Александр Александрович, Дедович Георгий Владимирович, Кондратьев Виктор Николаевич
МПК: E01D 17/20, E01D 17/18
Метки: устройство, материала, способ, изготовления, биоволокнистого, осуществления
Текст:
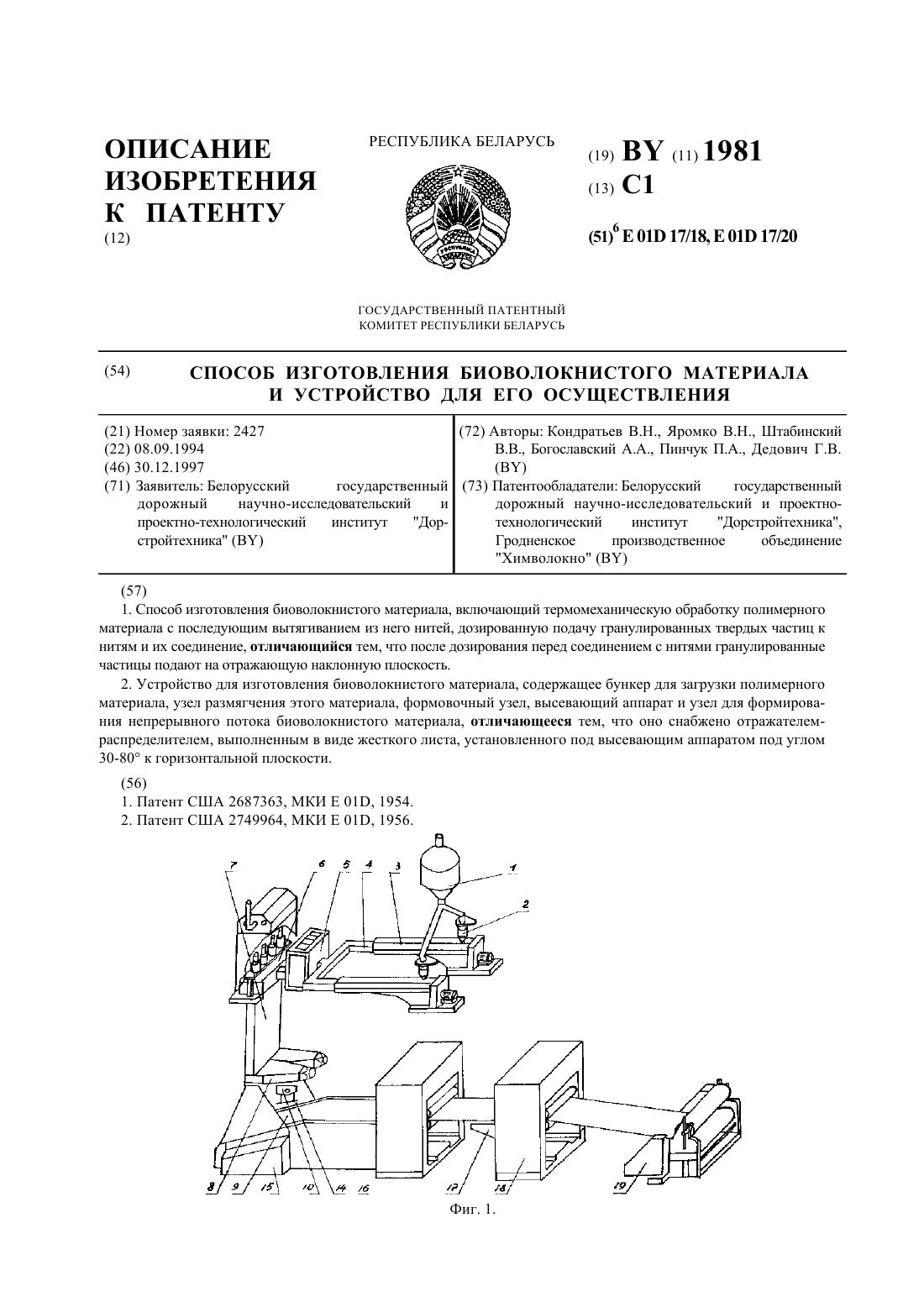
...На фиг.1 показана схема технологического процесса изготовления биоволокнистого материала на фиг.2- схема устройства для его изготовления. Технологические операции по осуществлению способа производят в следующем порядке. Сухую (полимерную) (полиамид-6) крошку пневмотранспортером подают в бункер 1, где происходит продувка ее чистым азотом (фиг.1). Обработанная азотом крошка из бункера 1 поступает самотеком через промежуточный бункер 2 в узел...
Линия для изготовления листового профиля
Номер патента: U 521
Опубликовано: 30.03.2002
Автор: Рудович Александр Олегович
Метки: линия, изготовления, листового, профиля
Текст:
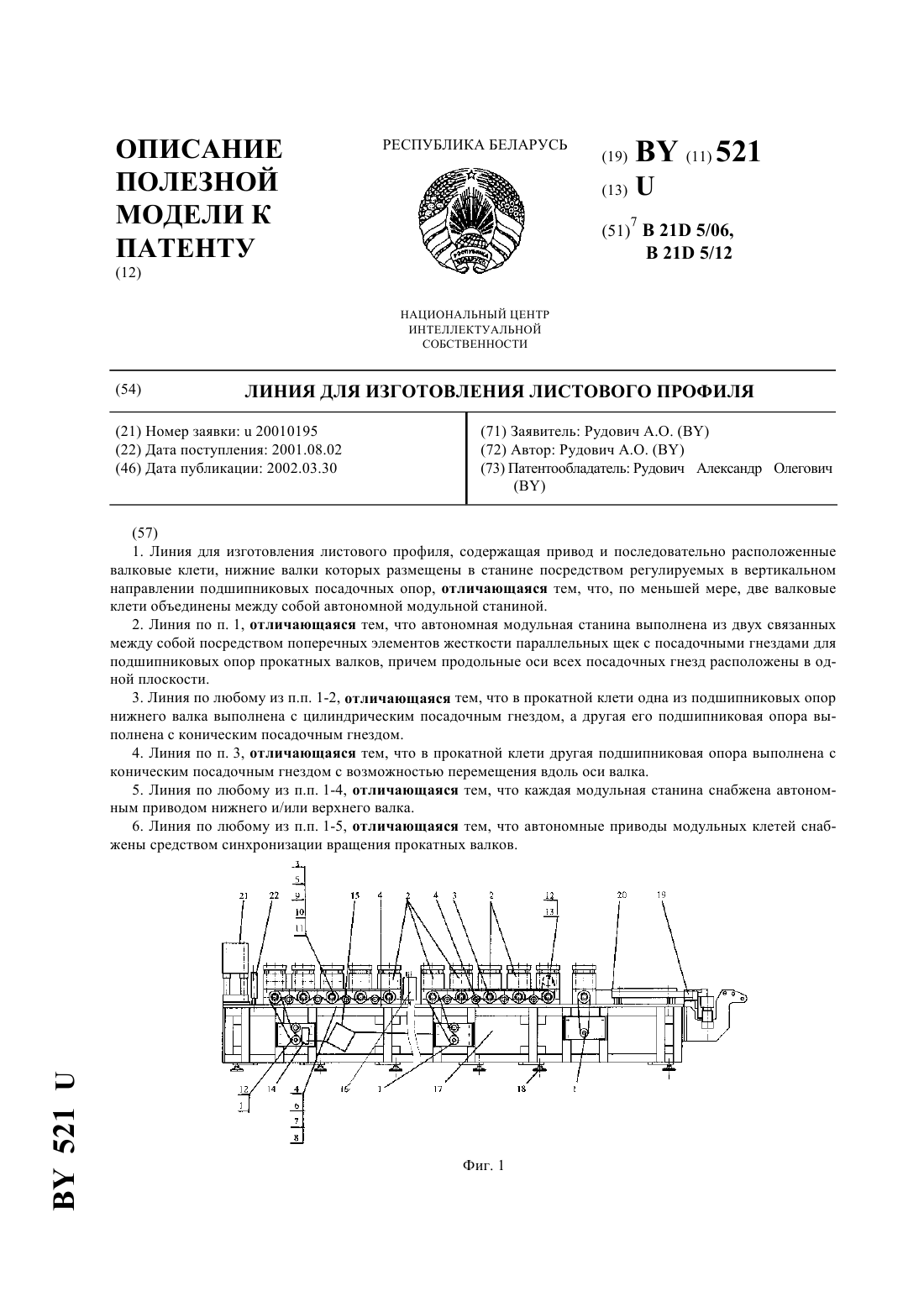
...Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Между отличительными признаками и техническим результатом имеется следующая причинноследственная связь наличие новых конструктивных признаков, их исполнение и взаимное расположение,конструкция заявленной полезной модели не только направлена на повышение качества, производительности, но и на расширение технологических возможностей изготовления...
Предыдущий патент: Железобетонный каркас здания
Следующий патент: Способ окультуривания почв тяжелого механического состава и плуг для его осуществления
Случайный патент: Способ переработки медицинских и биологических отходов в термической плазме