Способ получения легированного никелем латунного покрытия
Номер патента: 4482
Опубликовано: 30.06.2002
Авторы: Крылов-Олефиренко Виктор Васильевич, Филиппов Вадим Владимирович, Гордиенко Анатолий Илларионович, Фетисов Василий Павлович, Исаков Сергей Александрович
Текст
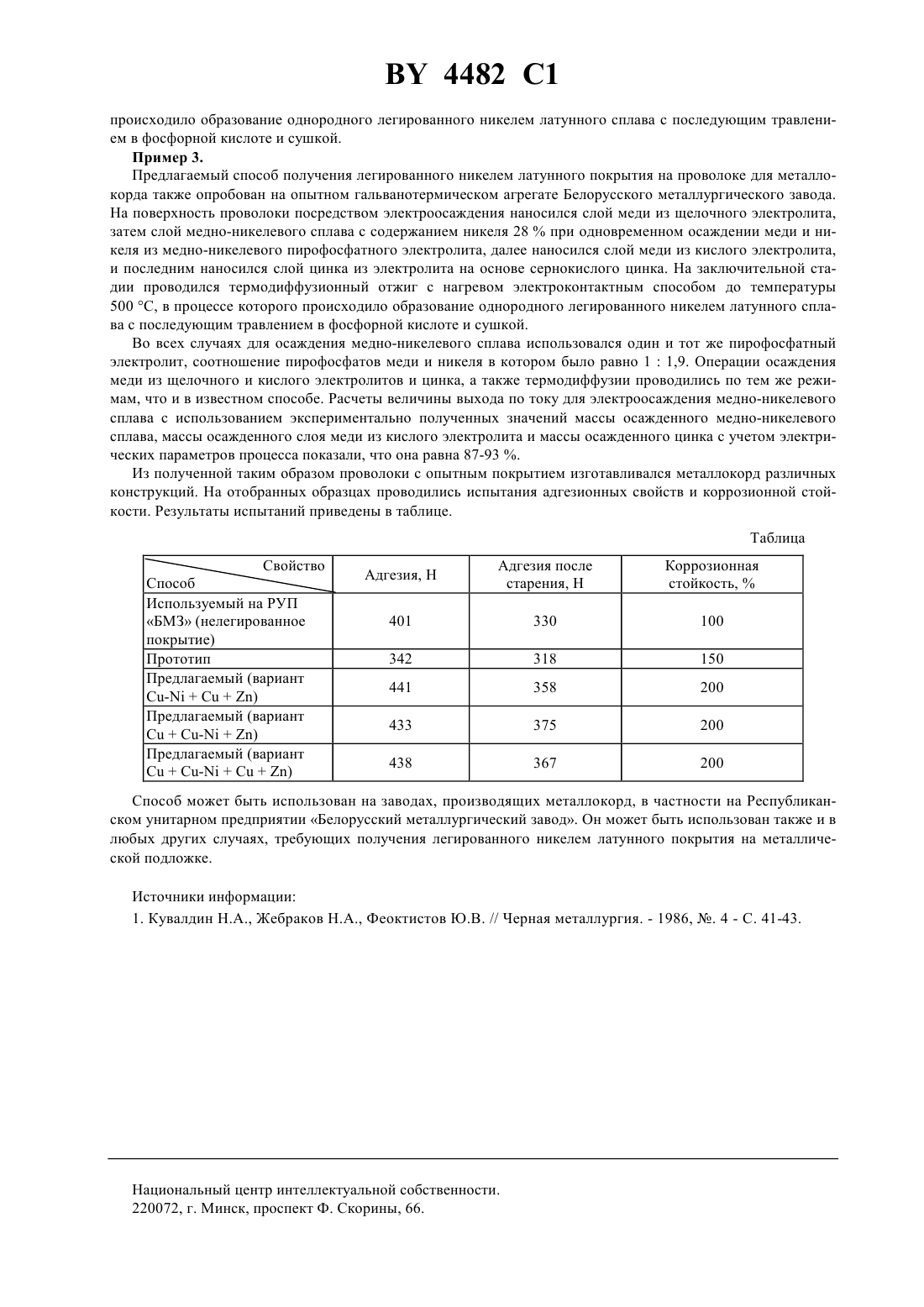
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО НИКЕЛЕМ ЛАТУННОГО ПОКРЫТИЯ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) Способ получения легированного никелем латунного покрытия, включающий осаждение никеля, меди и цинка и термодиффузионный отжиг, отличающийся тем, что никель осаждают в виде медно-никелевого сплава с массовой долей никеля 3-95 в количестве, обеспечивающем массовую долю никеля в латунном покрытии 0,5-30,0 .(56) Кувалдин Н.А. и др. // Черная металлургия. - 1986,4. - С. 41-43. ЕР 0794026 1, 1997.4226918 , 1980.01067329 , 1989. Предлагаемый способ относится к области металлургии, в частности к получению металлических покрытий на металлических изделиях. Наиболее перспективным является использование данного способа для производства продукции для армирования резинотехнических изделий, например металлокорда, бортовой проволоки, проволоки РМЛ и др. В качестве прототипа принят способ получения легированного никелем латунного покрытия, при котором никель осаждается совместно с цинком в последнем слое. Способ осуществляется следующим образом. На проволоку с подготовленной для нанесения покрытия поверхностью осаждается из пирофосфатного электролита чистая медь в течение 48 с при скорости движения проволоки 35 м/мин, осуществляется промывка водой и производится совместное осаждение цинка и никеля в течение 4,1 с. Для обеспечения массовой доли никеля в покрытии в количестве 3-4 рекомендуется осаждать цинк-никелевый сплав с массовой долей 8-12. Содержание меди в покрытии должно составлять 63-68 , остальное цинк. Рабочая плотность тока при осаждении цинк-никелевого сплава составляет 28-40 А/дм 2. При этом в электролит для цинкования на основе сернокислого цинка добавляется сернокислый никель 1. Термодиффузионный отжиг проводится в течение 12 с. Недостатком данного способа является то, что процесс совместного осаждения никеля и цинка оказывается недостаточно устойчивым, а достигаемый прирост свойств не очень значителен. Кроме того, общая длительность процесса осаждения компонентов покрытия превышает 50 с, что не позволяет получать достаточно высокую производительность. Уровень получаемых при этом свойств приведен в таблице. 4482 1 Задачей предлагаемого способа является обеспечение высокой производительности процесса получения легированного никелем латунного покрытия при обеспечении его стабильности и высокого уровня адгезионных и антикоррозионных свойств и снижение массовой доли меди в покрытии. Решение поставленной задачи в предлагаемом способе достигается тем, что в известном способе, включающем осаждение никеля, меди и цинка и термодиффузионный отжиг, никель осаждают в виде медноникелевого сплава с массовой долей никеля 3-95 в количестве, обеспечивающем массовую долю никеля в латунном покрытии в интервале 0,5-30 . При этом послойное осаждение медно-никелевого сплава, меди и цинка может осуществляться различными методами, одним из которых является гальванический. Предлагаемый способ имеет следующие существенные признаки в сравнении с прототипом. Во-первых - одновременное осаждение меди и никеля осуществляется из комплексного (в частности,пирофосфатного) электролита, что позволяет сделать процесс в достаточной степени управляемым, обеспечить стабильное получение сплава заданного состава и заданной толщины и исключает необходимость использования третьей электролитической ванны. Во-вторых - осаждение никеля в виде медно-никелевого сплава способствует диффузии никеля не только к поверхности покрытия, но и вглубь стальной проволоки. В результате обеспечивается повышение коррозионной стойкости не только покрытия, но и самой проволоки. Одновременно за счет более высокой растворимости никеля в железе по сравнению с медью улучшается сцепление между покрытием и стальной основой. В-третьих - очень широкая область возможных изменений плотности катодного тока. Объяснением положительных результатов, получаемых при реализации данного способа получения легированного никелем латунного покрытия, может служить то, что диффузионное перераспределение никеля при термодиффузионном отжиге происходит не только в покрытии, но и в стальную проволоку, что повышает коррозионную стойкость стальной основы. Кроме того, при осуществлении предлагаемого способа не требуется значительных капитальных затрат для модификации промышленных термогальванических агрегатов и трудоемких изменений действующей технологии. Широкая область возможных изменений плотности катодного тока позволяет вести совместное осаждение меди и никеля при разных условиях перемещения проволоки. Такие границы возможного изменения катодной плотности тока связаны с обеспечением достаточно высокой производительности процесса при обеспечении высокого выхода по току, стабильной массовой доли никеля и связаны со скоростью перемещения проволоки в агрегате. Для поддержания стабильной работы электролита используются медно-никелевые аноды, состав которых зависит от состава осаждаемого сплава. Приведенные признаки обеспечивают расширение возможностей технологического процесса получения латунных покрытий на проволоке для металлокорда (и в других необходимых случаях), обеспечивают повышение адгезионных свойств и антикоррозионной стойкости, дают возможность стабилизировать однофазное -состояние латуни при одновременном снижении массовой доли меди в составе покрытия. Общая длительность осаждения компонентов не превышает 22 с (без учета операций промывки). Примеры конкретной реализации способа. Пример 1. Предлагаемый способ получения легированного никелем латунного покрытия на проволоке для металлокорда опробован на промышленном гальванотермическом агрегате 4 в цехе СтПЦ-1 Белорусского металлургического завода. Проволока после среднего волочения подвергалась патентированию с прохождением через ванну с расплавом свинца, охлаждению до комнатной температуры, биполярному травлению в серной кислоте и промывке. После этого на поверхность проволоки посредством электроосаждения сначала наносился слой медно-никелевого сплава с содержанием никеля 15 при одновременном осаждении меди и никеля из медно-никелевого пирофосфатного электролита, затем наносился слой меди из кислого электролита,и последним наносился слой цинка из электролита на основе сернокислого цинка. Далее проводился термодиффузионный отжиг с нагревом электроконтактным способом до температуры 500 С, в процессе которого происходило образование однородного легированного никелем латунного сплава с последующим травлением в фосфорной кислоте и сушкой. Пример 2. Этот вариант способа получения легированного никелем латунного покрытия на проволоке для металлокорда также опробован на опытном гальванотермическом агрегате Белорусского металлургического завода. На поверхность проволоки посредством электроосаждения из щелочного электролита при принятых по обычной технологии режимах наносился слой меди, затем слой медно-никелевого сплава с содержанием никеля 26 при одновременном осаждении меди и никеля из медно-никелевого пирофосфатного электролита,и последним наносился слой цинка из электролита на основе сернокислого цинка. Далее проводился термодиффузионный отжиг с нагревом электроконтактным способом до температуры 500 С, в процессе которого 4482 1 происходило образование однородного легированного никелем латунного сплава с последующим травлением в фосфорной кислоте и сушкой. Пример 3. Предлагаемый способ получения легированного никелем латунного покрытия на проволоке для металлокорда также опробован на опытном гальванотермическом агрегате Белорусского металлургического завода. На поверхность проволоки посредством электроосаждения наносился слой меди из щелочного электролита,затем слой медно-никелевого сплава с содержанием никеля 28 при одновременном осаждении меди и никеля из медно-никелевого пирофосфатного электролита, далее наносился слой меди из кислого электролита,и последним наносился слой цинка из электролита на основе сернокислого цинка. На заключительной стадии проводился термодиффузионный отжиг с нагревом электроконтактным способом до температуры 500 С, в процессе которого происходило образование однородного легированного никелем латунного сплава с последующим травлением в фосфорной кислоте и сушкой. Во всех случаях для осаждения медно-никелевого сплава использовался один и тот же пирофосфатный электролит, соотношение пирофосфатов меди и никеля в котором было равно 11,9. Операции осаждения меди из щелочного и кислого электролитов и цинка, а также термодиффузии проводились по тем же режимам, что и в известном способе. Расчеты величины выхода по току для электроосаждения медно-никелевого сплава с использованием экспериментально полученных значений массы осажденного медно-никелевого сплава, массы осажденного слоя меди из кислого электролита и массы осажденного цинка с учетом электрических параметров процесса показали, что она равна 87-93 . Из полученной таким образом проволоки с опытным покрытием изготавливался металлокорд различных конструкций. На отобранных образцах проводились испытания адгезионных свойств и коррозионной стойкости. Результаты испытаний приведены в таблице. Таблица Свойство Способ Используемый на РУП БМЗ (нелегированное покрытие) Прототип Предлагаемый (вариант Способ может быть использован на заводах, производящих металлокорд, в частности на Республиканском унитарном предприятии Белорусский металлургический завод. Он может быть использован также и в любых других случаях, требующих получения легированного никелем латунного покрытия на металлической подложке. Источники информации 1. Кувалдин Н.А., Жебраков Н.А., Феоктистов Ю.В. // Черная металлургия. - 1986, . 4 - С. 41-43. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: C23C 30/00
Метки: легированного, способ, покрытия, получения, латунного, никелем
Код ссылки
<a href="https://by.patents.su/3-4482-sposob-polucheniya-legirovannogo-nikelem-latunnogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения легированного никелем латунного покрытия</a>
Способ получения паяемого покрытия на тонких пленках алюминия
Номер патента: 4492
Опубликовано: 30.06.2002
Авторы: Гринис Лариса Михайловна, Сокол Виталий Александрович
МПК: H01L 21/288
Метки: пленках, алюминия, покрытия, способ, получения, паяемого, тонких
Текст:
...осаждения никеля вводят фторид натрия или калия и создают слабокислую среду с рН 3,5-5 введением аминоуксусной кислоты. Аминоуксусная кислота является также комплексообразующим агентом, связывающим ионы никеля в растворимые комплексы и регулирующим скорость контактного обмена алюминия на никель. Контактное осаждение никеля проводят в водном растворе, содержащем соль никеля в количестве 20-60 г/л, натрий фтористый или калий фтористый в...
Способ получения легированного монокристалла триглицинсульфата из раствора
Номер патента: 1346
Опубликовано: 16.09.1996
Авторы: Цедрик Михаил Семенович, Януть Виктор Иосифович, Марголин Леонид Наумович, Гонтарев Вячеслав Федорович
МПК: C30B 29/54, C30B 7/08
Метки: способ, легированного, получения, монокристалла, раствора, триглицинсульфата
Текст:
...помещают в обогатитель между кристаллизатором и обогатителем устанавливают постоянный градиент температур, так чтобы температура в обогатителе была больше, чем температура в кристаллизаторе. Постоянство температур в кристаллизаторе и ОООГЗТИТЕЛС поддерживается ТВРМОСТЗТЗМИ при ПОМОЩИ ПОМПЫ, НСПрЕрЬШНО подавая Насыщенный раствор по переходу из обогатителя в кристаллизатор со скоростью 30 мл/час., доводят до насыщения раствор в...
Способ получения легированного кварцевого стекла
Номер патента: 1861
Опубликовано: 30.12.1997
Авторы: Бойко Андрей Андреевич, Мельниченко Игорь Михайлович, Подденежный Евгений Николаевич
МПК: C03B 20/00, C03B 8/02
Метки: получения, стекла, способ, кварцевого, легированного
Текст:
...пластин с массой каждой пластины 50 г. Аналогично вышеописанному были получены еще 5 партий гелей в форме пластин и с массами по 50 г. После образования каждой партии геля формы открывали и помещали гели в раство 4 1861 1 ры легирующей соли в деионизованной воде, где выдерживали заданное время. При этом для каждой партии использовали растворы легирующей соли, для которых соотношение мольных концентраций легирующей соли и воды соответствовали...
Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Соболевский Сергей Борисович, Ильющенко Александр Федорович, Ивашко Виктор Сергеевич, Оковитый Вячеслав Александрович
МПК: C23C 4/18
Метки: способ, получения, покрытия, теплозащитного
Текст:
...по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую...
Способ получения пленочного покрытия лекарственных препаратов
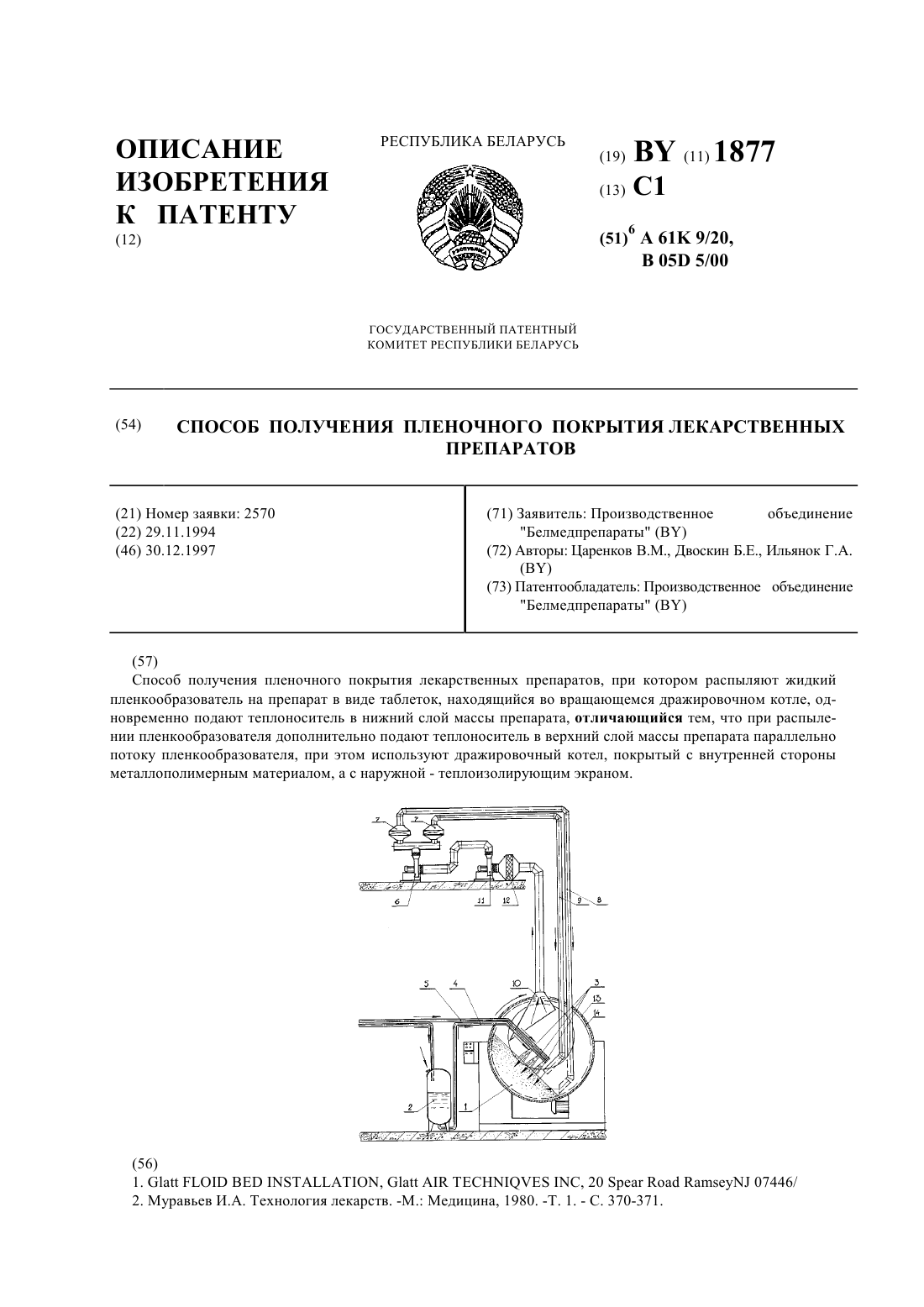
Номер патента: 1877
Опубликовано: 30.12.1997
Авторы: Царенков Валерий Минович, Ильянок Галина Алексеевна, Двоскин Борис Ефимович
Метки: способ, покрытия, пленочного, лекарственных, получения, препаратов
Текст:
...интенсивного перемешивания препарата,увеличивает возможность его истирания о поверхность барабана и таким образом затрудняет подбор и поддержание оптимальных технологических параметров процесса покрытия. 2. Высокая теплопроводность металлического корпуса барабана приводит к дополнительным тепловым потерям и не позволяет обеспечить равномерный тепловой режим в слое лекарственного препарата. Заявляемый способ получения пленочного покрытия...
Предыдущий патент: Спиральный кабель управления подвижных одна относительно другой частей транспортных средств
Следующий патент: Электропередача переменного тока
Случайный патент: Система управления блокировками дифференциалов колесной машины