Устройство для дуговой сварки горизонтальных стыковых соединений арматурных стержней
Номер патента: 17404
Опубликовано: 30.08.2013
Авторы: Нестеров Владимир Григорьевич, Писарев Владимир Александрович, Окунь Григорий Исакович, Пантелеенко Федор Иванович
Текст
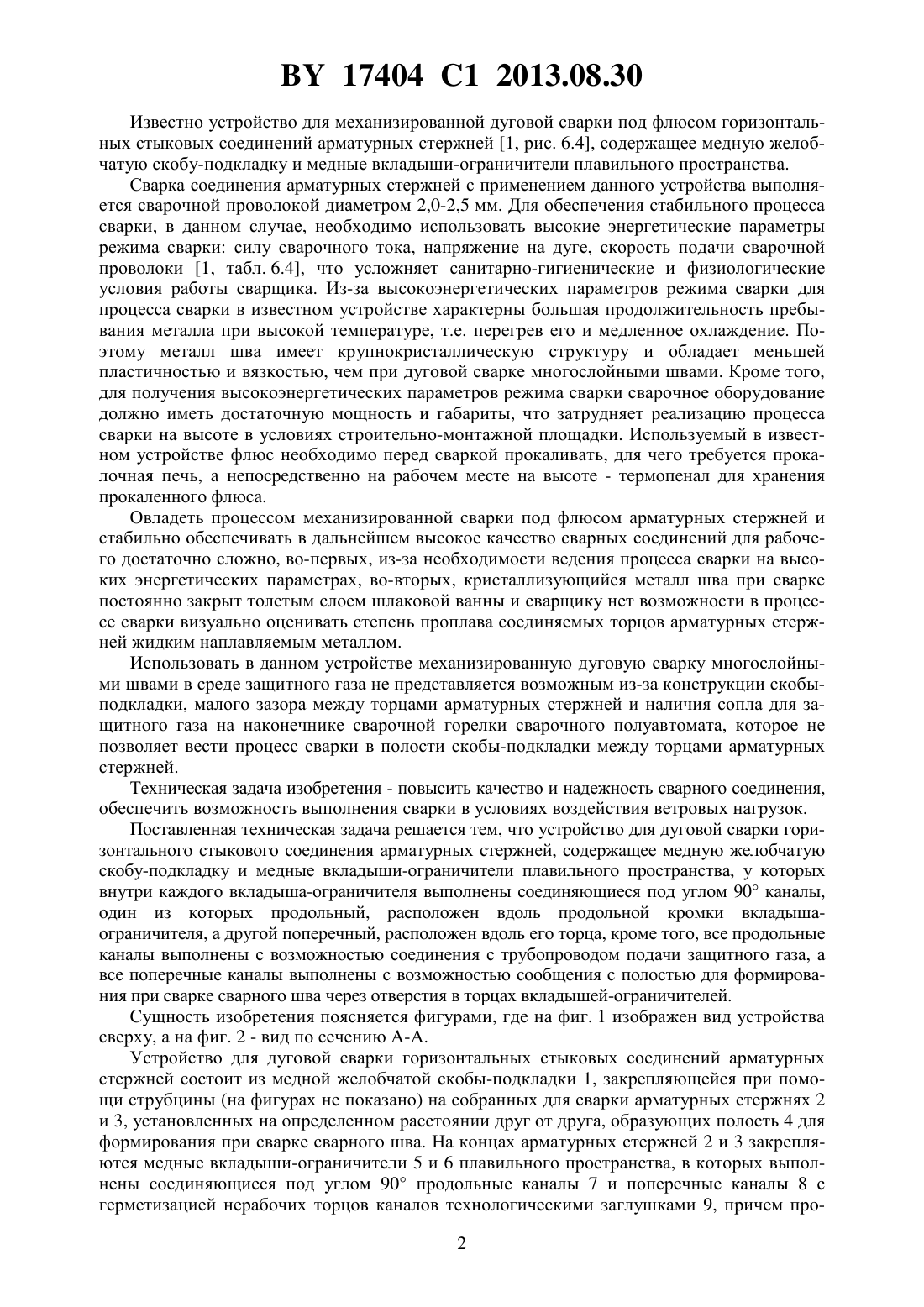
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ГОРИЗОНТАЛЬНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ АРМАТУРНЫХ СТЕРЖНЕЙ(71) Заявитель Белорусский национальный технический университет(72) Авторы Окунь Григорий Исакович Нестеров Владимир Григорьевич Писарев Владимир Александрович Пантелеенко Федор Иванович(73) Патентообладатель Белорусский национальный технический университет(56) Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций(57) Устройство для дуговой сварки горизонтального стыкового соединения арматурных стержней, содержащее медную желобчатую скобу-подкладку и медные вкладышиограничители плавильного пространства, отличающееся тем, что внутри каждого вкладыша-ограничителя выполнены соединяющиеся под углом 90 каналы, один из которых продольный, расположен вдоль продольной кромки вкладыша-ограничителя, а другой поперечный, расположен вдоль его торца, кроме того, все продольные каналы выполнены с возможностью соединения с трубопроводом подачи защитного газа, а все поперечные каналы выполнены с возможностью сообщения с полостью для формирования при сварке сварного шва через отверстия в торцах вкладышей-ограничителей. Фиг. 1 Изобретение относится к устройствам для дуговой сварки многослойными швами в среде защитных газов горизонтальных стыковых соединений арматурных стержней при выполнении сварочных работ в условиях воздействия ветровых нагрузок. 17404 1 2013.08.30 Известно устройство для механизированной дуговой сварки под флюсом горизонтальных стыковых соединений арматурных стержней 1, рис. 6.4, содержащее медную желобчатую скобу-подкладку и медные вкладыши-ограничители плавильного пространства. Сварка соединения арматурных стержней с применением данного устройства выполняется сварочной проволокой диаметром 2,0-2,5 мм. Для обеспечения стабильного процесса сварки, в данном случае, необходимо использовать высокие энергетические параметры режима сварки силу сварочного тока, напряжение на дуге, скорость подачи сварочной проволоки 1, табл. 6.4, что усложняет санитарно-гигиенические и физиологические условия работы сварщика. Из-за высокоэнергетических параметров режима сварки для процесса сварки в известном устройстве характерны большая продолжительность пребывания металла при высокой температуре, т.е. перегрев его и медленное охлаждение. Поэтому металл шва имеет крупнокристаллическую структуру и обладает меньшей пластичностью и вязкостью, чем при дуговой сварке многослойными швами. Кроме того,для получения высокоэнергетических параметров режима сварки сварочное оборудование должно иметь достаточную мощность и габариты, что затрудняет реализацию процесса сварки на высоте в условиях строительно-монтажной площадки. Используемый в известном устройстве флюс необходимо перед сваркой прокаливать, для чего требуется прокалочная печь, а непосредственно на рабочем месте на высоте - термопенал для хранения прокаленного флюса. Овладеть процессом механизированной сварки под флюсом арматурных стержней и стабильно обеспечивать в дальнейшем высокое качество сварных соединений для рабочего достаточно сложно, во-первых, из-за необходимости ведения процесса сварки на высоких энергетических параметрах, во-вторых, кристаллизующийся металл шва при сварке постоянно закрыт толстым слоем шлаковой ванны и сварщику нет возможности в процессе сварки визуально оценивать степень проплава соединяемых торцов арматурных стержней жидким наплавляемым металлом. Использовать в данном устройстве механизированную дуговую сварку многослойными швами в среде защитного газа не представляется возможным из-за конструкции скобыподкладки, малого зазора между торцами арматурных стержней и наличия сопла для защитного газа на наконечнике сварочной горелки сварочного полуавтомата, которое не позволяет вести процесс сварки в полости скобы-подкладки между торцами арматурных стержней. Техническая задача изобретения - повысить качество и надежность сварного соединения,обеспечить возможность выполнения сварки в условиях воздействия ветровых нагрузок. Поставленная техническая задача решается тем, что устройство для дуговой сварки горизонтального стыкового соединения арматурных стержней, содержащее медную желобчатую скобу-подкладку и медные вкладыши-ограничители плавильного пространства, у которых внутри каждого вкладыша-ограничителя выполнены соединяющиеся под углом 90 каналы,один из которых продольный, расположен вдоль продольной кромки вкладышаограничителя, а другой поперечный, расположен вдоль его торца, кроме того, все продольные каналы выполнены с возможностью соединения с трубопроводом подачи защитного газа, а все поперечные каналы выполнены с возможностью сообщения с полостью для формирования при сварке сварного шва через отверстия в торцах вкладышей-ограничителей. Сущность изобретения поясняется фигурами, где на фиг. 1 изображен вид устройства сверху, а на фиг. 2 - вид по сечению А-А. Устройство для дуговой сварки горизонтальных стыковых соединений арматурных стержней состоит из медной желобчатой скобы-подкладки 1, закрепляющейся при помощи струбцины (на фигурах не показано) на собранных для сварки арматурных стержнях 2 и 3, установленных на определенном расстоянии друг от друга, образующих полость 4 для формирования при сварке сварного шва. На концах арматурных стержней 2 и 3 закрепляются медные вкладыши-ограничители 5 и 6 плавильного пространства, в которых выполнены соединяющиеся под углом 90 продольные каналы 7 и поперечные каналы 8 с герметизацией нерабочих торцов каналов технологическими заглушками 9, причем про 2 17404 1 2013.08.30 дольный канал 7 соединен с трубопроводом 10 подачи защитного газа, а поперечный канал 8 через отверстия 11, выполненные в торцах вкладышей-ограничителей, сообщается с полостью 4 для формирования при сварке сварного шва. Перед проведением сварки устройство в сборе при помощи струбцин закрепляется на собранном стыке горизонтальных стержней, а в трубопровод 10 подается защитный газ(чаще - углекислый газ), который, циркулируя по каналам 7 и 8 и выходя из отверстий 11 вкладышей-ограничителей 5 и 6, во-первых, благодаря своей более высокой, чем у воздуха плотности, стекает в полость 4, вытесняет оттуда воздух, изолируя тем самым место соединения арматурных стержней при сварке от кислорода и азота воздуха, во-вторых, на последней стадии сварки, когда уровень сварочной ванны поднимается до верхней точки сечения арматурных стержней, также защищает зону сварки - ванну расплавленного металла и сварочную дугу от воздействия потоков воздуха, образуя завесу из слоя защитного газа. Поскольку зона сварки постоянно интенсивно в процессе сварки защищена от воздействия потоков воздуха, имеется возможность выполнять механизированную дуговую сварку многослойными швами без применения сопла на сварочной горелке, что позволяет осуществлять манипуляцию наконечником сварочной горелки в зоне стыка арматурных стержней - полости 4 и выполнять в процессе сварки визуально оценку качества формирования каждого из наплавляемых слоев металла и сплавления слоев металла между собой и с арматурными стержнями, обеспечивая качество и надежность сварного соединения арматурных стержней. Поскольку сварка в предлагаемом устройстве выполняется сварочной проволокой малого диаметра (1,2 мм), создаются условия для более комфортной (менее напряженной) работы сварщика, чем при использовании проволоки диаметром 2-2,5 мм, т.к. применяются менее энергоемкие параметры режима сварки, и для их обеспечения требуется менее габаритное по размерам и массе сварочное оборудование, с которым легче работать на высоте,что также положительно влияет на качество и производительность сварочных работ. Таким образом, за счет изменения конструкции устройства, применения механизированной сварки в защитных газах многослойными швами упрощается обучение рабочего и освоение процесса сварки, уменьшаются материальные и физические затраты на сварку и тем самым уменьшается себестоимость работ. Источники информации 1. Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (РТМ 393-94). - М. НИИЖБ, Госстрой России, 1994. - С. 124-126. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 9/00
Метки: стыковых, стержней, устройство, дуговой, сварки, горизонтальных, соединений, арматурных
Код ссылки
<a href="https://by.patents.su/3-17404-ustrojjstvo-dlya-dugovojj-svarki-gorizontalnyh-stykovyh-soedinenijj-armaturnyh-sterzhnejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для дуговой сварки горизонтальных стыковых соединений арматурных стержней</a>
Устройство для дуговой сварки с колебаниями электрода

Номер патента: 6962
Опубликовано: 30.03.2005
Авторы: Якубович Дмитрий Иванович, Павлюк Сергей Кириллович
Метки: колебаниями, дуговой, электрода, устройство, сварки
Текст:
...к зоне сварки и их забрызгиваниеЗадача изобретения - получение конструкции устройства. позволяющего выполнять перемещения электрода поперек оси шва при механизированной сварке и наплавкеПоставленная задача достигается тем. что в устройстве для дуговой сварки с колебаниями электрода. содержащем сварочную горелку с трубкой для подачи защитного газа и сварочной проволоки. механизм колебаний. согласно изобретению. сварочная горелка вь 1...
Горелка для дуговой сварки в защитных газах
Номер патента: 14761
Опубликовано: 30.08.2011
Авторы: Саранцев Вадим Владимирович, Пантелеенко Федор Иванович, Писарев Владимир Александрович, Окунь Григорий Исакович
МПК: B23K 9/16
Метки: горелка, сварки, газах, защитных, дуговой
Текст:
...газовую защиту за счет создания кольцевой завесы, выходящей по винтовой линии из кольцевой щели горелки струи защитного газа, обладающей повышенной жесткостью к ветровым воздействиям и являющейся внешней системой подачи защитного газа. Защитный газ, дополнительно подаваемый через отверстия в мундштуке с электродом во внутреннюю полость горелки и выходящий наружу через сужающуюся по параболической кривой Витошинского концевую часть...
Горелка для дуговой сварки в защитных газах
Номер патента: U 5838
Опубликовано: 30.12.2009
Авторы: Саранцев Вадим Владимирович, Пантелеенко Федор Иванович, Писарев Владимир Александрович, Окунь Григорий Исакович
МПК: B23K 9/16
Метки: сварки, защитных, дуговой, газах, горелка
Текст:
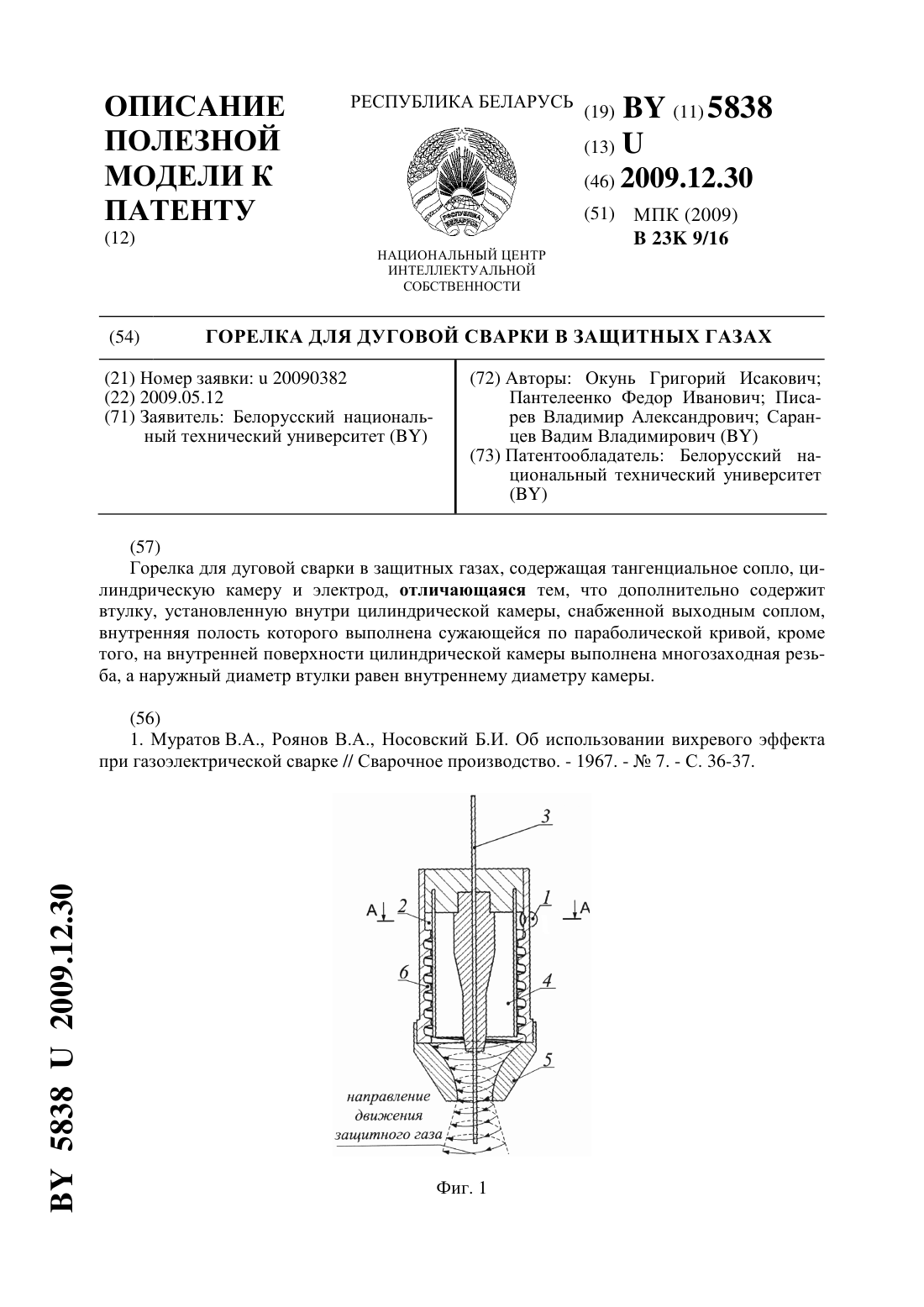
...сварки в защитных газах,содержащая тангенциальное сопло, цилиндрическую камеру и электрод, дополнительно содержит втулку, установленную внутри цилиндрической камеры, снабженной выходным соплом, внутренняя полость которого выполнена сужающейся по параболической кривой,кроме того, на внутренней поверхности цилиндрической камеры выполнена многозаходная резьба, а наружный диаметр втулки равен внутреннему диаметру камеры. Такая конструкция...
Узел стыкового соединения арматурных стержней

Номер патента: U 6457
Опубликовано: 30.08.2010
Авторы: Гайлеш Евгений Петрович, Шабанов Дмитрий Николаевич
МПК: E04C 5/16
Метки: стержней, арматурных, соединения, узел, стыкового
Текст:
...элементов в устройстве, что в процессе эксплуатации вызывает электрохимическую коррозию. Кроме того, использование в качестве заполнителя мелкозернистой бетонной смеси приводит к увеличению продолжительности процесса соединения арматурных стержней из-за необходимого времени твердения заполнителя. Задачей полезной модели является повышение надежности и сокращение времени соединения концов стержневой арматуры. Поставленная задача достигается...
Активирующий флюс для дуговой сварки углеродистых или легированных сталей
Номер патента: 13605
Опубликовано: 30.10.2010
Авторы: Олешкевич Дмитрий Анатольевич, Астрейко Людмила Александровна, Игнатович Зоя Владимировна, Никитина Алла Сергеевна
МПК: B23K 35/362
Метки: дуговой, или, углеродистых, легированных, сталей, активирующий, флюс, сварки
Текст:
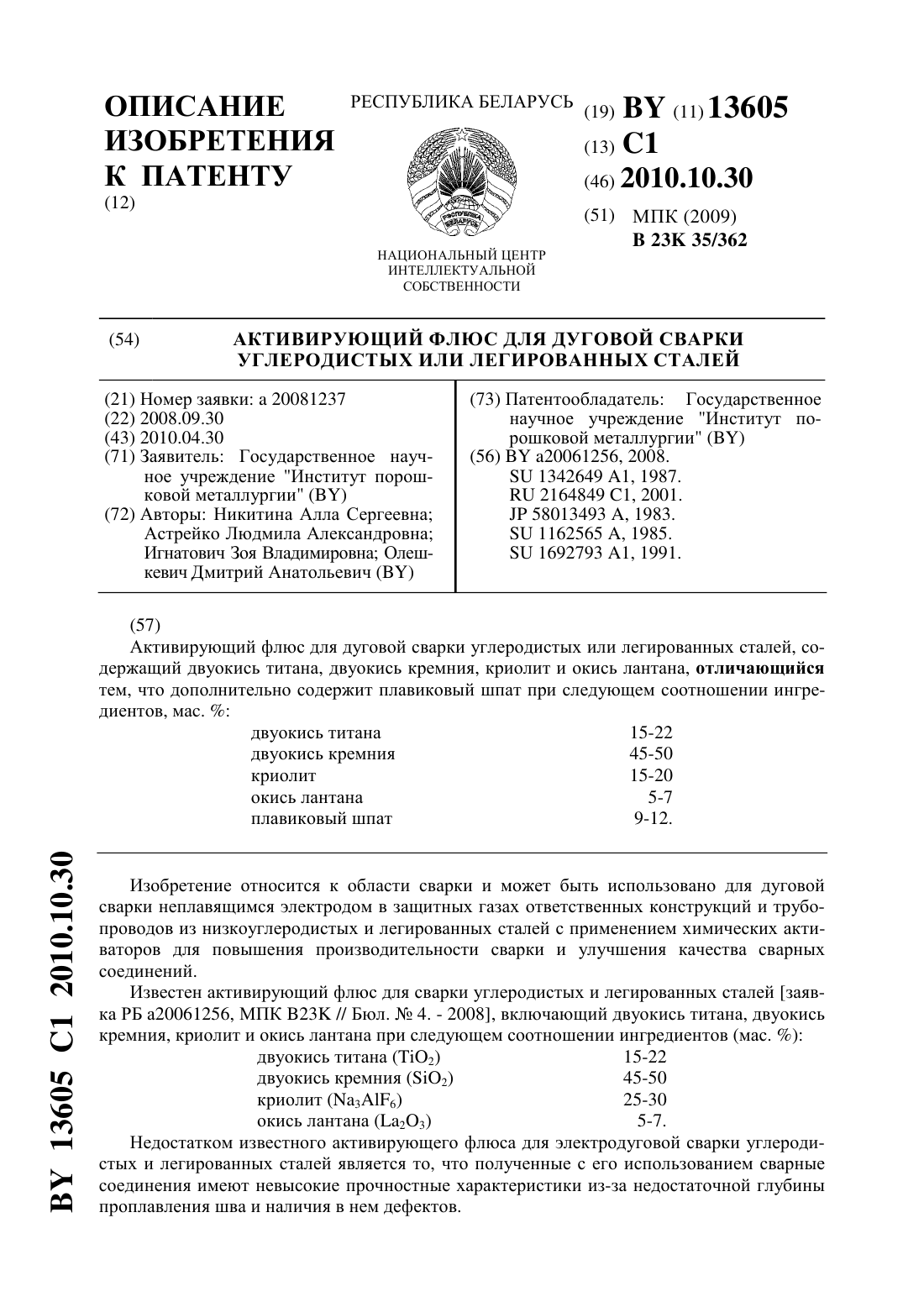
...700-750 С, т.е. до начала интенсивного окисления металла, поэтому образующийся шлак легко отделяется от поверхности шва. Эффект увеличения проплавляющей способности дуги определяется системой взаимосвязанных процессов, происходящих в сварочной ванне, столбе дуги и околодуговом пространстве. При плавлении флюса на поверхности сварочной ванны образуется экранирующая шлаковая фаза с низкой электропроводностью, которая снижает поверхностное...
Предыдущий патент: Вертикальная ударно-центробежная мельница
Следующий патент: Способ получения тромбина
Случайный патент: Композиция для выделения серебра, золота и металлов платиновой группы из механической смеси