Способ изготовления длинномерного металлического замкнутого профиля
Номер патента: 10328
Опубликовано: 28.02.2008
Авторы: Баркун Александр Андреевич, Глеб Юрий Анатольевич, Давидович Александр Николаевич, Вокшат Анатолий Сергеевич, Делендик Валерий Павлович, Давидович Владимир Александрович, Крупец Леонид Николаевич
Текст
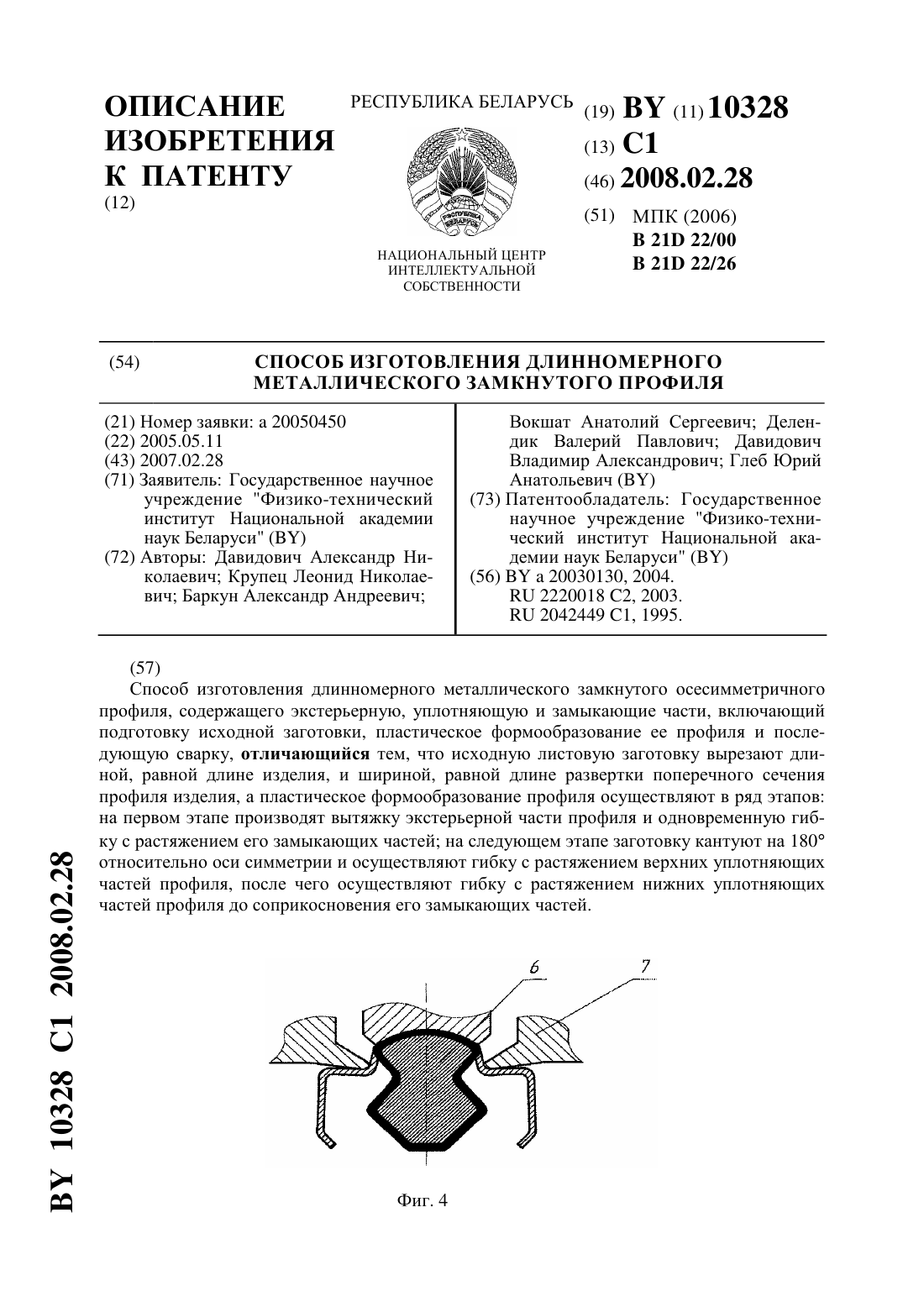
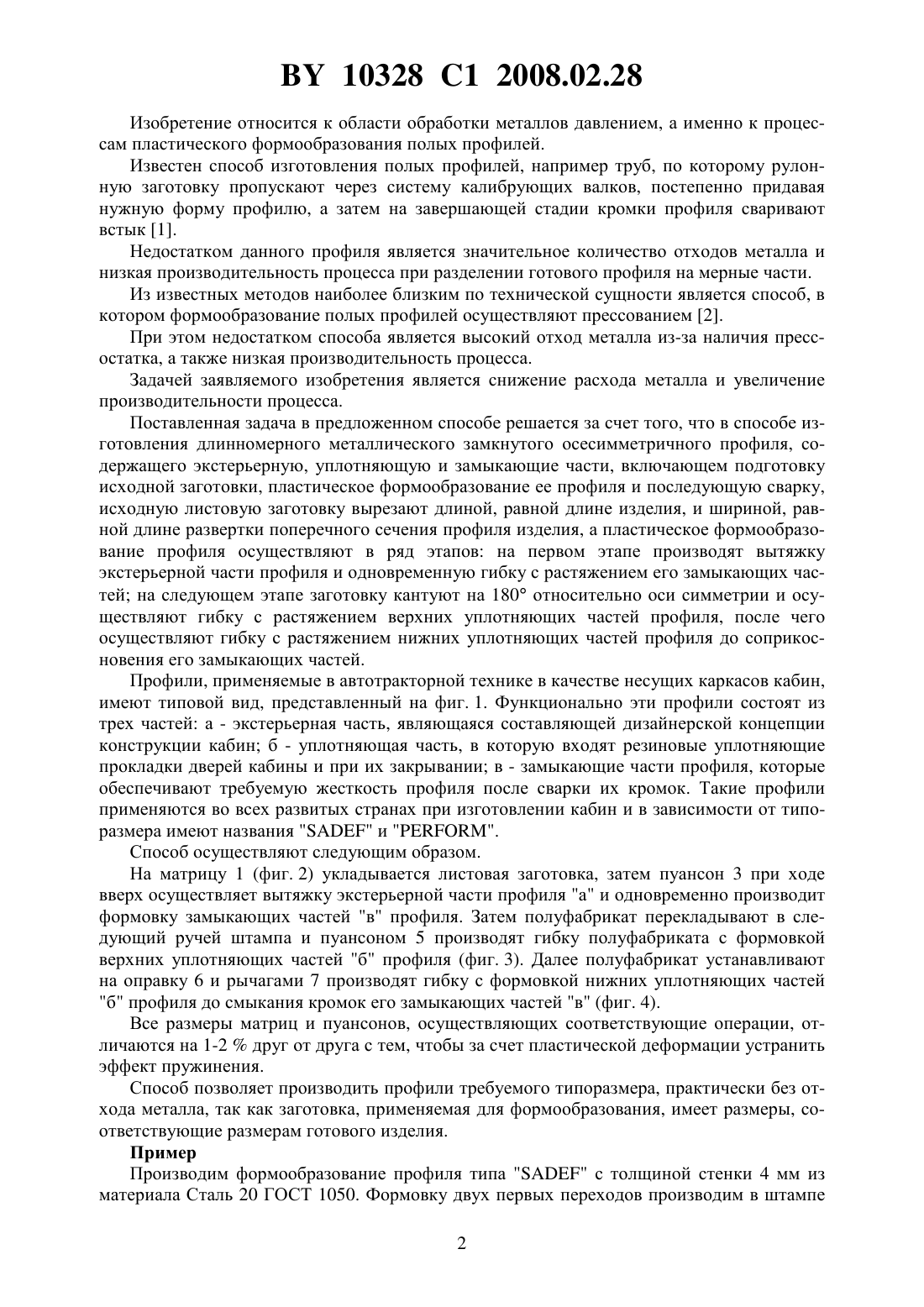
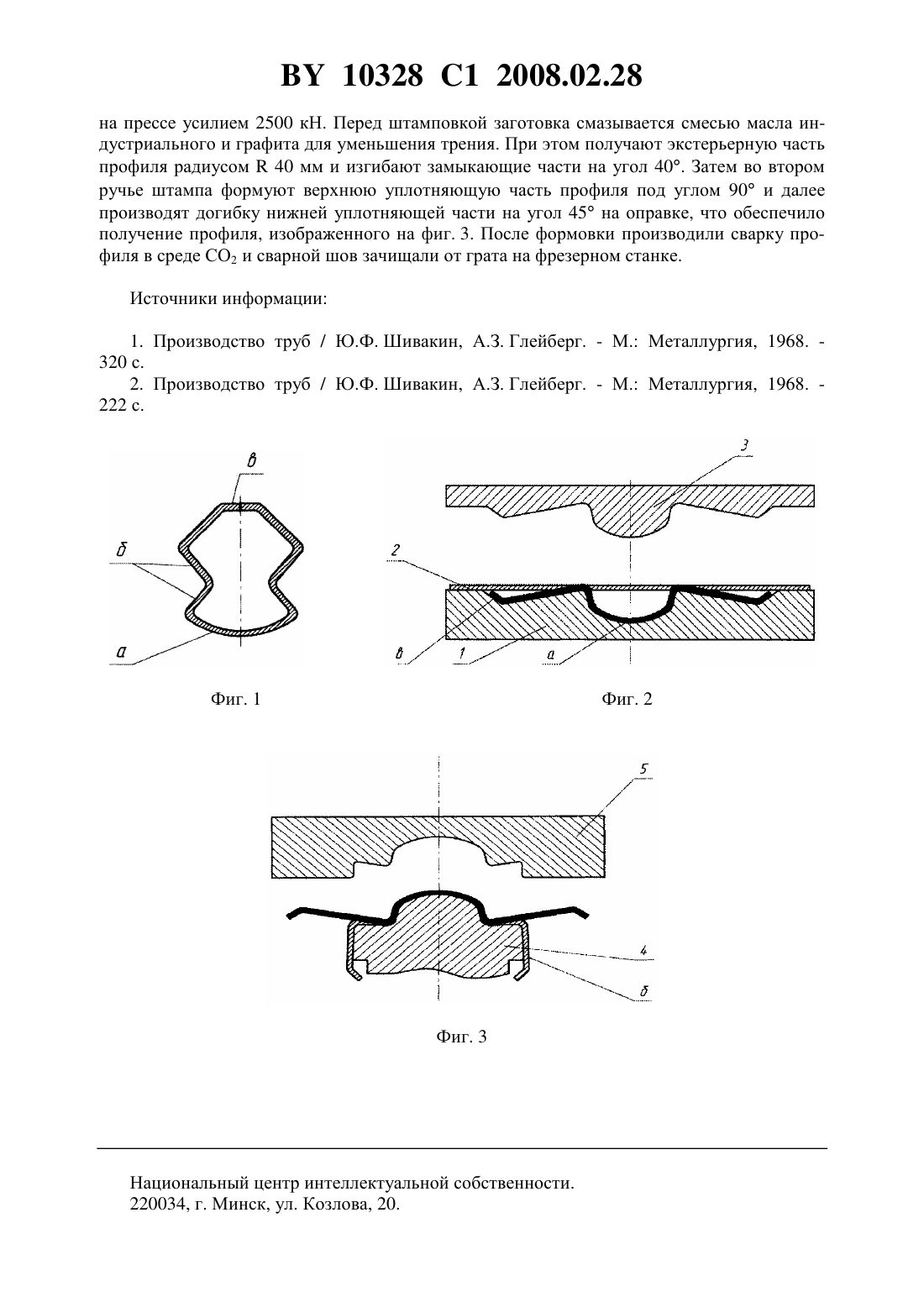
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОГО МЕТАЛЛИЧЕСКОГО ЗАМКНУТОГО ПРОФИЛЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Давидович Александр Николаевич Крупец Леонид Николаевич Баркун Александр Андреевич Вокшат Анатолий Сергеевич Делендик Валерий Павлович Давидович Владимир Александрович Глеб Юрий Анатольевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ изготовления длинномерного металлического замкнутого осесимметричного профиля, содержащего экстерьерную, уплотняющую и замыкающие части, включающий подготовку исходной заготовки, пластическое формообразование ее профиля и последующую сварку, отличающийся тем, что исходную листовую заготовку вырезают длиной, равной длине изделия, и шириной, равной длине развертки поперечного сечения профиля изделия, а пластическое формообразование профиля осуществляют в ряд этапов на первом этапе производят вытяжку экстерьерной части профиля и одновременную гибку с растяжением его замыкающих частей на следующем этапе заготовку кантуют на 180 относительно оси симметрии и осуществляют гибку с растяжением верхних уплотняющих частей профиля, после чего осуществляют гибку с растяжением нижних уплотняющих частей профиля до соприкосновения его замыкающих частей. 10328 1 2008.02.28 Изобретение относится к области обработки металлов давлением, а именно к процессам пластического формообразования полых профилей. Известен способ изготовления полых профилей, например труб, по которому рулонную заготовку пропускают через систему калибрующих валков, постепенно придавая нужную форму профилю, а затем на завершающей стадии кромки профиля сваривают встык 1. Недостатком данного профиля является значительное количество отходов металла и низкая производительность процесса при разделении готового профиля на мерные части. Из известных методов наиболее близким по технической сущности является способ, в котором формообразование полых профилей осуществляют прессованием 2. При этом недостатком способа является высокий отход металла из-за наличия прессостатка, а также низкая производительность процесса. Задачей заявляемого изобретения является снижение расхода металла и увеличение производительности процесса. Поставленная задача в предложенном способе решается за счет того, что в способе изготовления длинномерного металлического замкнутого осесимметричного профиля, содержащего экстерьерную, уплотняющую и замыкающие части, включающем подготовку исходной заготовки, пластическое формообразование ее профиля и последующую сварку,исходную листовую заготовку вырезают длиной, равной длине изделия, и шириной, равной длине развертки поперечного сечения профиля изделия, а пластическое формообразование профиля осуществляют в ряд этапов на первом этапе производят вытяжку экстерьерной части профиля и одновременную гибку с растяжением его замыкающих частей на следующем этапе заготовку кантуют на 180 относительно оси симметрии и осуществляют гибку с растяжением верхних уплотняющих частей профиля, после чего осуществляют гибку с растяжением нижних уплотняющих частей профиля до соприкосновения его замыкающих частей. Профили, применяемые в автотракторной технике в качестве несущих каркасов кабин,имеют типовой вид, представленный на фиг. 1. Функционально эти профили состоят из трех частей а - экстерьерная часть, являющаяся составляющей дизайнерской концепции конструкции кабин б - уплотняющая часть, в которую входят резиновые уплотняющие прокладки дверей кабины и при их закрывании в - замыкающие части профиля, которые обеспечивают требуемую жесткость профиля после сварки их кромок. Такие профили применяются во всех развитых странах при изготовлении кабин и в зависимости от типоразмера имеют названияи . Способ осуществляют следующим образом. На матрицу 1 (фиг. 2) укладывается листовая заготовка, затем пуансон 3 при ходе вверх осуществляет вытяжку экстерьерной части профиля а и одновременно производит формовку замыкающих частей в профиля. Затем полуфабрикат перекладывают в следующий ручей штампа и пуансоном 5 производят гибку полуфабриката с формовкой верхних уплотняющих частей б профиля (фиг. 3). Далее полуфабрикат устанавливают на оправку 6 и рычагами 7 производят гибку с формовкой нижних уплотняющих частей б профиля до смыкания кромок его замыкающих частей в (фиг. 4). Все размеры матриц и пуансонов, осуществляющих соответствующие операции, отличаются на 1-2 друг от друга с тем, чтобы за счет пластической деформации устранить эффект пружинения. Способ позволяет производить профили требуемого типоразмера, практически без отхода металла, так как заготовка, применяемая для формообразования, имеет размеры, соответствующие размерам готового изделия. Пример Производим формообразование профиля типас толщиной стенки 4 мм из материала Сталь 20 ГОСТ 1050. Формовку двух первых переходов производим в штампе 2 10328 1 2008.02.28 на прессе усилием 2500 кН. Перед штамповкой заготовка смазывается смесью масла индустриального и графита для уменьшения трения. При этом получают экстерьерную часть профиля радиусом 40 мм и изгибают замыкающие части на угол 40. Затем во втором ручье штампа формуют верхнюю уплотняющую часть профиля под углом 90 и далее производят догибку нижней уплотняющей части на угол 45 на оправке, что обеспечило получение профиля, изображенного на фиг. 3. После формовки производили сварку профиля в среде СО 2 и сварной шов зачищали от грата на фрезерном станке. Источники информации 1. Производство труб / Ю.Ф. Шивакин, А.З. Глейберг. - М. Металлургия, 1968. 320 с. 2. Производство труб / Ю.Ф. Шивакин, А.З. Глейберг. - М. Металлургия, 1968. 222 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21D 22/00, B21D 22/26
Метки: длинномерного, изготовления, замкнутого, профиля, металлического, способ
Код ссылки
<a href="https://by.patents.su/3-10328-sposob-izgotovleniya-dlinnomernogo-metallicheskogo-zamknutogo-profilya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления длинномерного металлического замкнутого профиля</a>
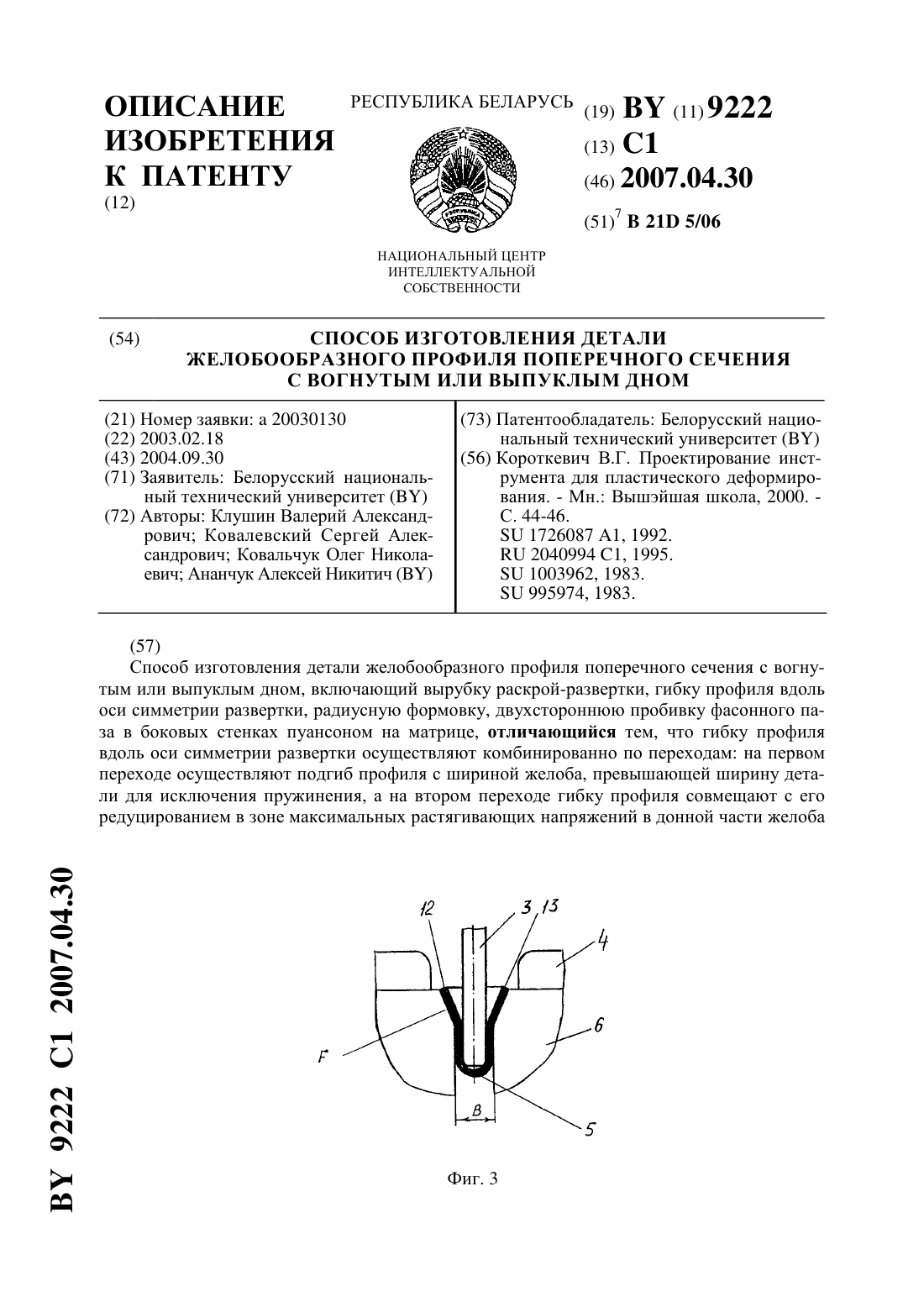
Способ изготовления детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном
Номер патента: 9222
Опубликовано: 30.04.2007
Авторы: Клушин Валерий Александрович, Ковальчук Олег Николаевич, Ковалевский Сергей Александрович, Ананчук Алексей Никитич
МПК: B21D 5/06
Метки: сечения, поперечного, изготовления, способ, желобообразного, выпуклым, профиля, вогнутым, дном, или, детали
Текст:
...на 180, осуществляемой по переходам деталь предварительно надвигают желобом на матрицу путем охвата матрицы деталью и фиксируют деталь двумя упорами по внутреннему и наружному контурам, затем зажимают одну из боковых стенок детали прижимом, после чего перемещают одновременно прижим, матрицу и деталь до подкладной плиты в упор и осуществляют пробивку фасонного паза в зажатой боковой стенке, затем деталь извлекают из матрицы и аналогично...
Способ изготовления изделий переменного по длине профиля
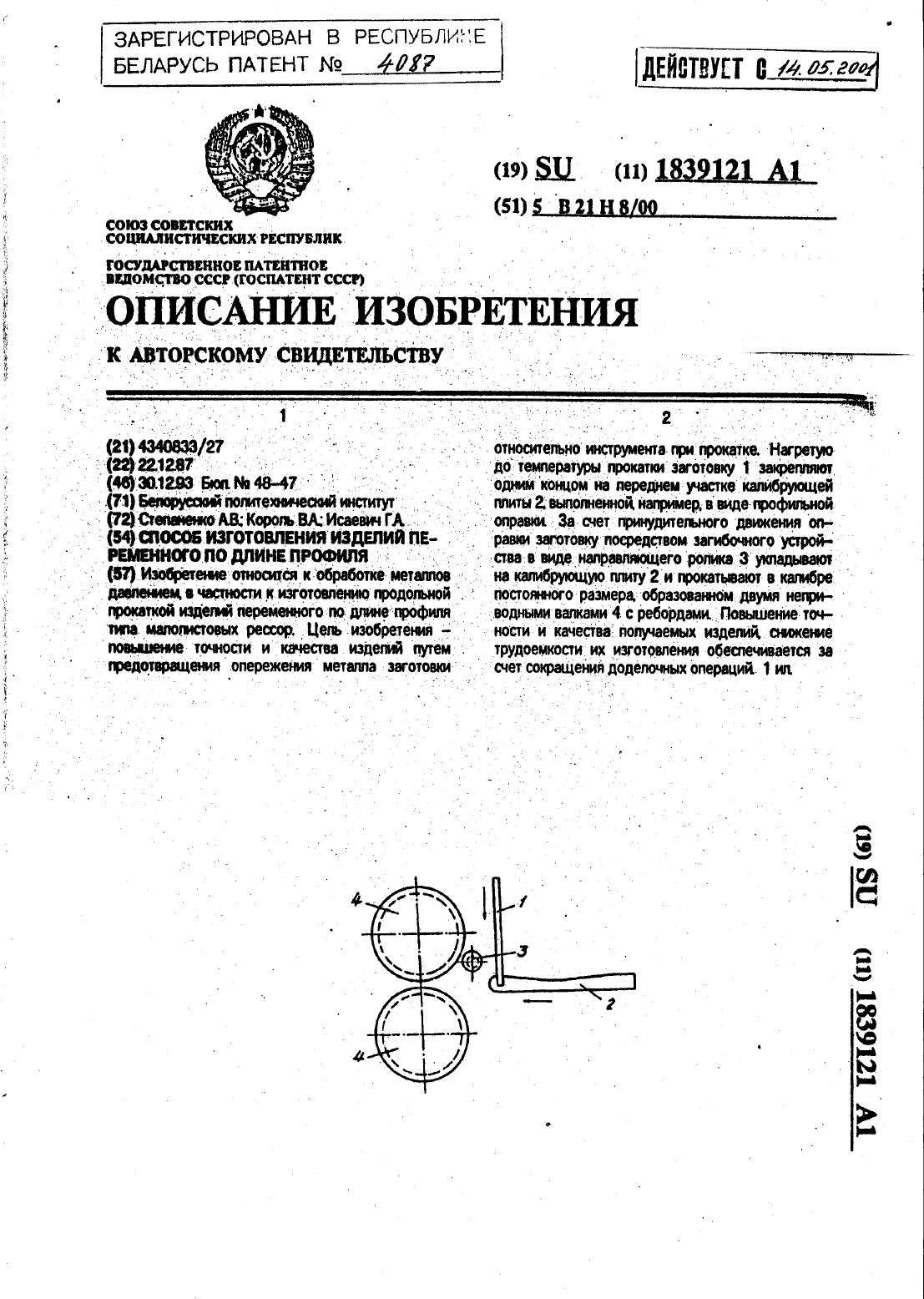
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Степаненко Александр Васильевич, Исаевич Георгий Александрович, Король Владимир Андреевич
МПК: B21H 8/00
Метки: длине, способ, изделий, переменного, изготовления, профиля
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Способ изготовления мебельных направляющих качения
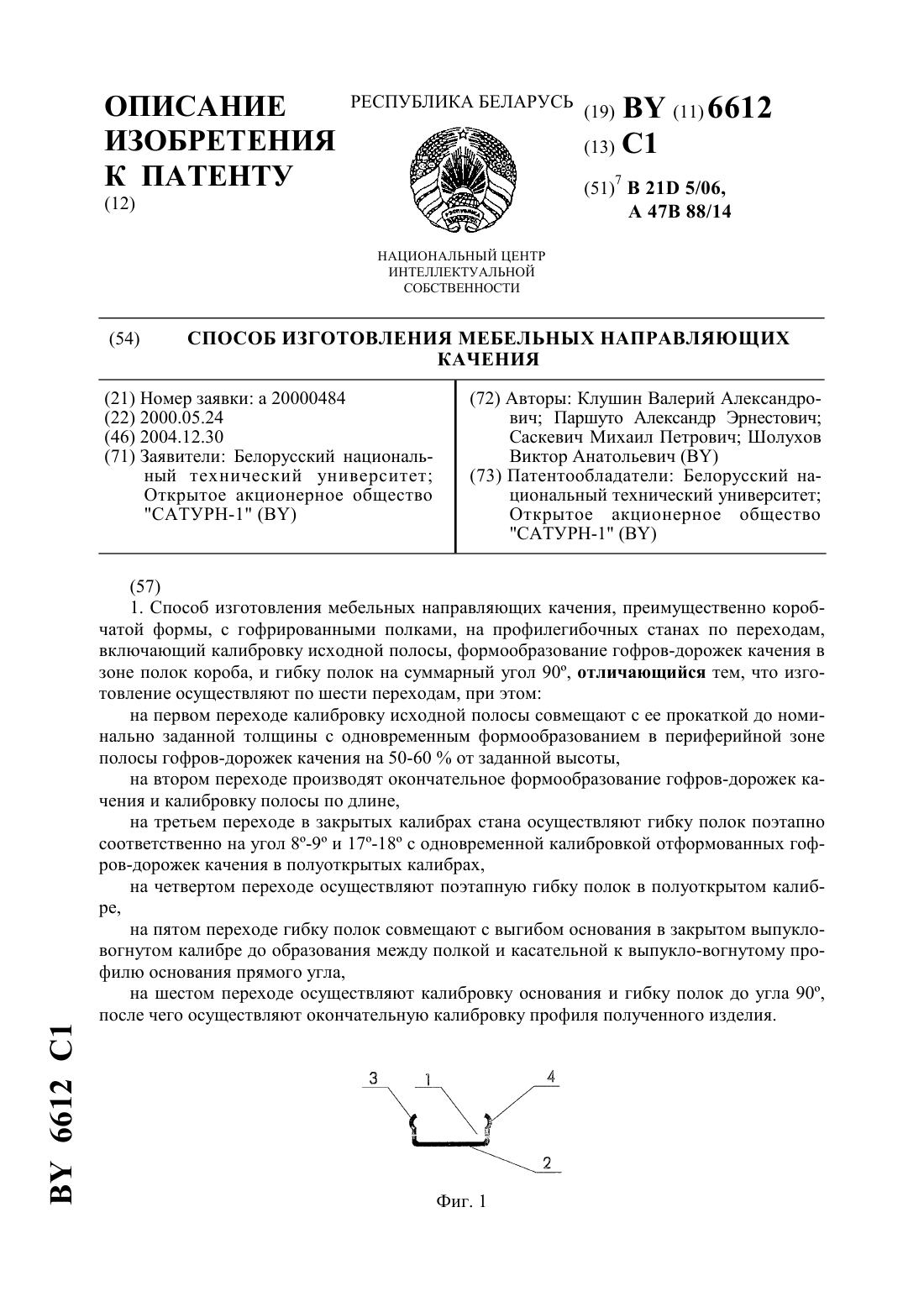
Номер патента: 6612
Опубликовано: 30.12.2004
Авторы: Паршуто Александр Эрнестович, Клушин Валерий Александрович, Саскевич Михаил Петрович, Шолухов Виктор Анатольевич
МПК: B21D 5/06, A47B 88/14
Метки: мебельных, направляющих, способ, качения, изготовления
Текст:
...профиля с вогнутыми гофрами-дорожками мебельной направляющей качения. Фиг. 15 - мебельная направляющая качения в сборе. Способ изготовления (по фиг. 1) мебельных направляющих 1 качения из полосы исх., преимущественно коробчатой формы, с основанием 2 и гофрированными полками 3, на профилегибочных станах по переходам, включает калибровку исходной полосы исх., формообразование гофров-дорожек 4 качения в зоне полок 3 короба и гибку полок 3 на...
Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”
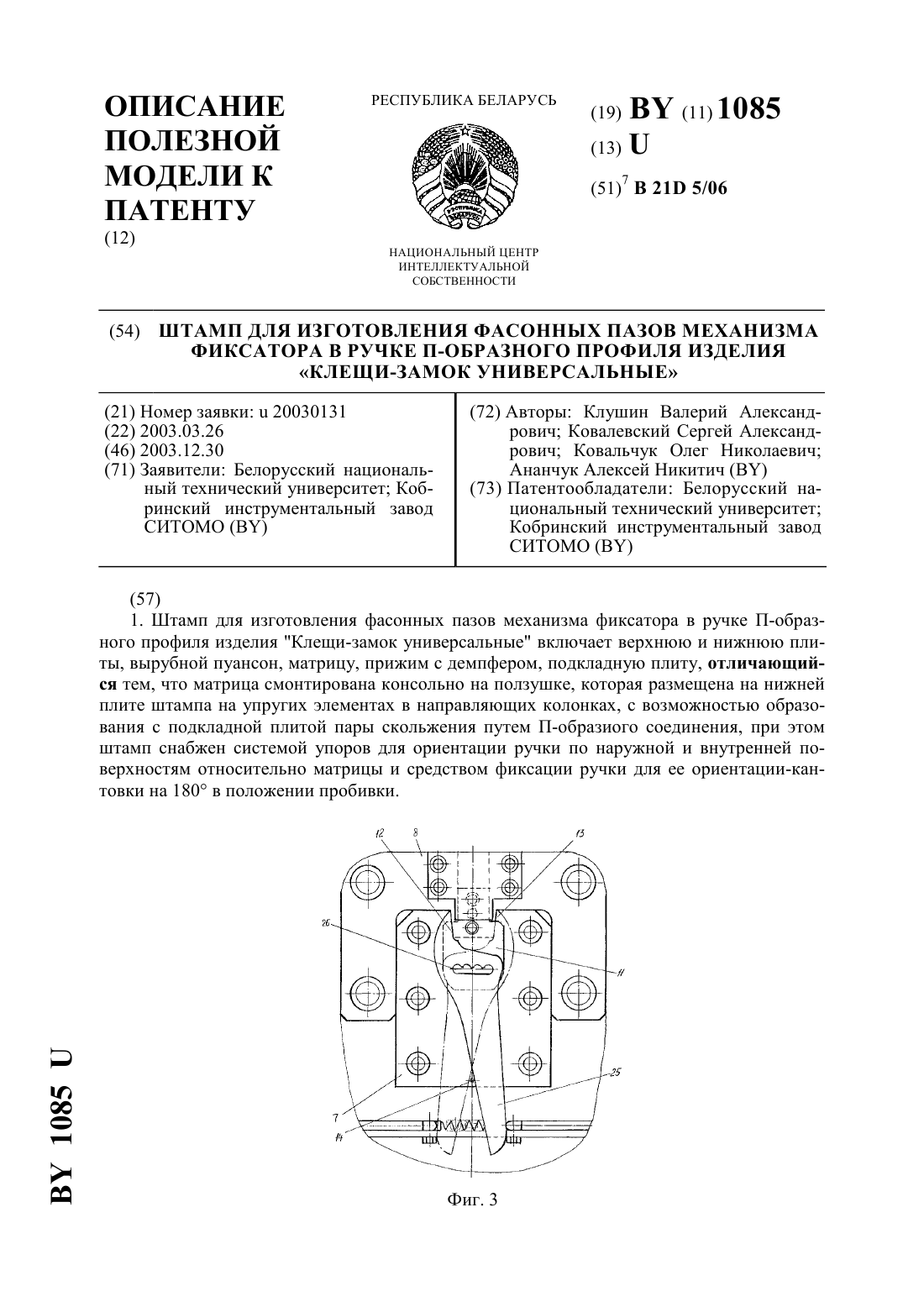
Номер патента: U 1085
Опубликовано: 30.12.2003
Авторы: Ковальчук Олег Николаевич, Ковалевский Сергей Александрович, Ананчук Алексей Никитич, Клушин Валерий Александрович
МПК: B21D 5/06
Метки: изделия, фиксатора, пазов, изготовления, фасонных, универсальные, п-образного, механизма, ручке, клещи-замок, штамп, профиля
Текст:
...средство фиксации ручки размещено на нижней плите штампа и выполнено в виде, связанных между собой упругим элементом, двух вертикальных стоек с горизонтальными упорами, шарнирно прикрепленных к нижней плите штампа и снабженных рукоятками управления их положения. Полезная модель поясняется чертежами, где на фиг. 1 - общий вид штампа в исходном положении,фиг. 2 - вид штампа в процессе пробивки фасонного паза в одной из стенок Побразного...
Автомат для изготовления пружин заданного профиля
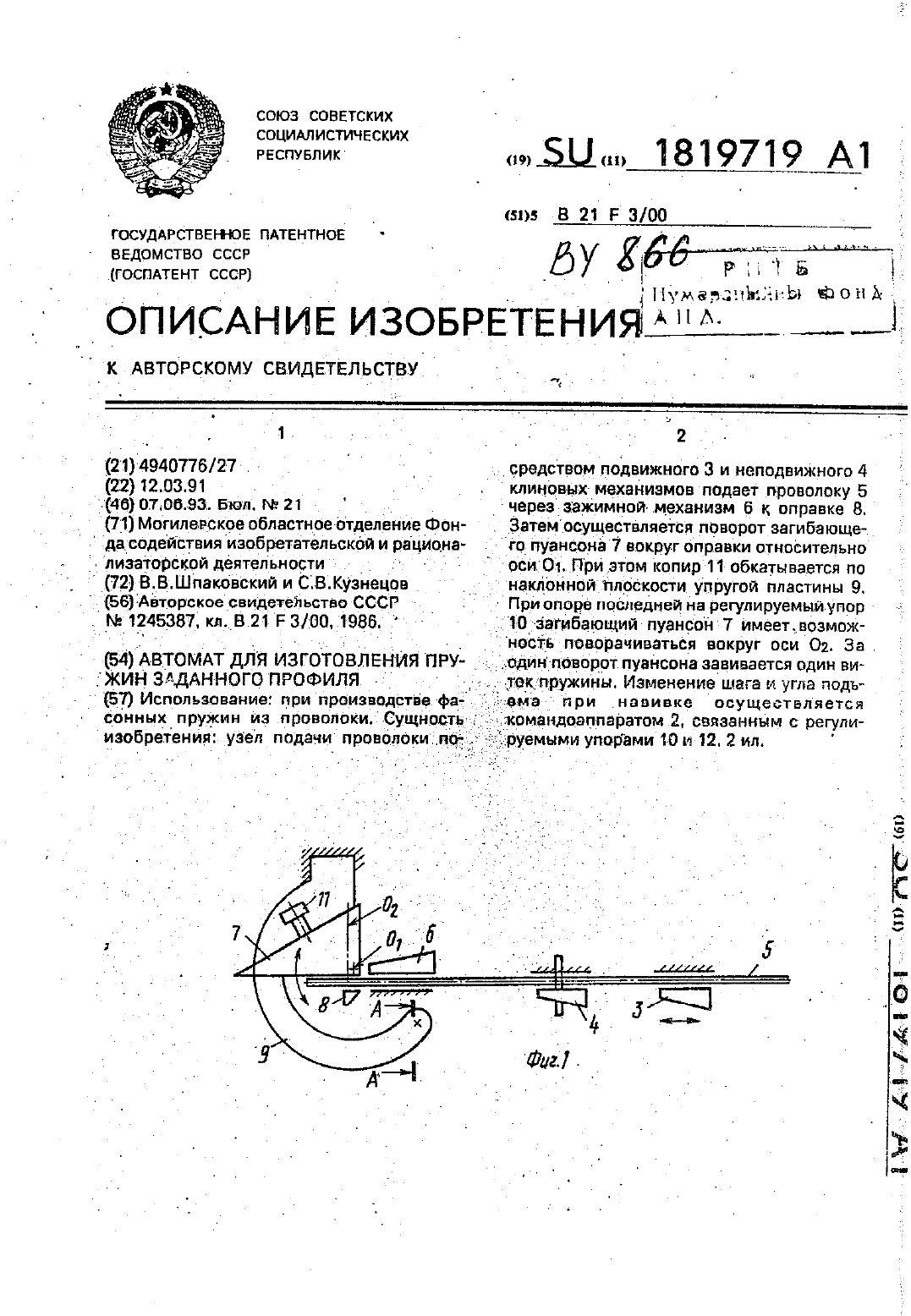
Номер патента: 866
Опубликовано: 15.08.1995
Авторы: Кузнецов С. В., Шпаковский В. В.
МПК: B21F 3/00
Метки: пружин, изготовления, автомат, профиля, заданного
Текст:
...пружины.Использование изобретение позволить значительно расширить технологические воз- можности автомата при изготовлении фасонных пружин за счет автоматического изменения шага и угла подъемапри тчавивке пружин.Формула изобретения Автомат для изготовления пружин заданного профиля. содержащий установлен ные на основании привод, узел подачи проволоки. узел формообразования спирали со средством для зансима проволокщзаоправкой ио средством для...
Предыдущий патент: Способ оценки адаптационной способности сердечнососудистой системы пациента
Следующий патент: Способ выращивания племенных бычков
Случайный патент: Измельчитель