Способ изготовления детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном
Номер патента: 9222
Опубликовано: 30.04.2007
Авторы: Клушин Валерий Александрович, Ковальчук Олег Николаевич, Ковалевский Сергей Александрович, Ананчук Алексей Никитич
Текст
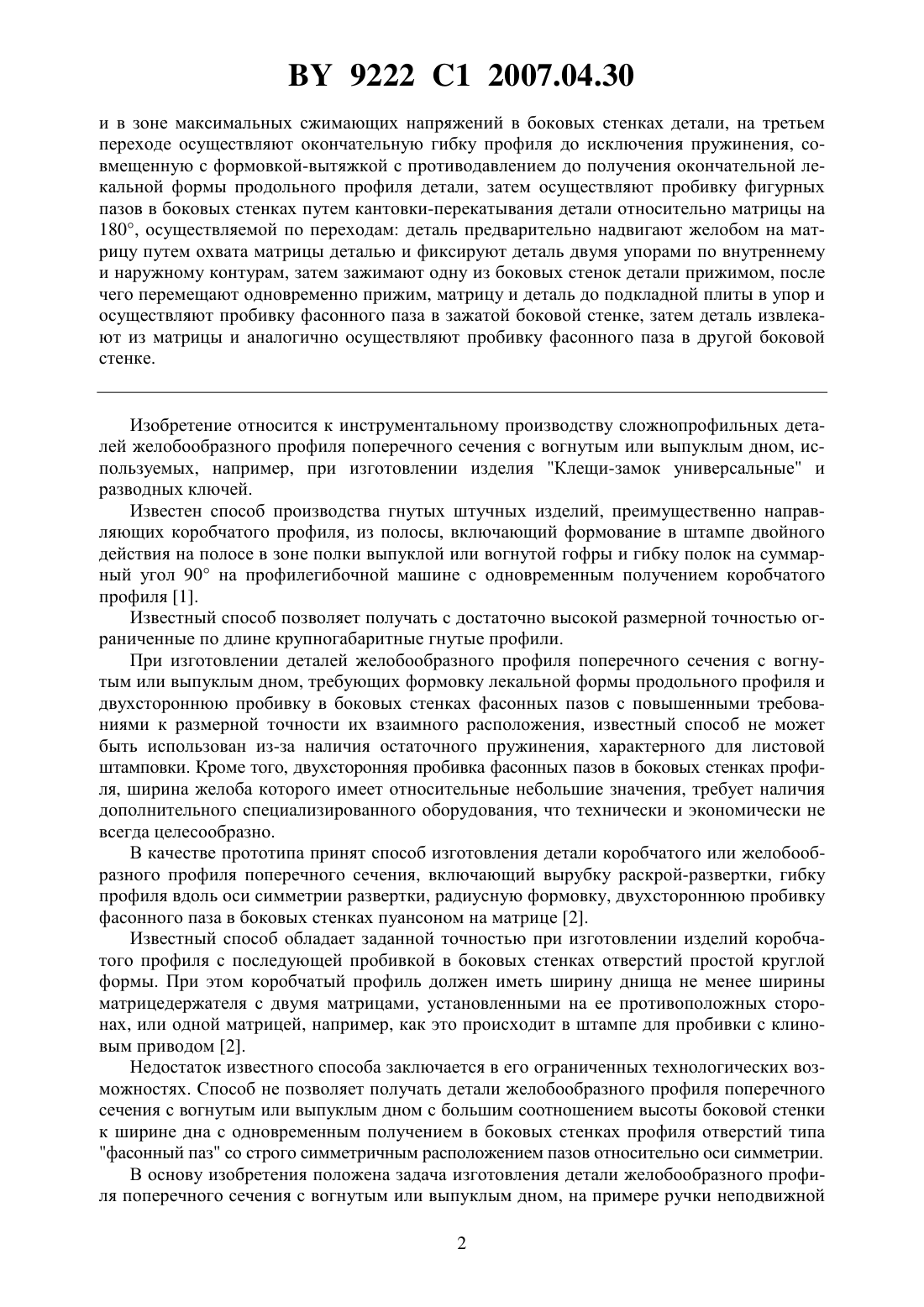
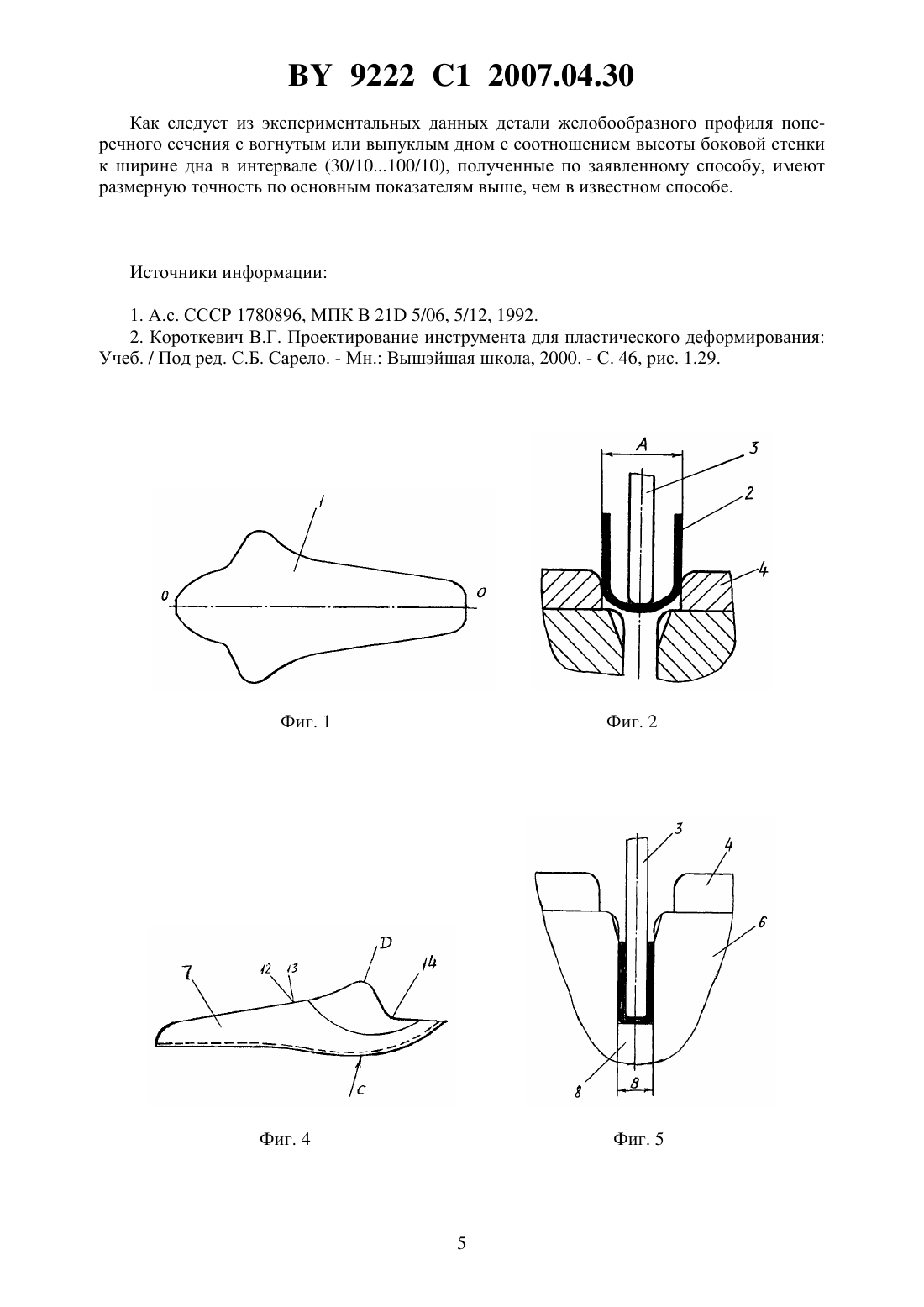
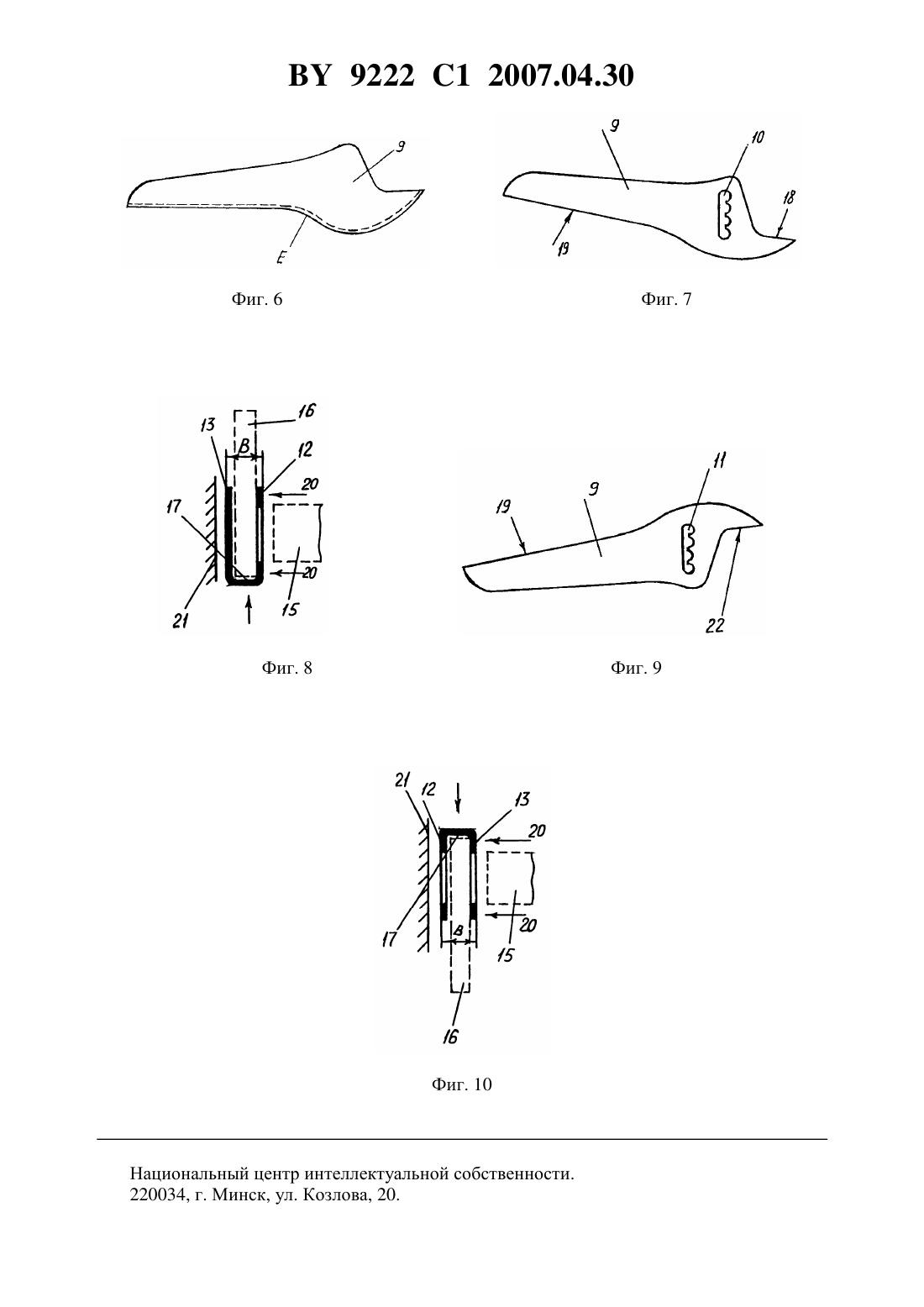
(51)21 5/06 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЖЕЛОБООБРАЗНОГО ПРОФИЛЯ ПОПЕРЕЧНОГО СЕЧЕНИЯ С ВОГНУТЫМ ИЛИ ВЫПУКЛЫМ ДНОМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Ковалевский Сергей Александрович Ковальчук Олег Николаевич Ананчук Алексей Никитич(73) Патентообладатель Белорусский национальный технический университет(56) Короткевич В.Г. Проектирование инструмента для пластического деформирования. - Мн. Вышэйшая школа, 2000. С. 44-46.1726087 1, 1992.2040994 1, 1995.1003962, 1983.995974, 1983.(57) Способ изготовления детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном, включающий вырубку раскрой-развертки, гибку профиля вдоль оси симметрии развертки, радиусную формовку, двухстороннюю пробивку фасонного паза в боковых стенках пуансоном на матрице, отличающийся тем, что гибку профиля вдоль оси симметрии развертки осуществляют комбинированно по переходам на первом переходе осуществляют подгиб профиля с шириной желоба, превышающей ширину детали для исключения пружинения, а на втором переходе гибку профиля совмещают с его редуцированием в зоне максимальных растягивающих напряжений в донной части желоба 9222 1 2007.04.30 и в зоне максимальных сжимающих напряжений в боковых стенках детали, на третьем переходе осуществляют окончательную гибку профиля до исключения пружинения, совмещенную с формовкой-вытяжкой с противодавлением до получения окончательной лекальной формы продольного профиля детали, затем осуществляют пробивку фигурных пазов в боковых стенках путем кантовки-перекатывания детали относительно матрицы на 180, осуществляемой по переходам деталь предварительно надвигают желобом на матрицу путем охвата матрицы деталью и фиксируют деталь двумя упорами по внутреннему и наружному контурам, затем зажимают одну из боковых стенок детали прижимом, после чего перемещают одновременно прижим, матрицу и деталь до подкладной плиты в упор и осуществляют пробивку фасонного паза в зажатой боковой стенке, затем деталь извлекают из матрицы и аналогично осуществляют пробивку фасонного паза в другой боковой стенке. Изобретение относится к инструментальному производству сложнопрофильных деталей желобообразного профиля поперечного сечения с вогнутым или выпуклым дном, используемых, например, при изготовлении изделия Клещи-замок универсальные и разводных ключей. Известен способ производства гнутых штучных изделий, преимущественно направляющих коробчатого профиля, из полосы, включающий формование в штампе двойного действия на полосе в зоне полки выпуклой или вогнутой гофры и гибку полок на суммарный угол 90 на профилегибочной машине с одновременным получением коробчатого профиля 1. Известный способ позволяет получать с достаточно высокой размерной точностью ограниченные по длине крупногабаритные гнутые профили. При изготовлении деталей желобообразного профиля поперечного сечения с вогнутым или выпуклым дном, требующих формовку лекальной формы продольного профиля и двухстороннюю пробивку в боковых стенках фасонных пазов с повышенными требованиями к размерной точности их взаимного расположения, известный способ не может быть использован из-за наличия остаточного пружинения, характерного для листовой штамповки. Кроме того, двухсторонняя пробивка фасонных пазов в боковых стенках профиля, ширина желоба которого имеет относительные небольшие значения, требует наличия дополнительного специализированного оборудования, что технически и экономически не всегда целесообразно. В качестве прототипа принят способ изготовления детали коробчатого или желобообразного профиля поперечного сечения, включающий вырубку раскрой-развертки, гибку профиля вдоль оси симметрии развертки, радиусную формовку, двухстороннюю пробивку фасонного паза в боковых стенках пуансоном на матрице 2. Известный способ обладает заданной точностью при изготовлении изделий коробчатого профиля с последующей пробивкой в боковых стенках отверстий простой круглой формы. При этом коробчатый профиль должен иметь ширину днища не менее ширины матрицедержателя с двумя матрицами, установленными на ее противоположных сторонах, или одной матрицей, например, как это происходит в штампе для пробивки с клиновым приводом 2. Недостаток известного способа заключается в его ограниченных технологических возможностях. Способ не позволяет получать детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном с большим соотношением высоты боковой стенки к ширине дна с одновременным получением в боковых стенках профиля отверстий типа фасонный паз со строго симметричным расположением пазов относительно оси симметрии. В основу изобретения положена задача изготовления детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном, на примере ручки неподвижной 2 9222 1 2007.04.30 изделия Клещи-замок универсальные, без остаточного пружинения желобообразного профиля поперечного сечения и с требуемым квалитетом размерной точности расположения фасонных пазов на боковых стенках детали. Поставленная задача достигается тем, что в способе изготовления детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном, включающем вырубку раскрой-развертки, гибку профиля вдоль оси симметрии развертки, радиусную формовку,двухстороннюю пробивку фасонного паза в боковых стенках пуансоном на матрице, согласно изобретению, гибку профиля вдоль оси симметрии развертки осуществляют комбинировано по переходам на первом переходе осуществляют подгиб профиля с шириной желоба, превышающей ширину детали для исключения пружинения, а на втором переходе гибку профиля совмещают с его редуцированием в зоне максимальных растягивающих напряжений в донной части желоба и в зоне максимальных сжимающих напряжений в боковых стенках детали, на третьем переходе осуществляют окончательную гибку профиля до исключения пружинения, совмещенную с формовкой-вытяжкой с противодавлением до получения окончательной лекальной формы продольного профиля детали, затем осуществляют пробивку фигурных пазов в боковых стенках путем кантовки-перекатывания детали относительно матрицы на 180, осуществляемой по переходам деталь предварительно надвигают желобом на матрицу путем охвата матрицы деталью и фиксируют деталь двумя упорами по внутреннему и наружному контурам, затем зажимают одну из боковых стенок детали прижимом, после чего перемещают одновременно прижим, матрицу и деталь до подкладной плиты в упор и осуществляют пробивку фасонного паза в зажатой боковой стенке, затем деталь извлекают из матрицы и аналогично осуществляют пробивку фасонного паза в другой боковой стенке. Изобретение поясняется чертежом. Фиг. 1 - форма раскрой-развертки детали желобообразного профиля, на примере ручки неподвижной изделия Клещи-замок универсальные фиг. 2 - подгиб профиля для придания раскрой-развертки коробчатой формы с шириной желоба, превышающей ширину изделия фиг. 3 - переход гибки, совмещенный с его редуцированием в зоне максимальных растягивающих напряжений в донной части желоба и в зоне максимальных сжимающих напряжений в боковых стенках детали фиг. 4 - вид сбоку на полуфабрикат перехода гибки по фиг. 3 фиг. 5 - переход гибки, совмещенный с формовкой-вытяжкой фиг. 6 - вид сбоку на деталь после гибки, совмещенной с формовкой - вытяжкой по фиг. 5 фиг. 7, 8, 9, 10 - переходы пробивки фасонного паза путем кантовки-перекатывания детали относительно матрицы на 180. Способ изготовления по фиг. 1 детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном включает вырубку раскрой-развертки 1, гибку профиля 2 по фиг. 2 вдоль оси О-О симметрии (фиг. 1) вытяжным пуансоном 3 в предварительной матрице 4, радиусную формовку 5 по фиг. 3 в окончательной матрице 6 вытяжным пуансоном 3 с получением полуфабриката 7 по фиг. 4. По фиг. 5 далее осуществляют гибку, совмещенную с формовкой-вытяжкой в окончательной матрице 6 вытяжным пуансоном 3 и противодавящим фасонным пуансоном 8 до получения окончательной лекальной формы продольного профиля детали 9 по фиг. 6. Пуансоны 3 и 8 выполнены с рабочими поверхностями на торцах с зеркальным отображением друг относительно друга. После чего осуществляют пробивку фасонного паза 10 по фиг. 7, 8 и фасонного паза 11 по фиг. 9, 10. Гибку профиля 2 вдоль оси О-О симметрии осуществляют комбинировано по переходам. На первом переходе по фиг. 2 осуществляют подгиб профиля 2 с шириной А желоба,3 9222 1 2007.04.30 превышающей ширину В полуфабриката 7 детали по фиг. 3, 4 для исключения пружинения, а на втором переходе по фиг. 3, гибку профиля 2 по фиг. 2 совмещают с его редуцированием наклонным лекальным отверстиемматрицы в зоне С максимальных растягивающих напряжений в донной части желоба и в зонемаксимальных сжимающих напряжений в боковых стенках 12, 13 в зоне зева 14 детали по фиг. 4. На третьем переходе по фиг. 5 осуществляют окончательную гибку до исключения пружинения, совмещенную с формовкой-вытяжкой в окончательной матрице 6 вытяжным пуансоном 3 и противодавящим фасонным пуансоном 8 до получения окончательной лекальной формы продольного профиля Е детали 9 по фиг. 6. Затем осуществляют пробивку пуансоном 15 фигурных пазов 10 и 11 в боковых стенках путем кантовки-перекатывания по фиг. 7, 8, 9, 10 детали относительно матрицы 16 на 180. Кантовку-перекатывание осуществляют по следующим переходам Деталь 9 по фиг. 7, 8 предварительно надвигают желобом 17 на матрицу 16 путем охвата матрицы 16 деталью 9 и фиксируют деталь 9 двумя упорами 18, 19 по внутреннему и наружному контурам, затем зажимают одну из боковых стенок, например, 12 желобообразного профиля детали 9 прижимом 20, после чего перемещают одновременно прижим 20, матрицу 16 и деталь 9 до подкладной плиты 21 штампа в упор и осуществляют пробивку фасонного паза 10 в зажатой боковой стенке 12, затем деталь 9 извлекают из матрицы 16 вместе с выдрой и аналогично указанному выше осуществляют пробивку фасонного паза 11 в другой боковой стенке 13, при этом деталь 9 фиксируют упором 19 и упором 22. Пример. Осуществляли изготовление деталей Ручка неподвижная изделия Клещи-замок универсальные в количестве 100 шт. по известному и заявленному способам. Материал,используемый для изготовления деталей, - сталь 20. По новой технологии изготовления, по изобретению, получены детали (ручки неподвижные изделия Клещи-замок универсальные) с большим соотношением высоты боковой стенки к ширине дна, имеющего малое значение, в интервале (30/10100/10), без остаточного пружинения желобообразного профиля, с одновременным получением в боковых стенках профиля фасонных пазов со строго симметричным их расположением относительно оси симметрии О-О. Известным способом при таком соотношении высоты стенки к ширине дна желобообразного профиля удавалось получать детали с наличием 1530 остаточного пружинения профиля, что требовало введения в технологию дополнительной операции подчеканки профиля для исключения пружинения. При получении деталей с соотношением высоты боковой стенки к ширине дна в интервале (30/10100/10) по известной технологии пробивку фасонных пазов осуществляют предварительно в раскрой-развертке. После окончательного формообразования детали несоосность фасонных пазов в стенках детали составляла (1,02,0) мм, что требовало последующей механической доработки фасонных пазов. В деталях коробчатого профиля с большой шириной дна после пробивки отверстий в боковых стенках по известному способу 2 несоосность круглых отверстий составляла(0,20,3) мм. По заявленной технологии несимметричность фасонных пазов в боковых стенках детали составляла (0,050,1) мм, что соответствует заданной точности детали Ручка неподвижная изделия Клещи-замок универсальные. Оптимальные параметры размерной точности желобообразного профиля детали на втором переходе были получены при совмещении гибки с редуцированием на экспериментально выявленном текущем угле редуцирования, равным 3-7. Заинтервальные режимы гибки совмещенные с редуцированием при угле менее 3 снижают технологичность и экономичность процесса, а более 7 - ухудшают конечные параметры размерной точности. 4 9222 1 2007.04.30 Как следует из экспериментальных данных детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном с соотношением высоты боковой стенки к ширине дна в интервале (30/10100/10), полученные по заявленному способу, имеют размерную точность по основным показателям выше, чем в известном способе. Источники информации 1. А.с. СССР 1780896, МПК В 21 5/06, 5/12, 1992. 2. Короткевич В.Г. Проектирование инструмента для пластического деформирования Учеб. / Под ред. С.Б. Сарело. - Мн. Вышэйшая школа, 2000. - С. 46, рис. 1.29. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21D 5/06
Метки: детали, вогнутым, способ, профиля, поперечного, или, сечения, изготовления, дном, выпуклым, желобообразного
Код ссылки
<a href="https://by.patents.su/6-9222-sposob-izgotovleniya-detali-zheloboobraznogo-profilya-poperechnogo-secheniya-s-vognutym-ili-vypuklym-dnom.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления детали желобообразного профиля поперечного сечения с вогнутым или выпуклым дном</a>
Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”
Номер патента: U 1085
Опубликовано: 30.12.2003
Авторы: Ковалевский Сергей Александрович, Ананчук Алексей Никитич, Клушин Валерий Александрович, Ковальчук Олег Николаевич
МПК: B21D 5/06
Метки: механизма, универсальные, пазов, фасонных, фиксатора, изготовления, п-образного, ручке, клещи-замок, профиля, изделия, штамп
Текст:
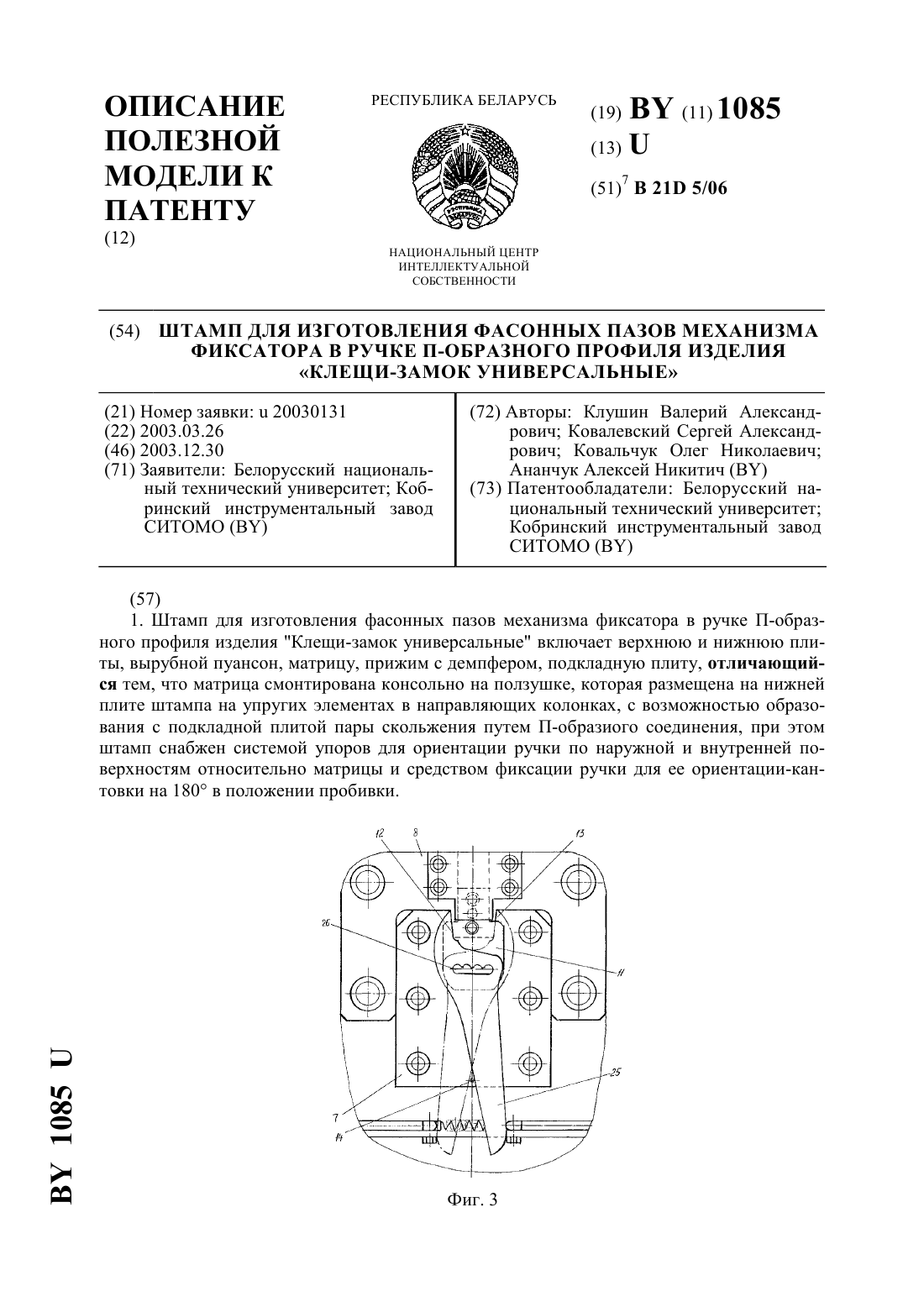
...средство фиксации ручки размещено на нижней плите штампа и выполнено в виде, связанных между собой упругим элементом, двух вертикальных стоек с горизонтальными упорами, шарнирно прикрепленных к нижней плите штампа и снабженных рукоятками управления их положения. Полезная модель поясняется чертежами, где на фиг. 1 - общий вид штампа в исходном положении,фиг. 2 - вид штампа в процессе пробивки фасонного паза в одной из стенок Побразного...
Инструмент для обработки пазов на торце детали и способ обработки пазов на торце детали
Номер патента: 6934
Опубликовано: 30.03.2005
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: торце, обработки, способ, инструмент, пазов, детали
Текст:
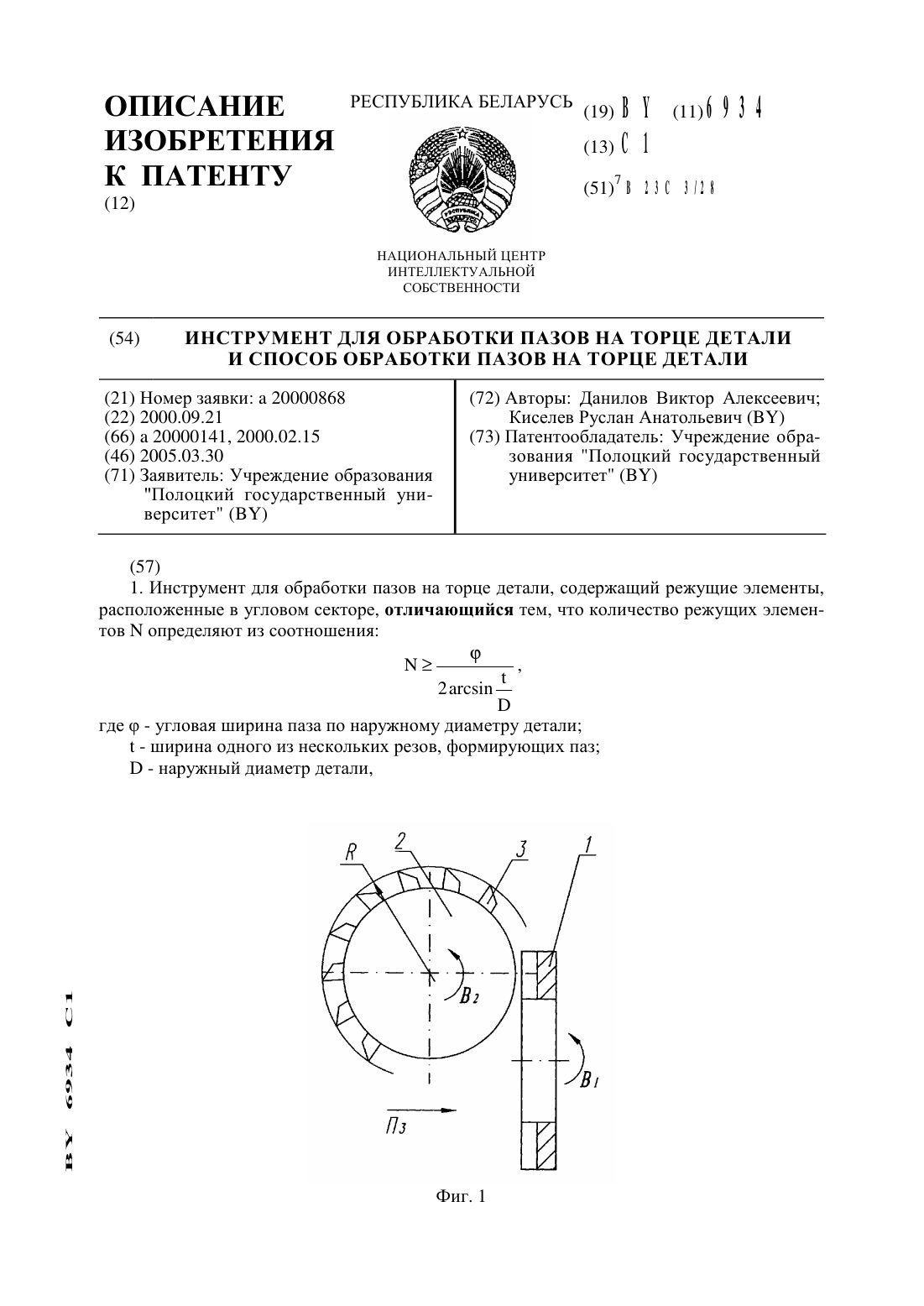
...инструмента и детали.Отличительные признаки предлагаемого инструмента и способа обеспечивают получение технического результата в виде возможности управления шириной и геометрией формируемых пазов при непрерывном процессе деления. Указанный эффект достигается за счет распределения снимаемого припуска между всеми режущими элементами, расположенными в угловом секторе. Благодаря этому инструмент и способ обладает по сравнению с прототипом более...
Способ изготовления балок коробчатого сечения
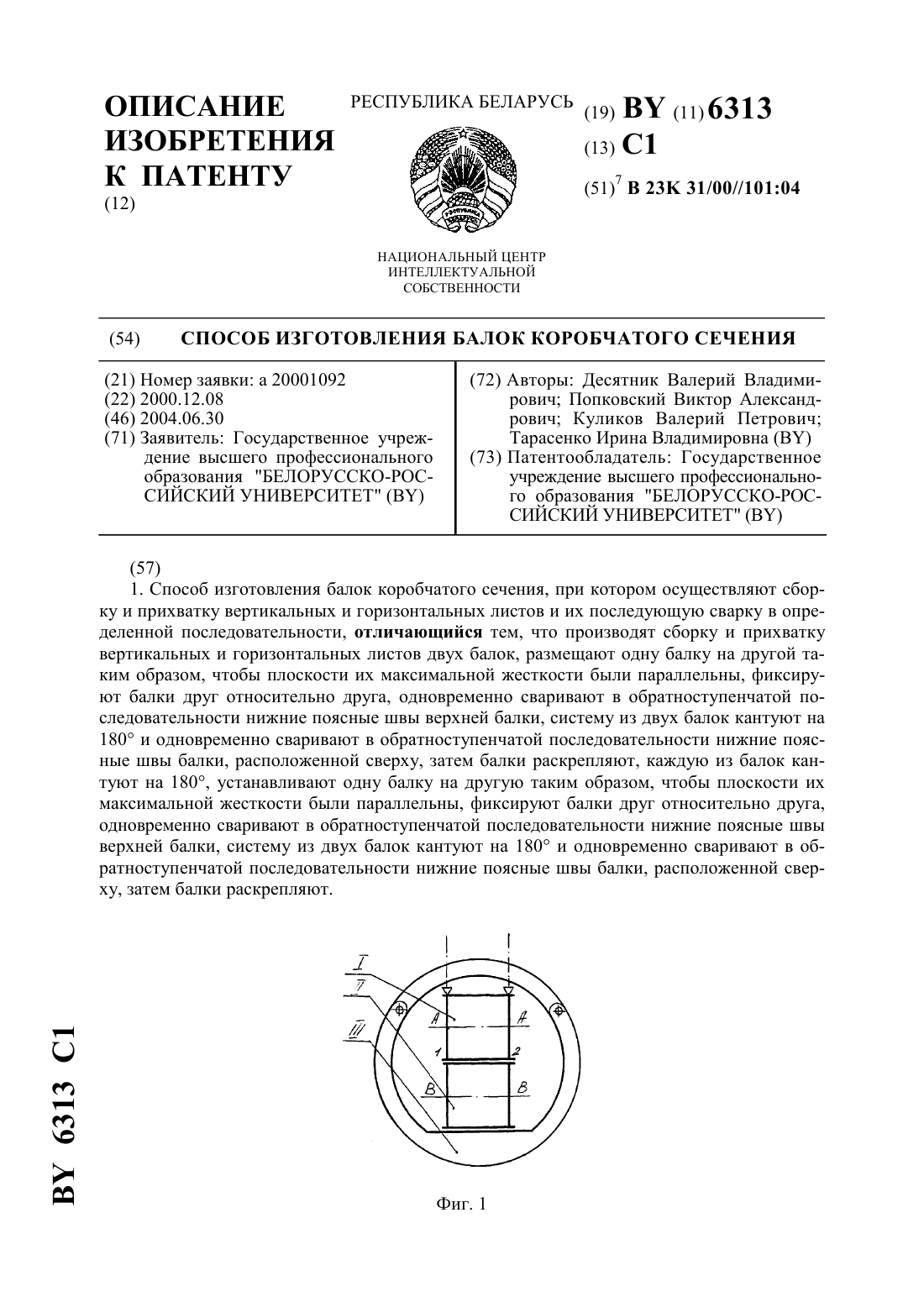
Номер патента: 6313
Опубликовано: 30.06.2004
Авторы: Попковский Виктор Александрович, Десятник Валерий Владимирович, Тарасенко Ирина Владимировна, Куликов Валерий Петрович
МПК: B23K 31/00
Метки: сечения, балок, способ, коробчатого, изготовления
Текст:
...и прихватку вертикальных и горизонтальных листов и их последующую сварку в определенной последовательности, согласно изобретению, производят сборку и прихватку вертикальных и горизонтальных листов двух балок, размещают одну балку на другой таким образом, чтобы плоскости их максимальной жесткости были параллельны, фиксируют балки друг относительно друга, одновременно сваривают в обратноступенчатой последовательности нижние поясные швы...
Способ формирования пазов на торце детали
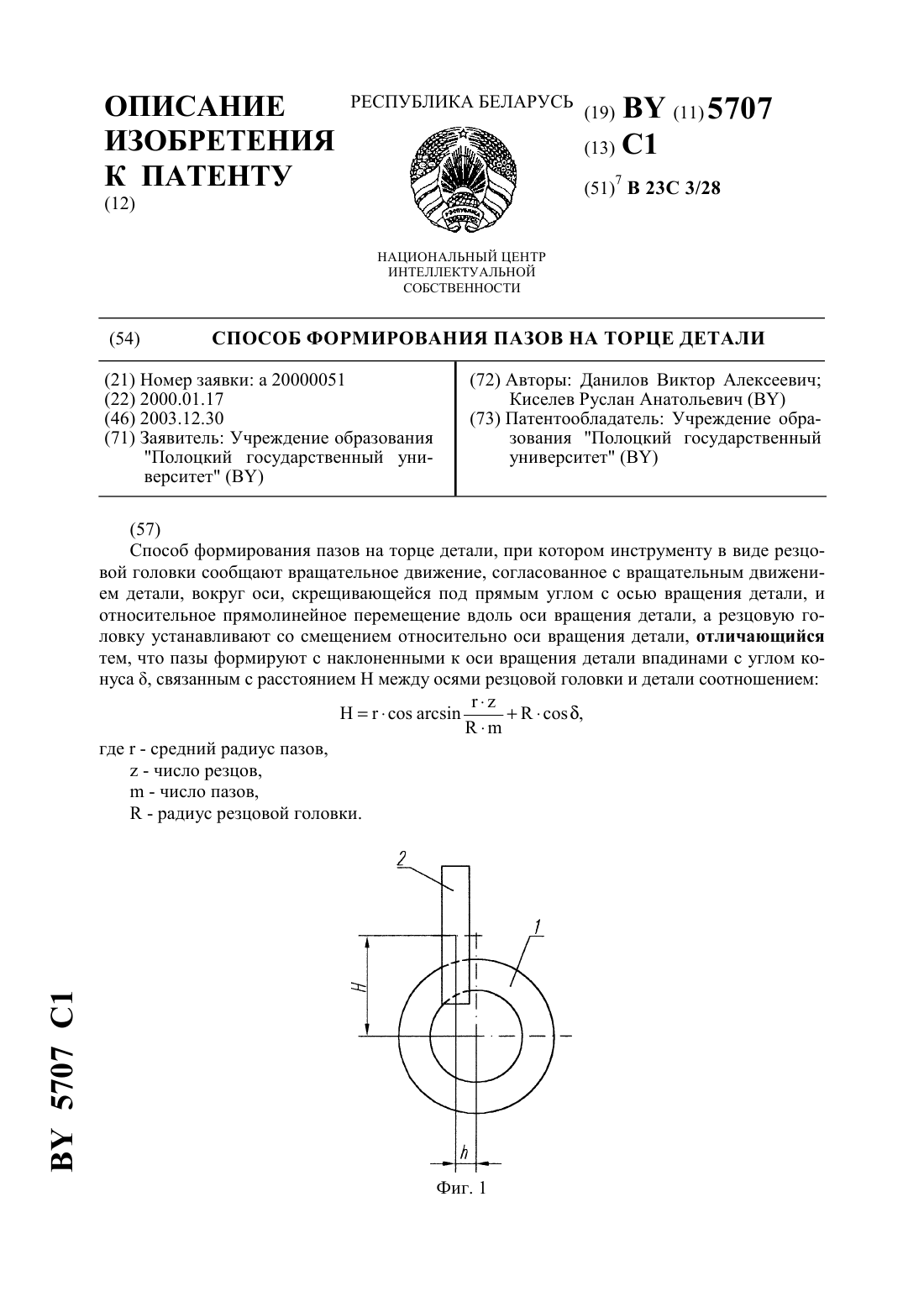
Номер патента: 5707
Опубликовано: 30.12.2003
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: торце, способ, детали, пазов, формирования
Текст:
...относительной установки инструмента и детали. Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде возможности формирования пазов с наклоненными к оси вращения заготовки впадинами, вследствие изменения траектории движения инструмента относительно заготовки. На фиг. 1 изображена схема установки инструмента относительно детали на фиг. 2 кинематическая схема формирования пазов на фиг. 3 показана...
Способ изготовления изделий переменного по длине профиля
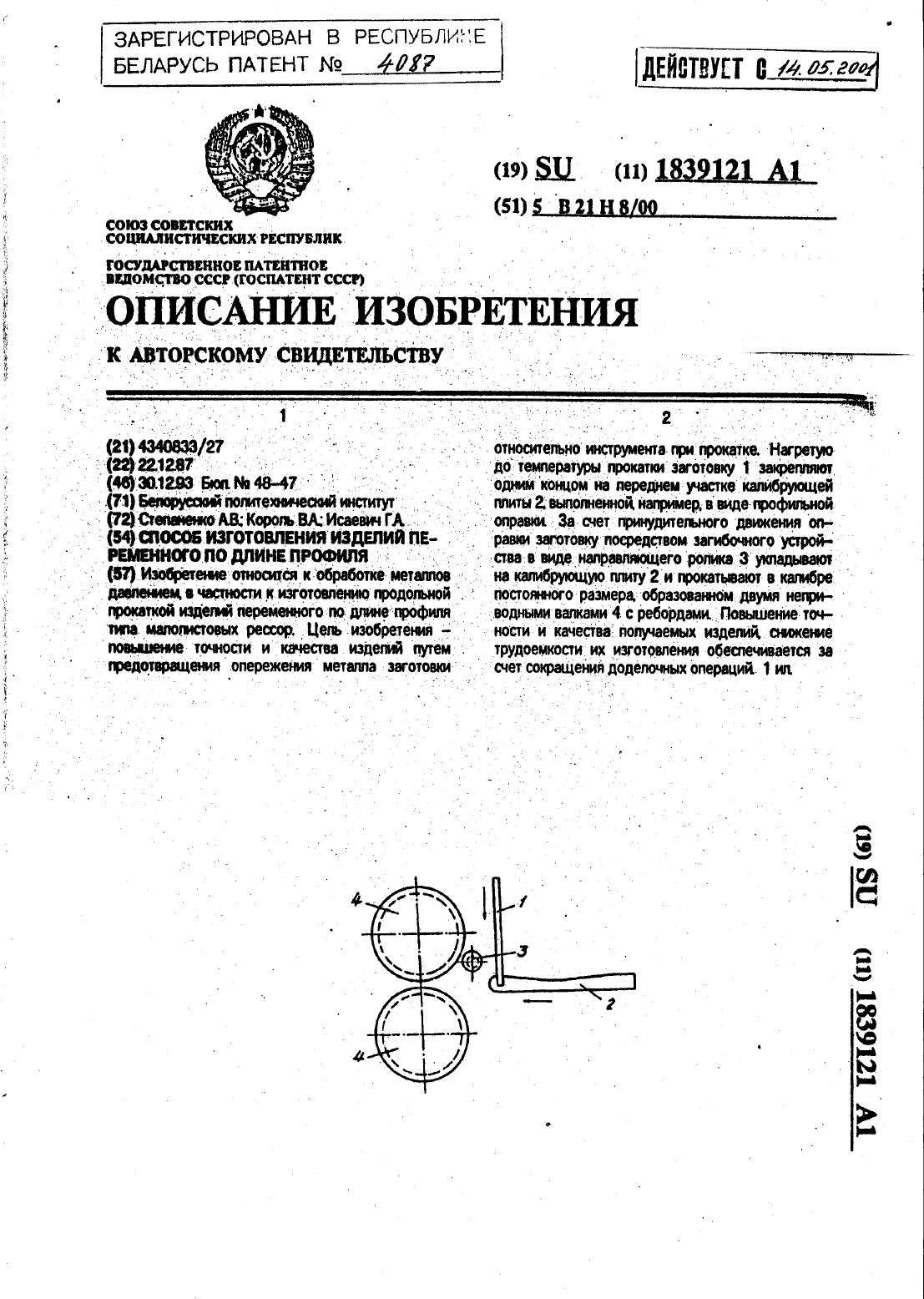
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Король Владимир Андреевич, Исаевич Георгий Александрович, Степаненко Александр Васильевич
МПК: B21H 8/00
Метки: длине, изготовления, способ, изделий, профиля, переменного
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Предыдущий патент: Способ подготовки переуплотненной почвы к посеву и устройство для его осуществления
Следующий патент: Ветроэнергетическая установка
Случайный патент: Универсальный съемник для снятия шлангов доильных стаканов