Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”
Номер патента: U 1085
Опубликовано: 30.12.2003
Авторы: Ковальчук Олег Николаевич, Ковалевский Сергей Александрович, Ананчук Алексей Никитич, Клушин Валерий Александрович
Текст
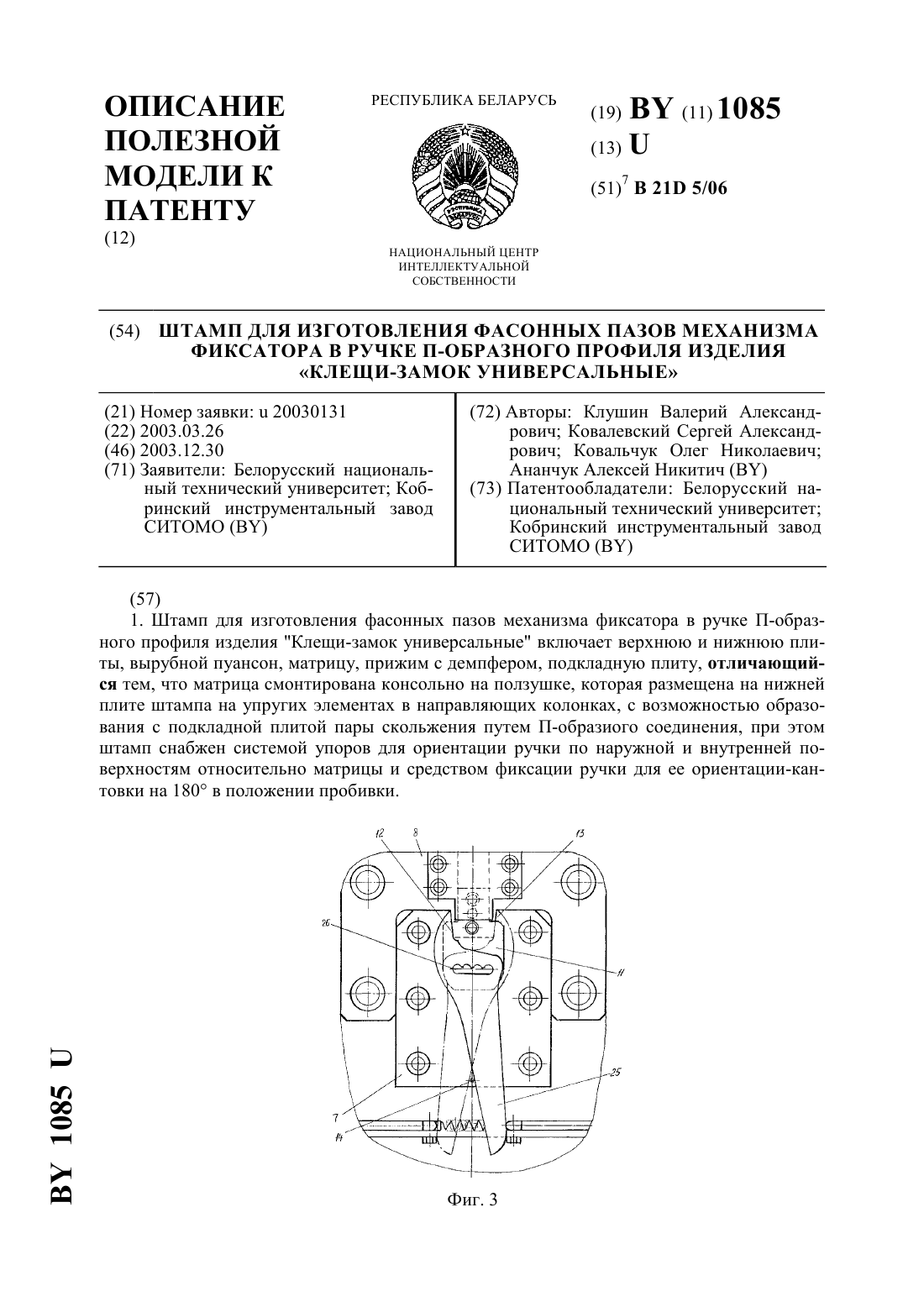
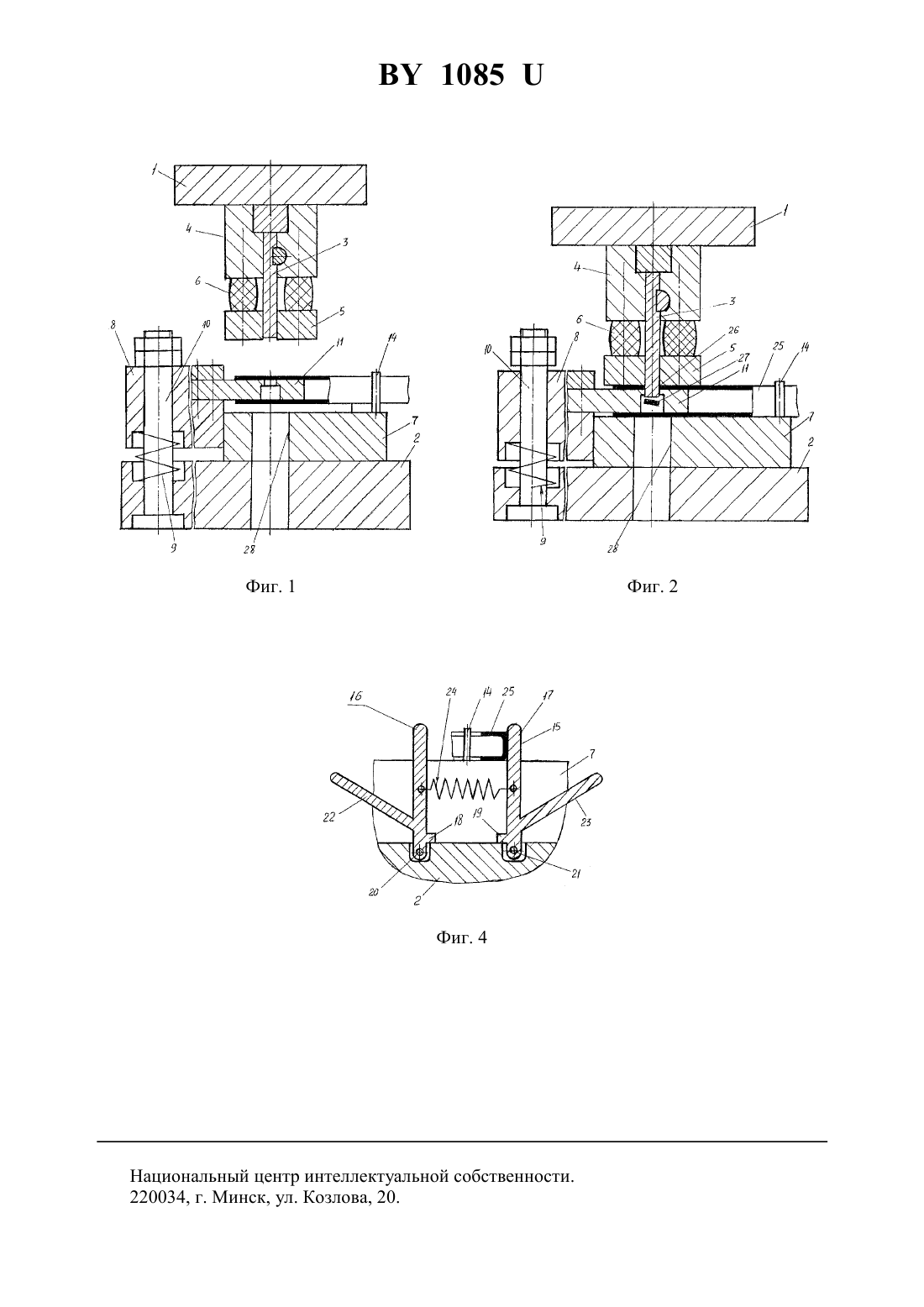
(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПАЗОВ МЕХАНИЗМА(71) Заявители Белорусский национальный технический университет Кобринский инструментальный завод СИТОМО(72) Авторы Клушин Валерий Александрович Ковалевский Сергей Александрович Ковальчук Олег Николаевич Ананчук Алексей Никитич(73) Патентообладатели Белорусский национальный технический университет Кобринский инструментальный завод СИТОМО(57) 1. Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия Клещи-замок универсальные включает верхнюю и нижнюю плиты, вырубной пуансон, матрицу, прижим с демпфером, подкладную плиту, отличающийся тем, что матрица смонтирована консольно на ползушке, которая размещена на нижней плите штампа на упругих элементах в направляющих колонках, с возможностью образования с подкладной плитой пары скольжения путем П-образиого соединения, при этом штамп снабжен системой упоров для ориентации ручки по наружной и внутренней поверхностям относительно матрицы и средством фиксации ручки для ее ориентации-кантовки на 180 в положении пробивки. 10852. Штамп по п. 1, отличающийся тем, что средство фиксации ручки размещено на нижней плите штампа и выполнено в виде связанных между собой упругим элементом двух вертикальных стоек с горизонтальными упорами, шарнирно прикрепленных к нижней плите штампа и снабженных рукоятками управления их положения.(56) 1. А.с. СССР 1780896, МПК В 21 5/06, 5/12, 1992. 2. Короткевич В.Г. Проектирование инструмента для пластического деформирования Учеб. / Под ред. С.Б. Сарело. - Мн. Высшая школа, 2000. - С. 45, 46, 165 (рис. 1.27, 1.29,5.9). Полезная модель относится к обработке металлов давлением, преимущественно к производству сложнопрофильных деталей П-образного и желобообразного профилей поперечного сечения с вогнутым или выпуклым дном для изготовления разводных ключей типа Клещи-замок универсальные. Известна технология изготовления изделий П-образного профиля поперечного сечения и штампы для ее реализации, по которой в штампе для пробивки в раскрой-развертке пробивают фасонные пазы или отверстия и затем в штампе для гибки-формовки осуществляют окончательное формообразование изделия 1, 2. Известный штамп для пробивки позволяет получать с достаточно высокой размерной точностью фасонные пазы механизма фиксатора в развертке заготовки для ручки Побразного профиля изделия Клещи-замок универсальные. Недостаток применения такого штампа в технологии изготовления ручки П-образного или желобообразного профиля изделия Клещи-замок универсальные заключается в том,что в процессе дальнейшей гибки-формовки продольного профиля ручки лекальной формы размерная точность взаимного расположения фасонных пазов в боковых стенках нарушается, что ухудшает качественные характеристики производимого инструмента. В качестве прототипа принят штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия Клещи-замок универсальные, включающий верхнюю и нижнюю плиты, горизонтальный вырубной пуансон с клиновым приводом, матрицу, прижим с демпфером, подкладную плиту 2. Достоинство штампа заключается в односторонней или двухсторонней вырубкепробивке фасонного паза горизонтальным пуансоном в боковых стенках вертикально ориентированного П-образного профиля. Для пробивки отверстий в боковых стенках Побразных деталей заготовка надевается на матрицедержатель дном вверх. При опускании верхней плиты штампа деталь окончательно фиксируется на матрицедержателе прижимом. При этом клинья, закрепленные на верхней плите, перемещают ползушки, с закрепленными в них пуансонами, которые пробивают отверстия в стенках детали. Известный штамп обладает заданной точностью в технологическом процессе изготовления изделий коробчатого профиля с последующей пробивкой в боковых стенках отверстий простой круглой формы. При этом коробчатый профиль должен иметь ширину днища не менее ширины матрицедержателя с двумя матрицами, установленными на ее противоположных сторонах, пли одной матрицей, например, как это происходит в штампе для пробивки с клиновым приводом в 2. Недостаток использования известного штампа применительно к производству сложнопрофильных деталей П-образпого или желобообразного профилей поперечного сечения с вогнутым или выпуклым дном для изготовления разводных ключей типа Клещи-замок универсальные заключается в том, что его практически невозможно применить для пробивки отверстий типа фасонный паз в боковых стенках указанных профилей с малой шириной дна и большим отношением высоты боковой стенки к ширине дна, со строго 2 1085 симметричным расположением пазов относительно оси симметрии П-образного профиля. Конструкция и кинематика известного штампа не позволяют осуществлять пробивку пазов в боковых стенках узких профилей. В основу полезной модели положена задача изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля поперечного сечения изделия Клещи-замок универсальные с требуемым квалитетом размерной точности взаимного расположения отверстий типа фасонный паз. Поставленная задача достигается тем, что в штампе для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия Клещи-замок универсальные, включающем верхнюю и нижнюю плиты, вырубной пуансон, матрицу, прижим с демпфером, подкладную плиту, согласно полезной модели, матрица смонтирована консольно на ползушке, которая размещена на нижней плите штампа на упругих элементах в направляющих колонках, с возможностью образования с подкладной плитой пары скольжения путем П-образного соединения, при этом штамп снабжен системой упоров для ориентации ручки по наружной и внутренней поверхностям относительно матрицы и средством фиксации ручки для ее ориентации-кантовки на 180 в положении пробивки. В штампе средство фиксации ручки размещено на нижней плите штампа и выполнено в виде, связанных между собой упругим элементом, двух вертикальных стоек с горизонтальными упорами, шарнирно прикрепленных к нижней плите штампа и снабженных рукоятками управления их положения. Полезная модель поясняется чертежами, где на фиг. 1 - общий вид штампа в исходном положении,фиг. 2 - вид штампа в процессе пробивки фасонного паза в одной из стенок Побразного профиля заготовки ручки изделия Клещи-замок универсальные,фиг. 3 - переходы в плане пробивки фасонных пазов путем кантовки-перекатывания ручки относительно матрицы на 180,фиг. 4 - вид средства фиксации ручки для ее ориентации-кантовки при пробивке. Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия Клещи-замок универсальные включает верхнюю плиту 1 и нижнюю плиту 2. На верхней плите 1 установлены вырубной пуансон 3 в пуансонодержателе 4 и прижим 5 с демпфером 6. На нижней плите 2 закреплена подкладная плита 7 и установлена ползушка 8 на упругих элементах 9 в направляющих колонках 10 с возможностью образования с подкладной плитой пары скольжения путем П-образного соединения. На ползушке 8 консольно смонтирована матрица 11 и выполнены упоры 12 и 13 в виде опорных поверхностей для ориентации ручки по внутренней поверхности. На подкладной плите 7 установлен упор 14 для ориентации ручки по наружной поверхности. На нижней плите 2 штампа размещено средство 15 фиксации ручки для ее ориентации-кантовки на 180 при пробивке фасонных пазов в полках. Средство 15 фиксации ручки выполнено в виде двух вертикальных стоек 16 и 17 с горизонтальными упорами 18 и 19. Стойки 16 и 17 установлены па нижней плите 2 штампа шарнирно на осях 20 и 21,снабжены рукоятками 22 и 23 управления их положением и связаны между собой упругим элементом 24. Работу штампа осуществляют следующим образом. В исходном положении (фиг. 1) матрица 11 приподнята над подкладной плитой 7 на высоту, превышающую толщину полки ручки на 23 мм для удобства установки заготовки 25. Отводят средство фиксации 15 (фиг. 4) путем поворота рукоятки 23 и заготовку 25, имеющую П-образный профиль, надвигают на матрицу 11 так, что последняя оказывается внутри заготовки (фиг. 3). Заготовку прижимают к упорам 12 и 14 для ориентации по наружной и внутренней поверхностям и фиксируют средством 15, отпуская рукоятку 23. При этом упругий элемент 24 через стойку 17 фиксирует положение заготовки 25 в положении пробивки. 3 1085 Включают рабочий ход пресса по фиг. 2. Верхняя плита 1 штампа с пуансоном 3 движется вниз, при этом прижим 5 с демпфером 6 прижимает верхнюю боковую полку заготовки к матрице 11, после чего заготовку 25, матрицу 11 и ползушку 8 одновременно перемещают по П-образным направляющим, образованным ползушкой 8 и подкладной плитой 7, и направляющим колонками 10 до подкладной плиты 7 штампа в упор и осуществляют пробивку фасонного паза 26 для механизма фиксатора в верхней полке заготовки 25 изделия Клещи-замок универсальные пуансоном 3. При этом высечка остается в матрице 11 и находится на нижней полке заготовки 25 (фиг. 2). При обратном ходе пресса верхняя плиташтампа поднимается. Отводят средство фиксации 15 рукояткой 23 и заготовку 25 снимают с матрицы 11. Высечка 27 падает в отверстие 28 подкладной плиты 7 и плиты 2. Далее отводят рукоятку 22 средства фиксации 15, заготовку 25 кантуют на 180 относительно матрицы 11 (фиг. 3), надвигают на матрицу 11 и прижимают к упорам 13 и 14 средством фиксации 15 (фиг. 4). Цикл штамповки повторяется. При этом пробивается фигурное отверстие в противоположной полке заготовки 25. Предложенная конструкция штампа позволяет осуществить последовательную пробивку фасонных пазов в ручке П-образного профиля изделия Клещи-замок универсальные вначале в одной, а затем во второй полках детали изделия путем ее кантовкиперекатывания па 180. Симметричность взаимного расположения фасонных пазов в полках ручки относительно ее продольной оси при этом достигают за счет ориентации ручки по наружной и внутренней поверхностям относительно матрицы системой упоров и фиксацией ручки при ее ориентации-кантовки в положении пробивки. Пример. Осуществляли изготовление ручки изделия Клещи-замок универсальные в количестве 100 шт. на известном и заявленном штампах. Материал ручки сталь 20. Результаты изготовления показали, что заявленный штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия Клещи-замок универсальные позволяет получать сложнопрофильные детали П-образного профиля с большим соотношением высоты боковой полки к ширине дна, имеющего небольшое значение (в нашем случае 10 мм), в интервале (30/10100/10), с одновременным получением в их боковых полках фасонных пазов со строго симметричным расположением относительно оси симметрии. Несимметричность фасонных пазов в полках ручки составляла(0,050,1) мм. При получении сложнопрофильных деталей П-образного профиля с соотношением высоты боковой стенки к ширине дна в интервале (30/10100/10) по известной технологии пробивку фасонных пазов осуществляли предварительно в раскрой-развертке и после гибки-формовки несимметричность фасонных пазов в полках ручки составляла (1,02,0) мм, что требовало последующей механической доработки для обеспечения размерной точности взаимного расположения. Как следует из результатов сравнительных испытаний, ручки П-образного профиля изделия Клещи-замок универсальные с соотношением высоты боковой полки к ширине дна в интервале (30/10100/10), полученные с использованием заявленного штампа, имеют размерную точность по основным показателям выше, чем полученные по известной технологии на известных штампах. Таким образом заявленное техническое решение позволяет решать поставленную задачу по изготовлению фасонных пазов механизма фиксатора в ручках П-образного и желобообразного профилей поперечного сечения изделий Клещи-замок универсальные с требуемым квалитетом размерной точности взаимного расположения отверстий типа фасонный паз с требуемым квалитетом размерной точности взаимного расположения отверстий типа фасонный паз. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21D 5/06
Метки: пазов, клещи-замок, изделия, изготовления, универсальные, механизма, фасонных, п-образного, ручке, фиксатора, штамп, профиля
Код ссылки
<a href="https://by.patents.su/5-u1085-shtamp-dlya-izgotovleniya-fasonnyh-pazov-mehanizma-fiksatora-v-ruchke-p-obraznogo-profilya-izdeliya-kleshhi-zamok-universalnye.html" rel="bookmark" title="База патентов Беларуси">Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”</a>
Штамп для изготовления фасонных изделий
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: фасонных, изделий, штамп, изготовления
Текст:
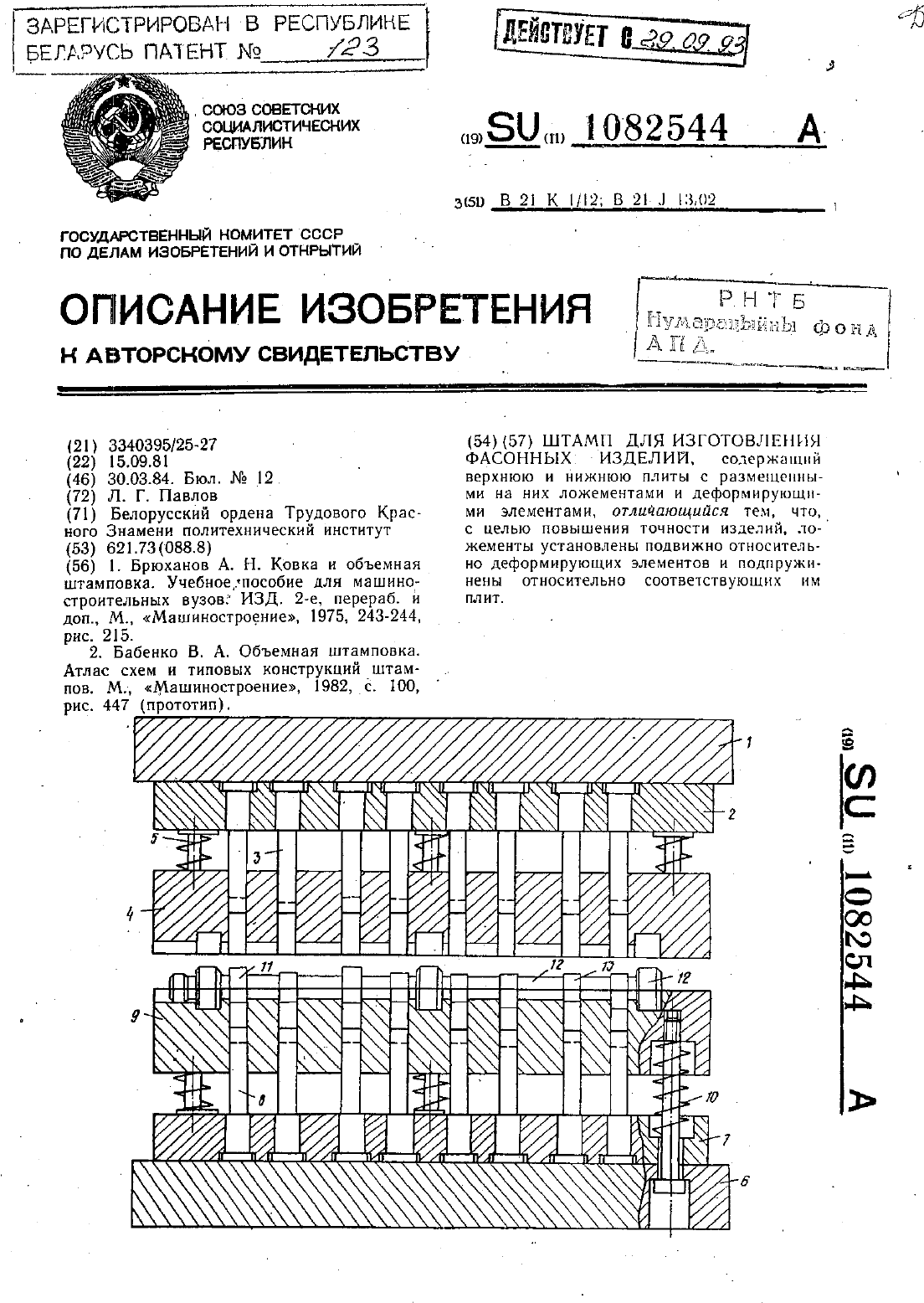
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Горностай Анатолий Анатольевич, Гиль Николай Дмитриевич, Горностай Анатолий Васильевич, Юркевич Сергей Альбертович
МПК: B21K 1/12
Метки: удлиненной, отростком, штамп, изготовления, поковок, осью
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
Штамп для изготовления поковок шатуна
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Юркевич Сергей Альбертович, Горностай Анатолий Васильевич, Гиль Николай Дмитриевич, Горностай Анатолий Анатольевич
МПК: B21K 1/12
Метки: штамп, изготовления, поковок, шатуна
Текст:
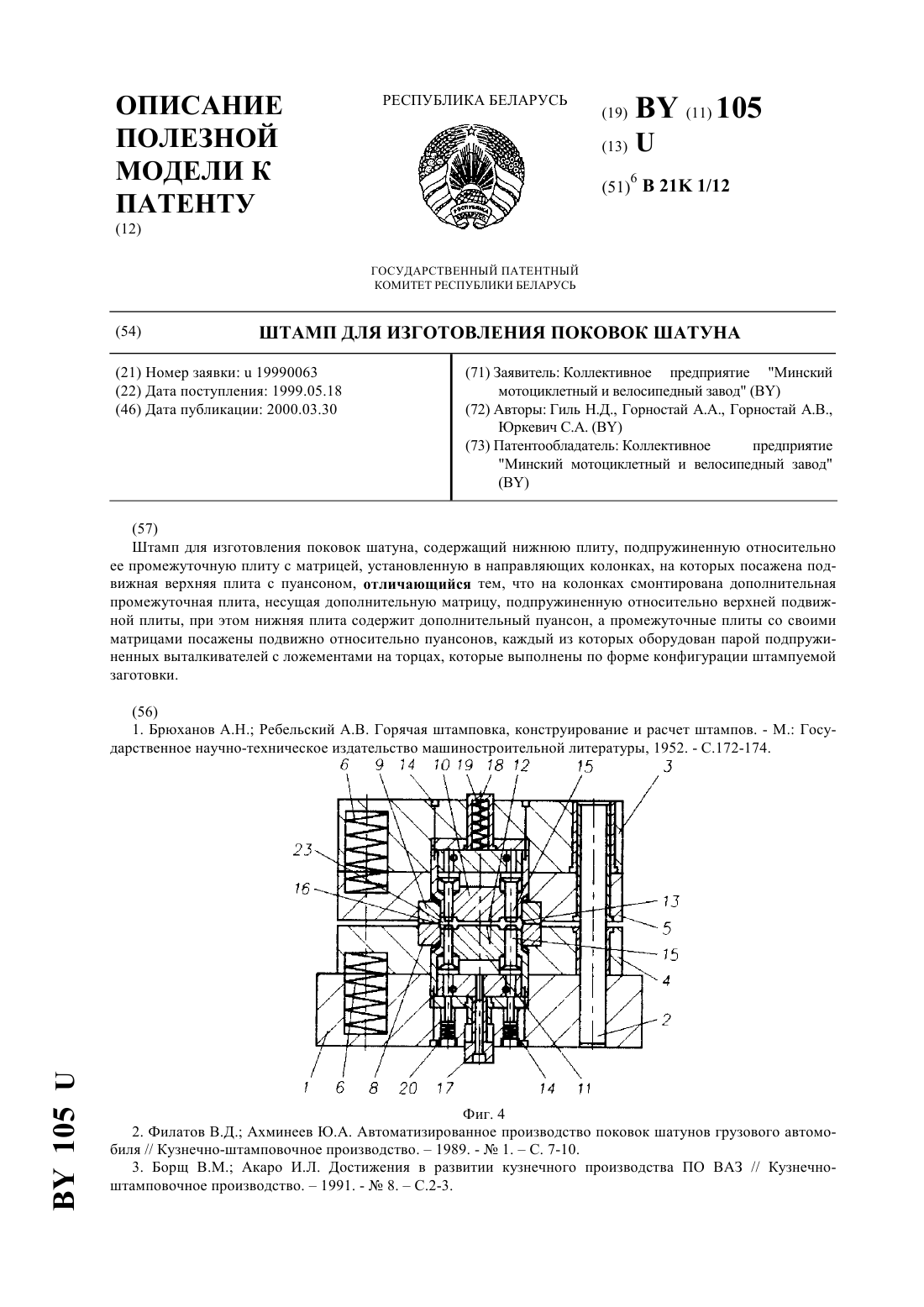
...поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная...
Автомат для изготовления пружин заданного профиля
Номер патента: 866
Опубликовано: 15.08.1995
Авторы: Кузнецов С. В., Шпаковский В. В.
МПК: B21F 3/00
Метки: автомат, изготовления, пружин, заданного, профиля
Текст:
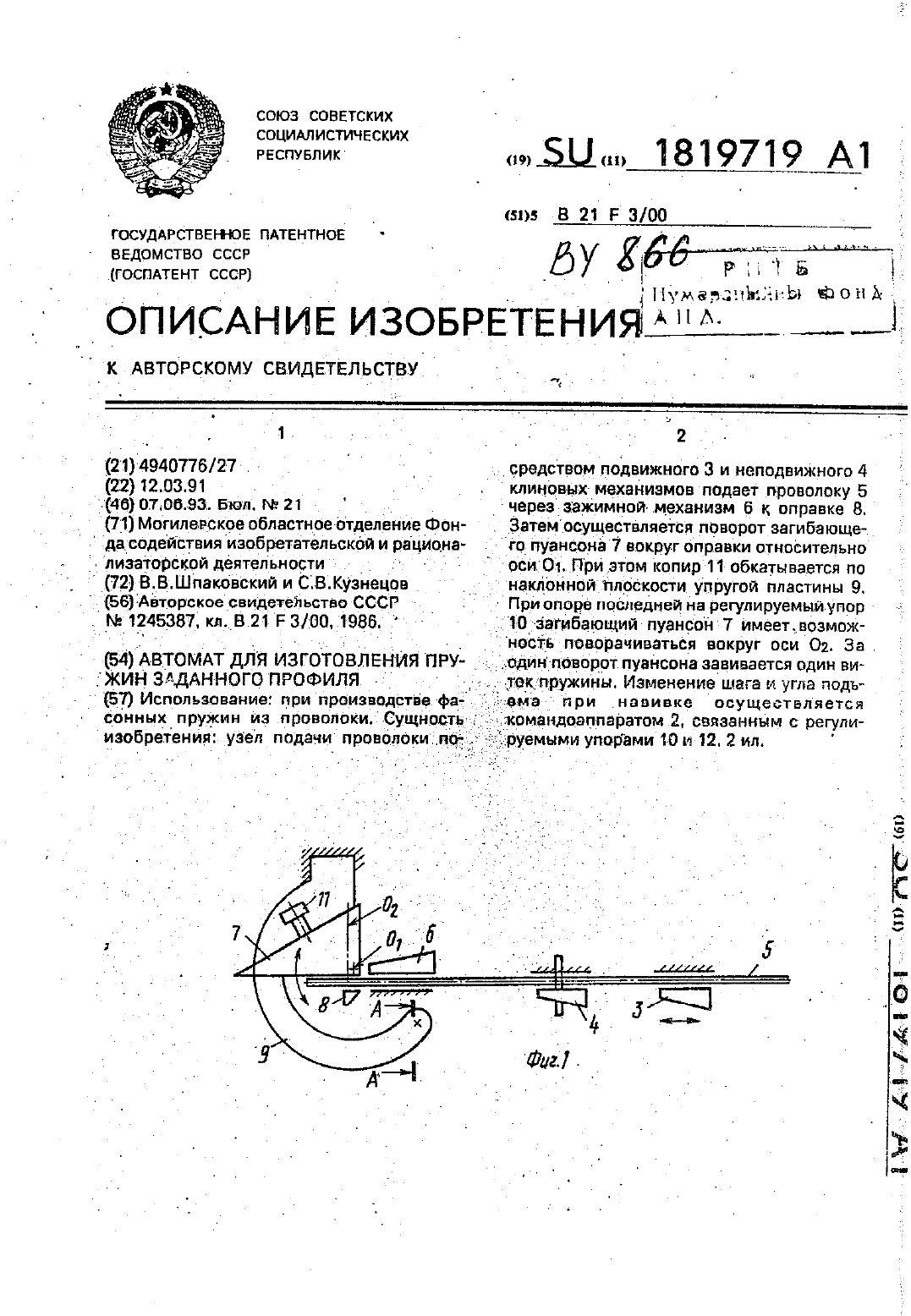
...пружины.Использование изобретение позволить значительно расширить технологические воз- можности автомата при изготовлении фасонных пружин за счет автоматического изменения шага и угла подъемапри тчавивке пружин.Формула изобретения Автомат для изготовления пружин заданного профиля. содержащий установлен ные на основании привод, узел подачи проволоки. узел формообразования спирали со средством для зансима проволокщзаоправкой ио средством для...
Способ изготовления изделий переменного по длине профиля
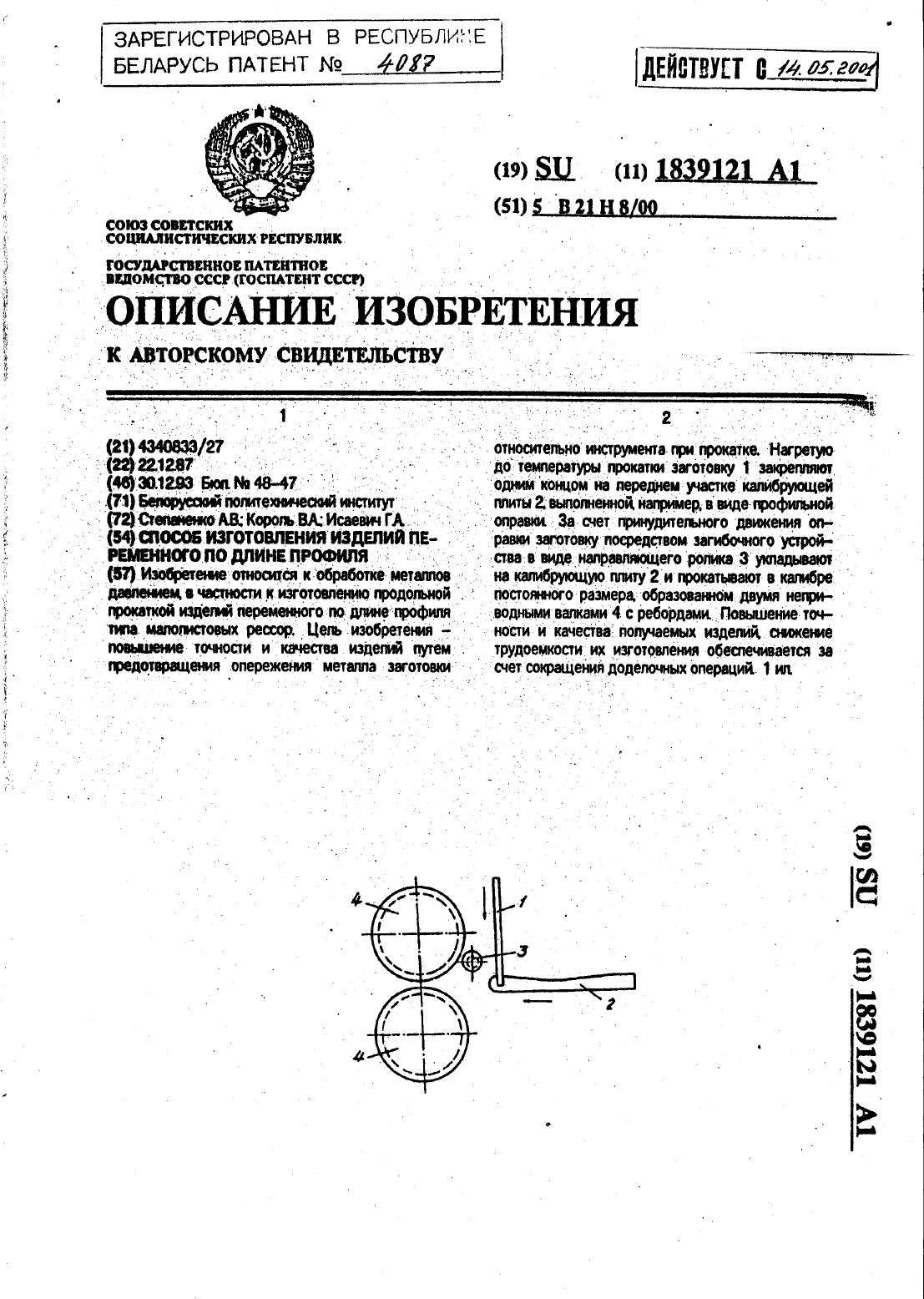
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Степаненко Александр Васильевич, Король Владимир Андреевич, Исаевич Георгий Александрович
МПК: B21H 8/00
Метки: изделий, изготовления, длине, переменного, способ, профиля
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Предыдущий патент: Решетчатый коалесцирующий нефтеотделитель
Следующий патент: Устройство для контроля качества поверхности изделий
Случайный патент: Замещенные ароматические амиды тиокарбоновой кислоты и гербицидное средство, содержащее их