Способ изготовления мебельных направляющих качения
Номер патента: 6612
Опубликовано: 30.12.2004
Авторы: Паршуто Александр Эрнестович, Клушин Валерий Александрович, Шолухов Виктор Анатольевич, Саскевич Михаил Петрович
Текст
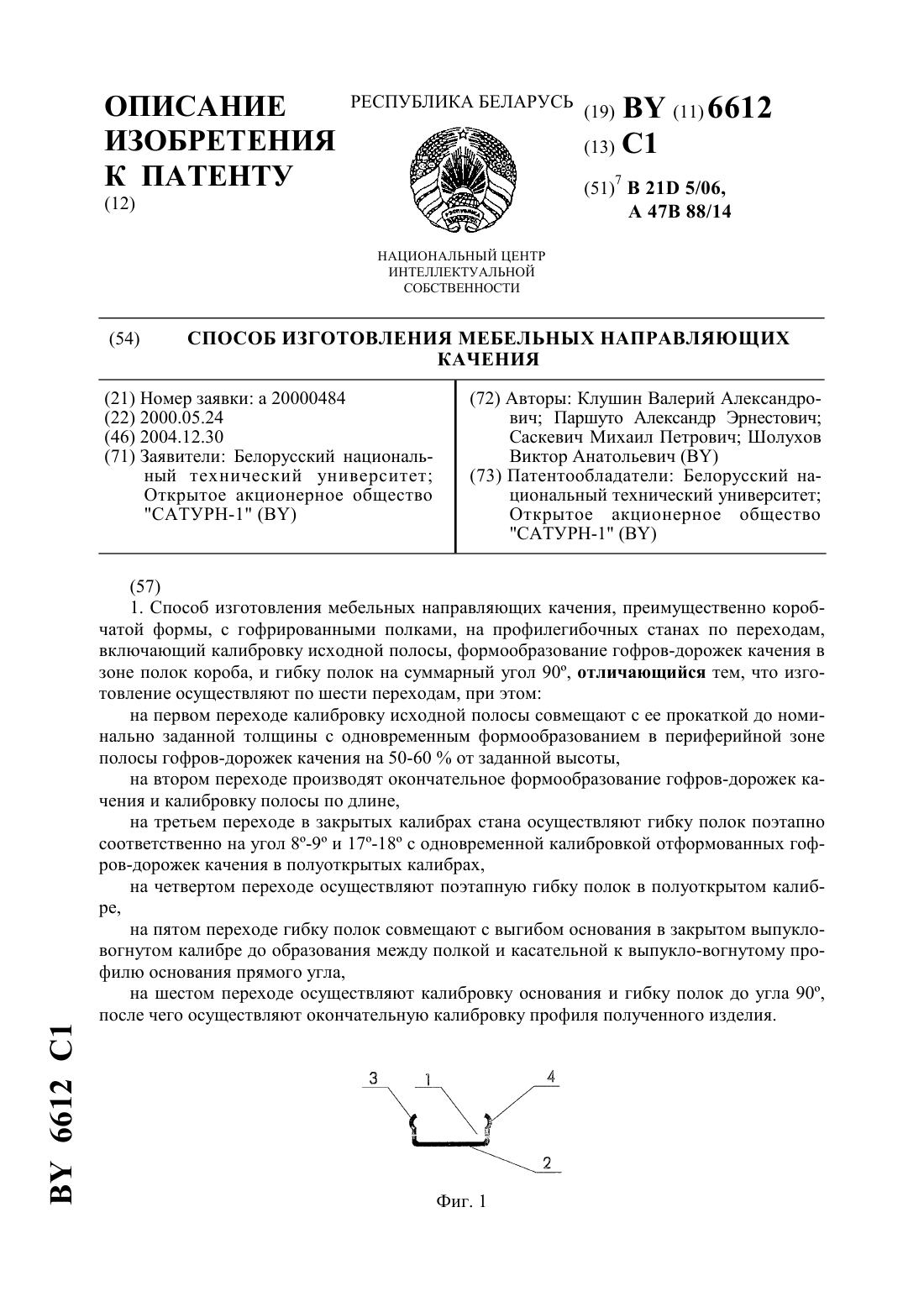
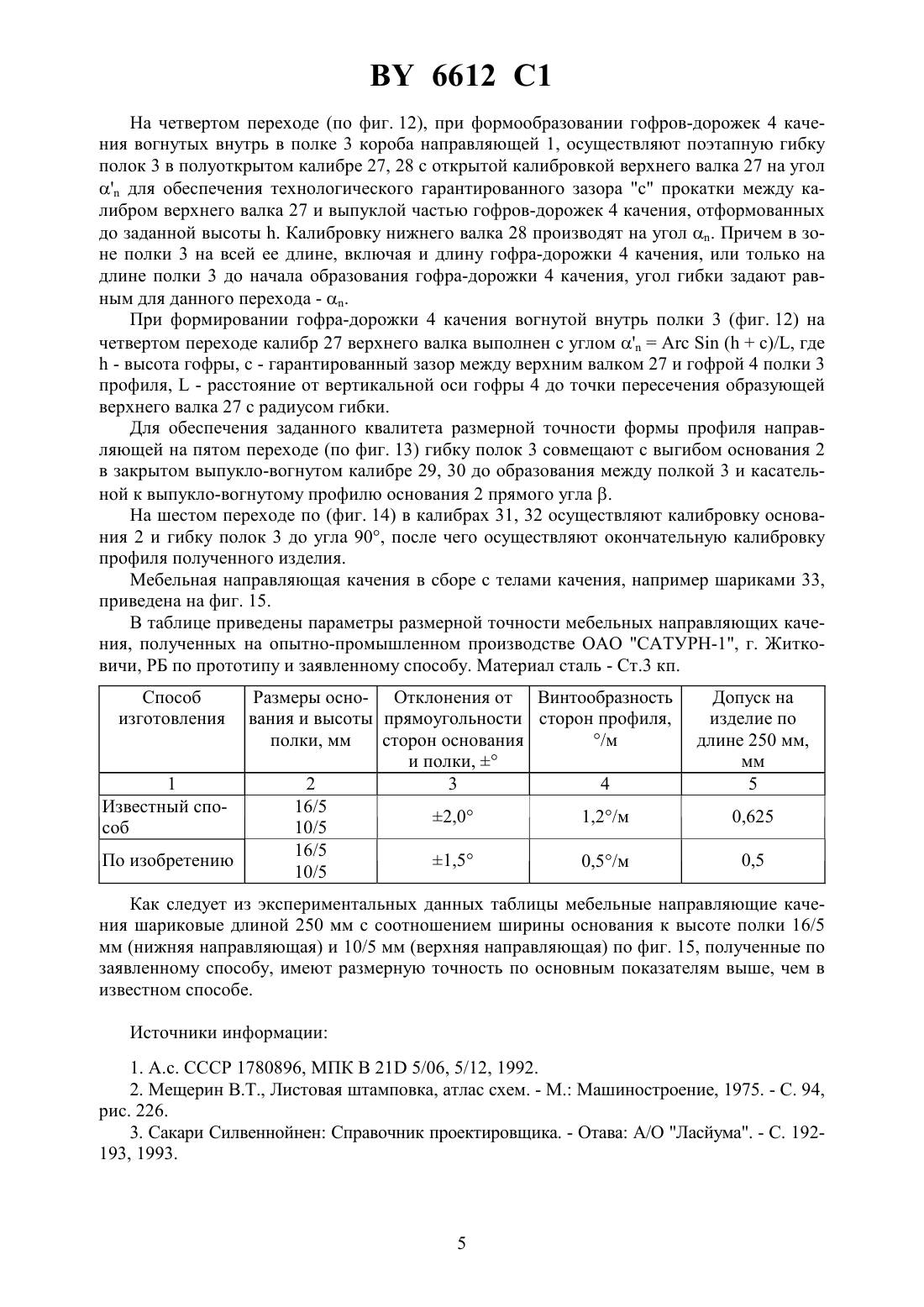
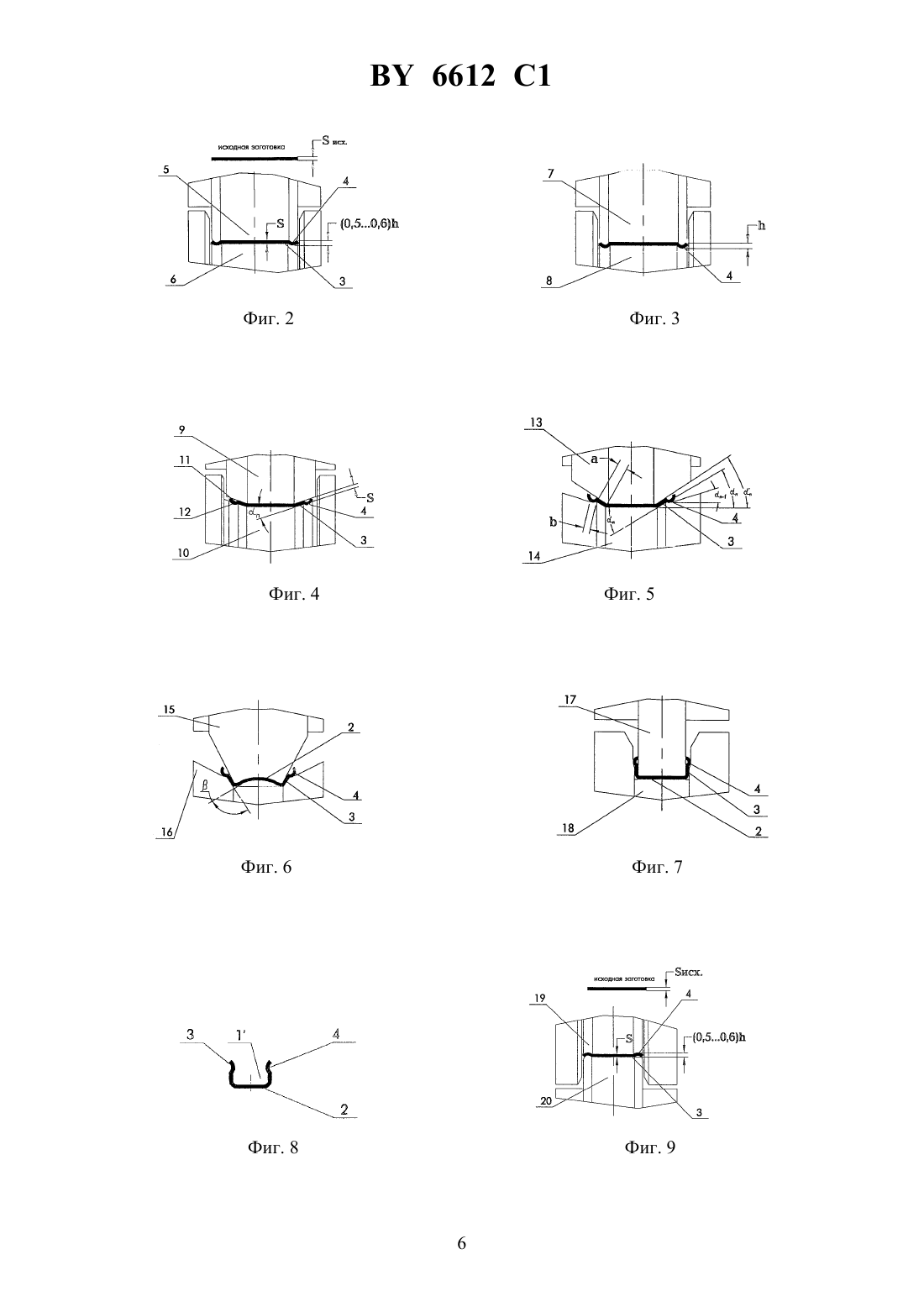
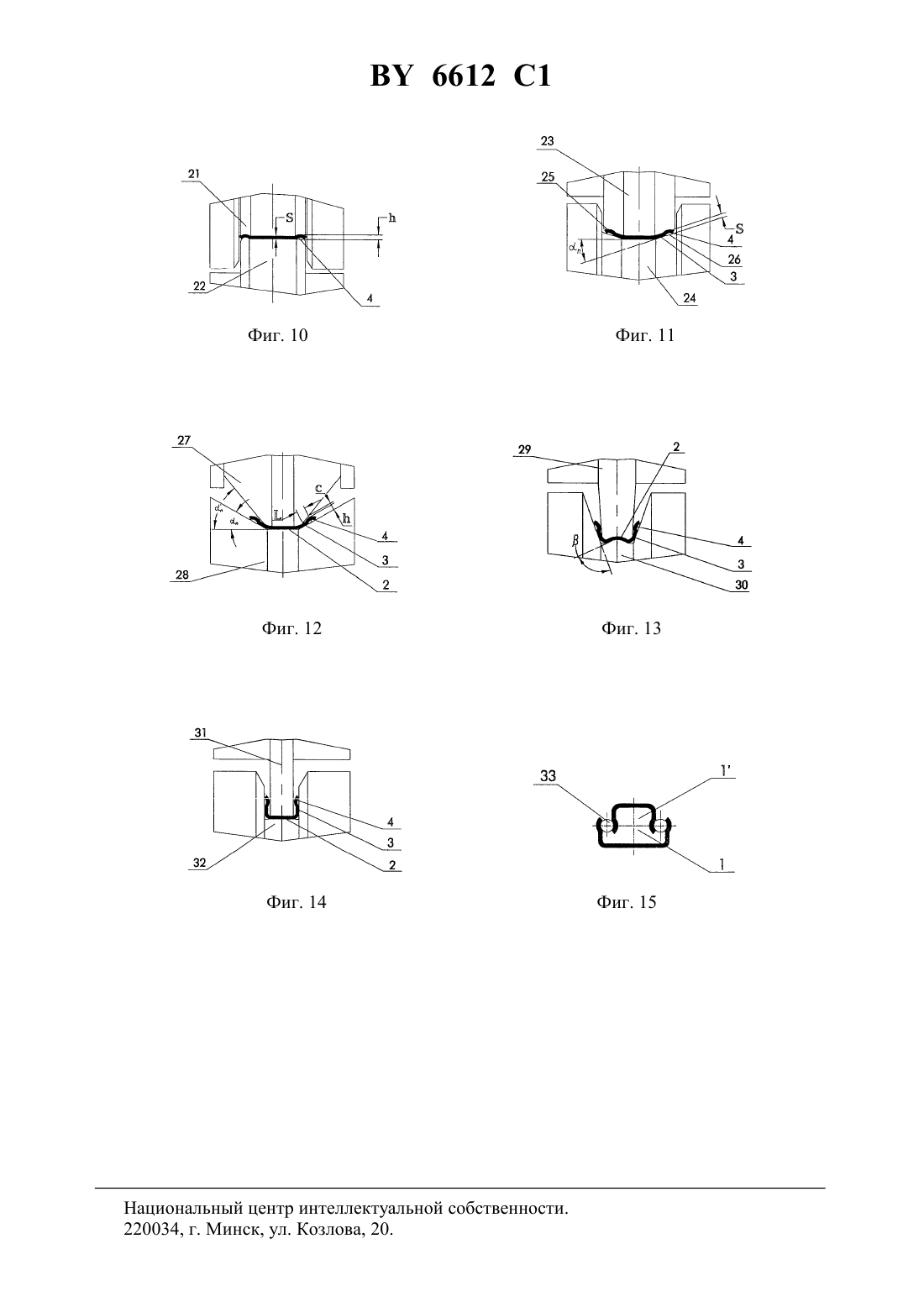
47 88/14 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ НАПРАВЛЯЮЩИХ КАЧЕНИЯ(71) Заявители Белорусский национальный технический университет Открытое акционерное общество САТУРН-1(72) Авторы Клушин Валерий Александрович Паршуто Александр Эрнестович Саскевич Михаил Петрович Шолухов Виктор Анатольевич(73) Патентообладатели Белорусский национальный технический университет Открытое акционерное общество САТУРН-1(57) 1. Способ изготовления мебельных направляющих качения, преимущественно коробчатой формы, с гофрированными полками, на профилегибочных станах по переходам,включающий калибровку исходной полосы, формообразование гофров-дорожек качения в зоне полок короба, и гибку полок на суммарный угол 90, отличающийся тем, что изготовление осуществляют по шести переходам, при этом на первом переходе калибровку исходной полосы совмещают с ее прокаткой до номинально заданной толщины с одновременным формообразованием в периферийной зоне полосы гофров-дорожек качения на 50-60 от заданной высоты,на втором переходе производят окончательное формообразование гофров-дорожек качения и калибровку полосы по длине,на третьем переходе в закрытых калибрах стана осуществляют гибку полок поэтапно соответственно на угол 8-9 и 17-18 с одновременной калибровкой отформованных гофров-дорожек качения в полуоткрытых калибрах,на четвертом переходе осуществляют поэтапную гибку полок в полуоткрытом калибре,на пятом переходе гибку полок совмещают с выгибом основания в закрытом выпукловогнутом калибре до образования между полкой и касательной к выпукло-вогнутому профилю основания прямого угла,на шестом переходе осуществляют калибровку основания и гибку полок до угла 90,после чего осуществляют окончательную калибровку профиля полученного изделия. 6612 1 2. Способ по п. 1, отличающийся тем, что поэтапную гибку полок в полуоткрытом калибре на четвертом переходе осуществляют на всей длине полки, включая и длину гофра-дорожки качения, или только на длине полки до начала гофра-дорожки качения, угол гибки задают равным для данного перехода. 3. Способ по п. 1, отличающийся тем, что поэтапную гибку полок в полуоткрытом калибре на четвертом переходе осуществляют на длине полки до начала гофра-дорожки качения угол гибки задают равным для данного перехода, а на участке от начала гофрадорожки качения до ее середины угол подгибки задают равным углу гибки предыдущего перехода. 4. Способ по п. 1, отличающийся тем, что поэтапную гибку полок на четвертом переходе осуществляют на угол от 18 до 88. 5. Способ по п. 1, отличающийся тем, что гибку полок на пятом переходе производят на угол 58-88.(56)1431158 , 1994.946727, 1982.867465, 1981.2006315 1, 1994.2025163 1, 1994.2049575 1, 1995.2118579 1, 1998. Изобретение относится к металлопродукции гнутых профилей и может быть использовано при производстве фактуры мебельной, преимущественно мебельных направляющих качения шариковых или роликовых для трансформируемой мебели. Известен способ производства, например, на профилегибочной машине из полосы гнутых штучных изделий, преимущественно направляющих коробчатого профиля, включающий формование в штампе двойного действия на полосе в зоне полок выпуклых или вогнутых гофров-дорожек качения и гибку полок на суммарный угол 90 с одновременным получением коробчатого профиля 1, 2. Известный способ позволяет получать с достаточно высокой размерной точностью ограниченные по длине крупногабаритные гнутые профили. Однако для изготовления изделий типа сборочных единиц плоских направляющих качения, преимущественно шариковых или роликовых направляющих с повышенными требованиями к размерной точности, известный способ нетехнологичен из-за наличия остаточного пружинения, характерного для штамповки и, кроме того, обладает низкой производительностью. В качестве прототипа принят способ изготовления коробчатого профиля из мерной полосы для штучных изделий с гофрированными полками, на профилегибочных станах по переходам, включающий калибровку исходной полосы, формообразование гофров-дорожек качения в зоне полок короба и гибку полок на суммарный угол 90 3. Известный способ обладает заданной высокой производительностью для изготовления мебельных направляющих качения, но обладает низкой размерной точностью из-за несовершенства технологии прокатки штучного профилирования. В основу изобретения положена задача изготовления мебельных направляющих качения с требуемым квалитетом размерной точности. Поставленная задача достигается тем, что в способе изготовления мебельных направляющих качения, преимущественно коробчатой формы, с гофрированными полками, на профилегибочных станах по переходам, включающем калибровку исходной полосы, фор 2 6612 1 мообразование гофров-дорожек качения в зоне полок короба и гибку полок на суммарный угол 90, согласно изобретения, изготовление осуществляют по шести переходам, при этом на первом переходе калибровку исходной полосы совмещают с ее прокаткой до номинально заданной толщины с одновременным формообразованием в периферийной зоне полосы гофров-дорожек качения на 50-60 от заданной высоты на втором переходе производят окончательное формообразование гофров-дорожек качения и калибровку полосы по длине на третьем переходе в закрытых калибрах стана осуществляют гибку полок поэтапно соответственно на 8-9 и 17-18 с одновременным калиброванием отформованных гофров-дорожек качения в полуоткрытых калибрах на четвертом переходе осуществляют поэтапную гибку лодок в полуоткрытом калибре на пятом переходе гибку полок совмещают с выгибом основания в закрытом выпукловогнутом калибре до образования между полкой и касательной к выпукло-вогнутому профилю основания прямого угла на шестом переходе осуществляют калибровку основания и гибку полок до угла 90,после чего осуществляют окончательную калибровку профиля полученного изделия. В способе поэтапную гибку полок в полуоткрытом калибре на четвертом переходе осуществляют на всей длине полки, включая и длину гофра-дорожки качения, или только на длине полки до начала гофра-дорожки качения, угол гибки задают равным для данного перехода. В способе поэтапную гибку полок в полуоткрытом калибре на четвертом переходе осуществляют на длине полки до начала гофра-дорожки качения, угол гибки задают равным для данного перехода, а на участке от начала гофра-дорожки качения до ее середины угол подгибки задают равным углу гибки предыдущего перехода. В способе поэтапную гибку полок на четвертом переходе осуществляют на угол от 18 до 88. В способе гибку полок на пятом переходе производят на 58-88. Изобретение поясняется чертежами. Фиг. 1 - форма коробчатого профиля с выпуклыми гофрами-дорожками мебельной направляющей качения. Фиг. 2-7 показаны переходы формообразования коробчатого профиля с выпуклыми гофрами-дорожками мебельной направляющей качения. Фиг. 8 - форма коробчатого профиля с вогнутыми гофрами-дорожками мебельной направляющей качения. Фиг. 9-14 показаны переходы формообразования коробчатого профиля с вогнутыми гофрами-дорожками мебельной направляющей качения. Фиг. 15 - мебельная направляющая качения в сборе. Способ изготовления (по фиг. 1) мебельных направляющих 1 качения из полосы исх., преимущественно коробчатой формы, с основанием 2 и гофрированными полками 3, на профилегибочных станах по переходам, включает калибровку исходной полосы исх., формообразование гофров-дорожек 4 качения в зоне полок 3 короба и гибку полок 3 на суммарный угол 90. В способе по фиг. 2-7 (направляющая с выпуклыми гофрами-дорожками), 9-14 (направляющая с вогнутыми гофрами-дорожками) изготовление профилей осуществляют по шести переходам. На первом переходе (фиг. 2) калибровку исходной полосы толщиной исх. совмещают с ее прокаткой в калибрах 5, 6 до номинально заданной толщиныс одновременным формообразованием в периферийной зоне полосы (зоне полок 3) гофров-дорожек 4 качения на 50-60 от заданной высоты, до (0,5-0,6), где- высота гофра 4 с дорожкой каче 3 6612 1 ния шариковой или роликовой, в зависимости от несущей способности, технологии изготовления и иных потребительских свойств направляющей 1. На втором переходе (фиг. 3) производят окончательное формообразование в калибрах 7, 8 гофров-дорожек 4 качения до заданной высотыи калибровку полосыпо длине. На третьем переходе (фиг. 4) в закрытых калибрах 9, 10 стана осуществляют гибку полок 3 поэтапно соответственно на угол 8-9 и 17-18 с одновременной калибровкой отформованных гофров-дорожек 4 качения в полуоткрытых калибрах 11, 12. Оптимальные параметры размерной точности на третьем переходе были получены при совмещенной калибровке с поэтапной гибкой полок 3 на экспериментально выявленный текущий угол , равный 8-9 и 17-18 соответственно. Заинтервальные режимы гибки на уголменее 8 и более 18 ухудшают конечные параметры размерной точности гофров-дорожек 4 качения мебельной направляющей 1. На четвертом переходе (фиг. 5) осуществляют поэтапную гибку полок 3 на уголв полуоткрытых калибрах 13, 14. Причем в зоне а полки 3 до начала гофра-дорожки 4 качения угол гибки на нижнем валке 14 задают равнымдля данного перехода при формообразовании гофра-дорожки 4 качения вогнутой внутрь короба направляющей 1, а на участке от начала гофра-дорожки 4 качения до ее середины на длинеугол гибки задают равным углу -1 гибки предыдущего перехода, при этом возможен конструктив, когда на длинеугол гибки задают равным углу -1, вершина которого может быть расположена в произвольно выбранной точке дуги гофра-дорожки 4 качения, а угол -1 калибра нижнего валка соответственно назначают от начала его вершины до периферийной зоны калибра валка 14. Угол калибровки верхнего валка 13 при этом выполнен на угол . Для исключения остаточного пружинения и повышения квалитета размерной точности на четвертом переходе осуществляют поэтапную подгибку полок на уголв интервале 18-88 (18-30-44-56-70-80-88). При использовании пластичных материалов для изготовления мебельных направляющих 1 качения, как показывает практика, четвертый переход осуществляют на режимах прокатки-гибки в интервале углов 18-58 для снижения перенаклепа в зоне перегиба полка 3-основание 2. В способе на четвертом переходе калибр 13 верхнего валка (фиг. 5) выполняют с углом(0303) при формообразовании гофра-дорожки 4 качения выпуклой наружу. Для обеспечения заданного квалитета размерной точности формы профиля направляющей на пятом переходе (по фиг. 6) гибку полок 3 совмещают с выгибом основания 2 в закрытом выпукло-вогнутом калибре 15, 16 до образования между полкой 3 и касательной к выпукло-вогнутому профилю основания 2 прямого угла . На шестом переходе по (фиг. 7) осуществляют калибровку основания 2 и гибку полок 3 до угла 90 в калибрах 17, 18 после чего осуществляют окончательную калибровку профиля полученного изделия. В способе по фиг. 9-14 технология прокатки мебельной направляющей 1 качения(фиг. 8) с вогнутой гофрой-дорожкой 4 качения аналогична технологии прокатки направляющей 1 с выпуклой гофрой-дорожкой 4 качения по фиг. 2-7. На первом переходе (фиг. 9) калибровку исходной полосы толщиной исх. совмещают с ее прокаткой в калибрах 19, 20 до номинально заданной толщиныс одновременным формообразованием в периферийной зоне полосы (зоне полок 3) гофров-дорожек 4 качения на 50-60 от заданной высоты . На втором переходе (фиг. 10) производят окончательное формообразование в калибрах 21, 22 гофров-дорожек 4 качения до заданной высотыи калибровку полосыпо длине. На третьем переходе (фиг. 11) в закрытых калибрах 23, 24 стана осуществляют гибку полок 3 поэтапно соответственно на угол 8-9 и 17-18 с одновременной калибровкой отформованных гофров-дорожек 4 качения в полуоткрытых калибрах 25, 26. 4 6612 1 На четвертом переходе (по фиг. 12), при формообразовании гофров-дорожек 4 качения вогнутых внутрь в полке 3 короба направляющей 1, осуществляют поэтапную гибку полок 3 в полуоткрытом калибре 27, 28 с открытой калибровкой верхнего валка 27 на уголдля обеспечения технологического гарантированного зазора с прокатки между калибром верхнего валка 27 и выпуклой частью гофров-дорожек 4 качения, отформованных до заданной высоты . Калибровку нижнего валка 28 производят на угол . Причем в зоне полки 3 на всей ее длине, включая и длину гофра-дорожки 4 качения, или только на длине полки 3 до начала образования гофра-дорожки 4 качения, угол гибки задают равным для данного перехода - . При формировании гофра-дорожки 4 качения вогнутой внутрь полки 3 (фиг. 12) на четвертом переходе калибр 27 верхнего валка выполнен с углом/, где- высота гофры, с - гарантированный зазор между верхним валком 27 и гофрой 4 полки 3 профиля,- расстояние от вертикальной оси гофры 4 до точки пересечения образующей верхнего валка 27 с радиусом гибки. Для обеспечения заданного квалитета размерной точности формы профиля направляющей на пятом переходе (по фиг. 13) гибку полок 3 совмещают с выгибом основания 2 в закрытом выпукло-вогнутом калибре 29, 30 до образования между полкой 3 и касательной к выпукло-вогнутому профилю основания 2 прямого угла . На шестом переходе по (фиг. 14) в калибрах 31, 32 осуществляют калибровку основания 2 и гибку полок 3 до угла 90, после чего осуществляют окончательную калибровку профиля полученного изделия. Мебельная направляющая качения в сборе с телами качения, например шариками 33,приведена на фиг. 15. В таблице приведены параметры размерной точности мебельных направляющих качения, полученных на опытно-промышленном производстве ОАО САТУРН-1, г. Житковичи, РБ по прототипу и заявленному способу. Материал сталь - Ст.3 кп. Способ изготовления Размеры осно- Отклонения от Винтообразность вания и высоты прямоугольности сторон профиля,полки, мм сторон основания Допуск на изделие по длине 250 мм,мм 5 0,625 0,5 Как следует из экспериментальных данных таблицы мебельные направляющие качения шариковые длиной 250 мм с соотношением ширины основания к высоте полки 16/5 мм (нижняя направляющая) и 10/5 мм (верхняя направляющая) по фиг. 15, полученные по заявленному способу, имеют размерную точность по основным показателям выше, чем в известном способе. Источники информации 1. А.с. СССР 1780896, МПК В 21 5/06, 5/12, 1992. 2. Мещерин В.Т., Листовая штамповка, атлас схем. - М. Машиностроение, 1975. - С. 94,рис. 226. 3. Сакари Силвеннойнен Справочник проектировщика. - Отава А/О Ласйума. - С. 192193, 1993. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: A47B 88/14, B21D 5/06
Метки: способ, качения, направляющих, мебельных, изготовления
Код ссылки
<a href="https://by.patents.su/7-6612-sposob-izgotovleniya-mebelnyh-napravlyayushhih-kacheniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления мебельных направляющих качения</a>
Линия для изготовления шариковых направляющих мебельной фактуры
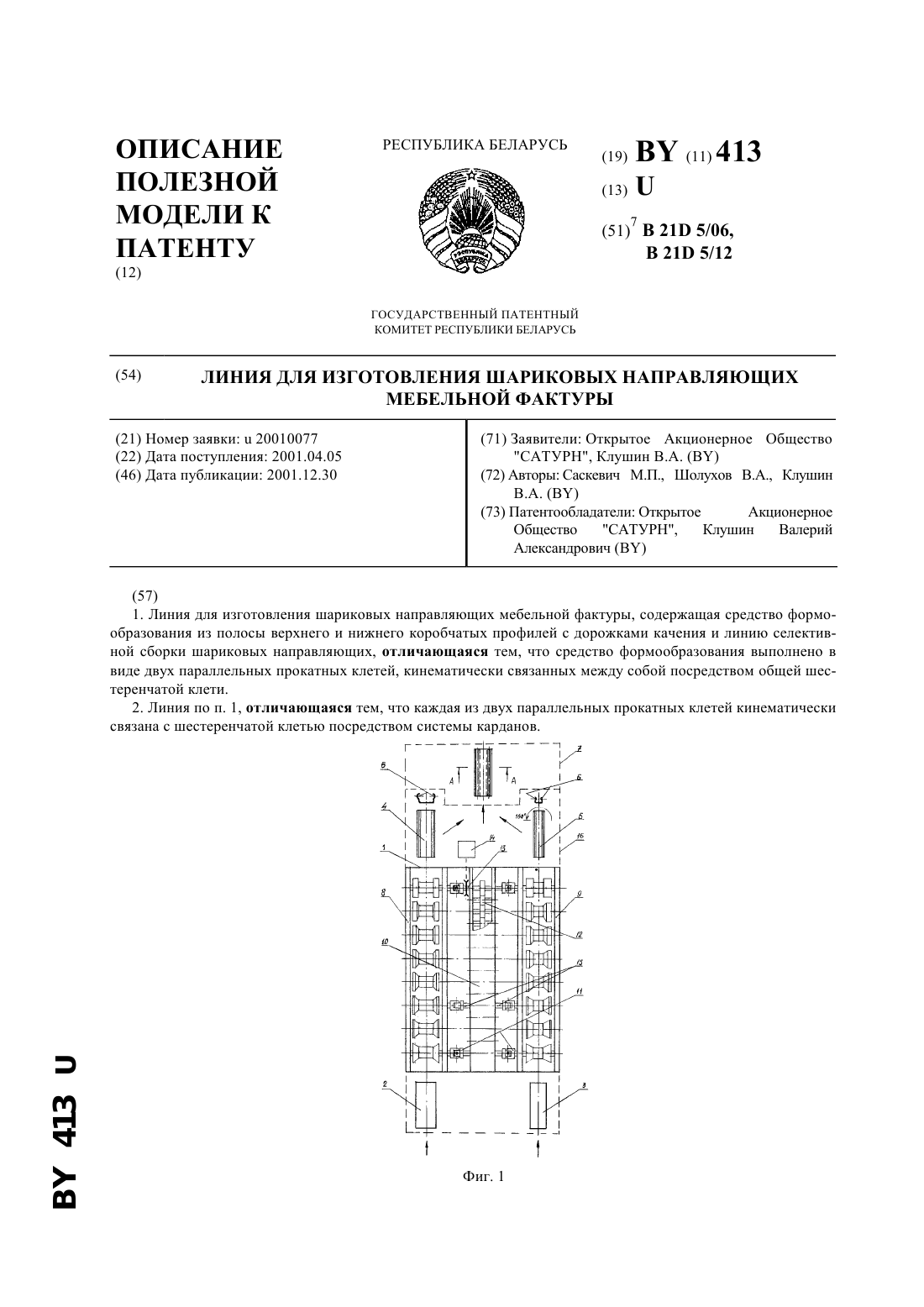
Номер патента: U 413
Опубликовано: 30.12.2001
Авторы: Шолухов Виктор Анатольевич, Клушин Валерий Александрович, Саскевич Михаил Петрович
Метки: фактуры, направляющих, линия, шариковых, мебельной, изготовления
Текст:
...техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Между отличительными признаками заявленной полезной модели и техническим результатом имеется причинно-следственная связь, содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. 413 Между отличительными признаками и техническим результатом имеется...
Опора качения с вертикальным валом
Номер патента: 775
Опубликовано: 15.08.1995
Автор: Яроцкий И. В.
МПК: F16C 33/10
Метки: валом, опора, вертикальным, качения
Текст:
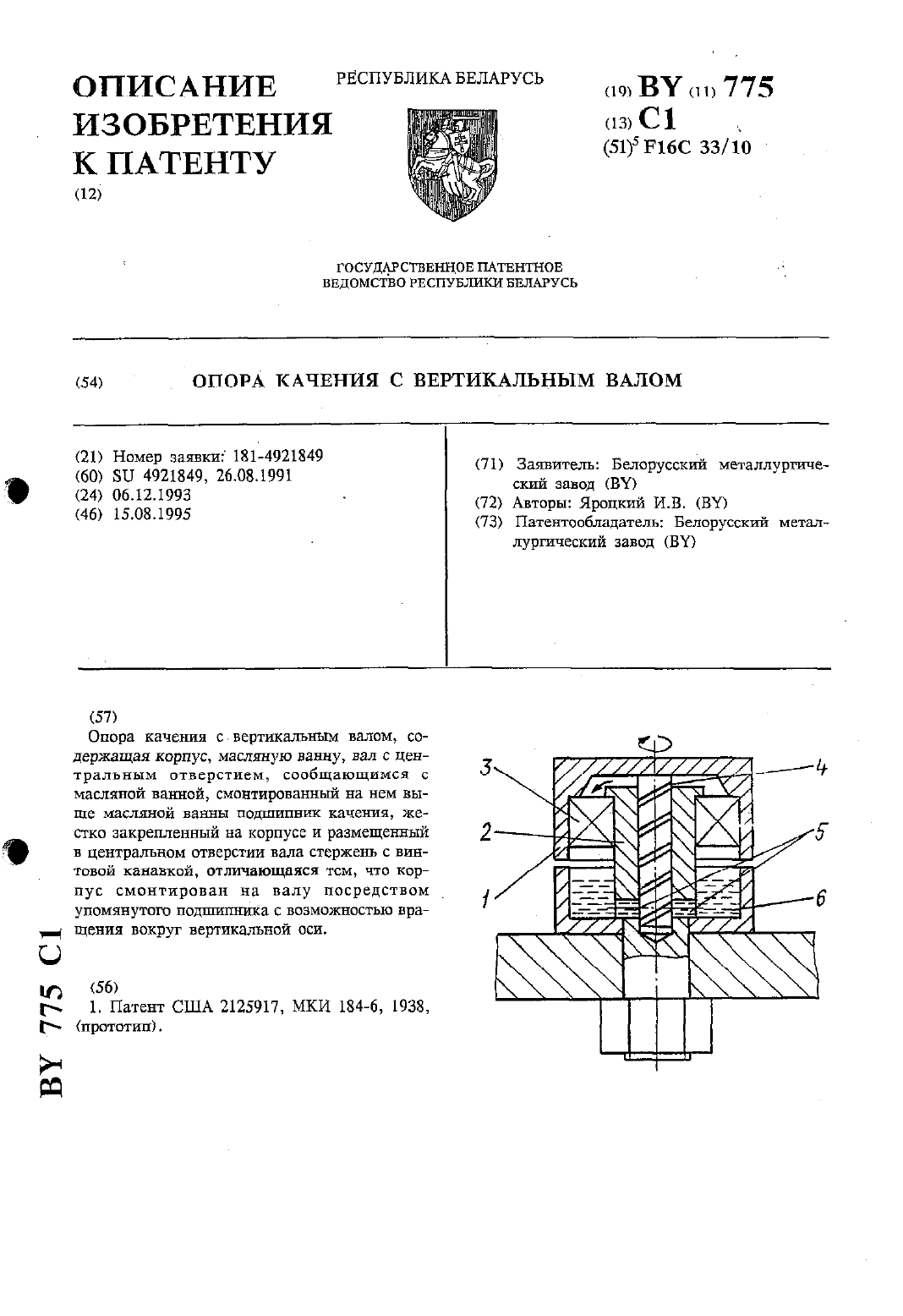
...корпус, смонтированный на валу с помощью подшипников качения и закрытый 2-мя крышками глухой и с проходным отверстием.Недостатком данной конструкции является вытекание смазки из корпуса опоры через упЛОГЦСНИЫ, ЧТО бЗ СС РСГУДШРЦОГО ПОПОЛНЕНИЯ приводит к выходу из строя подшипников опорЫ.В качестве прототипа выбрана конструкция опоры качения с вертикальным валом, содержащая неподвижный корпус, в котором с поМОЩЬЮ ПОДШИПНИК КЗЧЕНИЯ...
Способ восстановления работоспособности радиально-упорного шарикоподшипника
Номер патента: 5071
Опубликовано: 30.03.2003
Авторы: Минченя Николай Тимофеевич, Савченко Андрей Леонидович
МПК: B23P 6/00
Метки: восстановления, радиально-упорного, работоспособности, способ, шарикоподшипника
Текст:
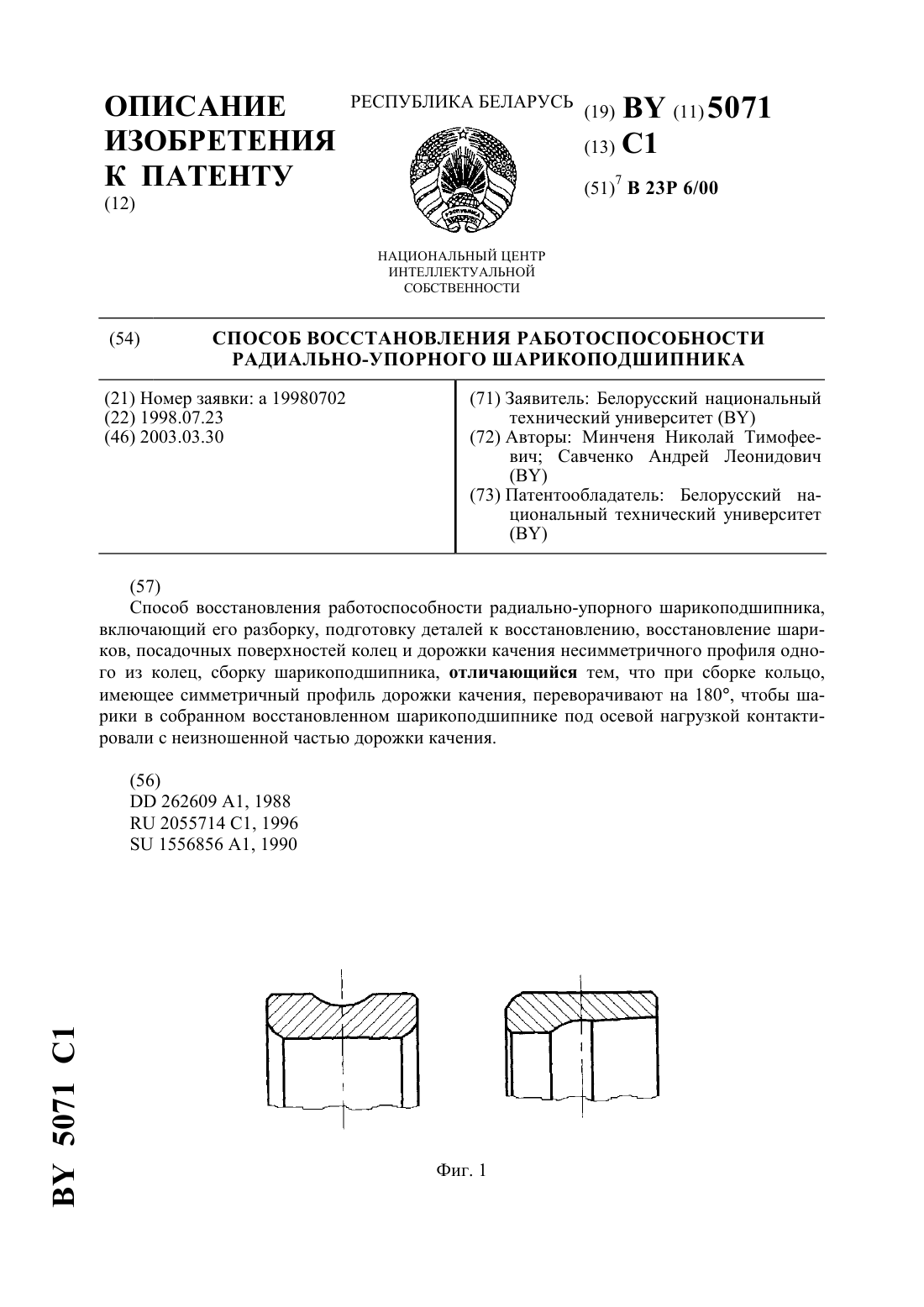
...Недостатком этого технологического процесса является его высокая трудоемкость, связанная с большим количеством операций. Задачей настоящего изобретения является снижение трудоемкости технологического процесса восстановления подшипников. Поставленная задача решается тем, что в способе восстановления работоспособности радиально-упорного шарикоподшипника, включающем его разборку, подготовку деталей к восстановлению, восстановление шариков,...
Порог для дорожных направляющих устройств

Номер патента: 2298
Опубликовано: 30.09.1998
Автор: Вильхельм ЮНКЕР
МПК: E01F 15/00, E01F 9/00
Метки: направляющих, порог, устройств, дорожных
Текст:
...правда, на примыкающем к нижней стороне нижнем отрезке участка боковой стороны прямо, а в остальном выпукло, исключается то, что выпучившаяся боковина шины достигнет боковой стороны прежде, чем ее плечо достигнет нижней части боковой стороны. За счет этого колесо уже совершает наезд на порог, прежде, чем боковина его шины сможет сдвинуть его. За счет того, что в зоне боковой стороны порога имеется уступ относительно огибающий, это облегчает...
Подшипник качения
Номер патента: 4644
Опубликовано: 30.09.2002
Авторы: Козлов Анатолий Борисович, Савастенко Максим Евсеевич, Пенза Валерий Николаевич, Слензак Александр Иванович
МПК: F16C 19/18, F16C 19/20, F16C 19/08...
Текст:
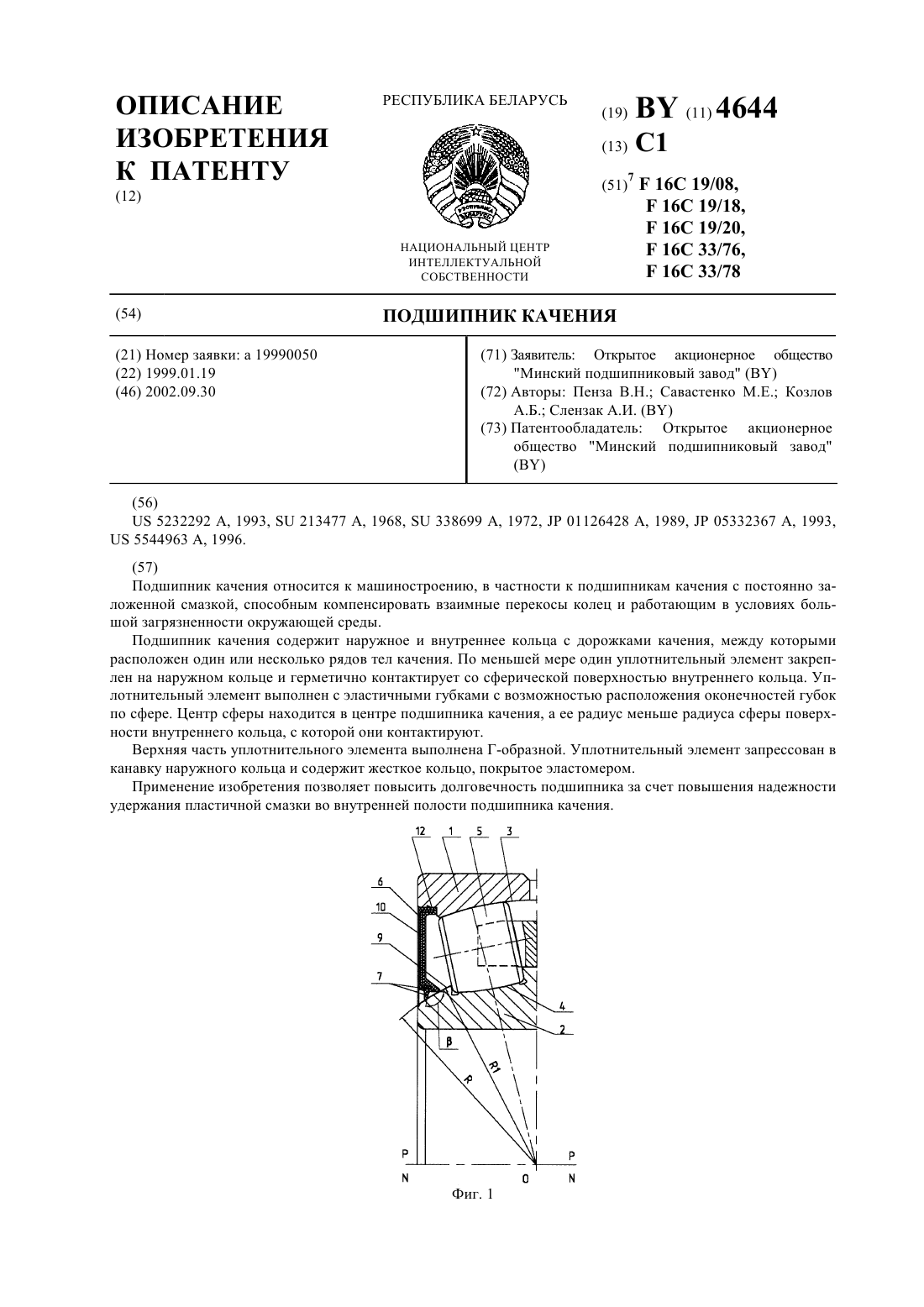
...один или несколько рядов тел качения, по меньшей мере один уплотнительный элемент, закрепленный на наружном кольце и герметично контактирующий со сферической поверхностью внутреннего кольца, согласно изобретению, уплотнительный элемент выполнен с эластичными губками с возможностью расположения оконечностей губок на сфере, центр которой находится в центре подшипника качения. Радиус сферы, на которой расположены оконечности губок...
Предыдущий патент: Мелиорант для почв легкого гранулометрического состава
Следующий патент: Вентиль
Случайный патент: Способ лечения ишемического инсульта в восстановительном периоде