Литейная форма для изготовления отливок из стали
Номер патента: U 1922
Опубликовано: 30.06.2005
Авторы: Орлов Юрий Григорьевич, Дудецкая Лариса Романовна, Кравченко Виктор Иванович, Галкина Алла Владиславовна, Костюкович Геннадий Александрович, Белый Леонид Степанович, Мулярчик Александр Николаевич
Текст
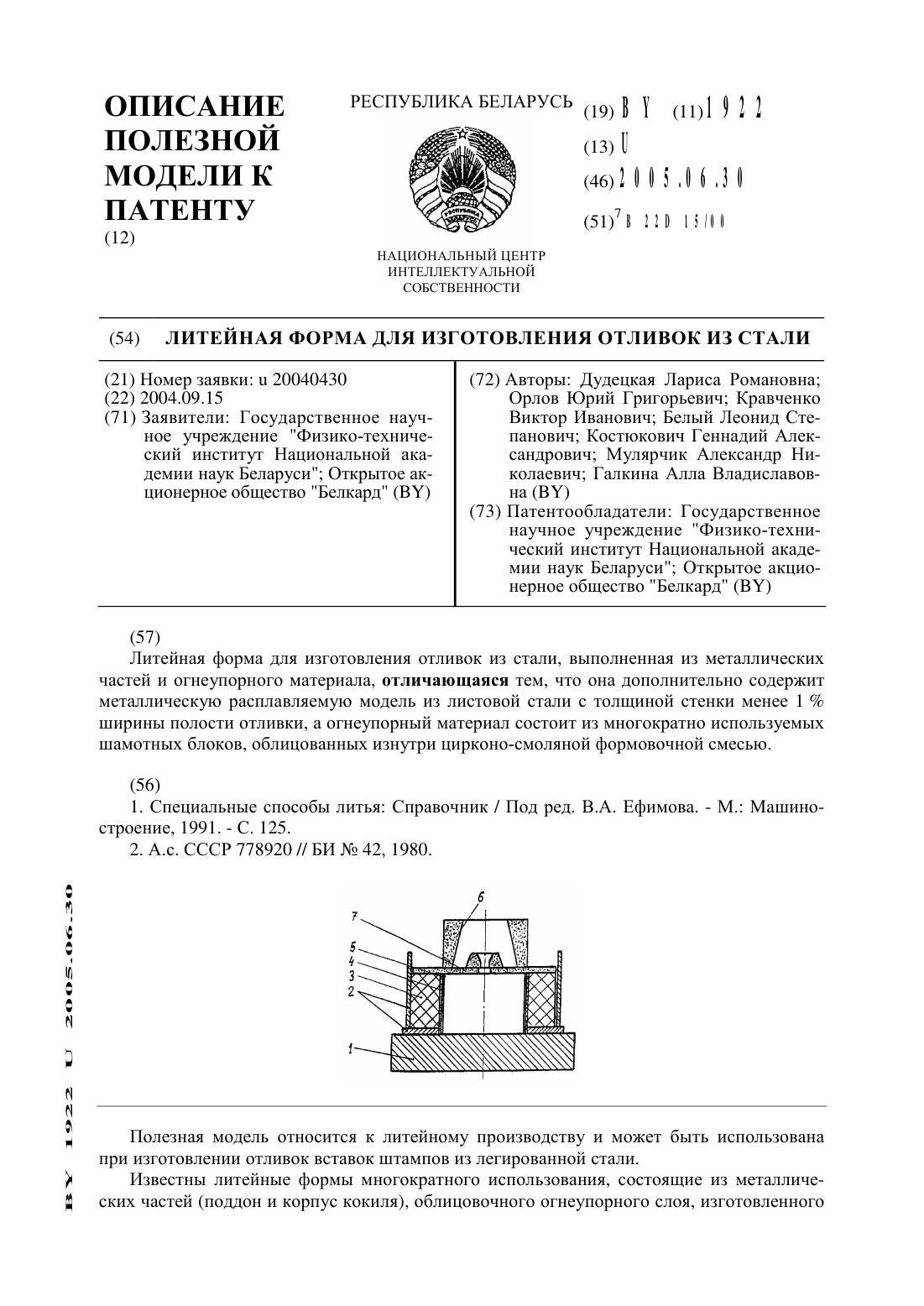
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СТАЛИ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард (ВУ)(72) Авторы Дудецкая Лариса Романовна Орлов Юрий Григорьевич Кравченко Виктор Иванович Белый Леонид Степанович Костюкович Геннадий Александрович Мулярчик Александр Николаевич Галкина Алла Владиславовна (ВУ)(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Белкард (ВУ)Литейная форма для изготовления отливок из стали, выполненная из металлических частей и огнеупорного материала, отличающаяся тем, что она дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 Ширины полости отливки, а огнеупорный материал состоит из многократно используемых Шамотных блоков, облицованных изнутри цирконо-смоляной формовочной смесью.(56) 1. Специальные способы литья Справочник / Под ред. В.А. Ефимова. - М. Машиностроение, 1991. - С. 125. 2. А.с. СССР 778920 // БИ Не 42, 1980.Полезная МОДСЛЬ ОТНОСИТСЯ К ЛИТСЙНОМУ ПРОИЗВОДСТВУ И МОЖСТ бЫТЬ использована ПрИ ИЗГОТОВЛСНИИ ОТЛИВОК вставок штампов ИЗ легированной стали.ИЗВССТНЫ ЛИТСЙНЫС фОрМЫ многократного использования, СОСТОЯЩИС ИЗ металличеСКИХ частей (ПОДДОН И КОРПУС КОКИЛЯ), ОбЛИЦОВОЧНОГО ОГНСУПОРНОГО СЛОЯ, ИЗГОТОВЛСННОГОиз формовочной смеси по постоянной или разовой модели, И стержней, формирующих полости в отливках И литниковую систему. 1 Недостатком данного вида форм являются трудоемкость их изготовления, сложность И высокая стоимость модельной оснастки.Известны также литейные формы, выполненные из огнеупорного материала одноразового Использования, например из формовочной смеси, И извлекаемой металлической вставки многократного использования с толщиной стенки, составляющей 11 О Ширины рабочей полости отливки. 2 Недостатком данного вида форм является наличие литейных уклонов на наружной поверхности вставки, необходимых для ее извлечения из формы после заливки, а также большой расход формовочных материалов на изготовление форм. Это уменьшает точность отливок И увеличивает трудоемкость И величину затрат на изготовление форм.Задачей настоящей полезной модели является уменьшение расхода формовочных материалов при изготовлении форм И повышение размерной точности отливок.Указанная задача решается за счет того, что литейная форма для изготовления отливок из стали, выполненная из металлических частей И огнеупорного материала, дополнительно содержит металлическую расплавляемую модель из листовой стали с толщиной стенки менее 1 ширины полости отливки, а огнеупорный материал состоит из многократно используемых шамотных блоков, облицованных изнутри цирконо-смоляной формовочной смесью.Предложенная форма, например для изготовления пуансона круглого сечения для кривошипного горячештамповочного пресса (КГШП), представлена на фигуре 1.Форма состоит из металлического поддона 1, формирующего рабочую поверхность отливки, сварного металлического корпуса 2, выложенного стандартными шамотными блоками 3, И облицовочного слоя 4 из зернистого цирконового концентрата И фенолформальдегидной смолы. Облицовочный слой засыпается между шамотной кладкой И расплавляемой моделью 5 из тонкого стального листа, имеющей форму цилиндра И затвердевает при подогреве собранной формы до температуры 200. . .25 О С. Прибыль формируется надставкой 6 из огнеупорного материала, отделяемой от отливки стержнем-перемычкой 7.Изготовление литейной формы многократного использования включает выполнение следующих операций. На рабочую поверхность поддона 1, нагретого в печи до температуры 2 ОО 4 ОО С, при помощи пульверизатора наносится противопригарная краска. На поддон по направляющим штифтам устанавливается сварной металлический корпус 2 с предварительно размещенными в нем стандартными шамотными блоками 3. В центре поддона размещается расплавляемая металлическая модель 5. Пространство между моделью И корпусом формы заполняется цирконо-смоляной смесью, образующей облицовочный слой 4. Уровень облицовочного слоя соответствует высоте модели. Собранную форму помещают в проходную нагревательную печь в зону с температурой 2 ОО 25 О С на 1 О 3 О минут в зависимости от толщины облицовочного слоя. После извлечения формы из печи ее очищают от загрязнений, устанавливают стержень-перемычку 6 И прибь 1 льную надставку 7. Собранную форму перемещают на заливочную площадку. Металл заливают в форму через прибыльную надставку. В процессе заливки происходит постепенное расплавление модели И выгорание фенолформальдегидной смолы из облицовочного слоя,в результате чего после охлаждения отливка легко извлекается из формы.Расплавляемая модель не имеет формовочных уклонов, что позволяет увеличить размерную точность отливки И облегчает ее механическую обработку. За счет уменьшениярасхода формовочной смеси на 3 О 4 О И многократного использования огнеупорной шамотной футеровки уменьшаются затраты на изготовление литейных форм.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 15/00
Метки: отливок, литейная, изготовления, форма, стали
Код ссылки
<a href="https://by.patents.su/2-u1922-litejjnaya-forma-dlya-izgotovleniya-otlivok-iz-stali.html" rel="bookmark" title="База патентов Беларуси">Литейная форма для изготовления отливок из стали</a>
Литейная форма для получения отливок
Номер патента: U 1795
Опубликовано: 30.03.2005
Авторы: Марков Александр Михайлович, Лукашевич Сергей Федорович, Вершинин Владимир Александрович, Филипчик Виктор Константинович, Писаренко Леонид Зотович
МПК: B22D 27/04
Метки: отливок, получения, форма, литейная
Текст:
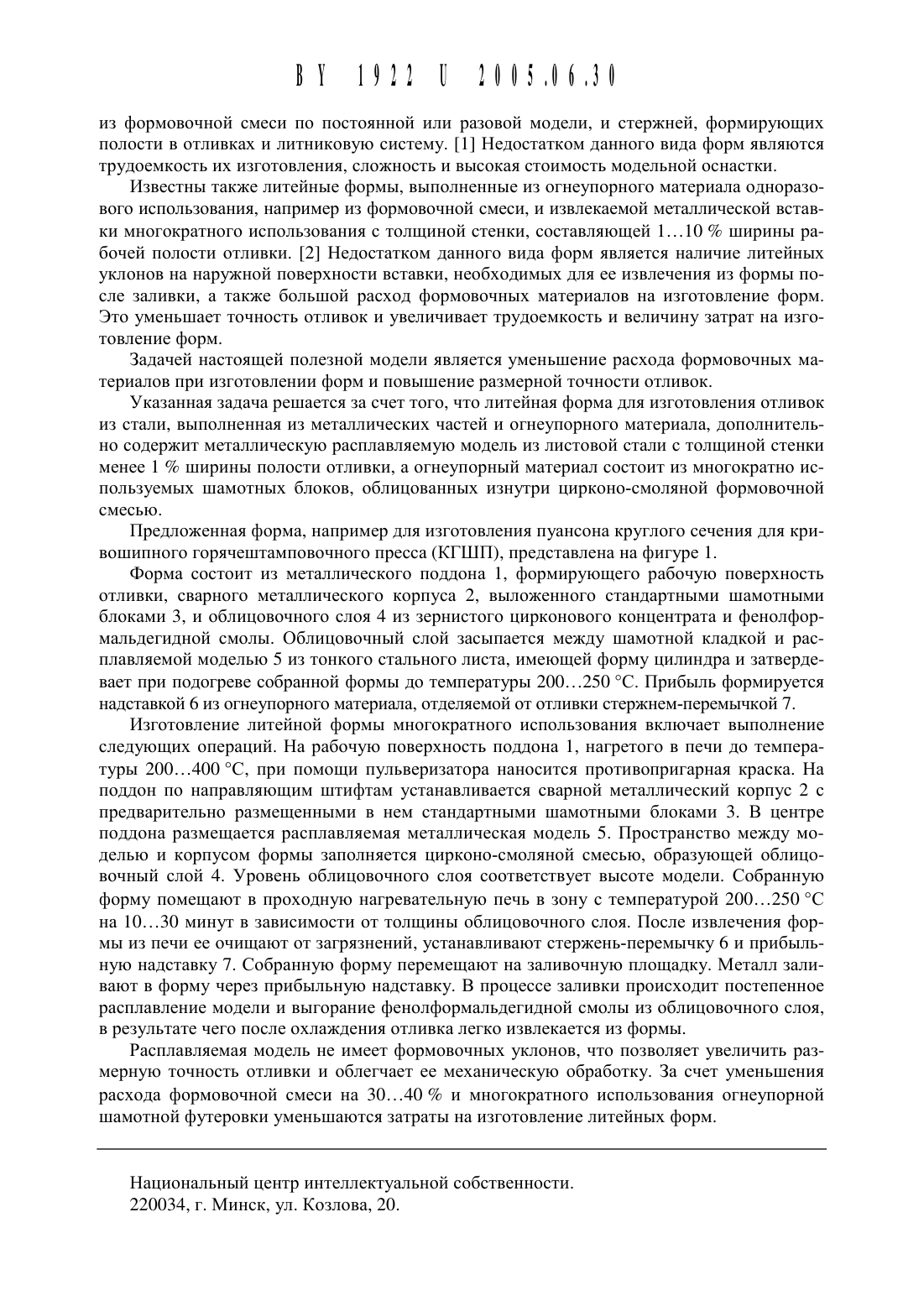
...выламывается и часть днища горшка, что сказывается на его эксплуатационной стойкости. Использование газорезки экономически не эффективно. Задачей полезной модели является создание литейной формы, которая обеспечивала бы упрощение технологии и снижение трудоемкости изготовления форм, получение отливок без литника и выпоров, исключение повреждения алюминиевой модели при извлечении из верхней и нижней полуформы, сокращение расхода формовочной...
Устройство для получения отливок
Номер патента: U 1106
Опубликовано: 30.12.2003
Авторы: Писаренко Леонид Зотович, Хацкевич Владимир Анатольевич, Марков Александр Михайлович, Лукашевич Сергей Федорович, Филипчик Виктор Константинович
МПК: B22D 27/04
Метки: отливок, устройство, получения
Текст:
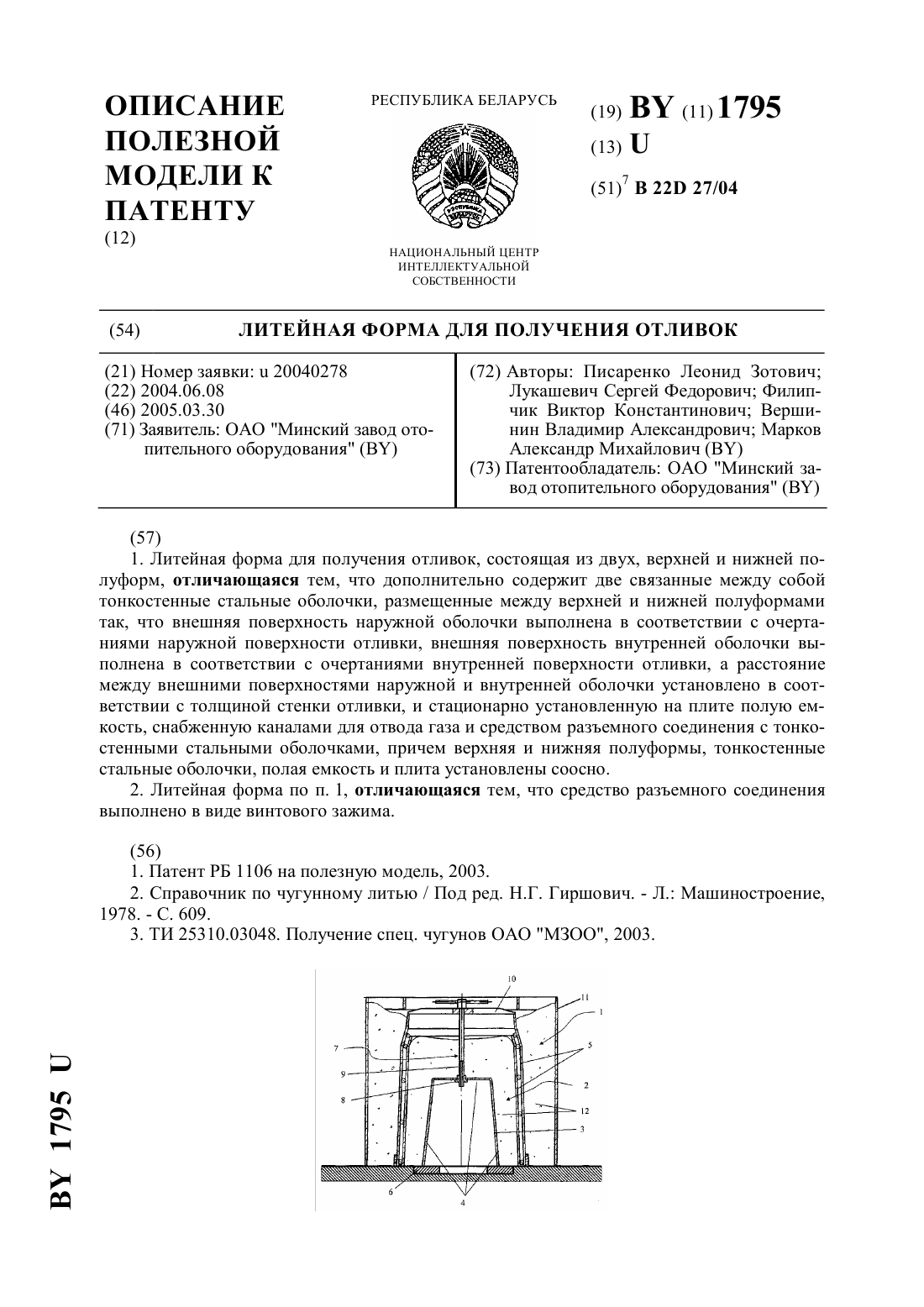
...обеспечения повышенной термической стойкости и окалиностойкости отливок, большой расход металла, в том числе и дорогостоящего алюминия, используемого в качестве материала модели и как добавка в жаростойкий чугун. Задачей полезной модели является обеспечение направленности затвердевания для получения повышенной термостойкости и окалиностойкости отливок, экономия металла,в том числе и дорогостоящего, упрощение технологии изготовления форм,...
Форма для изготовления бетонных блоков

Номер патента: U 1507
Опубликовано: 30.09.2004
Авторы: Бозылев Василий Васильевич, Лейченок Степан Викторович
МПК: E04B 1/14
Метки: бетонных, блоков, форма, изготовления
Текст:
...Продольные щиты выполнены неразрезными. Поддон состоит из двух продольных частей, одна сторона которой присоединена к центральному продольному щиту посредством шарнира, другая - жестко к крайнему продольному щиту. Щиты-диафрагмы с фиксаторами прикреплены к центральному продольному щиту посредством поворотного механизма, выполненного в виде двусторонней скобы, электроды выполнены в виде пластин, прикрепленных к внутренним...
Способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали
Номер патента: 1746
Опубликовано: 30.09.1997
Авторы: Хуберт Аугустин, Альфред Мозер
МПК: B23K 11/04
Метки: стальных, стали, способ, углеродистой, аустенитных, рельсами, отливок, соединения, крестовин, марганцовистых
Текст:
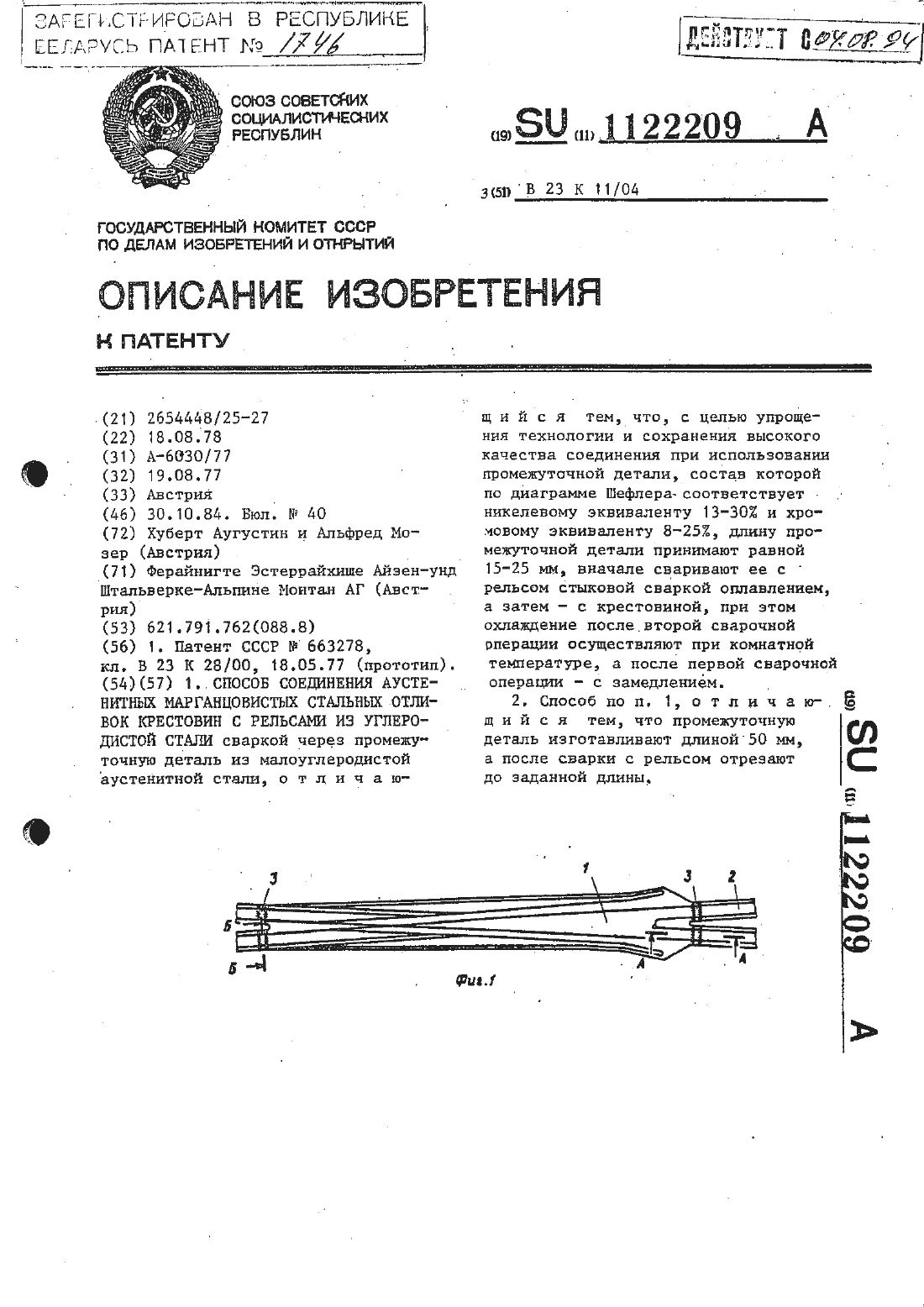
...поезд 3.- 11222 кн). Охлаждение после первой сварочной операции, в которой промежуточная деталь была приварена к крестовине, может без затрУднений осуществляться настолько медленно что избе 5 гается возникновение подкалки рельсовой стали, так как нет никакого влияния на крестовину. Если во второй сварочной операции крестовина сваривается с промежуточной деталью, 10 то при небольшой длине промежуточной детали лервы сварной шов между...
Форма для изготовления армированной балясины
Номер патента: U 43
Опубликовано: 30.09.1999
Авторы: Ваницкий Александр Анатольевич, Ваницкий Сергей Анатольевич
Метки: балясины, форма, изготовления, армированной
Текст:
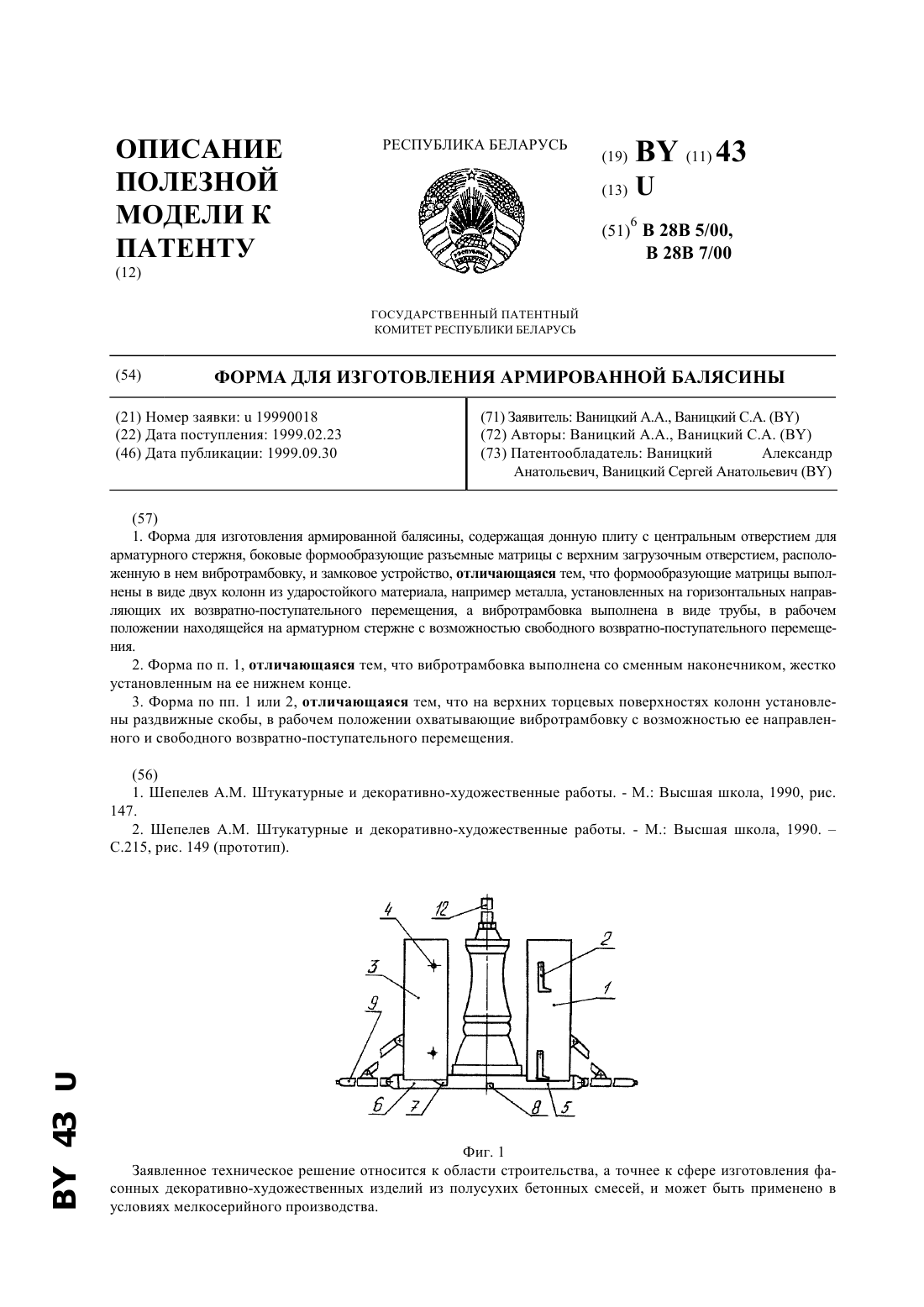
...монтируемых на верхних торцевых их поверхностях и в рабочем положении охватывающих вибротрамбовку, обеспечивает коаксиальное с арматурным стержнем положение,что повышает качество формуемых удлиненных балясин, так как исключает вибрацию арматурного стержня и, как следствие образование пустот вокруг него. Заявляемая форма представлена на следующих чертежах на фиг. 1 - общий вид формы в нерабочем положении с отформованной (отбитой) балясиной на...
Предыдущий патент: Контактный разъем для электронного идентификатора
Следующий патент: Автоматическая система пожарной сигнализации и управления пожаротушением в подвижных транспортных средствах
Случайный патент: Механизм подъема сидения мягкой мебели