Литейная форма для получения отливок
Номер патента: U 1795
Опубликовано: 30.03.2005
Авторы: Марков Александр Михайлович, Лукашевич Сергей Федорович, Писаренко Леонид Зотович, Вершинин Владимир Александрович, Филипчик Виктор Константинович
Текст
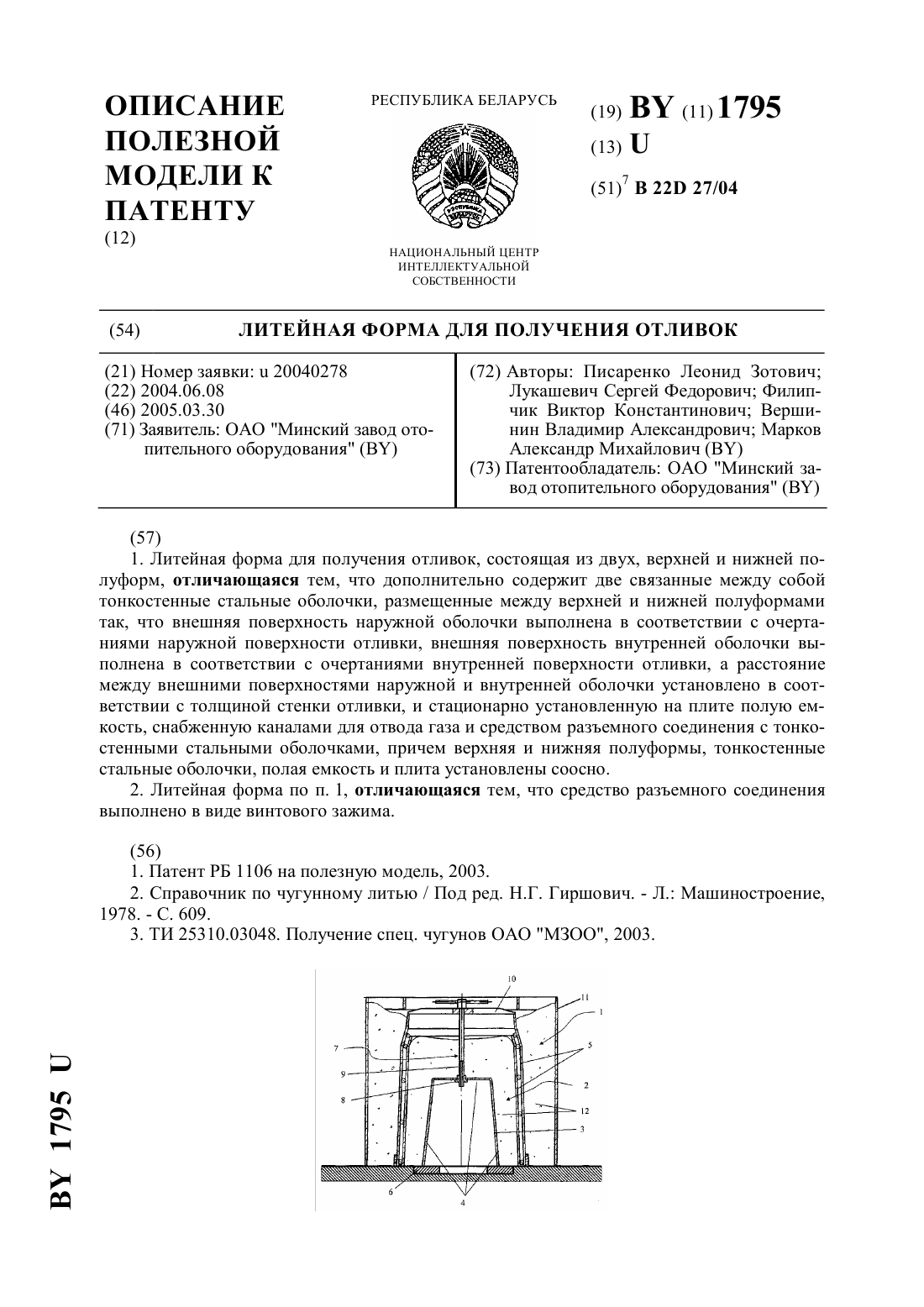
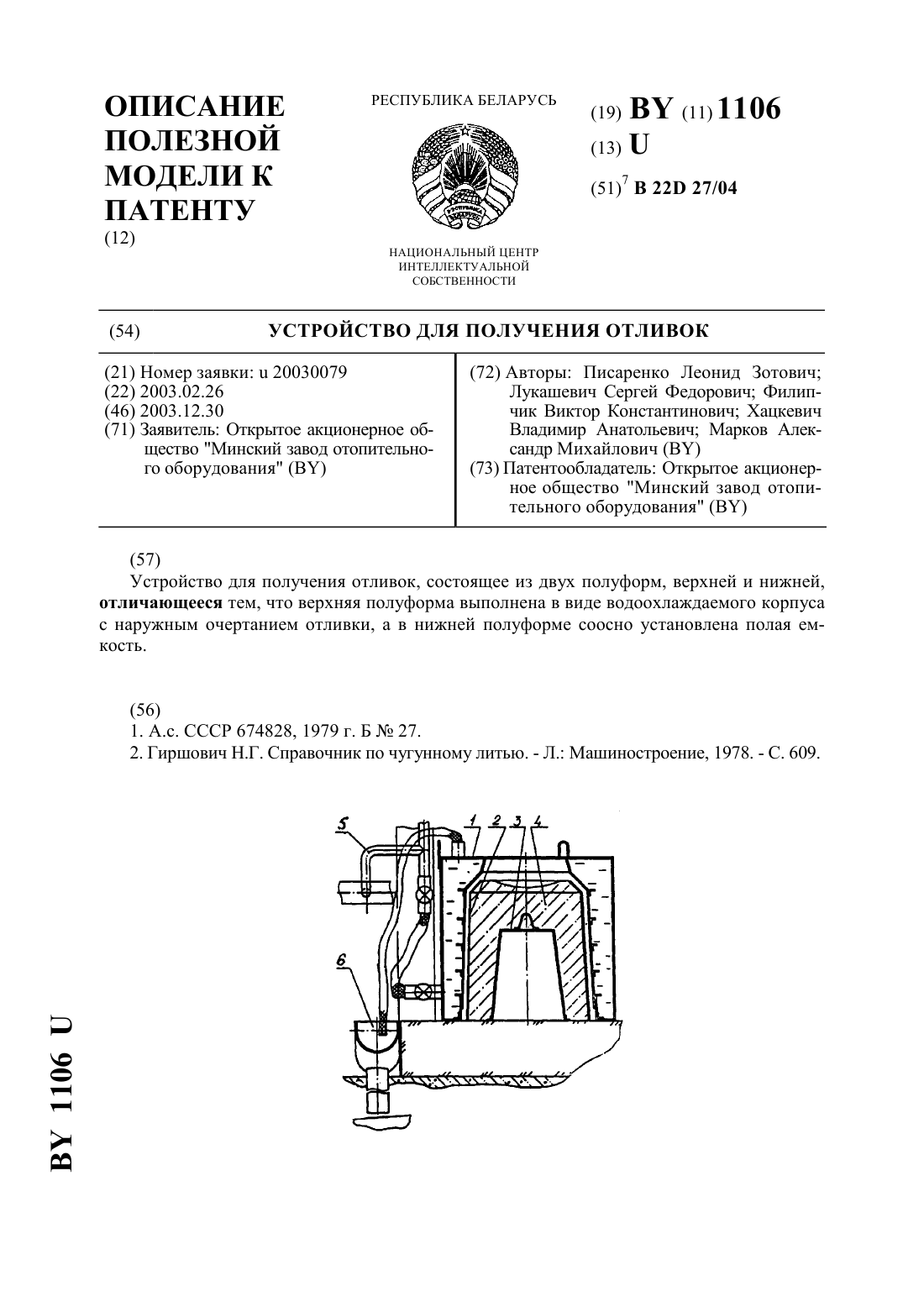
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК(71) Заявитель ОАО Минский завод отопительного оборудования(72) Авторы Писаренко Леонид Зотович Лукашевич Сергей Федорович Филипчик Виктор Константинович Вершинин Владимир Александрович Марков Александр Михайлович(73) Патентообладатель ОАО Минский завод отопительного оборудования(57) 1. Литейная форма для получения отливок, состоящая из двух, верхней и нижней полуформ, отличающаяся тем, что дополнительно содержит две связанные между собой тонкостенные стальные оболочки, размещенные между верхней и нижней полуформами так, что внешняя поверхность наружной оболочки выполнена в соответствии с очертаниями наружной поверхности отливки, внешняя поверхность внутренней оболочки выполнена в соответствии с очертаниями внутренней поверхности отливки, а расстояние между внешними поверхностями наружной и внутренней оболочки установлено в соответствии с толщиной стенки отливки, и стационарно установленную на плите полую емкость, снабженную каналами для отвода газа и средством разъемного соединения с тонкостенными стальными оболочками, причем верхняя и нижняя полуформы, тонкостенные стальные оболочки, полая емкость и плита установлены соосно. 2. Литейная форма по п. 1, отличающаяся тем, что средство разъемного соединения выполнено в виде винтового зажима.(56) 1. Патент РБ 1106 на полезную модель, 2003. 2. Справочник по чугунному литью / Под ред. Н.Г. Гиршович. - Л. Машиностроение,1978. - С. 609. 3. ТИ 25310.03048. Получение спец. чугунов ОАО МЗОО, 2003. 1795 Заявляемая полезная модель относится к литейному производству, а именно к получению отливок в земляные формы. Известно устройство для получения отливок направленным затвердением 1, состоящее из двух полуформ, верхней и нижней, в котором верхняя выполнена в виде водоохлаждаемого корпуса с наружным очертанием отливки, а в нижней полуформе соосно установлена полая емкость. Недостатком описанного выше устройства является то, что поток воды, который должен подаваться в водоохлаждаемый корпус в период заливки в форму жидкого металла,не обеспечивает непрерывную и равномерную подачу воды с одинаковой скоростью по площади рубашки, на которой отсутствуют трубы подвода и отвода тепла. В этих местах могут образовываться застойные зоны, в которых вода может перегреться и создать опасность разрыва сварных швов. Дополнительный же подвод труб для подачи и отвода воды из этих зон усложняет конструкцию. Наиболее близкой к предлагаемой полезной модели является форма для получения отливок типа сосудов с днищем 2. Собранная форма состоит из полуформы низа и верха, а подвод металла для заливки в форму осуществляется в верхнюю донную часть отливки. Подобная форма используется для получения цилиндрических отливок, томильных горшков, предназначенных в качестве тары для отжига отливок из белого чугуна на ковкий 3. Во внутреннюю полость модели горшка из алюминиевого сплава набивается при помощи пневмотрамбовки формовочная смесь, модель с набитым земляным болваном переворачивается на 180, устанавливается на приготовленную на формовочном плацу постель, модель остукивается кувалдой для образования зазора, а сверху соосно на модель устанавливается опока. В пространство между стенками опоки и модели также набивается формовочная смесь. При этом в верхнюю часть опоки в дно модели заформовывается литник и выпора. Затем опока с заформованной моделью протягивается с земляного болвана, а с верхней полуформы при помощи молота и выколотки, поочередно устанавливаемой в отверстия выпоров и литника, модель выколачивается из полуформы. Форма горшка собирается, нагружается грузами и заливается жидким металлом. Недостатком такой формы для получения отливок является необходимость нанесения ударов по модели для осадки формовочной смеси и образования зазора для облегчения глубокой протяжки земляного болвана. В результате проведения таких операций на поверхности модели из алюминиевого сплава появляются неровности, забоины, которые, в свою очередь, также препятствуют протяжке модели из опоки верха. Для этого используют выколотки для нанесения, при их помощи, ударов по дну модели. Недостатком является также и то, что для удаления литника и выпоров от отливок требуются дополнительные трудозатраты, особенно большие при получении томильных горшков из высокопрочного чугуна. При их удалении выламывается и часть днища горшка, что сказывается на его эксплуатационной стойкости. Использование газорезки экономически не эффективно. Задачей полезной модели является создание литейной формы, которая обеспечивала бы упрощение технологии и снижение трудоемкости изготовления форм, получение отливок без литника и выпоров, исключение повреждения алюминиевой модели при извлечении из верхней и нижней полуформы, сокращение расхода формовочной смеси, снижение металлоемкости формы и отливки, ликвидация грузов для нагружения форм. Поставленная задача решается тем, что литейная форма для получения отливок, состоящая из двух полуформ, верхней и нижней, дополнительно содержит две связанные между собой тонкостенные стальные оболочки, размещенные между верхней и нижней полуформами так, что внешняя поверхность наружной оболочки выполнена в соответствии с очертаниями наружной поверхности отливки, внешняя поверхность внутренней оболочки выполнена в соответствии с очертаниями внутренней поверхности отливки, а расстояние между внешними поверхностями наружной и внутренней оболочки установлено в соответствии с толщиной стенки отливки, и стационарно установленную на плите 2 1795 полую емкость, снабженную каналами для отвода газа и средством разъемного соединения с тонкостенными стальными оболочками, причем верхняя и нижняя полуформы, тонкостенные стальные оболочки, полая емкость и плита установлены соосно. В предпочтительной форме реализации полезной модели средство разъемного соединения выполнено в виде винтового зажима. Заявляемая полезная модель далее будет более подробно описана со ссылкой на позиции фигуры, на которой схематично представлена в разрезе заявляемая литейная форма в одной из предпочтительных форм реализации. Форма для получения отливок состоит из верхней 1 и нижней 2 полуформы. В нижней полуформе соосно полуформам 1 и 2 стационарно установлена полая емкость 3 с отверстиями для отвода газов 4. Наружное и внутреннее очертание формы отливки обеспечивается с помощью двух соединенных между собой тонкостенных оболочек 5, которые соосно установлены на стационарно установленную на плите 6 полую емкость 3. При этом внешняя поверхность наружной оболочки 5 выполнена в соответствии с очертаниями наружной поверхности отливки, внешняя поверхность внутренней оболочки 5 выполнена в соответствии с очертаниями внутренней поверхности отливки, а расстояние между внешними поверхностями наружной и внутренней оболочек установлено в соответствии с толщиной стенки отливки. В верхней части полой емкости 3 установлено средство разъемного соединения с тонкостенными оболочками 5, которое в данной форме реализации выполнено в виде винтового зажима 7, состоящего из гайки 8, винта 9 и перемычки 10,которая установлена с возможностью взаимодействия с верхней торцевой частью тонкостенной стальной оболочки 5, формирующей наружное очертание отливки. Конструкция установлена в опоке 11. Полости между опокой 11 и верхней тонкостенной оболочкой 5, а также между нижней тонкостенной оболочкой 5 и полой емкостью 3 заполняются формовочной смесью 12. Для получения верхней полуформы 1 пространство между опокой 11 и верхней стальной оболочкой 5 заполняется утрамбованной формовочной смесью 12. Для получения нижней полуформы 2 утрамбованной формовочной смесью 12 заполняется пространство между внутренней тонкостенной оболочкой 5 и полой емкостью 3. При помощи винтового зажима 7 скрепляют неподвижную полую емкость 3 с тонкостенной стальной оболочкой 5, формирующей наружное очертание отливки, и снимают при помощи подъемных средств верхнюю полуформу 1. При этом тонкостенная стальная оболочка 5 остается на нижней полуформе 2, т.е. на земляном болване, т.к. скреплена с неподвижной полой емкостью 3 винтовым зажимом 7. Винтовой зажим 7 выкручивается из полой емкости 3, извлекается, полученное в земляном болване отверстие заделывается формовочной смесью,а тонкостенная стальная оболочка 5 снимается с нижней полуформы 2. Верхняя часть земляного болвана, формирующая днище отливки, может обрабатываться при помощи различных шаблонов. После этого верхняя полуформа 1 соосно устанавливается на нижнюю полуформу 2. Собранная форма готова к заливке жидким металлом без нагружения грузами. Металл в форму заливается в верхний торец собранной формы до необходимого уровня без литника и выпоров. После охлаждения отливки снимается верхняя полуформа 1, при этом отливка остается на нижней полуформе 2, т.к. не сцепляется с верхней полуформой 1 из-за отсутствия литника и выпоров. При помощи захвата отливка извлекается из нижней полуформы 2, при этом полая емкость 3, стационарно установленная, извлекается из земляного болвана нижней полуформы 2, что снижает трудоемкость на ее извлечение. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 27/04
Метки: отливок, получения, литейная, форма
Код ссылки
<a href="https://by.patents.su/3-u1795-litejjnaya-forma-dlya-polucheniya-otlivok.html" rel="bookmark" title="База патентов Беларуси">Литейная форма для получения отливок</a>
Устройство для получения отливок
Номер патента: U 1106
Опубликовано: 30.12.2003
Авторы: Марков Александр Михайлович, Писаренко Леонид Зотович, Лукашевич Сергей Федорович, Хацкевич Владимир Анатольевич, Филипчик Виктор Константинович
МПК: B22D 27/04
Метки: устройство, отливок, получения
Текст:
...обеспечения повышенной термической стойкости и окалиностойкости отливок, большой расход металла, в том числе и дорогостоящего алюминия, используемого в качестве материала модели и как добавка в жаростойкий чугун. Задачей полезной модели является обеспечение направленности затвердевания для получения повышенной термостойкости и окалиностойкости отливок, экономия металла,в том числе и дорогостоящего, упрощение технологии изготовления форм,...
Кокиль для отливки элемента формообразующего
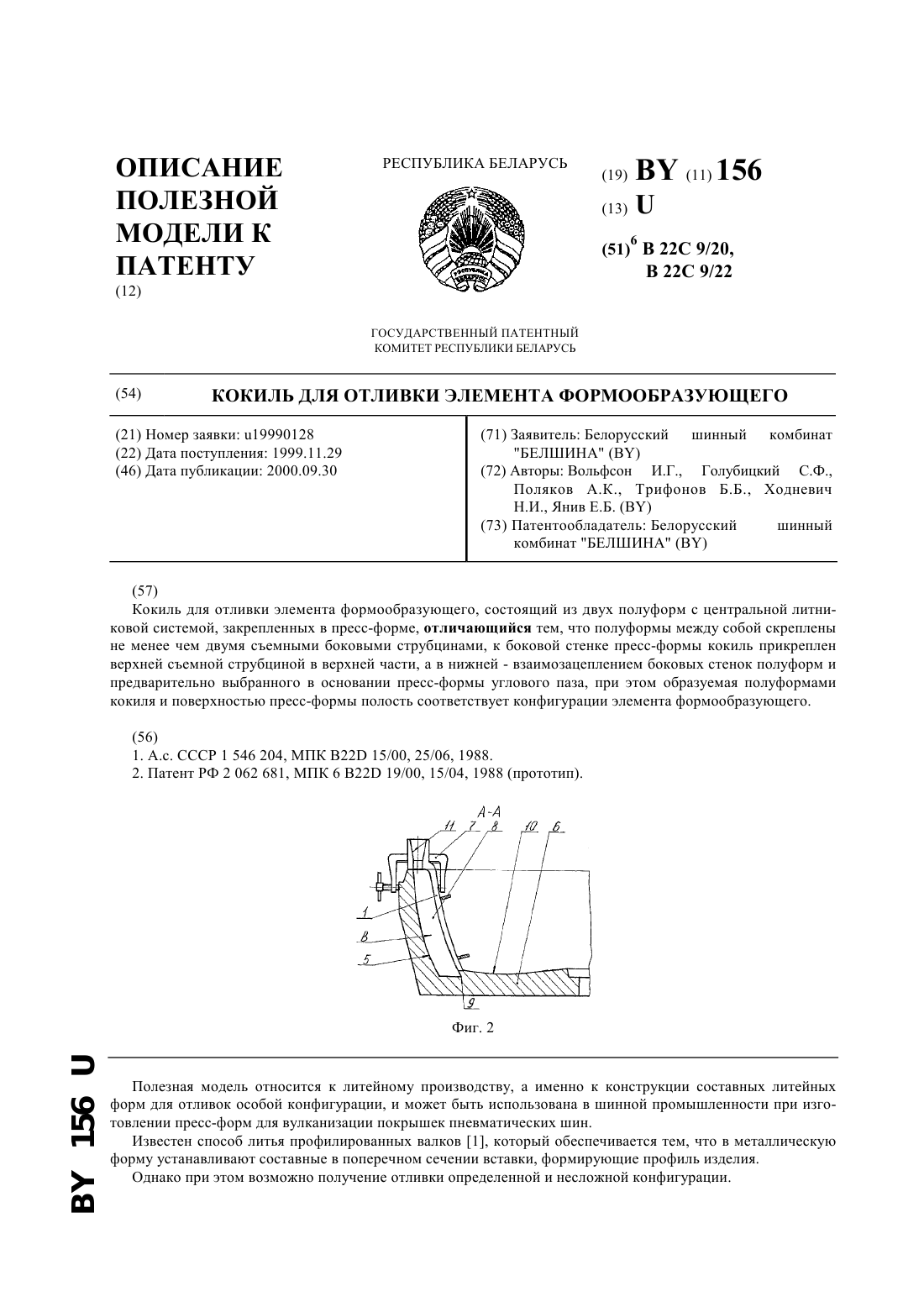
Номер патента: U 156
Опубликовано: 30.09.2000
Авторы: Янив Евгений Болеславович, Голубицкий Станислав Федорович, Трифонов Борис Борисович, Ходневич Николай Иванович, Поляков Аркадий Кириллович, Вольфсон Иосиф Григорьевич
Метки: формообразующего, кокиль, отливки, элемента
Текст:
...скреплены не менее чем двумя съемными боковыми струбцинами. К боковой стенке пресс-формы кокиль прикреплен верхней съемной струбциной в верхней части, а в нижней - взаимозацеплением боковых стенок полуформ и предварительно выбранного в основании пресс-формы углового паза. Полость, образуемая полуформами кокиля и поверхностью пресс-формы,строго соответствует конфигурации элемента формообразующего. Полезная модель поясняется чертежами. На фиг. 1...
Пресс-форма для литья под давлением
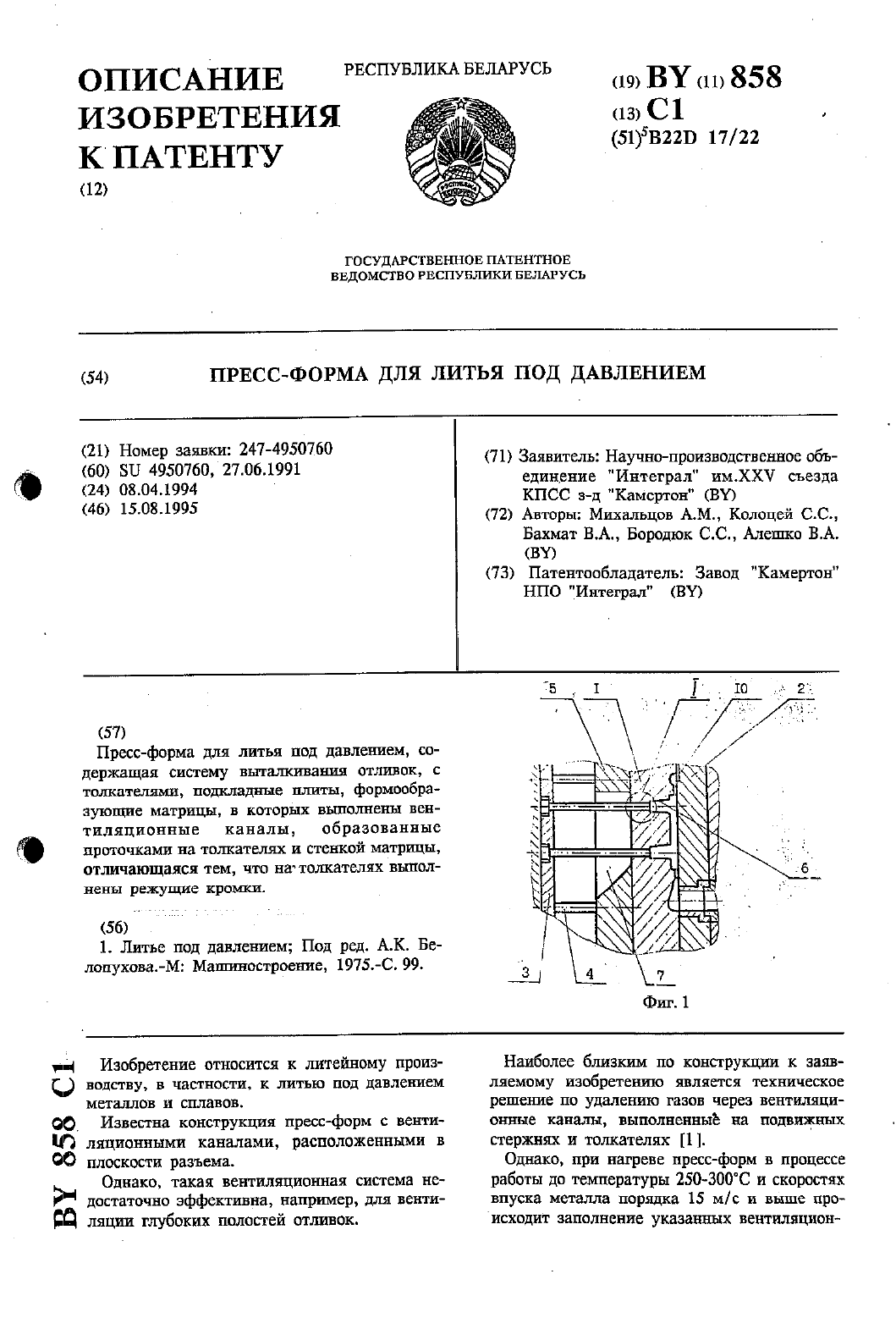
Номер патента: 858
Опубликовано: 15.08.1995
Авторы: Михальцов А. М., Алешко В. А., Бахмат В. А., Колоцей С. С., Бородюк С. С.
МПК: B22D 17/22
Метки: литья, давлением, пресс-форма
Текст:
...также свобедный выход газов из вентиляционных каналов 8.Таким образом, режущие кромки, выполненные на толкателях, обеспечивают эффективное разделение и удаление облоя из вентиляционной системы.Сущность изобретения поясняется чертежами, где на фиг. 1 показана пресс-форма для литья под давлением, разрез на фиг. 2 - вынесенное изображение 1 на фиг. 3 - сечение А-А.Пресс-форма для литья под давлением состоит из подвижной и неподвижной...
Фармацевтическая композиция, способ ее получения, физическая форма N-[4-5[-(циклопентилоксикарбонил)амино-1-метилиндол-3-ил-метил]-3-метоксибензоил]-2-метилбензол-сульфонамида,способы ее получения
Номер патента: 3123
Опубликовано: 30.12.1999
Авторы: Июан Джон Эдвардс, Рэнди Джон Брэдвей, Джеймс Джозеф Холохан, Роберт Джозеф Тимко, Арлин Клементс
МПК: A61K 31/18, C07D 209/18
Метки: способ, физическая, форма, фармацевтическая, n-[4-5[-(циклопентилоксикарбонил)амино-1-метилиндол-3-ил-метил]-3-метоксибензоил]-2-метилбензол-сульфонамида,способы, композиция, получения
Текст:
...раствор ацетона является подходящим растворителем. Температура испарения растворителя должна быть ниже точки плавления формы А. Как правило, она ниже 125 С, предпочтительно, когда температура ниже 120 С. Было установлено, что в тех случаях, когда в качестве растворителя используется ацетон, значительное количество кристаллического материала получается тогда, когда температура ниже 100 С. Следовательно, температура испарения растворителя может...
Пресс-форма для формования и вулканизации массивных безбандажных шин

Номер патента: 6020
Опубликовано: 30.03.2004
Авторы: Букин Аксентий Мефодьевич, Котов Евгений Федорович
МПК: B29C 35/04
Метки: пресс-форма, вулканизации, безбандажных, формования, шин, массивных
Текст:
...поверхности. Задачей изобретения является расширение технологических возможностей прессформ за счет интенсификации режима вулканизации. Сущность изобретения состоит в том, что пресс-форма для формования и вулканизации массивных безбандажных шин содержит верхнюю и нижнюю полуформы с бортовыми кольцами, сменный сердечник с приваренной внутри него плитой и ловитель,установленный на штоке, скрепленном неподвижно с нижним бортовым...
Предыдущий патент: Устройство для обмолота лент льна
Следующий патент: Устройство для обкатки и испытания двигателей внутреннего сгорания
Случайный патент: Оптически прозрачный чувствительный к давлению клей для поляризаторов