Форма для изготовления армированной балясины
Номер патента: U 43
Опубликовано: 30.09.1999
Авторы: Ваницкий Александр Анатольевич, Ваницкий Сергей Анатольевич
Текст
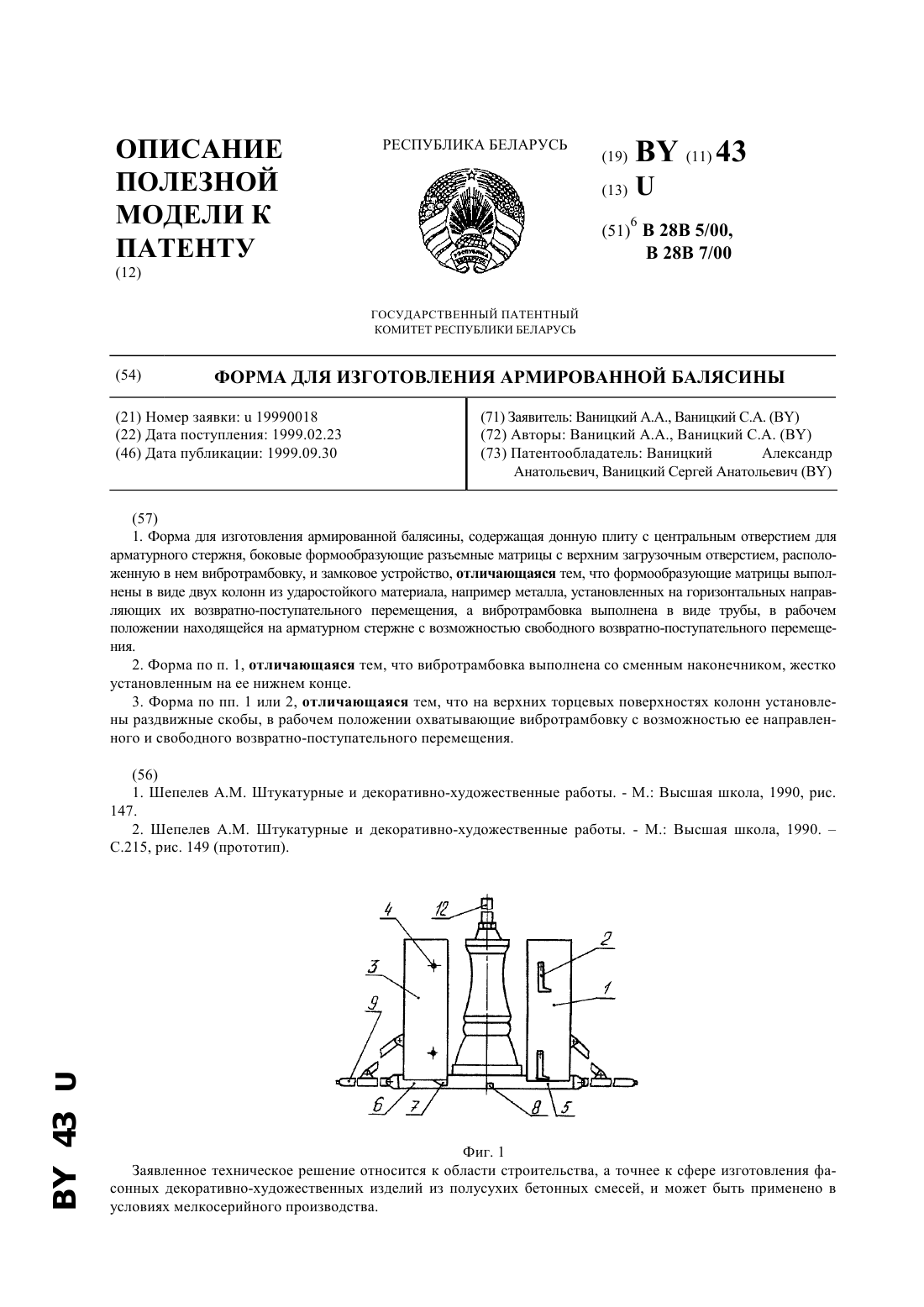
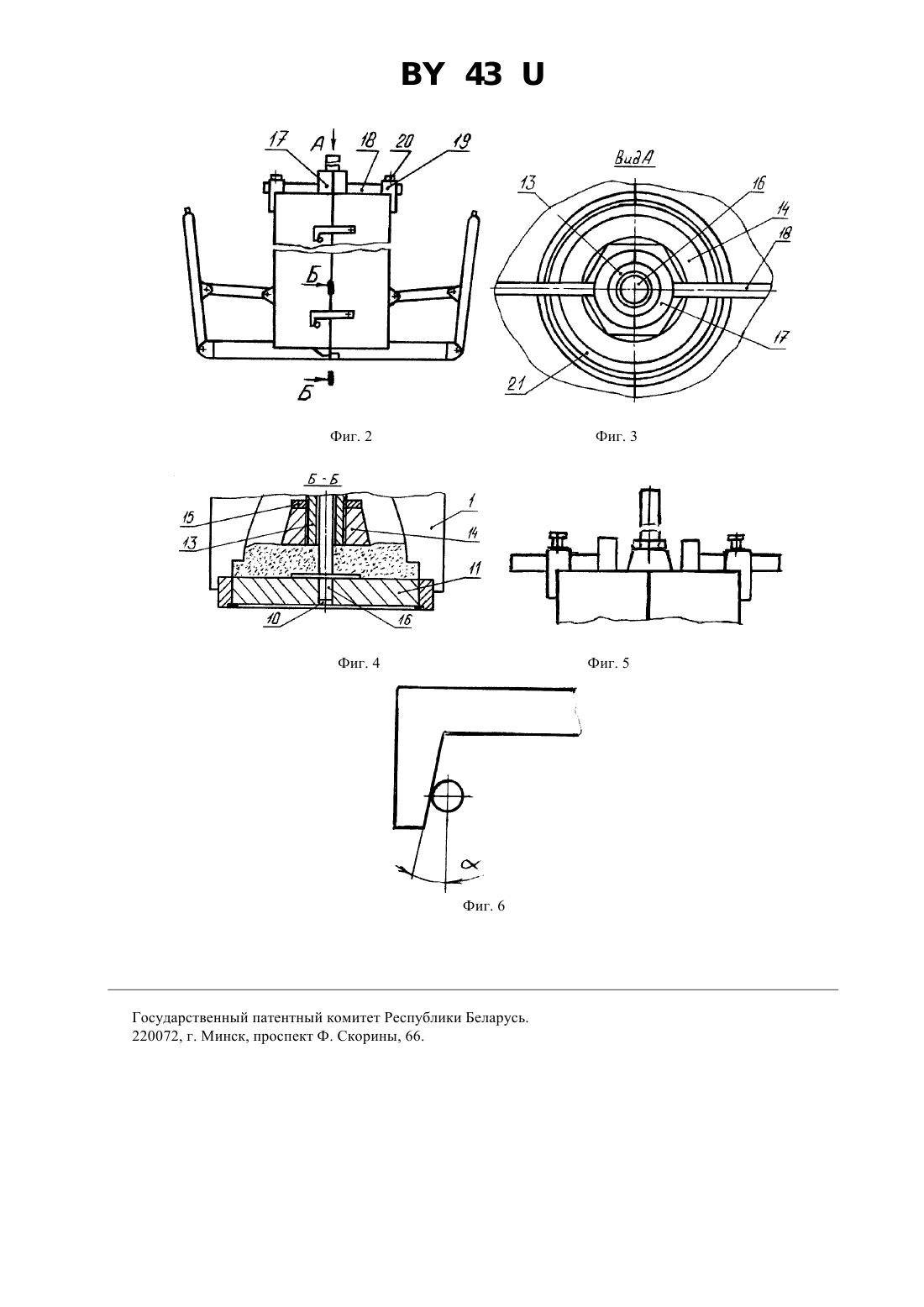
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ БАЛЯСИНЫ(73) Патентообладатель Ваницкий Александр Анатольевич, Ваницкий Сергей Анатольевич(57) 1. Форма для изготовления армированной балясины, содержащая донную плиту с центральным отверстием для арматурного стержня, боковые формообразующие разъемные матрицы с верхним загрузочным отверстием, расположенную в нем вибротрамбовку, и замковое устройство, отличающаяся тем, что формообразующие матрицы выполнены в виде двух колонн из ударостойкого материала, например металла, установленных на горизонтальных направляющих их возвратно-поступательного перемещения, а вибротрамбовка выполнена в виде трубы, в рабочем положении находящейся на арматурном стержне с возможностью свободного возвратно-поступательного перемещения. 2. Форма по п. 1, отличающаяся тем, что вибротрамбовка выполнена со сменным наконечником, жестко установленным на ее нижнем конце. 3. Форма по пп. 1 или 2, отличающаяся тем, что на верхних торцевых поверхностях колонн установлены раздвижные скобы, в рабочем положении охватывающие вибротрамбовку с возможностью ее направленного и свободного возвратно-поступательного перемещения. Фиг. 1 Заявленное техническое решение относится к области строительства, а точнее к сфере изготовления фасонных декоративно-художественных изделий из полусухих бетонных смесей, и может быть применено в условиях мелкосерийного производства. 43 Из известных аналогов наиболее распространены кусковые формы (гипсовые или бетонные), состоящие из донной плиты, боковых разъемных матриц (долевых кусков) в рабочем положении фиксируемых состоящим из двух половин кожухом, запираемым замковым устройством 1. Однако такая форма является низкопроизводительной, неудобной в эксплуатации из-за сложности конструкции. В качестве прототипа выбрана кольцевая форма (гипсовая, бетонная или деревянная), состоящая из донной плиты с центральным отверстием для арматурного стержня, боковых разъемных матриц с верхним загрузочным отверстием и расположенной в нем вибротрамбовкой, а также замковое устройство 2. К недостаткам названной формы относится большая трудоемкость ее сборки, низкая производительность и срок службы. Технической задачей заявляемой полезной модели является повышение удобства обслуживания, увеличение производительности и срока службы. Поставленная задача достигается за счет уменьшения количества формообразующих разъемных матриц до двух и выполнения их в виде колонн, изготовленных из ударостойкого материала, например металла, пластмассы и т.п., установленных на оппозитно расположенных горизонтальных направляющих с возможностью их возвратно-поступательного перемещения по ним. Кроме того, выполнение вибротрамбовки в виде трубы, расположенной на арматурном стержне во время уплотнения смеси, также способствует увеличению срока службы, поскольку направленное движение вибротрамбовки исключает ее удары по формообразующим поверхностям. Выполнение же е со сменным наконечником, установленным на нижнем конце, позволяет оптимизировать процесс уплотнения смеси в зависимости от формы балясины и ее размеров. Снабжение колонн раздвижными скобами, монтируемых на верхних торцевых их поверхностях и в рабочем положении охватывающих вибротрамбовку, обеспечивает коаксиальное с арматурным стержнем положение,что повышает качество формуемых удлиненных балясин, так как исключает вибрацию арматурного стержня и, как следствие образование пустот вокруг него. Заявляемая форма представлена на следующих чертежах на фиг. 1 - общий вид формы в нерабочем положении с отформованной (отбитой) балясиной на фиг. 2 - то же, в рабочем положении для случая формования удлиненной балясины на фиг. 3 - вид А на фиг. 2, вид сверху на фиг. 4 - сечение Б-Б на фиг. 3, поперечное сечение на фиг. 5 - общий вид формы с раздвинутыми скобами на фиг. 6 - изображена шарнирно-клиновая защелка в рабочем положении. Форма состоит из колонны 1 (фиг. 1) с шарнирно-клиновыми защлками 2 и колонны 3, идентичной колонне 1, но с установленными шипами 4 для шарнирно-клиновых защелок 2. Колонны 1 и 3 установлены на направляющих,соответственно 5 и 6, причем колонна 3 снизу снабжена кулачком 7, а направляющая 5 - упором 8, обеспечивающим остановку колонны 3 при ее перемещении шарнирно-рычажным устройством 9, в коаксиальном положении с центральным отверстием 10 донной плиты 11 (фиг. 4). Шарнирно-рычажное устройство 9 выполнено с храповым механизмом фиксации его положения, обеспечивающим стабильность рабочего положения колонн 1 и 3 при формовании балясины. Вибротрамбовка 12 выполнена в виде трубы 13 с установленным на ее нижнем конце съемным наконечником 14, застопоренным гайкой 15. Для предохранения арматурного стержня 16 от воздействия на верхний участок вибротрамбовки 12 колонны 1 и 3 снабжены раздвижными скобами 17 (фиг. 2), установленными на планках 18, расположенных в направляющих опорах 19. Для жесткой фиксации скоб 17 в рабочем положении предусмотрены стопоры 20. Колонны 1 и 3 в рабочем положении образуют загрузочное отверстие 21. Уголшарнирно-клиновой защелки 2 (фиг. 6) выбран меньше угла самоторможения (для материала защелки 2 и шипа 4), что обеспечивает надежное запирание колонн 1 и 3 во время формования балясины. Форма работает следующим образом. В центральное отверстие 10 донной плиты 11 вводят арматурный стержень 16 до упора. Выполнение донной плиты 11 из ударостойкого материала, например металла или пластмассы, обеспечивает гарантированную выставку арматурного стержня 16 по вертикальной оси. Шарнирно-рычажным устройством 9 колонну 3 перемещают по направляющей 6 до упора 8. Затем колонну 1 также перемещают (по направляющей 5) до соприкосновения с колонной 3. Шарнирно-клиновыми защелками 2 их жестко запирают. В загрузочное отверстие 21 вставляют вибротрамбовку 12,надевая ее на арматурный стержень 16. При этом, если отбивают удлиненную балясину, то скобы 17, которыми в таком случае снабжены колонны 1 и 3, находятся в разведенном положении (фиг. 5). После этого их переводят в рабочее положение, фиксируя планки 18 стопорами 20 (фиг. 2). В загрузочное отверстие 21 начинают подавать бетонную смесь, непрерывно уплотняя подаваемую в формообразующую камеру смесь вибротрамбовкой 12. Закончив формование (отбивку) балясины, вибротрамбовку 12 снимают с выступающего прутка арматурного стержня 16, открывают шарнирно-клиновые защелки 2 и колонны 1 и 3 плавно отводят с помощью шарнирно-рычажных устройств 9 в нерабочее положение (фиг.1). Направленный медленный прямолинейный отвод колонн 1 и 3 по направляющим 5 и 6 гарантирует сохранность отформованной балясины. Удалив отформованную балясину, процесс повторяют по вышеописанной схеме. 2 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: армированной, изготовления, балясины, форма
Код ссылки
<a href="https://by.patents.su/3-u43-forma-dlya-izgotovleniya-armirovannojj-balyasiny.html" rel="bookmark" title="База патентов Беларуси">Форма для изготовления армированной балясины</a>
Форма для изготовления изделий из пенопласта
Номер патента: 876
Опубликовано: 15.08.1995
Авторы: Семашко Е. Е., Ризер М. А., Давыдко В. М.
МПК: B29C 67/20
Метки: форма, изготовления, пенопласта, изделий
Текст:
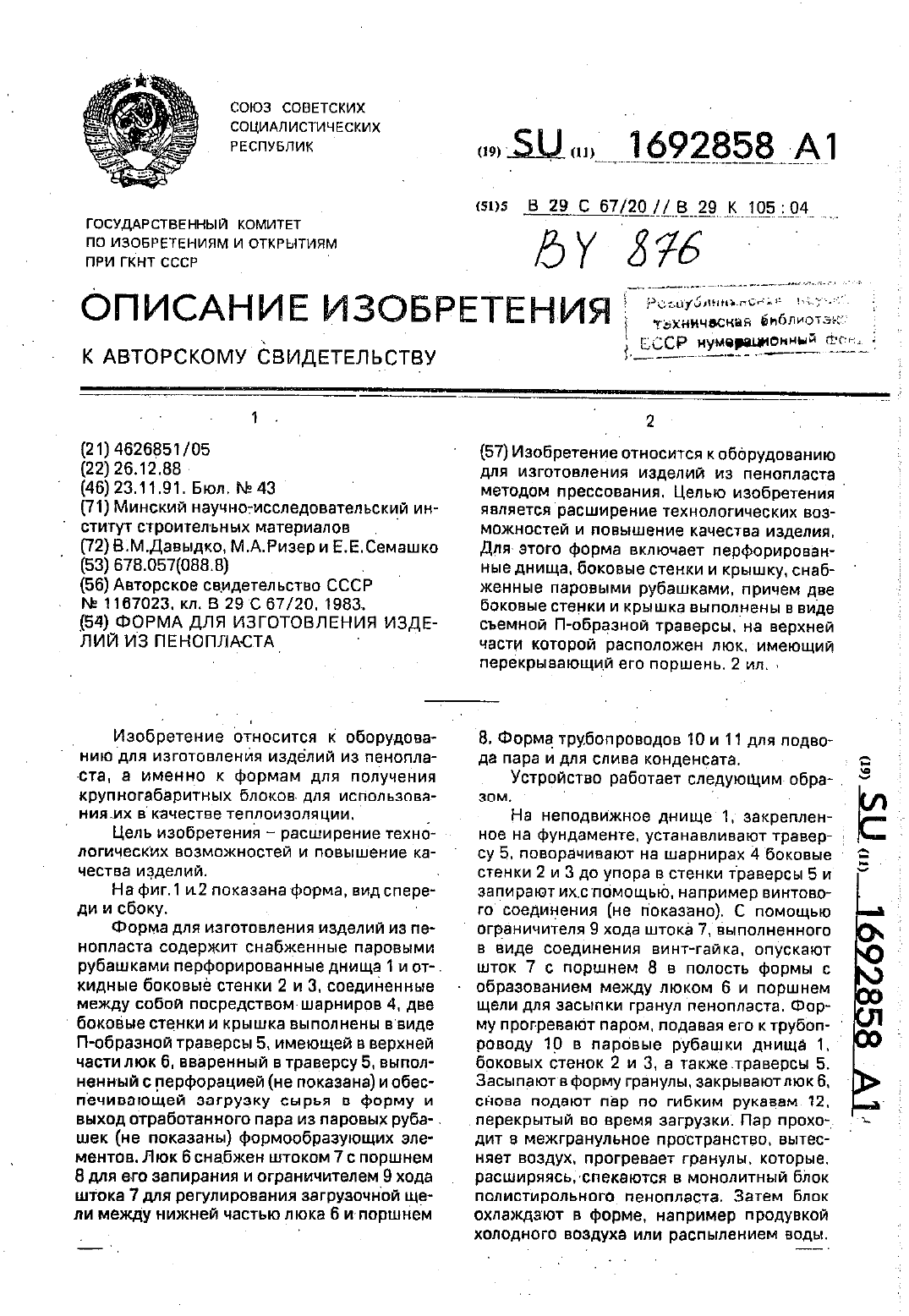
...устанавливают травер- су 5. поворачивают на шарнирах 4 боковые стенки 2 и 3 до упора в стенки траверсы 5 и запирают ихспомощью, например винтового соединения (не показано). С помощью ограничителя 9 хода штока 7 выполненного в виде соединения винт-гайка, опускают шток 7 с поршнем 8 в полость формы с образованием между люком 6 и поршнем щели для засыпки гранул пенопласта. Фор му прогревают паром. подавая его к трубоп-роводу 10 в...
Литьевая форма с двухступенчатой системой выталкивания
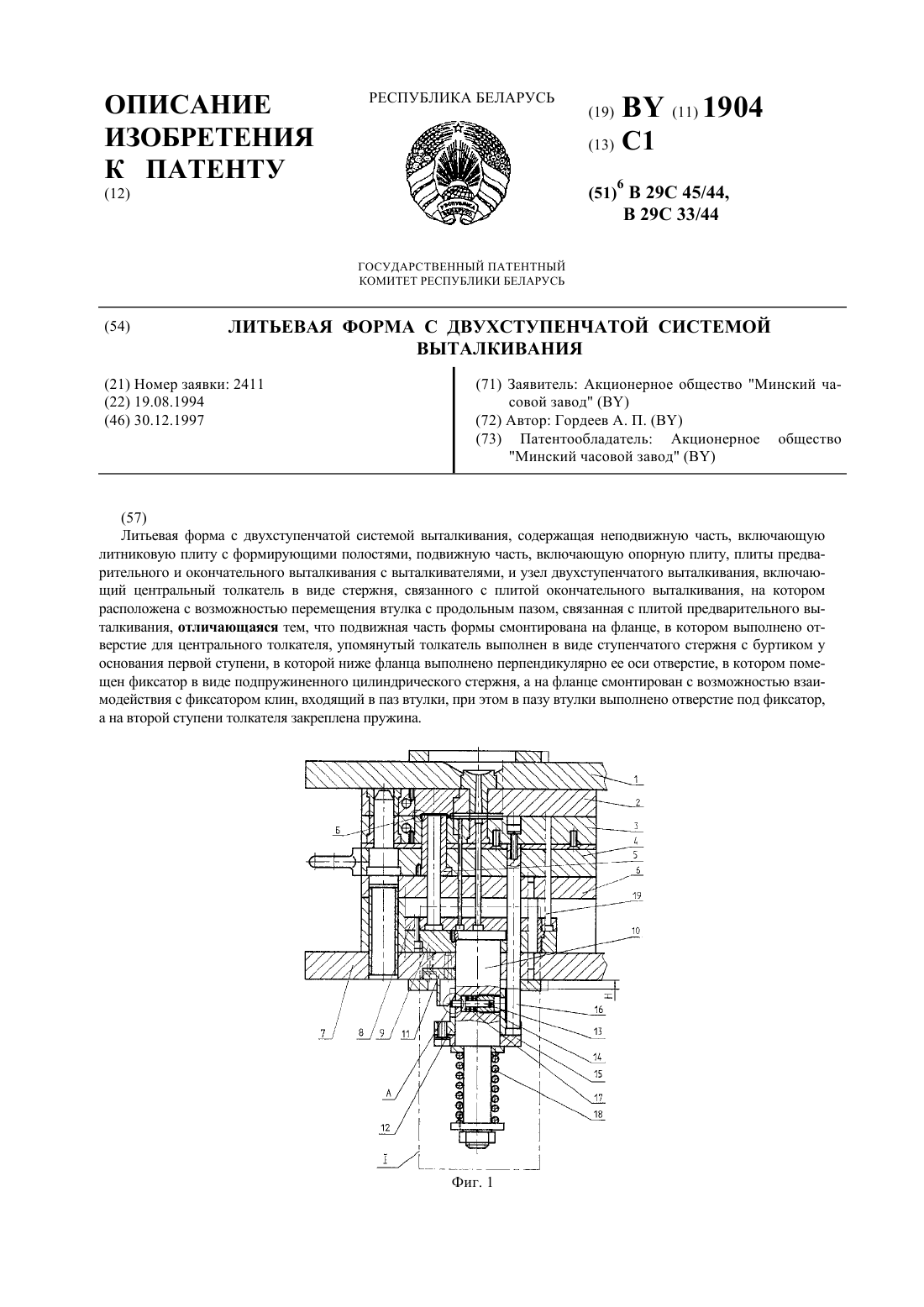
Номер патента: 1904
Опубликовано: 30.12.1997
Автор: Гордеев Александр Петрович
МПК: B29C 33/44, B29C 45/44
Метки: выталкивания, двухступенчатой, литьевая, форма, системой
Текст:
...и подвижной частей. Неподвижная часть содержит неподвижный фланец 1 и плиту 2 матриц. Подвижная часть литформы включает плиту 3 предварительного выталкивания, пуансонодержатель 4, пуансоны 5, опорную плиту 6, подвижный фланец 7, плиты 8, 9 окончательного выталкивания, узел 1 двухступенчатого выталкивания, который состоит из центрального толкателя 10, клина 11, втулки 12, фиксатора 13, специальной гайки 14, опоры 15, тяги 16,пружин 17, 18,...
Пресс-форма для литья под давлением
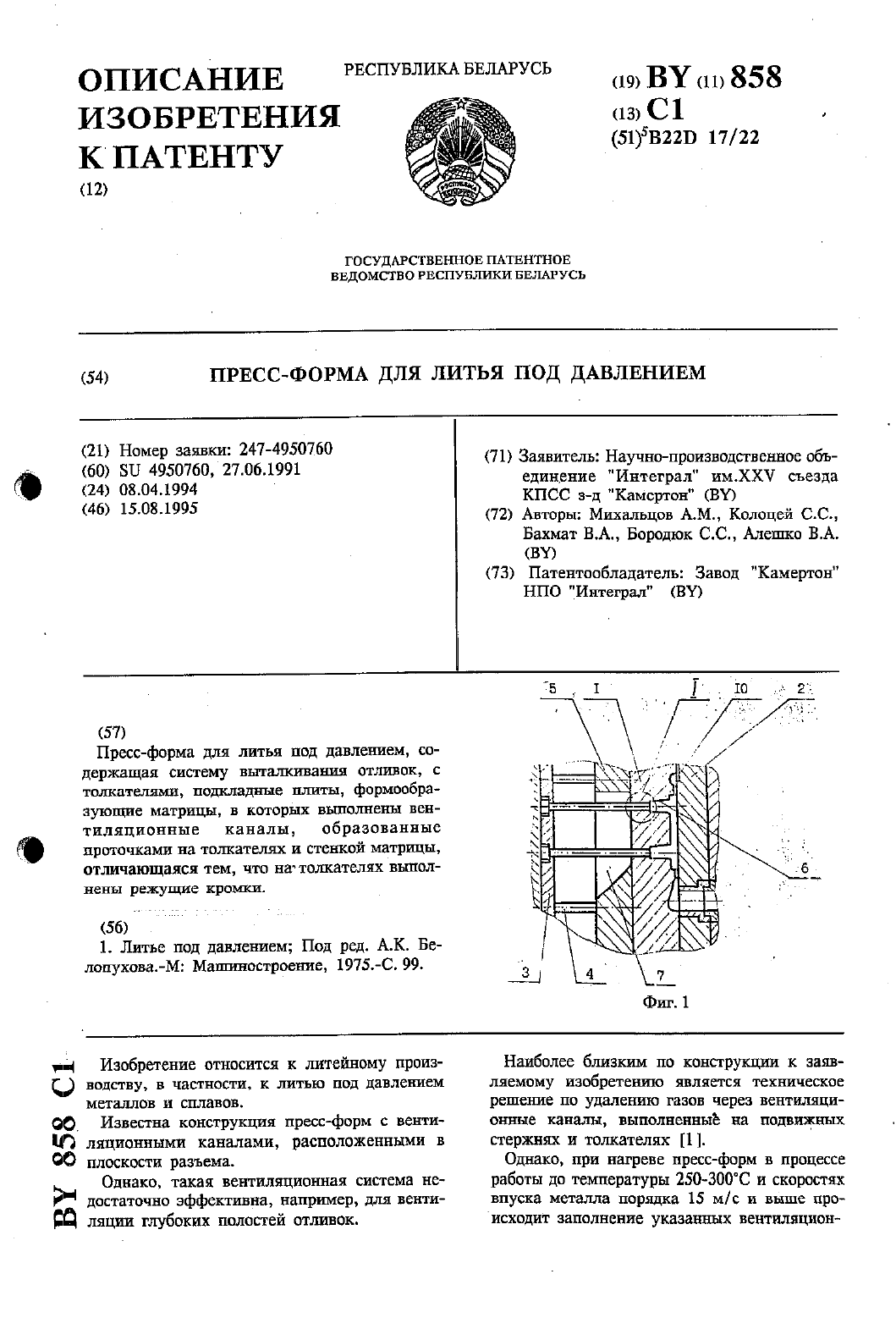
Номер патента: 858
Опубликовано: 15.08.1995
Авторы: Алешко В. А., Бахмат В. А., Бородюк С. С., Колоцей С. С., Михальцов А. М.
МПК: B22D 17/22
Метки: давлением, пресс-форма, литья
Текст:
...также свобедный выход газов из вентиляционных каналов 8.Таким образом, режущие кромки, выполненные на толкателях, обеспечивают эффективное разделение и удаление облоя из вентиляционной системы.Сущность изобретения поясняется чертежами, где на фиг. 1 показана пресс-форма для литья под давлением, разрез на фиг. 2 - вынесенное изображение 1 на фиг. 3 - сечение А-А.Пресс-форма для литья под давлением состоит из подвижной и неподвижной...
Механизм замыкания пресс-форм
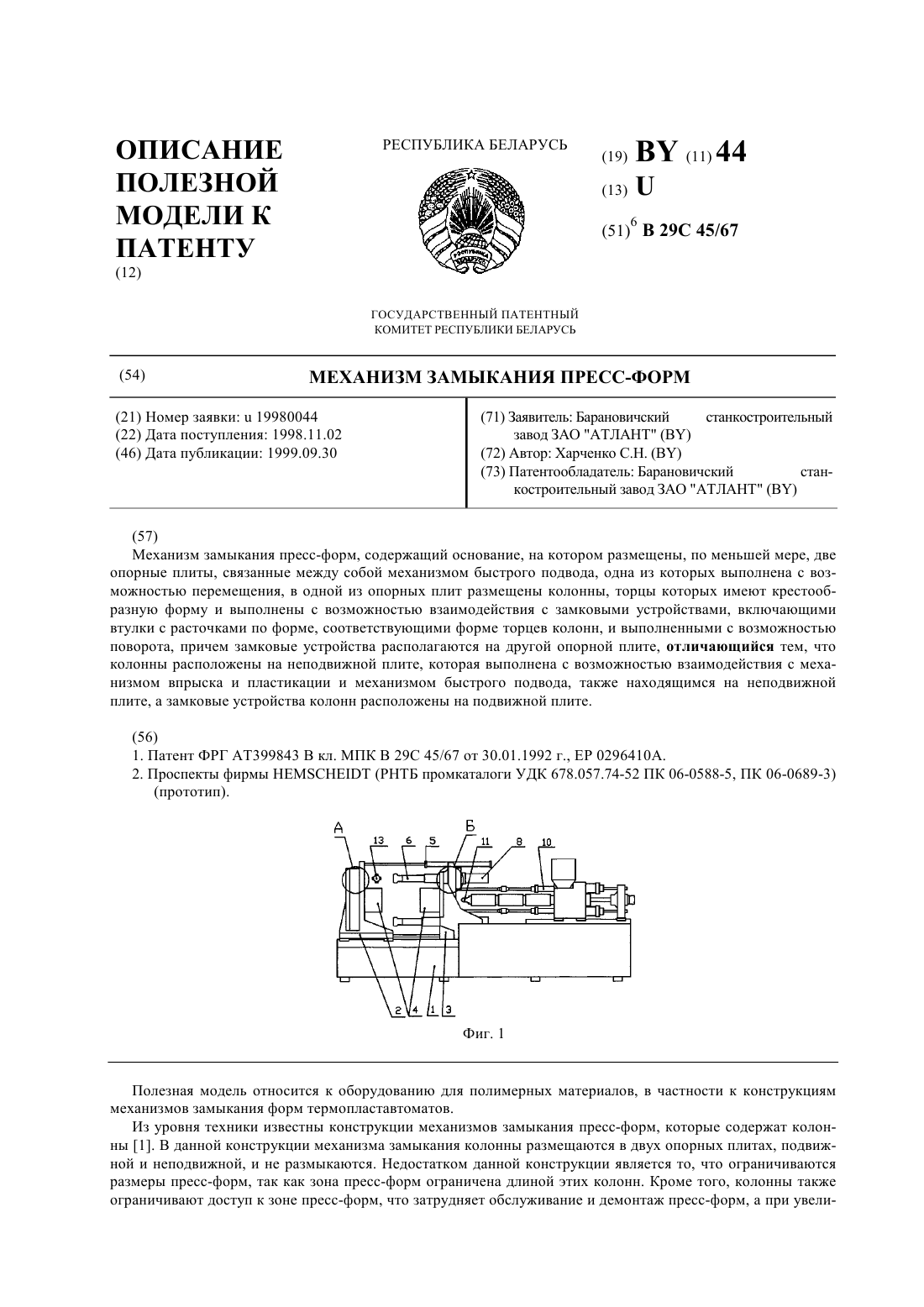
Номер патента: U 44
Опубликовано: 30.09.1999
Автор: Харченко Сергей Николаевич
МПК: B29C 45/67
Метки: пресс-форм, замыкания, механизм
Текст:
...имеют сложную крестообразную форму и выполнены с возможностью взаимодействия с замковыми устройствами, состоящими из втулок с расточками по форме,соответствующими форме торцев колонн сложной крестообразной формы, выполненных с возможностью поворота. Замковые устройства располагаются на другой опорной плите. Кроме того, колонны располагаются на неподвижной плите, которая выполнена с возможностью взаимодействия с механизмом впрыска и...
Способ изготовления стержней
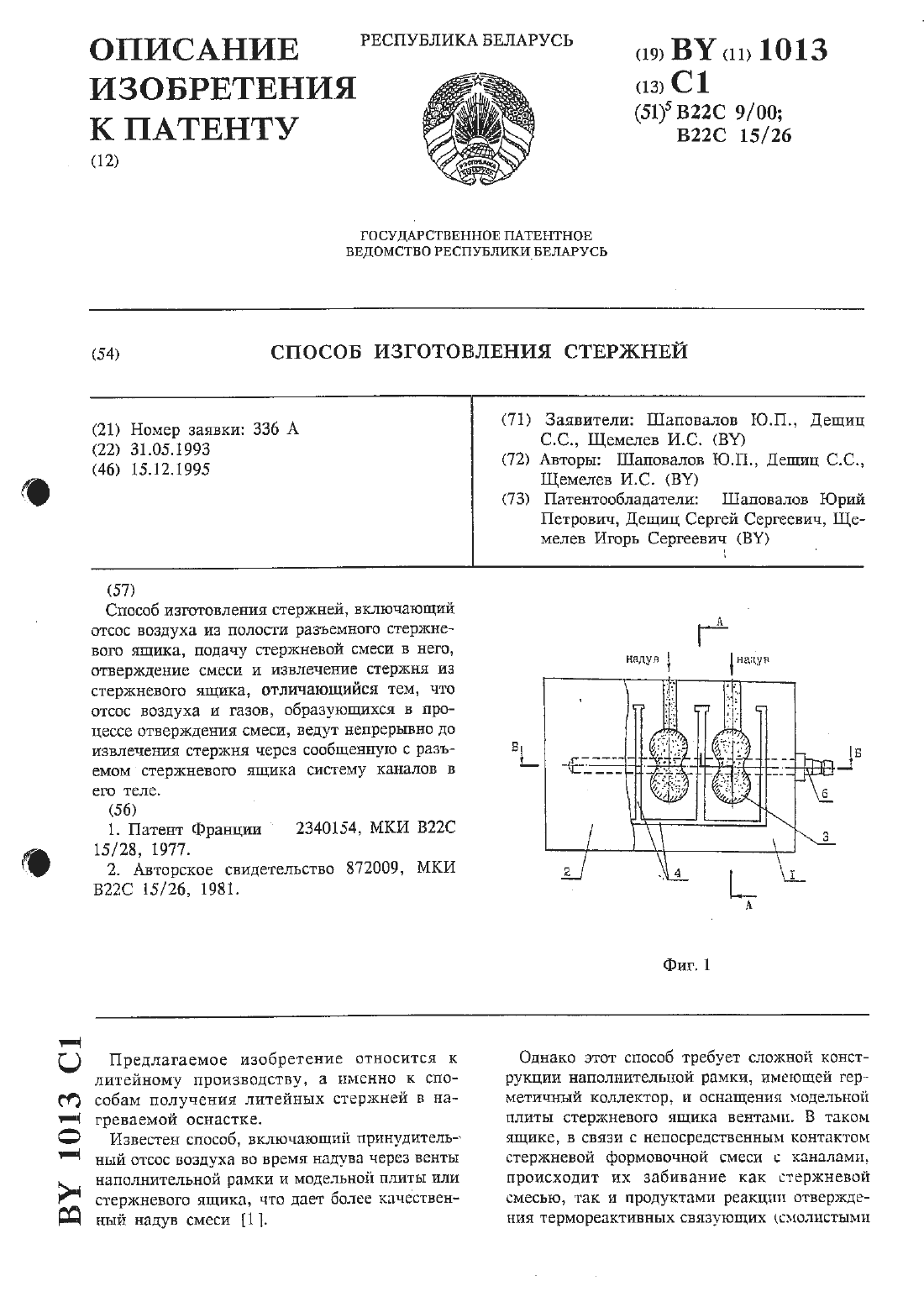
Номер патента: 1013
Опубликовано: 15.12.1995
Авторы: Дещиц Сергей Сергеевич, Щемелев Игорь Сергеевич, Шаповалов Юрий Петрович
МПК: B22C 15/26, B22C 9/00
Метки: стержней, изготовления, способ
Текст:
...с разъемом стержневого ящика систему каналов в его теле.Отсос газов через сообщенную с разъемом стержневого ящика систему каналов в его теле позволяет устранить забивание каналов стержневой смесью, обычно имеющем место при непосредственном контакте и особенно в процессе надува. Не требуется дополнительная зашита отсасывающего средства.Непрерывный отсос газов из полости до извлечения стержня позволяет обеспечить безопасные условия труда...
Предыдущий патент: Роторная машина
Следующий патент: Армированная бетонная балясина
Случайный патент: Прибор для определения приформовываемости верха обуви к стопе