Способ электрохимического осаждения защитно-декоративных покрытий на поверхность сплава ЦАМ
Номер патента: 7657
Опубликовано: 30.12.2005
Авторы: Рева Ольга Владимировна, Воробьева Татьяна Николаевна
Текст
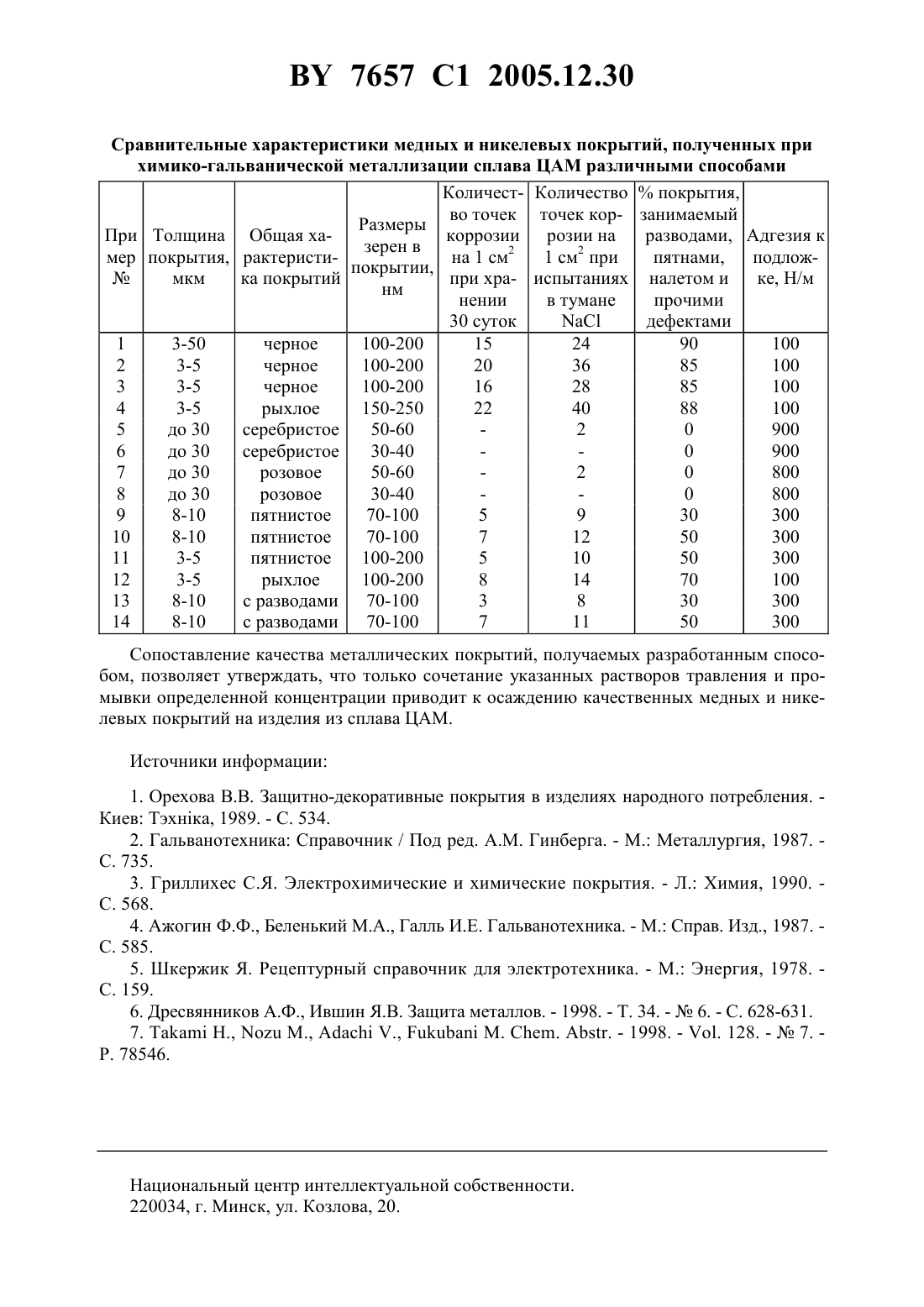
(51)25 5/42 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ ЗАЩИТНОДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ СПЛАВА ЦАМ(71) Заявитель Учреждение Белорусского государственного университета Научно-исследовательский институт физико-химических проблем(72) Авторы Рева Ольга Владимировна Воробьева Татьяна Николаевна(73) Патентообладатель Учреждение Белорусского государственного университета Научно-исследовательский институт физико-химических проблем(57) Способ электрохимического осаждения защитно-декоративных покрытий на поверхность сплава ЦАМ, включающий обезжиривание, промывку, травление, промывку и катодное осаждение меди или никеля из слабокислых или слабощелочных электролитов,отличающийся тем, что травление ведут в растворе гидроксида калия с концентрацией 200-220 г/л, а промывку после травления ведут в растворе хлорида аммония с концентрацией 100-110 г/л. Изобретение относится к области электрохимического осаждения из растворов защитно-декоративных покрытий и может найти применение при изготовлении фурнитуры для мебели, одежды, обуви, деталей отделки интерьера, автомобилей и т.д. Известны способы подготовки к осаждению гальванических покрытий из меди, никеля и хрома на изделиях из алюминия и его сплавов, реже - цинка, включающие модификацию поверхности путем ее травления и нанесение барьерного подслоя 1-7. Эти способы хороши тем, что не требуют сложного оборудования, не используют токсичных и органических соединений, электролиты стабильны в течение длительного времени и хорошо поддаются корректировке. Сплав ЦАМ (цинк 95 , алюминий 4 и медь 1 ) - дешевый и легкий материал, не обладающий декоративным видом - используется как основа для производства изделий ширпотреба сравнительно недавно, и способы его модификации(травления) с последующим нанесением декоративных покрытий в литературе не описаны. Трудность создания процесса химико-гальванического осаждения покрытий на ЦАМ обусловлена тем, что данный сплав нестоек как в кислых, так и в щелочных средах. Все известные способы травления цинка и алюминия не позволяют получать качественные покрытия на ЦАМ, т к. после травления продолжается бесконтрольное растравливание поверхности изделий в ваннах промывки и осаждения защитно-декоративных покрытий. Указанный недостаток делает актуальным поиск способа модификации поверхности изделий из ЦАМ, позволяющего гальванически осаждать непосредственно на поверхность протравленных изделий медь и никель с получением толстых плотно упакованных блестящих покрытий с хорошей адгезией к основе. Наиболее близок к заявляемому способ подготовки поверхности изделий из алюминия и его сплавов к гальваническому осаждению покрытий. Этот способ заключается в травлении деталей в растворе гидроксида натрия с концентрацией 100-200 г/л, промывке водой, нанесении контактного барьерного подслоя из раствора следующего состава оксид цинка 75 г/л, гидроксид натрия 400 г/л, промывке водой и последующем гальваническом осаждении защитно-декоративного покрытия 2, 3, 6, но он не позволяет получать качественные покрытия на ЦАМ. Задачей заявляемого способа является разработка метода модификации поверхности сплава ЦАМ, позволяющего осаждать на изделия из этого сплава гальванические защитно-декоративные мелкозернистые, плотные, беспористые покрытия из меди, никеля и их сплавов без использования промежуточных подслоев. Поставленная задача достигается тем, что подготовка поверхности ЦАМ проводится в две стадии и включает обезжиривание с последующей промывкой в проточной воде травление в растворе гидроксида калия с концентрацией 200-220 г/л, и ранее не использовавшуюся обработку в растворе хлорида аммония с концентрацией 100-110 г/л, после чего непосредственно на изделия, без подслоя осаждаются защитно-декоративные покрытия из слабокислых или слабощелочных электролитов меднения и никелирования. Выбор травления в растворе гидроксида калия в данном способе подготовки обусловлен тем, что при этом обеспечивается высокая скорость травления и его равномерность, причем образуется мелкозернистый рельеф поверхности. Использование раствора хлорида аммония для обработки протравленных деталей в литературе не описано. Авторами доказано, что только сочетание раствора травления и обработки в растворе хлорида аммония обеспечивает новый эффект - позволяет осаждать на поверхность сплава ЦАМ покрытия из меди, никеля и их сплавов даже при отсутствии промежуточных подслоев без растравливания изделий в ваннах промывки, меднения и никелирования с получением качественных, коррозионностойких и декоративных покрытий толщиной до 20 и более мкм из слабокислых и слабощелочных электролитов. Необходимость сочетания указанных растворов определенной концентрации доказывается следующими примерами. Пример 1. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида натрия с концентрацией 100 г/л в течение 2-3 мин (стандартное время обработки алюминиевых изделий). Протравленную деталь промывают проточной водой и для защиты поверхности от растравливания подвергают так называемой цинкатной обработке, применяемой для алюминия и его сплавов, в растворе следующего состава оксид цинка 75 г/л, гидроксид натрия 400 г/л в течение 2-3 мин. После этого заготовку промывают проточной водой и загружают под током в слабокислый раствор никелирования следующего состава, г/л сульфат никеля - 70, сульфат натрия - 156, борная кислота 16, хлорид аммония - 14, при температуре 20-25 и плотности тока 3 А/дм 2 на 30 мин. Результат неудовлетворительный травление недостаточно равномерное по всей поверхности детали, при промывке сплав активно реагирует с водой (с поверхности детали про 2 7657 1 2005.12.30 должается повсеместное газовыделение, которое характерно для обработки в растворе травления), а в электролите никелирования деталь покрывается порошкообразным черным налетом, препятствующим осаждению покрытия. Свойства покрытия приведены в таблице. Пример 2. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 100 г/л в течение 2-3 мин (стандартное время обработки алюминиевых изделий). Протравленную деталь промывают проточной водой и для защиты поверхности от растравливания подвергают цинкатной обработкев растворе, включающем оксид цинка и гидроксид натрия как в примере 1. После этого заготовку промывают проточной водой и загружают под током в слабокислый раствор никелирования такого же состава и при таких же условиях, как в примере 1. Результат неудовлетворительный травление детали более равномерно, но недостаточно, при промывке сплав активно реагирует с водой (с поверхности детали продолжается газовыделение), а в электролите никелирования деталь покрывается порошкообразным черным налетом, препятствующим осаждению покрытия. Свойства покрытия приведены в таблице. Пример 3. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 200 г/л в течение 2-3 мин. Протравленную деталь промывают проточной водой и для защиты поверхности от растравливания подвергают цинкатной обработке в растворе, включающем оксид цинка и гидроксид натрия как в примере 1. После этого заготовку промывают проточной водой и загружают под током в слабокислый раствор никелирования такого же состава и при таких же условиях,как в примере 1. Результат неудовлетворительный травление детали равномерно, но при промывке сплав активно реагирует с водой (с поверхности детали продолжается газовыделение), а в электролите никелирования деталь покрывается порошкообразным черным налетом, препятствующим осаждению покрытия. Свойства покрытия приведены в таблице. Пример 4. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 200 г/л в течение 2-3 мин. Протравленную деталь промывают проточной водой и для защиты поверхности от растравливания подвергают цинкатной обработке в растворе, включающем оксид цинка и гидроксид натрия как в примере 1. После этого заготовку промывают проточной водой и загружают под током в слабощелочной раствор меднения следующего состава г/л сульфат меди - 50, пирофосфат калия - 250, нитрат натрия - 12 при температуре 55 и плотности тока 0,5 А/дм 2 на 30 мин. Результат неудовлетворительный травление детали равномерно, но при промывке сплав активно реагирует с водой (с поверхности детали продолжается газовыделение), в электролите меднения растравливание детали с газовыделением также продолжается. Свойства покрытия приведены в таблице. Пример 5. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида натрия с концентрацией 220 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 110 г/л в течение 3-5 мин и без промывки водой загружают под током в слабокислый раствор никелирования такого же состава и при таких же условиях, как в примере 1. Результат почти удовлетворительный, травление детали равномерно с мелкими дефектами, при промывке сплав не реагирует с водой, в электролите никелирования деталь покрывается равномерным мелкозернистым плотным слоем никеля. Свойства покрытия приведены в таблице. Пример 6. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 220 г/л в течение 2-3 мин. Протравленную 3 7657 1 2005.12.30 деталь промывают раствором хлорида аммония с концентрацией 110 г/л в течение 3-5 мин и без промывки водой загружают под током в слабокислый раствор никелирования такого же состава и при таких же условиях, как в примере 1. Результат удовлетворительный травление детали равномерно, при промывке сплав не реагирует с водой, в электролите никелирования деталь покрывается равномерным мелкозернистым плотным слоем никеля. Свойства покрытия приведены в таблице. Пример 7. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида натрия с концентрацией 220 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 110 г/л в течение 3-5 мин и без промывки водой загружают под током в слабощелочной раствор меднения такого же состава и при таких же условиях, как в примере 4. Результат почти удовлетворительный травление детали равномерно с мелкими дефектами, при промывке сплав не реагирует с водой, в электролите меднения деталь покрывается равномерным мелкозернистым плотным слоем меди. Свойства покрытия приведены в таблице. Пример 8. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 220 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 140 г/л в течение 3-5 мин и без промывки водой загружают под током в слабощелочной раствор меднения такого же состава и при таких же условиях, как в примере 4. Результат удовлетворительный травление детали равномерно, при промывке сплав не реагирует с водой, в электролите меднения деталь покрывается равномерным мелкозернистым плотным слоем меди. Свойства покрытия приведены в таблице. Пример 9. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 300 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 100 г/л в течение 3-5 мин и без промывки водой загружают под током в слабокислый раствор никелирования такого же состава и при таких же условиях, как в примере 1. Результат неудовлетворительный травление детали происходит очень быстро, в результате чего ее поверхность неравномерно покрыта продуктами травления, при промывке сплав не реагирует с водой, но в электролите никелирования деталь покрывается неравномерным пятнистым слоем никеля за счет наличия на поверхности рыхлых продуктов травления. Свойства покрытия приведены в таблице. Пример 10. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 300 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 100 г/л в течение 3-5 мин и без промывки водой загружают под током в слабощелочной раствор меднения такого же состава и при таких же условиях, как в примере 4. Результат неудовлетворительный травление детали происходит очень быстро, в результате чего ее поверхность неравномерно покрыта продуктами травления, при промывке сплав не реагирует с водой, но в электролите меднения деталь покрывается неравномерным слоем меди с порами и разводами за счет наличия на поверхности рыхлых продуктов травления. Свойства покрытия приведены в таблице. Пример 11. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 200 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 50 г/л в течение 3-5 мин 4 7657 1 2005.12.30 и без промывки водой загружают под током в слабокислый раствор никелирования такого же состава и при таких же условиях, как в примере 1. Результат неудовлетворительный травление детали равномерно, но при промывке сплав слабо реагирует с водой, в электролите никелирования деталь покрывается неравномерным пятнистым слоем никеля, причем осаждение металла затруднено образованием черного налета и через некоторое время полностью прекращается. Свойства покрытия приведены в таблице. Пример 12. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 200 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 50 г/л в течение 3-5 мин и без промывки водой загружают под током в слабощелочной раствор меднения такого же состава и при таких же условиях, как в примере 4. Результат неудовлетворительный травление детали равномерно, но при промывке сплав слабо реагирует с водой, в электролите меднения деталь покрывается неравномерным рыхлым слоем меди в результате продолжающегося растравливания. Свойства покрытия приведены в таблице. Пример 13. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 200 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 200 г/л в течение 3-5 мин и без промывки водой загружают под током в слабокислый раствор никелирования такого же состава и при таких же условиях, как в примере 1. Результат неудовлетворительный травление детали равномерно, при промывке сплав не реагирует с водой, но на поверхности детали высаливаются кристаллы излишков хлорида аммония и в электролите никелирования деталь покрывается неравномерным пятнистым слоем никеля. Свойства покрытия приведены в таблице. Пример 14. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 200 г/л в течение 2-3 мин. Протравленную деталь промывают раствором хлорида аммония с концентрацией 200 г/л в течение 3-5 мин и без промывки водой загружают под током в слабощелочной раствор меднения такого же состава и при таких же условиях, как в примере 4. Результат неудовлетворительный травление детали равномерно, при промывке сплав не реагирует с водой, но на поверхности детали высаливаются кристаллы излишков хлорида аммония и в электролите меднения деталь покрывается неравномерным пятнистым слоем меди. Свойства покрытия приведены в таблице. Толщину пленок металлов определяли микрометром с погрешностью 0,1 мкм. Размеры зерен в покрытиях изучали методом просвечивающей электронной микроскопии,напыляя на поверхность покрытий углеродные реплики, которые отслаивали горячей желатиной. Равномерность покрытий оценивали по относительной площади пятен и разводов на подложке. Площадь пятен на детали выражали в процентах по отношению к общей площади покрываемой поверхности. Коррозионные испытания проводили в закрытой камере при температуре 40 и влажности 90 , либо в закрытой камере при комнатной температуре в туманепри 90 влажности. Защитную способность покрытий оценивали по количеству точек коррозии металла основы. Количество точек коррозии определяли при помощи оптического микроскопа на 1 см 2 поверхности после 30 суток коррозионных испытаний. Адгезию покрытия к подложке определяли методом отслаивания полоски шириной 3 мм под углом 90 С измерением динамометром усилия отслаивания. 7657 1 2005.12.30 Сравнительные характеристики медных и никелевых покрытий, полученных при химико-гальванической металлизации сплава ЦАМ различными способами Количест- Количествопокрытия,во точек точек кор- занимаемый Размеры При Толщина Общая хакоррозии розии на разводами, Адгезия к зерен в 2 2 мер покрытия, рактеристина 1 см 1 см при пятнами,подложпокрытии, мкм ка покрытий при хра- испытаниях налетом и ке, Н/м нм нении в тумане прочими 30 суток дефектами 1 3-50 черное 100-200 15 24 90 100 2 3-5 черное 100-200 20 36 85 100 3 3-5 черное 100-200 16 28 85 100 4 3-5 рыхлое 150-250 22 40 88 100 5 до 30 серебристое 50-60 2 0 900 6 до 30 серебристое 30-40 0 900 7 до 30 розовое 50-60 2 0 800 8 до 30 розовое 30-40 0 800 9 8-10 пятнистое 70-100 5 9 30 300 10 8-10 пятнистое 70-100 7 12 50 300 11 3-5 пятнистое 100-200 5 10 50 300 12 3-5 рыхлое 100-200 8 14 70 100 13 8-10 с разводами 70-100 3 8 30 300 14 8-10 с разводами 70-100 7 11 50 300 Сопоставление качества металлических покрытий, получаемых разработанным способом, позволяет утверждать, что только сочетание указанных растворов травления и промывки определенной концентрации приводит к осаждению качественных медных и никелевых покрытий на изделия из сплава ЦАМ. Источники информации 1. Орехова В.В. Защитно-декоративные покрытия в изделиях народного потребления. Киев Тэхнка, 1989. - С. 534. 2. Гальванотехника Справочник / Под ред. Гинберга. - . Металлургия, 1987. С. 735. 3. Гриллихес С.Я. Электрохимические и химические покрытия. - Л. Химия, 1990. С. 568. 4. Ажогин Ф.Ф., Беленький М.А., Галль И.Е. Гальванотехника. - . Справ. Изд., 1987. С. 585. 5. Шкержик Я. Рецептурный справочник для электротехника. - . Энергия, 1978. С. 159. 6. Дресвянников А.Ф., Ившин Я.В. Защита металлов. - 1998. - Т. 34. -6. - С. 628-631. 7..,.,.,. . . - 1998. - . 128. -7. Р. 78546. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C25D 5/42
Метки: покрытий, защитно-декоративных, электрохимического, способ, цам, сплава, поверхность, осаждения
Код ссылки
<a href="https://by.patents.su/6-7657-sposob-elektrohimicheskogo-osazhdeniya-zashhitno-dekorativnyh-pokrytijj-na-poverhnost-splava-cam.html" rel="bookmark" title="База патентов Беларуси">Способ электрохимического осаждения защитно-декоративных покрытий на поверхность сплава ЦАМ</a>
Раствор для катодного электрохимического осаждения на поверхность меди медьсодержащих окрашенных защитно-декоративных покрытий
Номер патента: 7637
Опубликовано: 30.12.2005
Авторы: Воробьева Татьяна Николаевна, Рева Ольга Владимировна, Врублевская Ольга Николаевна
МПК: C25D 3/38
Метки: электрохимического, защитно-декоративных, раствор, медьсодержащих, катодного, покрытий, окрашенных, осаждения, поверхность, меди
Текст:
...г/л меди сульфат 45 натрия гидроксид 30 сахароза 60 натрия хлорид 5 калия пирофосфат 30 вода до 1 л. Электроосаждение проводят при комнатной температуре в течение 10 мин при плотности тока 0,01 А/дм 2. Деталь промывают холодной проточной водой и сушат обдувом теплым воздухом. Получают медьсодержащее покрытие золотистого цвета свойства приведены в таблице 1 - качество покрытий и стабильность раствора удовлетворительны. Пример 4 Медную...
Способ получения защитно-декоративных покрытий в вакууме
Номер патента: 2431
Опубликовано: 30.12.1998
Авторы: Тарасова Валентина Николаевна, Горев Александр Иванович, Карпенко Геннадий Дмитриевич, Лойко Владимир Алексеевич, Мазуркевич Александр Михайлович
МПК: C23C 14/32
Метки: покрытий, защитно-декоративных, вакууме, получения, способ
Текст:
...до температурь 1673 К. Затем отрицателвнъй потенциал уменьшали до 100310 н в рабочую камеру через отдельнъюсистемы подавали азот и ацетилен. Заданны состав смеси достигался ступенчатым напуском газов вначале подавали азот до давления (1,32,0)15 х 03 Па (при этом на поверхности из делия появлялся плотный беспористый переходный спой), затем подавали ацетилен до давления (26-6,5)10 зПаи вновь азот до давления (9,1-10,5содержание...
Способ получения защитно-декоративных покрытий в вакууме из нитрида титана на изделиях из металла, стекла, керамики
Номер патента: 215
Опубликовано: 30.12.1994
Автор: Кремко Е. В.
МПК: C23C 14/34
Метки: изделиях, защитно-декоративных, металла, керамики, способ, титана, получения, стекла, вакууме, нитрида, покрытий
Текст:
...потребления. Изделия из металла - это ложки, вилки. ножи. турки и др. посуда. Изделия из стекла - это линзы. вазы. витражные стекла стаканы. фужеры. сервизы и др. посуда. Изделия из керамики это облицовочная плитка. серви зы из керамики и фарфора. вазы и др. посу-потребления, особенно важен фактор проч ности сцепления покрытия с основой. а затем цвет изделий как декоративная характеристика. данное изобретение решает эту проблему....
Способ химического осаждения из растворов покрытий из золота
Номер патента: 5520
Опубликовано: 30.09.2003
Авторы: Рухля Владимир Анатольевич, Воробьёва Татьяна Николаевна, Бобровская Валентина Павловна, Римская Анна Анатольевна
МПК: C23C 18/44
Метки: способ, покрытий, золота, химического, осаждения, растворов
Текст:
...к замедленному осаждению золота, к неравномерности пленок золота, к ухудшению их адгезии и способности к пайке и сварке. Снижение температуры раствора химического никелирования также не позволяет получать пленки золота нужного качества. Осаждение золота из любого другого раствора химического золочения, кроме предложенного, на подслой либо из гальванического никеля, либо из химически осажденногоили - не обеспечивает сочетание таких...
Способ электрохимического катодного осаждения рения и раствор для его осуществления
Номер патента: 4417
Опубликовано: 30.03.2002
Авторы: Гаврилов Михаил Игоревич, Петрович Владимир Алексеевич
МПК: C25D 3/02
Метки: способ, электрохимического, рения, катодного, раствор, осуществления, осаждения
Текст:
...быть близким к количеству электричества, достаточного для покрытия всей поверхности катода моноатомным слоем водорода(0,51,5).(1) При несоблюдении данного условия либо начнется выделение газообразного водорода (при больших ),либо будет нехватка электронов, и, следовательно, ионов Н (при меньших ), необходимых для протекания процесса, что приведет к снижению эффективности процесса. Для предотвращения ухода анионов - с поверхности катода с...
Предыдущий патент: Газовый пульсирующий эжектор с наддувом
Следующий патент: Композиционный материал для ремонта дорожных покрытий (варианты)
Случайный патент: Молотильное устройство и способ обмолота зерновой или масличной культуры