Способ магнитного контроля механических свойств ферромагнитного изделия в форме полого цилиндра, связанных с его магнитными свойствами

Текст
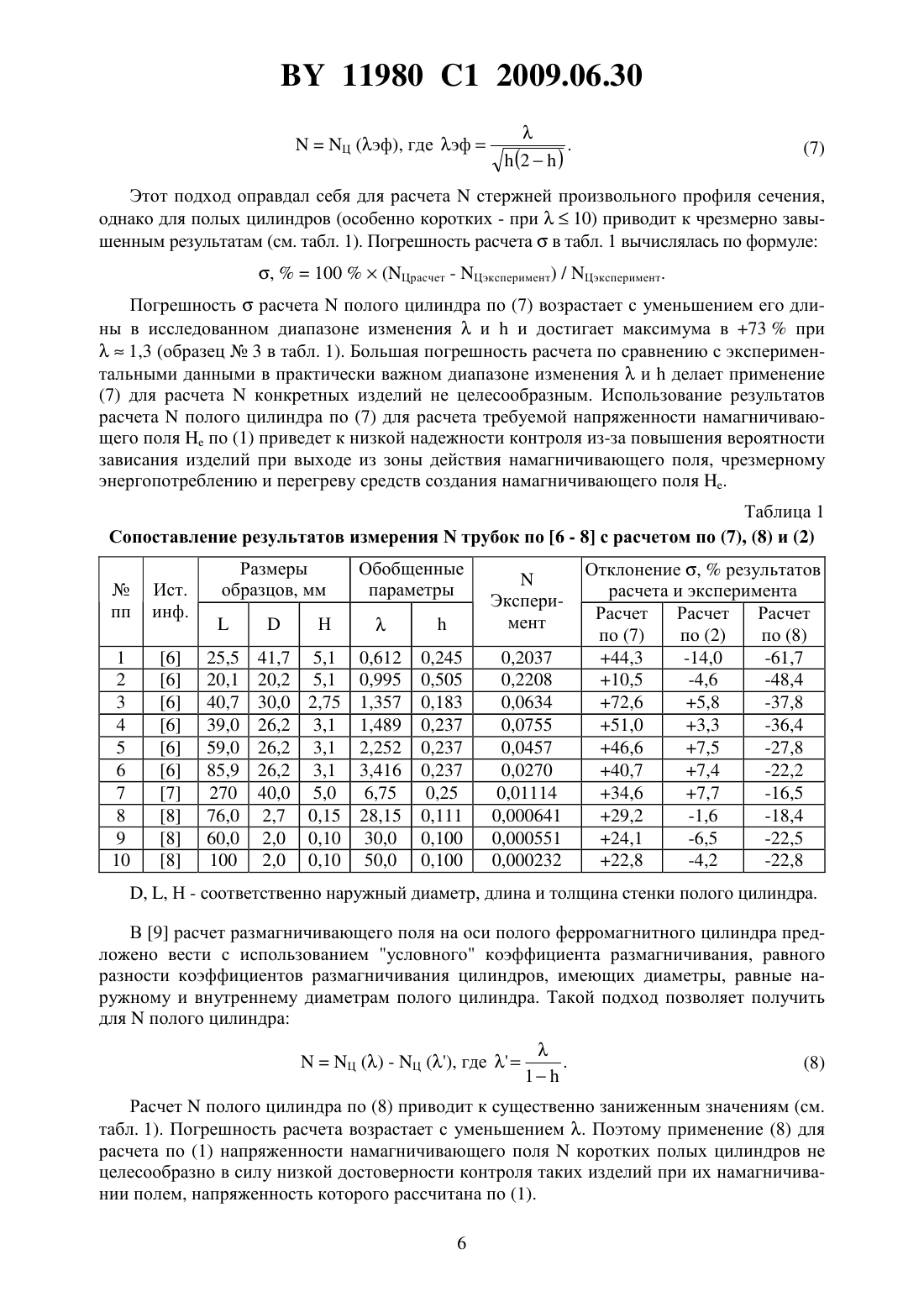
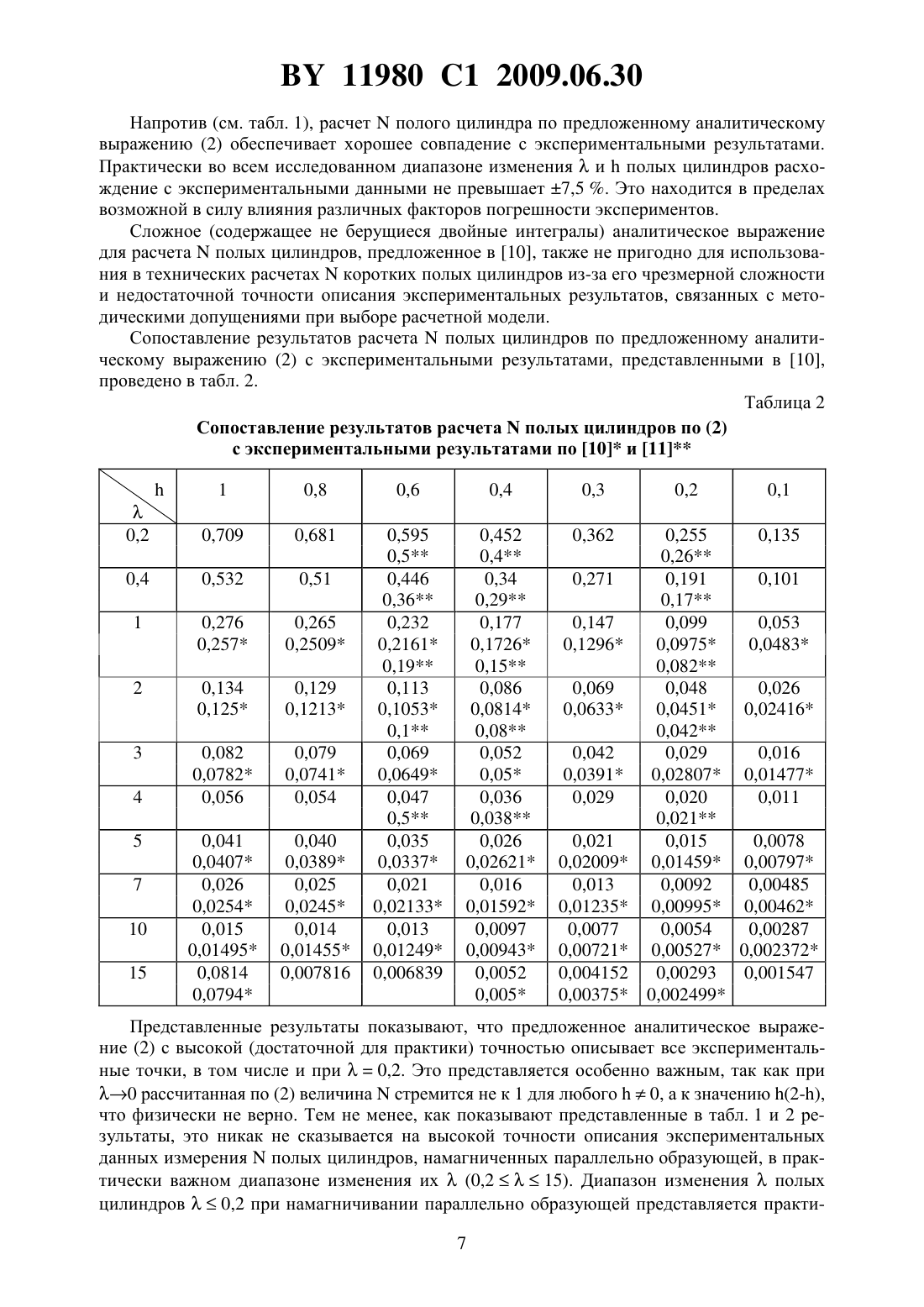
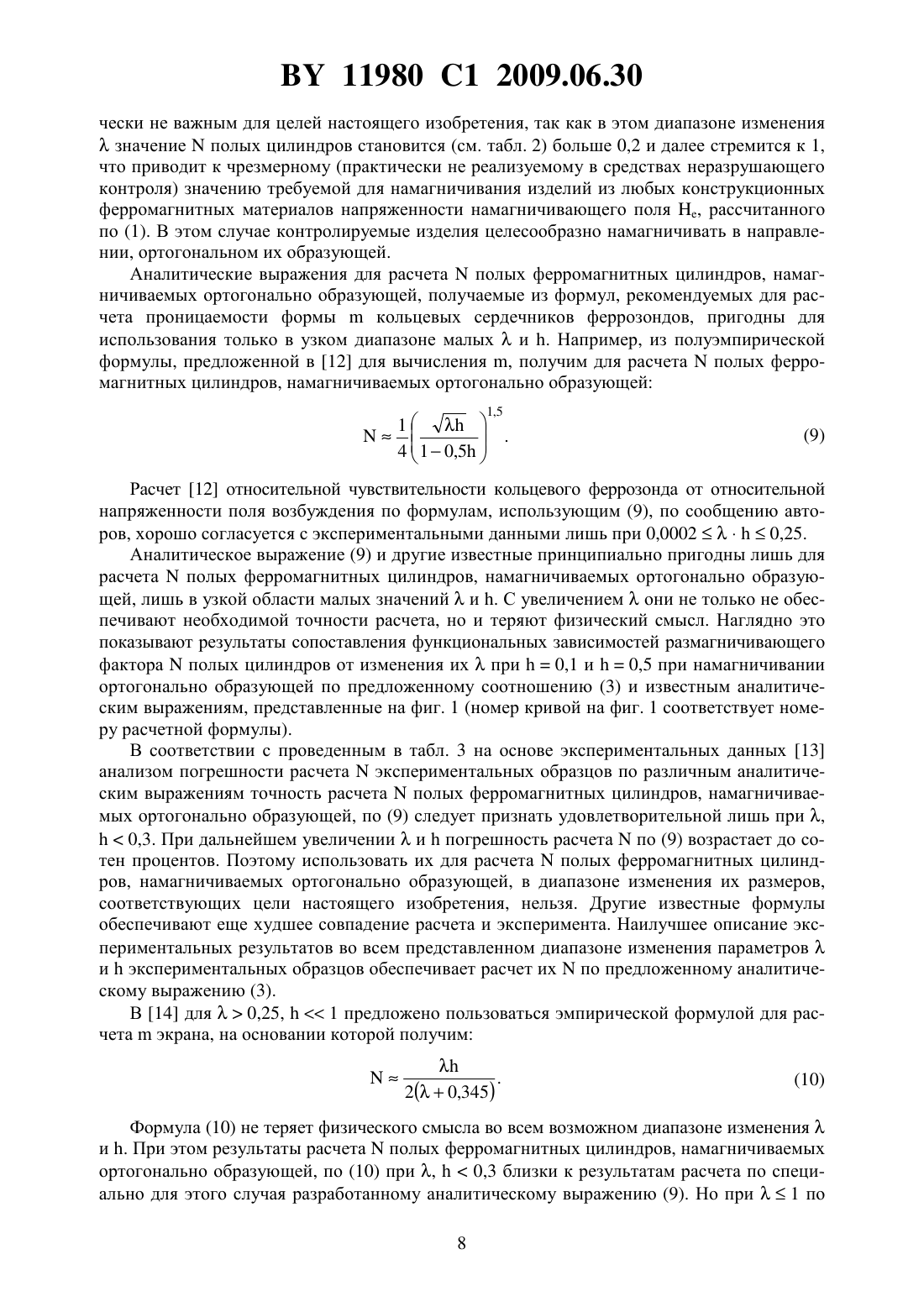
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНОГО КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ В ФОРМЕ ПОЛОГО ЦИЛИНДРА,СВЯЗАННЫХ С ЕГО МАГНИТНЫМИ СВОЙСТВАМИ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Автор Сандомирский Сергей Григорьевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Способ магнитного контроля механических свойств ферромагнитного изделия в форме полого цилиндра с отношениемдлины к наружному диаметру и отношениемтолщины стенки к наружному радиусу, связанных с его магнитными свойствами, в котором определяют коэрцитивную силу , остаточную намагниченностьи намагниченность насыщенияматериала изделия на предельной петле гистерезиса его намагничивания,затем намагничивают изделие параллельно либо ортогонально образующей цилиндра магнитным полем, напряженность которогоудовлетворяет выражению где 0,1 - допустимая погрешность измерения магнитного параметра- размагничивающий фактор изделия, рассчитанный в соответствии с выражением(2) ц ( ) при условии намагничивания параллельно образующей цилиндра и при 0,2 либо в соответствии с выражением(1 ц (/ 2 при намагничивании ортогонально образующей цилиндра ц - размагничивающий фактор сплошного цилиндра с отношениемдлины к диаметру при намагничивании параллельно образующей, определяемый в соответствии с выражениемц ( )Э( ) Э( )Э( ) измеряют величину магнитного параметра, в качестве которого выбирают коэрцитивную силу или остаточную намагниченность материала изделия после его намагничивания указанным полем, и определяют искомые свойства изделия в соответствии с измеренной величиной. Изобретение относится к области исследования материалов с помощью электрических или магнитных средств. Известен способ магнитного контроля механических свойств ферромагнитного изделия в форме полого цилиндра, связанных с его магнитными свойствами 1, заключающийся в том, что изделие намагничивают в замкнутой магнитной цепи и измеряют остаточную магнитную индукцию в изделии. Недостатком способа является низкая производительность контроля, связанная с тем, что изделие при намагничивании в замкнутой магнитной цепи и измерении должно покоиться. Известен способ магнитного контроля механических свойств ферромагнитного изделия в форме полого цилиндра, связанных с его магнитными свойствами 2, заключающийся в том, что контролируемое изделие в процессе движения намагничивают в магнитном поле в разомкнутой магнитной цепи и измеряют магнитный параметр изделия, по величине которого судят о контролируемых свойствах. В конкретных вариантах применения способа в качестве измеряемого магнитного параметра используют остаточную магнитную индукцию в изделии, однозначно связанную с коэрцитивной силой его материала,либо непосредственно коэрцитивную силу материала изделия 3. При измерении магнитного параметра изделия используют интегрирование однополярных импульсов ЭДС индукционных измерительных преобразователей, поэтому изменения скорости движения изделий не ухудшают точность контроля. Коэрцитивная сила материала изделия, а также однозначно с нею связанная остаточная магнитная индукция (поток) в изделии являются 2 11980 1 2009.06.30 наиболее структурно чувствительными параметрами, что обеспечивает высокую достоверность контроля механических свойств изделий из многих материалов. Недостаток способа в невысокой надежности и чрезмерном энергопотреблении в процессе контроля либо в недостаточной его достоверности. Это обусловлено отсутствием методики выбора режима намагничивания (напряженностивнешнего намагничивающего поля), обеспечивающего при контроле конкретных изделий измерение магнитного параметра с погрешностью, не выше заданной. Погрешность измерения магнитного параметра при малой величинеобусловлена влиянием магнитной предыстории изделия и спецификой зависимости измеряемого магнитного параметра приот коэрцитивной силы предельной петли магнитного гистерезиса материала контролируемого изделия (которая и является структурно чувствительным параметром). Увеличениеснижает погрешность измерения магнитного параметра, повышая тем самым достоверность контроля, но чрезмерное для конкретного изделия увеличениеухудшает условия движения изделий при контроле, снижая его надежность (повышает вероятность зависания изделий в преобразователе), приводит к резкому увеличению энергопотребления в процессе контроля для создания намагничивающего поля . Наиболее близким по технической сущности к предлагаемому является способ магнитного контроля механических свойств ферромагнитного изделия в форме полого цилиндра, связанных с его магнитными свойствами 4, заключающийся в том, что изделие намагничивают магнитным полем, напряженностькоторого устанавливают удовлетворяющей уравнению где 0,1 - допустимая погрешность измерения магнитного параметра, , ,- коэрцитивная сила, намагниченность насыщения и остаточная намагниченность материала изделия,- его размагничивающий фактор. Снижение энергетических затрат на контроль изделий достигается благодаря тому,что намагничивание изделий в процессе контроля осуществляется минимально допустимым магнитным полем , гарантирующим контроль изделий по коэрцитивной силе их материала или остаточной намагниченности с погрешностью не выше заданной. Недостаток способа заключается в невысокой его достоверности либо в низкой надежности и чрезмерном энергопотреблении при контроле изделий, имеющих форму полых цилиндров. Это обусловлено отсутствием методики достоверного расчета размагничивающего факторатаких изделий во всем возможном диапазоне изменения их размеров при намагничивании параллельно или перпендикулярно образующей. Известные методики и аналитические выражения для такого расчета не пригодны для использования в технических расчетах в силу их физической несостоятельности, не достаточной точности и чрезмерной сложности. Погрешность измерения магнитного параметра при конечной величинеобусловлена влиянием магнитной предыстории изделия и спецификой зависимости измеряемого магнитного параметра приотматериала контролируемого изделия. Увеличениеснижает погрешность измерения магнитного параметра, повышая тем самым достоверность контроля, но чрезмерное для конкретного изделия увеличениеухудшает условия движения изделий при контроле, снижая его надежность (повышает вероятность зависания изделий в преобразователе), приводит к резкому увеличению энергопотребления при контроле для создания намагничивающего поля . Задачей изобретения является повышение достоверности и надежности контроля изделий, имеющих форму полых цилиндров, при снижении энергозатрат на контроль за счет 3 11980 1 2009.06.30 исключения погрешности измерения магнитного параметра из-за намагничивания изделия полем недостаточной напряженности и снижения вероятности зависания изделий на выходе из области с намагничивающим полем из-за намагничивания изделий полем, напряженность которого превышает оптимальную. Задача решена в способе магнитного контроля механических свойств ферромагнитного изделия в форме полого цилиндра с отношениемдлины к наружному диаметру и отношениемтолщины стенки к наружному радиусу, связанных с его магнитными свойствами, в котором определяют коэрцитивную силу , остаточную намагниченностьи намагниченность насыщенияматериала изделия на предельной петле гистерезиса его намагничивания, затем намагничивают изделие параллельно либо ортогонально образующей цилиндра магнитным полем, напряженность которогоудовлетворяет выражению где 0,1 - допустимая погрешность измерения магнитного параметра- размагничивающий фактор изделия, рассчитанный в соответствии с выражением(2-) Ц при намагничивании параллельно образующей цилиндра и при 0,2 либо в соответствии с выражением при намагничивании ортогонально образующей цилиндра Ц- размагничивающий фактор сплошного цилиндра с отношениемдлины к диаметру при намагничивании параллельно образующей, определяемый в соответствии с выражениемЦ ( )Э( ) измеряют величину магнитного параметра, в качестве которого выбирают коэрцитивную силу или остаточную намагниченность материала изделия после его намагничивания указанным полем, и определяют искомые свойства изделия в соответствии с измеренной величиной. Снижение энергетических затрат на контроль изделий, имеющих форму полых цилиндров, и повышение достоверности и надежности их контроля достигается благодаря тому, что намагничивание изделий в процессе контроля осуществляется минимально допустимым магнитным полем , гарантирующим контроль изделий по коэрцитивной силе их материала или остаточной намагниченности с погрешностью не выше заданной. Предложенное изобретение поясняется таблицами, графиками и чертежами. 4 11980 1 2009.06.30 В табл. 1 и 2 сопоставлены результаты расчета размагничивающего фактораполых цилиндров при намагничивании параллельно образующей по предложенному соотношению (2) и известным соотношениям с экспериментальными результатами, полученными различными авторами. В табл. 3 сопоставлены результаты расчета размагничивающего фактораполых цилиндров при намагничивании ортогонально образующей по предложенному соотношению(3) с экспериментальными результатами. На фиг. 1 сопоставлены функциональные зависимости размагничивающего фактораполых цилиндров при намагничивании ортогонально образующей от изменения ихпри 0,1 (а) и 0,5 (б) по предложенному соотношению (3) и известным аналитическим выражениям. На фиг. 2 представлены два варианта устройств, предназначенных для реализации способа. Позициями 1-7 обозначены 1 - направляющая, 2 - намагничивающая катушка, 3 - регулируемый источник намагничивающего тока, 4 и 4 - индукционные измерительные катушки, 5 - блок обработки сигналов и вычисления, 6 - исполнительный механизм, 7 - контролируемое изделие. Обоснование предложенного способа заключается в следующем. При намагничивании ферромагнитного изделия в разомкнутой магнитной цепи магнитным полем , напряженность которого установлена в зависимости от магнитных свойств и размеров изделия в соответствии с аналитическим выражением (1), удается обеспечить намагничивание изделий в процессе контроля минимально допустимым магнитным полем, гарантирующим контроль изделий по коэрцитивной силе их материала или остаточной намагниченности с погрешностью не выше заданной. Необходимым условием достижения этого является подстановка в выражение (1) достаточно точного значения основного параметра, характеризующего размеры контролируемого изделия - его размагничивающего фактора . Точный расчетвозможен только для однородно намагничиваемых тел. Если моделью изделия может быть эллипсоид вращения с отношением осей , для расчета его размагничивающего фактораЭ можно воспользоваться точными формулами (5) и (6). Если моделью изделия может быть цилиндр с отношениемдлины к диаметру из материала с высокой магнитной проницаемостью 1, для расчета егоможно воспользоваться различными аппроксимирующими выражениями. Анализ наиболее полных исследований размагничивающего фактора цилиндрических стержней показал, что для практических расчетов размагничивающего фактора (центрального коэффициента размагничивания) Ц цилиндра следует рекомендовать интерполирующее выражение (4). Точность интерполяции (4) результатов измерения Ц, полученных различными авторами во всем практически важном диапазоне изменения , следует признать высокой. Физической моделью многих стальных и чугунных изделий и заготовок, физикомеханические свойства и структура которых контролируются магнитным методом, может быть полый цилиндр (трубка) из ферромагнитного материала. Однако методики достоверного расчета размагничивающего факторатаких изделий во всем возможном диапазоне изменения их размеров при намагничивании параллельно или ортогонально образующей отсутствуют. Известные методики и аналитические выражения для такого расчета не пригодны для использования в расчетах требуемой напряженности намагничивающего поляпо аналитическому выражению (1) в силу их физической несостоятельности, не достаточной точности и чрезмерной сложности. Так, распространенной является рекомендация 5 вычислениястержней произвольного сечения так же, как цилиндра, площадь сечения которого равна площади сечения стержня. При использовании такого подхода для вычисленияполого цилиндра получим 5 Этот подход оправдал себя для расчетастержней произвольного профиля сечения,однако для полых цилиндров (особенно коротких - при 10) приводит к чрезмерно завышенным результатам (см. табл. 1). Погрешность расчетав табл. 1 вычислялась по формуле,100(Црасчет - Цэксперимент) / Цэксперимент. Погрешностьрасчетаполого цилиндра по (7) возрастает с уменьшением его длины в исследованном диапазоне измененияии достигает максимума в 73 при 1,3 (образец 3 в табл. 1). Большая погрешность расчета по сравнению с экспериментальными данными в практически важном диапазоне измененияиделает применение(7) для расчетаконкретных изделий не целесообразным. Использование результатов расчетаполого цилиндра по (7) для расчета требуемой напряженности намагничивающего поляпо (1) приведет к низкой надежности контроля из-за повышения вероятности зависания изделий при выходе из зоны действия намагничивающего поля, чрезмерному энергопотреблению и перегреву средств создания намагничивающего поля . Таблица 1 Сопоставление результатов измерениятрубок по 6 - 8 с расчетом по (7), (8) и (2) Отклонение ,результатов расчета и эксперимента Расчет Расчет Расчет по (7) по (2) по (8) 44,3, , Н - соответственно наружный диаметр, длина и толщина стенки полого цилиндра. В 9 расчет размагничивающего поля на оси полого ферромагнитного цилиндра предложено вести с использованием условного коэффициента размагничивания, равного разности коэффициентов размагничивания цилиндров, имеющих диаметры, равные наружному и внутреннему диаметрам полого цилиндра. Такой подход позволяет получить дляполого цилиндраЦ- Ц , где Расчетполого цилиндра по (8) приводит к существенно заниженным значениям (см. табл. 1). Погрешность расчета возрастает с уменьшением . Поэтому применение (8) для расчета по (1) напряженности намагничивающего полякоротких полых цилиндров не целесообразно в силу низкой достоверности контроля таких изделий при их намагничивании полем, напряженность которого рассчитана по (1). 6 11980 1 2009.06.30 Напротив (см. табл. 1), расчетполого цилиндра по предложенному аналитическому выражению (2) обеспечивает хорошее совпадение с экспериментальными результатами. Практически во всем исследованном диапазоне измененияиполых цилиндров расхождение с экспериментальными данными не превышает 7,5 . Это находится в пределах возможной в силу влияния различных факторов погрешности экспериментов. Сложное (содержащее не берущиеся двойные интегралы) аналитическое выражение для расчетаполых цилиндров, предложенное в 10, также не пригодно для использования в технических расчетахкоротких полых цилиндров из-за его чрезмерной сложности и недостаточной точности описания экспериментальных результатов, связанных с методическими допущениями при выборе расчетной модели. Сопоставление результатов расчетаполых цилиндров по предложенному аналитическому выражению (2) с экспериментальными результатами, представленными в 10,проведено в табл. 2. Таблица 2 Сопоставление результатов расчетаполых цилиндров по (2) с экспериментальными результатами по 10 и 11 Представленные результаты показывают, что предложенное аналитическое выражение (2) с высокой (достаточной для практики) точностью описывает все экспериментальные точки, в том числе и при 0,2. Это представляется особенно важным, так как при 0 рассчитанная по (2) величинастремится не к 1 для любого 0, а к значению (2-),что физически не верно. Тем не менее, как показывают представленные в табл. 1 и 2 результаты, это никак не сказывается на высокой точности описания экспериментальных данных измеренияполых цилиндров, намагниченных параллельно образующей, в практически важном диапазоне изменения их(0,215). Диапазон измененияполых цилиндров 0,2 при намагничивании параллельно образующей представляется практи 7 11980 1 2009.06.30 чески не важным для целей настоящего изобретения, так как в этом диапазоне изменениязначениеполых цилиндров становится (см. табл. 2) больше 0,2 и далее стремится к 1,что приводит к чрезмерному (практически не реализуемому в средствах неразрушающего контроля) значению требуемой для намагничивания изделий из любых конструкционных ферромагнитных материалов напряженности намагничивающего поля , рассчитанного по (1). В этом случае контролируемые изделия целесообразно намагничивать в направлении, ортогональном их образующей. Аналитические выражения для расчетаполых ферромагнитных цилиндров, намагничиваемых ортогонально образующей, получаемые из формул, рекомендуемых для расчета проницаемости формыкольцевых сердечников феррозондов, пригодны для использования только в узком диапазоне малыхи . Например, из полуэмпирической формулы, предложенной в 12 для вычисления , получим для расчетаполых ферромагнитных цилиндров, намагничиваемых ортогонально образующей 1,5 Расчет 12 относительной чувствительности кольцевого феррозонда от относительной напряженности поля возбуждения по формулам, использующим (9), по сообщению авторов, хорошо согласуется с экспериментальными данными лишь при 0,00020,25. Аналитическое выражение (9) и другие известные принципиально пригодны лишь для расчетаполых ферромагнитных цилиндров, намагничиваемых ортогонально образующей, лишь в узкой области малых значенийи . С увеличениемони не только не обеспечивают необходимой точности расчета, но и теряют физический смысл. Наглядно это показывают результаты сопоставления функциональных зависимостей размагничивающего фактораполых цилиндров от изменения ихпри 0,1 и 0,5 при намагничивании ортогонально образующей по предложенному соотношению (3) и известным аналитическим выражениям, представленные на фиг. 1 (номер кривой на фиг. 1 соответствует номеру расчетной формулы). В соответствии с проведенным в табл. 3 на основе экспериментальных данных 13 анализом погрешности расчетаэкспериментальных образцов по различным аналитическим выражениям точность расчетаполых ферромагнитных цилиндров, намагничиваемых ортогонально образующей, по (9) следует признать удовлетворительной лишь при ,0,3. При дальнейшем увеличенииипогрешность расчетапо (9) возрастает до сотен процентов. Поэтому использовать их для расчетаполых ферромагнитных цилиндров, намагничиваемых ортогонально образующей, в диапазоне изменения их размеров,соответствующих цели настоящего изобретения, нельзя. Другие известные формулы обеспечивают еще худшее совпадение расчета и эксперимента. Наилучшее описание экспериментальных результатов во всем представленном диапазоне изменения параметровиэкспериментальных образцов обеспечивает расчет ихпо предложенному аналитическому выражению (3). В 14 для 0,25,1 предложено пользоваться эмпирической формулой для расчетаэкрана, на основании которой получим Формула (10) не теряет физического смысла во всем возможном диапазоне измененияи . При этом результаты расчетаполых ферромагнитных цилиндров, намагничиваемых ортогонально образующей, по (10) при ,0,3 близки к результатам расчета по специально для этого случая разработанному аналитическому выражению (9). Но при 1 по 8 11980 1 2009.06.30 мере увеличениярезультат расчета по (10)полых ферромагнитных цилиндров, намагничиваемых ортогонально образующей, становится явно завышенным. Его использование для расчета требуемой напряженности намагничивающего поляпо (1) приведет к снижению надежности контроля и чрезмерному энергопотреблению. Этот диапазон изменения размеров полых цилиндров важен для реализации целей настоящего изобретения. Представленные в табл. 3 и на фиг. 1 результаты показывают, что предложенная формула (3) с достаточной для практики точностью (с учетом проведенного анализа методической погрешности экспериментов 13 ) описывает все экспериментальные точки и физиически правильно представляет характер измененияполых ферромагнитных цилиндров,намагничиваемых ортогонально образующей, во всем диапазоне изменения 0 и 01. Таблица 3 Размеры экспериментальных образцов кольцевой формы и результаты измерения (по 13) и расчета их размагничивающего факторапри намагничивании ортогонально образующейобразцов п/п 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Анализ представленных на фиг. 1 графиков показывает, что при ,0,3 результаты расчетапо (3) практически совпадают с результатами расчетапо специально для этого случая предназначенному аналитическому выражению (9). Формула (10) дает в этом диапазоне существенно завышенные результаты. С увеличениемфизически верные (и наилучшим образом совпадающие с экспериментом) результаты могут быть получены при использовании только аналитического выражения (3). При дальнейшем увеличениифизически верные и весьма близкие (фиг. 1 б) результаты могут быть получены при вычисле 9 11980 1 2009.06.30 ниипо (10) и (3). Это делает целесообразным использование формулы (3) для расчетаконкретных изделий, имеющих форму полых цилиндров, во всем возможном диапазоне изменения ихи . Таким образом, использование предложенных для расчета размагничивающего фактораполых цилиндров из ферромагнитных конструкционных материалов при их намагничивании в направлениях параллельно и перпендикулярно образующей аналитических выражений (2) и (3) позволяет рассчитать по аналитическому выражению (1) напряженность магнитного поля , требуемого для намагничивания изделий, имеющих форму полого цилиндра, при контроле их физико-механических свойств магнитным методом. При этом будет обеспечено повышение достоверности и надежности контроля изделий,имеющих форму полых цилиндров, при снижении энергозатрат на контроль за счет исключения погрешности измерения магнитного параметра из-за намагничивания изделия полем недостаточной напряженности и снижения вероятности зависания изделий на выходе из области с намагничивающим полем из-за намагничивания изделий полем, напряженность которого превышает оптимальную. Устройства, предназначенные для реализации предложенного способа, функциональные схемы которых представлены на фиг. 2, содержат направляющую 1, вдоль которой движутся контролируемые изделия 7 в процессе контроля, намагничивающую катушку 2,охватывающую направляющую 1 и подключенную к регулируемому источнику 3 намагничивающего тока, индукционные измерительные катушки 4 и 4, охватывающие направляющую 1, расположенные за намагничивающей катушкой 2 по ходу движения контролируемых изделий 7 и подключенные к блоку 5 обработки сигналов и вычисления,который управляет исполнительным механизмом 6, осуществляющим сортировку контролируемых изделий 7 на годные и брак по результатам контроля. Направляющая 1 устройства (фиг. 2 а), осуществляющего контроль изделий 7 при их намагничивании параллельно образующей, имеет форму полого цилиндра, внутренний диаметр которого несколько превышает наружный диаметр контролируемого изделия 7 для обеспечения его свободного падения вдоль направляющей 1 в процессе контроля. В этом случае устройство содержит одну индукционную измерительную катушку 4, плоскость расположения витков которой ортогональна продольной оси направляющей 1. Направляющая 1 устройства (фиг. 2 б), осуществляющего контроль изделий 7 при их намагничивании ортогонально образующей, имеет форму полого параллелепипеда, размеры внутренних сторон поперечного сечения которого несколько превышают диаметр и длину контролируемого изделия 7 для обеспечения его свободного падения вдоль направляющей 1 в процессе контроля. В этом случае устройство содержит две индукционные измерительные катушки 4 и 4, плоскости расположения витков которых ортогональны и составляют с продольной осью направляющей 1 углы 45. Работают устройства следующим образом. Контролируемые изделия 7 при помощи,например, не показанного на фиг. 2 автоматического загрузочного устройства подаются в направляющую 1 и движутся вдоль нее под действием силы тяжести. В процессе своего движения контролируемые изделия 7 пересекают область расположения намагничивающей катушки 2 и намагничиваются в создаваемом ею магнитном поле. В соответствии с настоящим изобретением напряженность Не намагничивающего поля в центре намагничивающей катушки 2 при помощи регулируемого источника 3 намагничивающего тока устанавливают для конкретного типа изделий в соответствии с аналитическим выражением(1) с учетом аналитических выражений (2) и (3) - соответственно для устройств, функциональные схемы которых представлены на фиг. 2 а и фиг. 2 б. При меньшей величине Не не удается обеспечить необходимую достоверность контроля. Погрешность измерения магнитного параметра при малой величинеобусловлена влиянием магнитной предыстории изделия и спецификой зависимости измеряемого магнитного параметра приот коэрцитивной силыпредельной петли магнитного гистерезиса материала контроли 10 11980 1 2009.06.30 руемого изделия. Увеличениесверх значения, рассчитанного по (1), мало снижает погрешность измерения магнитного параметра и практически не повышает достоверность контроля. Но чрезмерное для конкретного изделия увеличениеухудшает условия движения изделий при контроле. При выходе изделия из области с намагничивающим полем оно оказывается под действием слишком сильного отрицательного градиента магнитного поля. Это повышает вероятность зависания изделий в преобразователе, снижая надежность контроля, приводит к резкому увеличению энергопотребления в процессе контроля для создания намагничивающего поля . При установлении намагничивающего поля в соответствии с аналитическим выражением (1) с учетом аналитических выражений (2) и (3) этого не происходит, и изделие выходит из зоны действия магнитного поля намагничивающей катушки 2 и движется дальше в намагниченном состоянии. При этом оно пересекает плоскости расположения индукционных измерительных катушек 4 и 4 и индуцирует в них сигналы, однополярные импульсы которых интегрирует блок 5 обработки сигналов и вычисления. Результаты интегрирования в блоке 5 обработки сигналов и вычисления сравниваются с предварительно установленными порогами годности контролируемых изделий 7 по измеренному параметру. Блок 5 обработки сигналов и вычисления устройства по фиг. 2 б предварительно вычисляет корень квадратный из суммы квадратов результатов интегрирования однополярных импульсов напряжения сигналов индукционных измерительных катушек 4 и 4 и с предварительно установленными порогами годности контролируемых изделий 7 сравнивает результат вычисления. Это позволяет отстроиться от возможных вращений в процессе движения контролируемых изделий 7, намагниченных ортогонально образующей (фиг. 2 б). По результату сравнения блок 5 обработки сигналов и вычисления формирует сигнал управления исполнительным механизмом 6, который осуществляет сортировку контролируемых изделий 7 на годные и брак с высокой надежностью и достоверностью. Источники информации 1. Чернышев Е.Т., Чечурина Е.Н., Чернышева Н.Г., Студенцов Н.В. Магнитные измерения. - М. Стандартов, 1969. - 248 с. 2.1078310 А, 1984. 3.1118906 А, 1984. 4.2051380 С 1, 1995. 5. Аркадьев В.К. Электромагнитные процессы в металлах. - М.-Л., ОНТИ, 1934. Ч. 1. - 230 с. 6. Сливинская А.Г. Проницаемость формы цилиндров и призм. Труды МЭИ. Вып. 16,1956. - . 67-81. 7. Табачинский В.Ф. Расчет коэффициентов размагничивания для цилиндрических постоянных магнитов по методу векторных потенциалов. - В кн. Сборник Ленинградского ордена Ленина Института инженеров железнодорожного транспорта им. Акад. В.Н. Образцова, вып. 169. Автоматика, телемеханика и связь.- М. ВИПО МПС, 1960. - . 93-103. 8. Розенблат М.А. Коэффициенты размагничивания стержней высокой проницаемости// Журнал технической физики. - 1954. - Т. . - Вып. 4. - С. 637-661. 9. Горбаш В.Г., Сандомирский С.Г., Делендик М.Н. Коэффициент размагничивания полых ферромагнитных стержней // Техническая диагностика и неразрушающий контроль. - 1999. -2. - . 9-15. 10. Матюк В.Ф., Осипов А.А., Стрелюхин А.В. Центральный коэффициент размагничивания полых цилиндрических стержней из материала с высокой магнитной проницаемостью // Дефектоскопия. - 2007. -3. - . 26-36. 11.Т.// . . . - 1965. - .36. - . 8. - . 2382-2387. 11 11980 1 2009.06.30 12. Беркман Р.Я., Мартынюк-Лотоцкий Р.Е., Спектор Ю.И. Особенности расчета феррозондов с кольцевыми сердечниками. Автоматический контроль и измерительная техника. Вып. 8. - Киев Навукова думка, 1964. - . 95-99. 13. Мельников И.В., Семенов Е.Н. К определению размагничивающего фактора колец подшипников // Дефектоскопия. - 1982. -7. - . 76-81. 14. Лангваген Е.Н. Расчет магнитных экранов, подмагничиваемых переменным полем // Электромеханика, 1969. -12. - . 1306-1312. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 12
МПК / Метки
МПК: G01N 27/72
Метки: магнитными, способ, контроля, форме, цилиндра, ферромагнитного, магнитного, изделия, полого, свойств, механических, свойствами, связанных
Код ссылки
<a href="https://by.patents.su/12-11980-sposob-magnitnogo-kontrolya-mehanicheskih-svojjstv-ferromagnitnogo-izdeliya-v-forme-pologo-cilindra-svyazannyh-s-ego-magnitnymi-svojjstvami.html" rel="bookmark" title="База патентов Беларуси">Способ магнитного контроля механических свойств ферромагнитного изделия в форме полого цилиндра, связанных с его магнитными свойствами</a>
Способ контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами
Номер патента: 9627
Опубликовано: 30.08.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01R 33/12, G01N 27/72
Метки: ферромагнитного, физико-механических, изделия, свойствами, магнитными, способ, связанных, свойств, контроля
Текст:
...измеряемого параметра поля остаточной намагниченности изделия, пропорционального коэрцитивной силе его материала, в отсутствие постоянного магнита после намагничивания при произвольном зазоре между его контролируемой поверхностью и преобразователем Н 0 и 1 - определенные заранее значения указанного измеряемого параметра для эталонного изделия, выбранного из числа контролируемых, в отсутствие постоянного магнита при нулевом указанном зазоре...
Способ неразрушающего контроля количественного распределения физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами, по его глубине
Номер патента: 9667
Опубликовано: 30.08.2007
Авторы: Лухвич Александр Александрович, Булатов Олег Владимирович, Шарандо Владимир Иванович, Шукевич Анатолий Киприянович
МПК: G01N 27/72, G01R 33/12
Метки: распределения, изделия, магнитными, глубине, свойств, контроля, связанных, способ, физико-механических, неразрушающего, ферромагнитного, свойствами, количественного
Текст:
...каждого такого слоя считается однородным. Затем измеряют нормальную или тангенциальную составляющую магнитной индукции поля над поверхностью контролируемого изделия в точках, в которых магнитная индукция имеет разные по величине (знаку) значения, причем число точек равно числу условных слоев. Затем определяют положение точки, координатами которой служат полученные значения составляющей индукции, в пространстве этой составляющей, причем...
Способ электромагнитного контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами

Номер патента: 9626
Опубликовано: 30.08.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01N 27/72, G01R 33/12
Метки: магнитными, свойствами, способ, свойств, физико-механических, ферромагнитного, контроля, электромагнитного, изделия, связанных
Текст:
...способом (кривая 3) от расстояния х между преобразователем и поверхностью контролируемого изделия. На фиг. 2 а приведена функциональная схема (фронтальное сечение) преобразователя,а на фиг. 2 б - функциональная электрическая схема устройства для реализации способа. 4 9626 1 2007.08.30 На фиг. 3 сопоставлены результаты измерения амплитудысигнала высшей гармоники ЭДС преобразователя (кривые 1, 2), амплитудысуммарного сигнала ЭДС...
Способ определения механических свойств изделия из ферромагнитного материала, связанных с его магнитными свойствами
Номер патента: 10705
Опубликовано: 30.06.2008
Автор: Цукерман Валерий Лазаревич
МПК: G01N 27/72, G01R 33/12
Метки: свойствами, определения, свойств, материала, ферромагнитного, связанных, способ, изделия, магнитными, механических
Текст:
...коэффициент, зависящий от формы, геометрических размеров и свойств образца (далее по тексту - коэффициент формы). Для определения коэффициента формыпредварительно контрольный образец изделия с заданной геометрией намагничивают аксиально-симметричным магнитным полем и измеряют градиенты нормальной составляющей поля остаточной намагниченности на расстоянии А и расстоянии (А) от поверхности изделия. Затем проводят дополнительное измерение...
Способ магнитного контроля дефектности, электрических, магнитных и механических свойств ферромагнитного материала
Номер патента: 11266
Опубликовано: 30.10.2008
Авторы: Павлюченко Владимир Васильевич, Дорошевич Елена Сергеевна
МПК: G01N 27/72, G01R 33/02
Метки: ферромагнитного, свойств, дефектности, способ, механических, магнитного, магнитных, материала, контроля, электрических
Текст:
...и глубину его залегания в материале. Воздействуем на материал толщинойодиночными однополярными импульсами магнитного поля со временами нарастания, обеспечивающими эффектную глубину проникновения поля(глубину, на которой амплитуда напряженности магнитного поля(третий импульс), то при воздействии Если дефект начинается на глубине 32 на материал первыми двумя импульсами в поле рассеяния дефекта на поверхности материала не появится, а, начиная с...
Предыдущий патент: Штамм бактерий Streptomyces netropsis, продуцирующий фосфолипазу D
Следующий патент: Система автоматического управления рабочим органом многоковшового цепного экскаватора
Случайный патент: Доильная установка