Способ неразрушающего контроля количественного распределения физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами, по его глубине
Номер патента: 9667
Опубликовано: 30.08.2007
Авторы: Шарандо Владимир Иванович, Шукевич Анатолий Киприянович, Лухвич Александр Александрович, Булатов Олег Владимирович
Текст
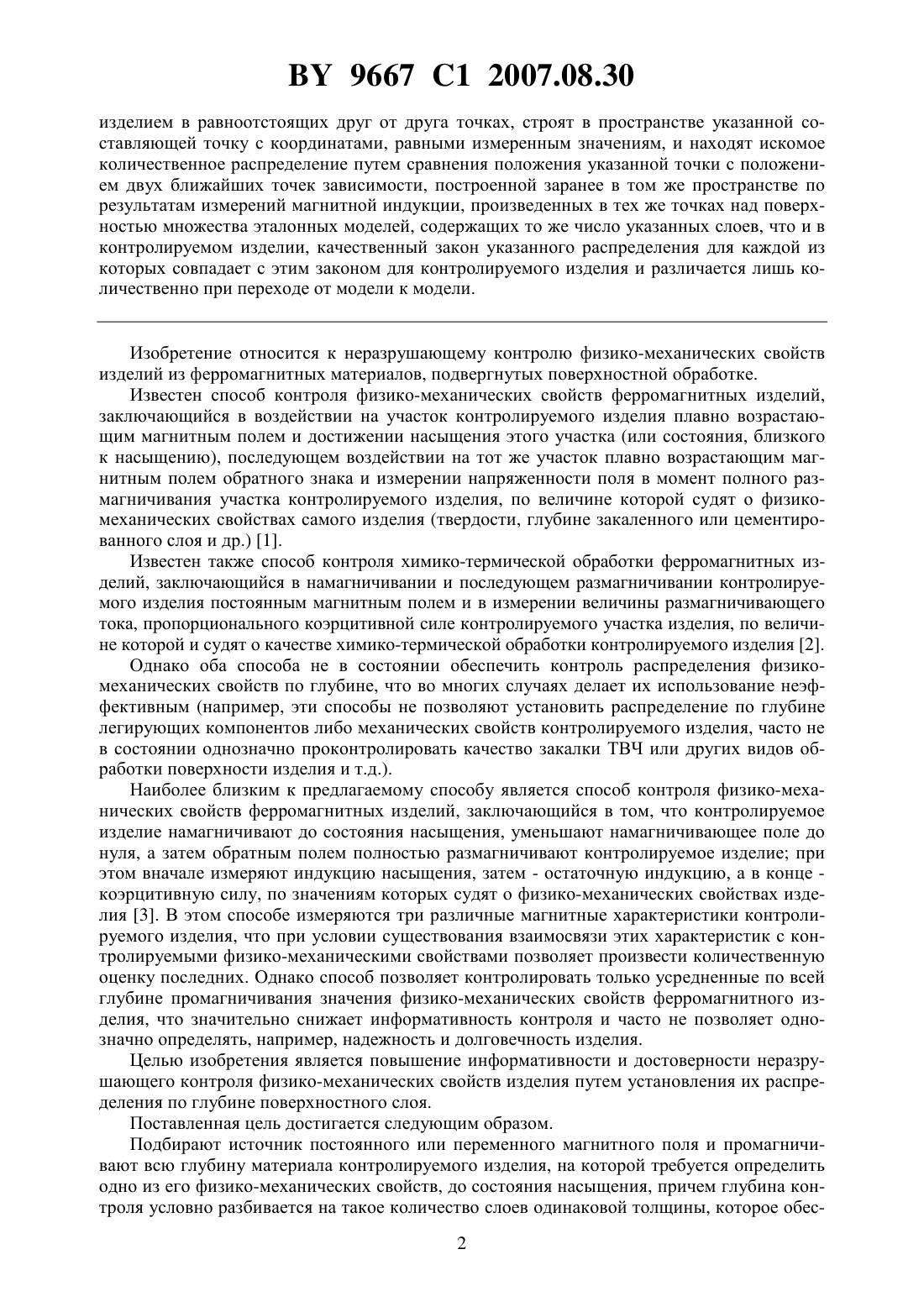
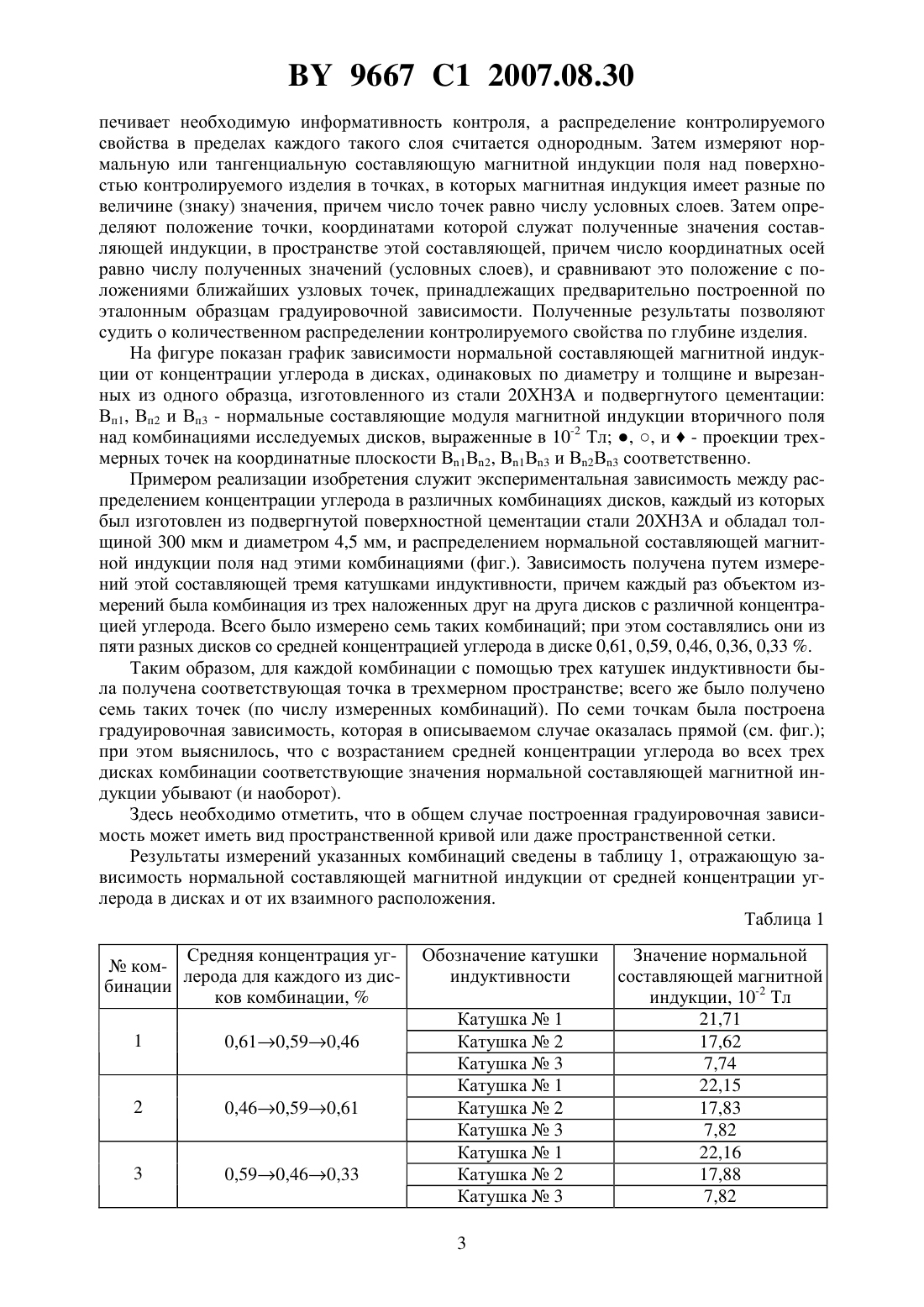
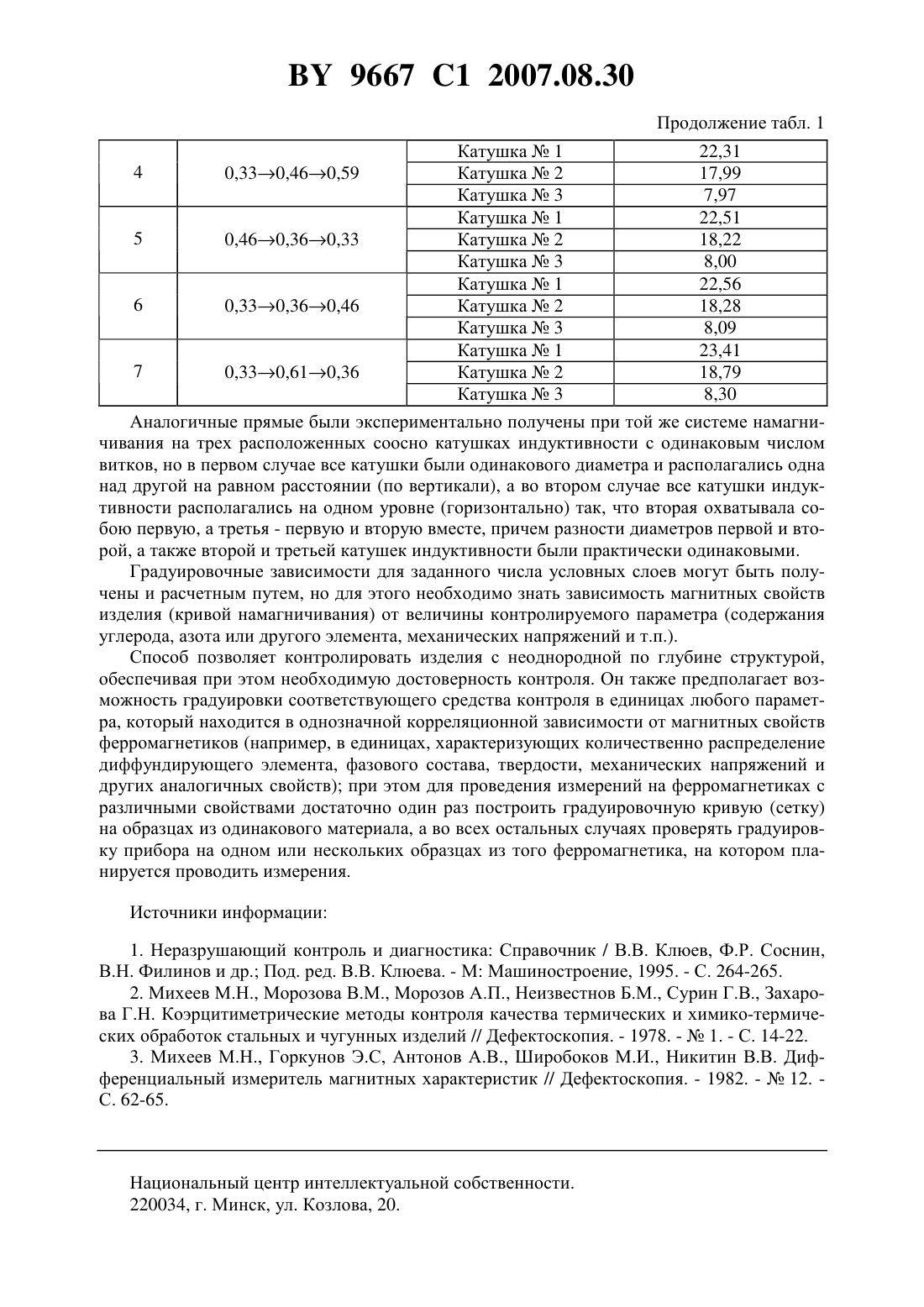
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КОЛИЧЕСТВЕННОГО РАСПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ, СВЯЗАННЫХ С ЕГО МАГНИТНЫМИ СВОЙСТВАМИ, ПО ЕГО ГЛУБИНЕ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Лухвич Александр Александрович Булатов Олег Владимирович Шарандо Владимир Иванович Шукевич Анатолий Киприянович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(56) Михеев М. Н. Дифференциальный измеритель магнитных характеристик // Дефектоскопия. - 1982. -12. - С. 6164.1748031 1, 1992.6252451 , 1987.(57) Способ неразрушающего контроля количественного распределения физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами, по его глубине, включающий намагничивание изделия до насыщения на всю контролируемую глубину постоянным магнитом либо электромагнитом, измерение величины магнитной индукции и нахождение искомого количественного распределения с учетом результатов измерения, отличающийся тем, что контролируемую глубину условно разбивают на заданное число слоев равной толщины, в пределах каждого из которых любое из контролируемых свойств считают постоянным, измеряют отличные друг от друга значения нормальной либо тангенциальной составляющей магнитной индукции над контролируемым 9667 1 2007.08.30 изделием в равноотстоящих друг от друга точках, строят в пространстве указанной составляющей точку с координатами, равными измеренным значениям, и находят искомое количественное распределение путем сравнения положения указанной точки с положением двух ближайших точек зависимости, построенной заранее в том же пространстве по результатам измерений магнитной индукции, произведенных в тех же точках над поверхностью множества эталонных моделей, содержащих то же число указанных слоев, что и в контролируемом изделии, качественный закон указанного распределения для каждой из которых совпадает с этим законом для контролируемого изделия и различается лишь количественно при переходе от модели к модели. Изобретение относится к неразрушающему контролю физико-механических свойств изделий из ферромагнитных материалов, подвергнутых поверхностной обработке. Известен способ контроля физико-механических свойств ферромагнитных изделий,заключающийся в воздействии на участок контролируемого изделия плавно возрастающим магнитным полем и достижении насыщения этого участка (или состояния, близкого к насыщению), последующем воздействии на тот же участок плавно возрастающим магнитным полем обратного знака и измерении напряженности поля в момент полного размагничивания участка контролируемого изделия, по величине которой судят о физикомеханических свойствах самого изделия (твердости, глубине закаленного или цементированного слоя и др.) 1. Известен также способ контроля химико-термической обработки ферромагнитных изделий, заключающийся в намагничивании и последующем размагничивании контролируемого изделия постоянным магнитным полем и в измерении величины размагничивающего тока, пропорционального коэрцитивной силе контролируемого участка изделия, по величине которой и судят о качестве химико-термической обработки контролируемого изделия 2. Однако оба способа не в состоянии обеспечить контроль распределения физикомеханических свойств по глубине, что во многих случаях делает их использование неэффективным (например, эти способы не позволяют установить распределение по глубине легирующих компонентов либо механических свойств контролируемого изделия, часто не в состоянии однозначно проконтролировать качество закалки ТВЧ или других видов обработки поверхности изделия и т.д.). Наиболее близким к предлагаемому способу является способ контроля физико-механических свойств ферромагнитных изделий, заключающийся в том, что контролируемое изделие намагничивают до состояния насыщения, уменьшают намагничивающее поле до нуля, а затем обратным полем полностью размагничивают контролируемое изделие при этом вначале измеряют индукцию насыщения, затем - остаточную индукцию, а в конце коэрцитивную силу, по значениям которых судят о физико-механических свойствах изделия 3. В этом способе измеряются три различные магнитные характеристики контролируемого изделия, что при условии существования взаимосвязи этих характеристик с контролируемыми физико-механическими свойствами позволяет произвести количественную оценку последних. Однако способ позволяет контролировать только усредненные по всей глубине промагничивания значения физико-механических свойств ферромагнитного изделия, что значительно снижает информативность контроля и часто не позволяет однозначно определять, например, надежность и долговечность изделия. Целью изобретения является повышение информативности и достоверности неразрушающего контроля физико-механических свойств изделия путем установления их распределения по глубине поверхностного слоя. Поставленная цель достигается следующим образом. Подбирают источник постоянного или переменного магнитного поля и промагничивают всю глубину материала контролируемого изделия, на которой требуется определить одно из его физико-механических свойств, до состояния насыщения, причем глубина контроля условно разбивается на такое количество слоев одинаковой толщины, которое обес 2 9667 1 2007.08.30 печивает необходимую информативность контроля, а распределение контролируемого свойства в пределах каждого такого слоя считается однородным. Затем измеряют нормальную или тангенциальную составляющую магнитной индукции поля над поверхностью контролируемого изделия в точках, в которых магнитная индукция имеет разные по величине (знаку) значения, причем число точек равно числу условных слоев. Затем определяют положение точки, координатами которой служат полученные значения составляющей индукции, в пространстве этой составляющей, причем число координатных осей равно числу полученных значений (условных слоев), и сравнивают это положение с положениями ближайших узловых точек, принадлежащих предварительно построенной по эталонным образцам градуировочной зависимости. Полученные результаты позволяют судить о количественном распределении контролируемого свойства по глубине изделия. На фигуре показан график зависимости нормальной составляющей магнитной индукции от концентрации углерода в дисках, одинаковых по диаметру и толщине и вырезанных из одного образца, изготовленного из стали 20 ХНЗА и подвергнутого цементации Вп 1, Вп 2 и Вп 3 - нормальные составляющие модуля магнитной индукции вторичного поля над комбинациями исследуемых дисков, выраженные в 10-2 Тл , , и- проекции трехмерных точек на координатные плоскости В 1 В 2, В 1 В 3 и В 2 В 3 соответственно. Примером реализации изобретения служит экспериментальная зависимость между распределением концентрации углерода в различных комбинациях дисков, каждый из которых был изготовлен из подвергнутой поверхностной цементации стали 20 ХН 3 А и обладал толщиной 300 мкм и диаметром 4,5 мм, и распределением нормальной составляющей магнитной индукции поля над этими комбинациями (фиг.). Зависимость получена путем измерений этой составляющей тремя катушками индуктивности, причем каждый раз объектом измерений была комбинация из трех наложенных друг на друга дисков с различной концентрацией углерода. Всего было измерено семь таких комбинаций при этом составлялись они из пяти разных дисков со средней концентрацией углерода в диске 0,61, 0,59, 0,46, 0,36, 0,33 . Таким образом, для каждой комбинации с помощью трех катушек индуктивности была получена соответствующая точка в трехмерном пространстве всего же было получено семь таких точек (по числу измеренных комбинаций). По семи точкам была построена градуировочная зависимость, которая в описываемом случае оказалась прямой (см. фиг.) при этом выяснилось, что с возрастанием средней концентрации углерода во всех трех дисках комбинации соответствующие значения нормальной составляющей магнитной индукции убывают (и наоборот). Здесь необходимо отметить, что в общем случае построенная градуировочная зависимость может иметь вид пространственной кривой или даже пространственной сетки. Результаты измерений указанных комбинаций сведены в таблицу 1, отражающую зависимость нормальной составляющей магнитной индукции от средней концентрации углерода в дисках и от их взаимного расположения. Таблица 1 Средняя концентрация уг комлерода для каждого из дисбинации ков комбинации,1 Обозначение катушки индуктивности Катушка 1 Катушка 2 Катушка 3 Катушка 1 Катушка 2 Катушка 3 Катушка 1 Катушка 2 Катушка 3 3 Значение нормальной составляющей магнитной индукции, 10-2 Тл 21,71 17,62 7,74 22,15 17,83 7,82 22,16 17,88 7,82 9667 1 2007.08.30 Продолжение табл. 1 Катушка 1 22,31 Катушка 2 17,99 Катушка 3 7,97 Катушка 1 22,51 5 0,460,360,33 Катушка 2 18,22 Катушка 3 8,00 Катушка 1 22,56 6 Катушка 2 18,28 0,330,360,46 Катушка 3 8,09 Катушка 1 23,41 7 0,330,610,36 Катушка 2 18,79 Катушка 3 8,30 Аналогичные прямые были экспериментально получены при той же системе намагничивания на трех расположенных соосно катушках индуктивности с одинаковым числом витков, но в первом случае все катушки были одинакового диаметра и располагались одна над другой на равном расстоянии (по вертикали), а во втором случае все катушки индуктивности располагались на одном уровне (горизонтально) так, что вторая охватывала собою первую, а третья - первую и вторую вместе, причем разности диаметров первой и второй, а также второй и третьей катушек индуктивности были практически одинаковыми. Градуировочные зависимости для заданного числа условных слоев могут быть получены и расчетным путем, но для этого необходимо знать зависимость магнитных свойств изделия (кривой намагничивания) от величины контролируемого параметра (содержания углерода, азота или другого элемента, механических напряжений и т.п.). Способ позволяет контролировать изделия с неоднородной по глубине структурой,обеспечивая при этом необходимую достоверность контроля. Он также предполагает возможность градуировки соответствующего средства контроля в единицах любого параметра, который находится в однозначной корреляционной зависимости от магнитных свойств ферромагнетиков (например, в единицах, характеризующих количественно распределение диффундирующего элемента, фазового состава, твердости, механических напряжений и других аналогичных свойств) при этом для проведения измерений на ферромагнетиках с различными свойствами достаточно один раз построить градуировочную кривую (сетку) на образцах из одинакового материала, а во всех остальных случаях проверять градуировку прибора на одном или нескольких образцах из того ферромагнетика, на котором планируется проводить измерения. 4 Источники информации 1. Неразрушающий контроль и диагностика Справочник / В.В. Клюев, Ф.Р. Соснин,В.Н. Филинов и др. Под. ред. В.В. Клюева. - М Машиностроение, 1995. - С. 264-265. 2. Михеев М.Н., Морозова В.М., Морозов А.П., Неизвестнов Б.М., Сурин Г.В., Захарова Г.Н. Коэрцитиметрические методы контроля качества термических и химико-термических обработок стальных и чугунных изделий // Дефектоскопия. - 1978. -1. - С. 14-22. 3. Михеев М.Н., Горкунов Э.С, Антонов А.В., Широбоков М.И., Никитин В.В. Дифференциальный измеритель магнитных характеристик // Дефектоскопия. - 1982. -12. С. 62-65. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: G01R 33/12, G01N 27/72
Метки: изделия, контроля, связанных, свойствами, глубине, способ, магнитными, количественного, физико-механических, свойств, распределения, неразрушающего, ферромагнитного
Код ссылки
<a href="https://by.patents.su/4-9667-sposob-nerazrushayushhego-kontrolya-kolichestvennogo-raspredeleniya-fiziko-mehanicheskih-svojjstv-ferromagnitnogo-izdeliya-svyazannyh-s-ego-magnitnymi-svojjstvami-po-ego-glubine.html" rel="bookmark" title="База патентов Беларуси">Способ неразрушающего контроля количественного распределения физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами, по его глубине</a>
Устройство для электромагнитного контроля физико-механических свойств ферромагнитных изделий
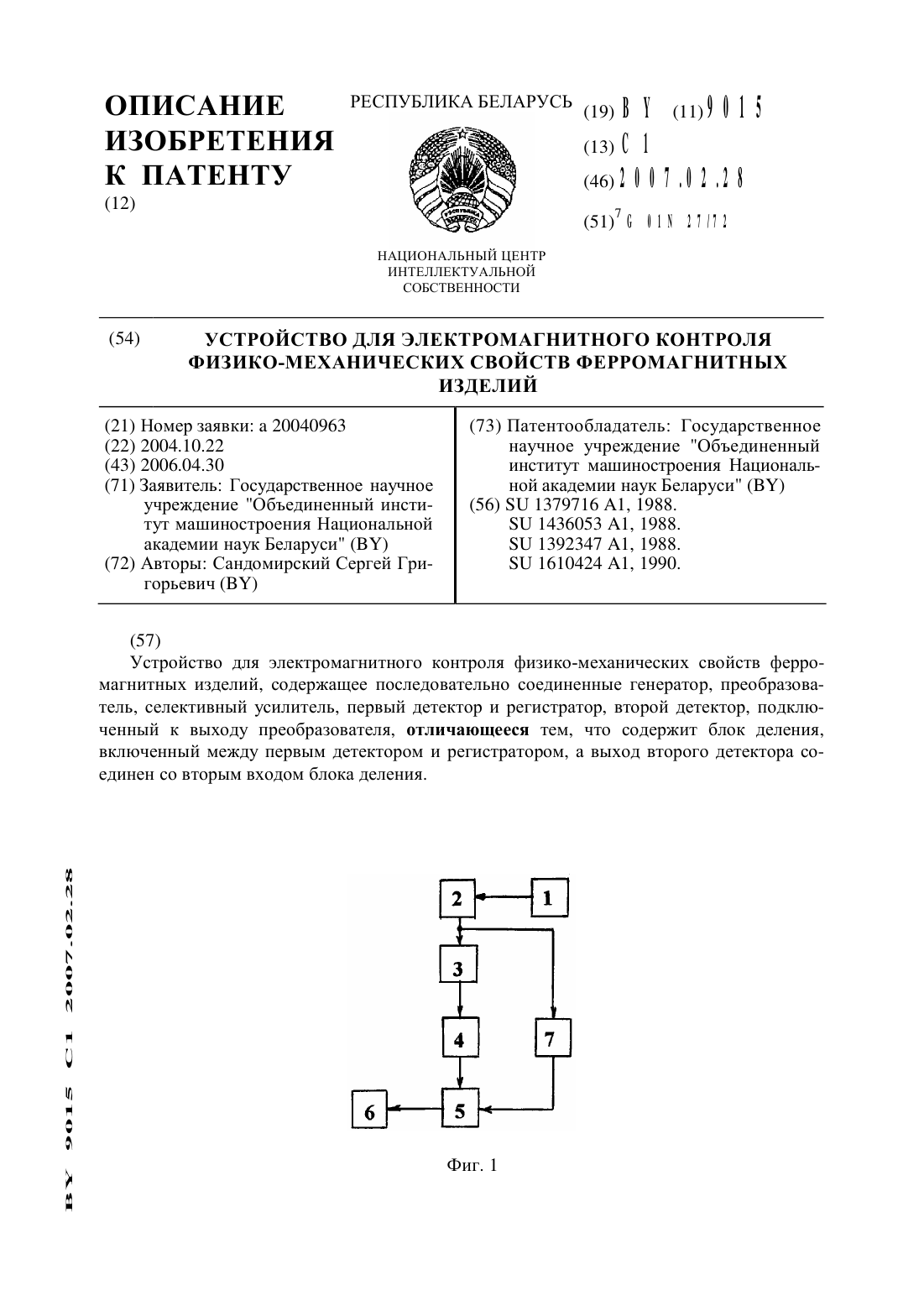
Номер патента: 9015
Опубликовано: 28.02.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01N 27/72
Метки: контроля, свойств, физико-механических, устройство, ферромагнитных, изделий, электромагнитного
Текст:
...перегреву преобразователя при контроле и его разрушению.Задачей настоящего изобретения является снижение влияния непостоянства зазора между преобразователем и контролируемым изделием на результаты контроля свойств изделия в более широкой области возможного изменения зазора между преобразователем и контролируемым изделием. Решение поставленной задачи обеспечит повышение достоверности контроля физико-механических свойств ферромагнитных...
Устройство для электромагнитного контроля физико-механических свойств ферромагнитных изделий
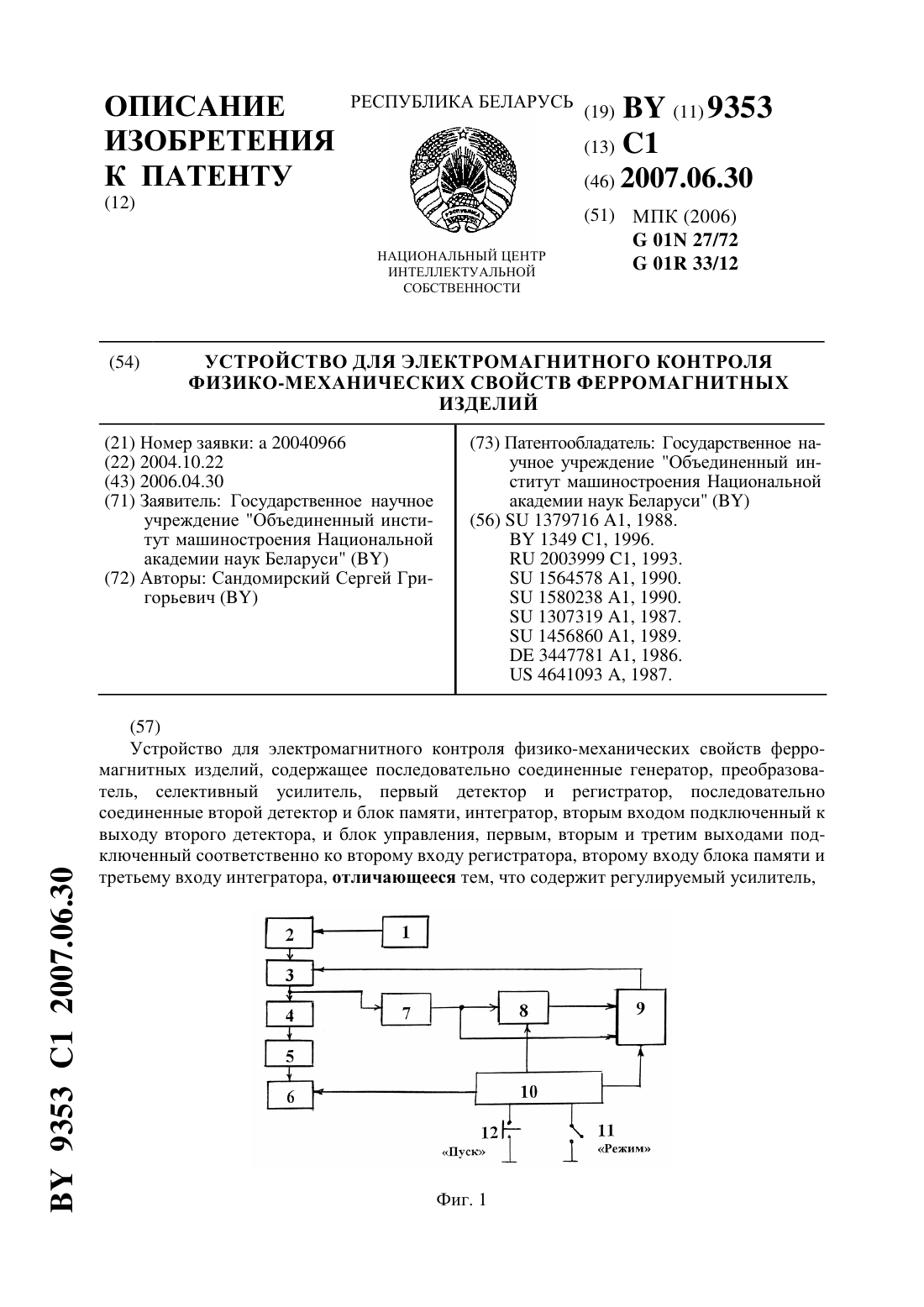
Номер патента: 9353
Опубликовано: 30.06.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01R 33/12, G01N 27/72
Метки: электромагнитного, контроля, устройство, ферромагнитных, свойств, физико-механических, изделий
Текст:
...к выходу второго детектора, и блок управления, первым, вторым и третьим выходами подключенным соответственно ко второму входу регистратора, второму входу блока памяти и третьему входу интегратора, снабженным также регулируемым усилителем, включенным между выходом преобразователя и входом селективного усилителя, при этом вход второго детектора подключен к выходу регулируемого усилителя, а выход блока памяти подключен к первому входу...
Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов

Номер патента: 9482
Опубликовано: 30.06.2007
Авторы: Кратиров Валерий Борисович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: изделий, свойств, магнитного, способ, материалов, контроля, импульсного, ферромагнитных, механических
Текст:
...отпуску после закалки, например, рессорно-пружинных сталей. Цель настоящего изобретения - расширение номенклатуры контролируемых изделий. Сущность изобретения заключается в том, что на изделие воздействуют импульсом аксиально симметричного магнитного поля и измеряют величину динамической магнитной индукции , возникающей во время действия импульса, причем измерение проводят во время прохождения переднего фронта импульса, скорость...
Способ электромагнитного контроля физико-механических параметров изделий и устройство для его реализации
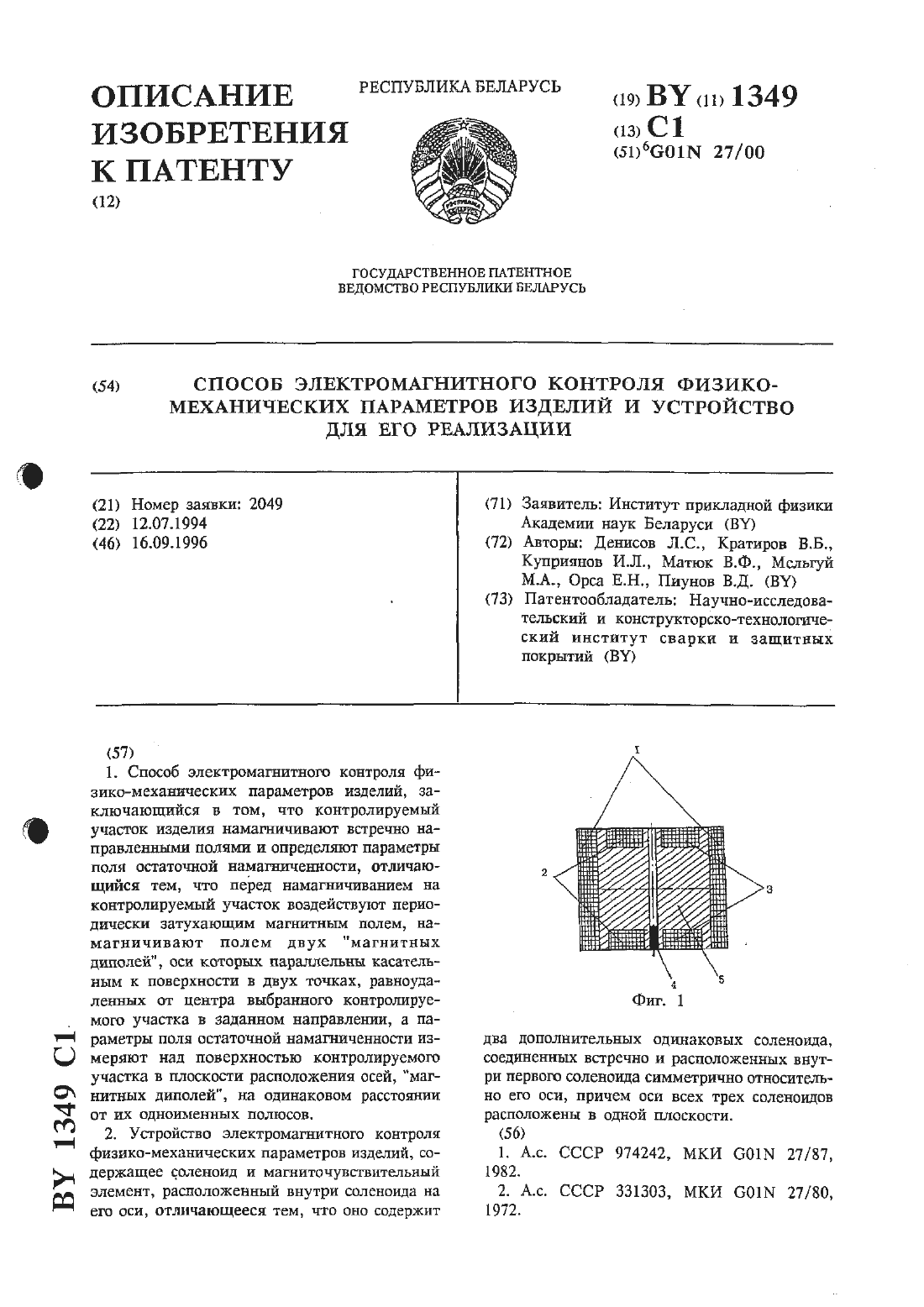
Номер патента: 1349
Опубликовано: 16.09.1996
Авторы: Мельгуй Михаил Александрович, Пиунов Владлен Даниэлевич, Денисов Леонид Сергеевич, Кратиров Валерий Борисович, Орса Евгений Николаевич, Куприянов Игорь Львович, Матюк Владимир Федорович
МПК: G01N 27/00
Метки: реализации, способ, электромагнитного, физико-механических, параметров, контроля, устройство, изделий
Текст:
...сторон материала, считывают градиент поля остаточной намагниченности с обеих сторон материала, суммируют оба градиента и по полученной величине судят о физико-механических параметрах контролируемого материала.Недостатком этого способа является слабая чувствительность к узким протяженным зонам, отличающимся по структуре от основного металла контролируемого изделия.Сущность способа по настоящему изобретению заключается в том, что для решения...
Преобразователь для неразрушающего контроля свойств поверхностных слоёв ферромагнитных материалов и изделий
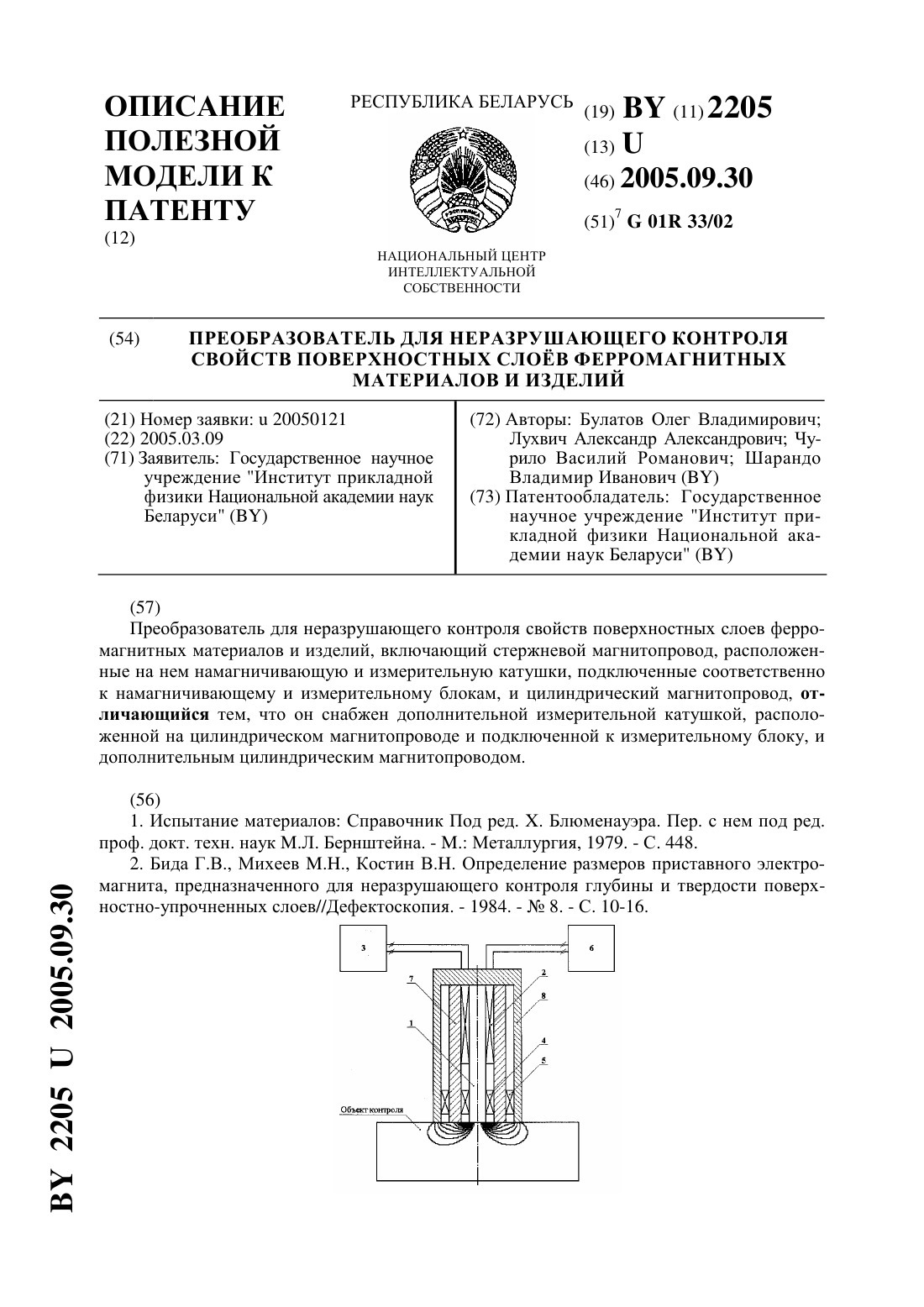
Номер патента: U 2205
Опубликовано: 30.09.2005
Авторы: Чурило Василий Романович, Шарандо Владимир Иванович, Булатов Олег Владимирович, Лухвич Александр Александрович
МПК: G01R 33/02
Метки: изделий, свойств, материалов, преобразователь, неразрушающего, ферромагнитных, слоёв, поверхностных, контроля
Текст:
...магнитопроводами в его более глубоких слоях. Это позволяет получать от измерительной катушки информацию о свойствах поверхностного слоя объекта контроля, а от дополнительной измерительной катушки - информацию о свойствах более глубокого слоя, что в целом повышает информативность и обеспечивает большую достоверность контроля. Преобразователь может быть также использован для неразрушающего контроля неоднородности распределения...
Предыдущий патент: Способ выемки короткими забоями сближенных слоев полезного ископаемого
Следующий патент: Огнеупорная керамическая масса
Случайный патент: Способ диагностики менингита на ранней стадии