Способ определения механических свойств изделия из ферромагнитного материала, связанных с его магнитными свойствами
Текст
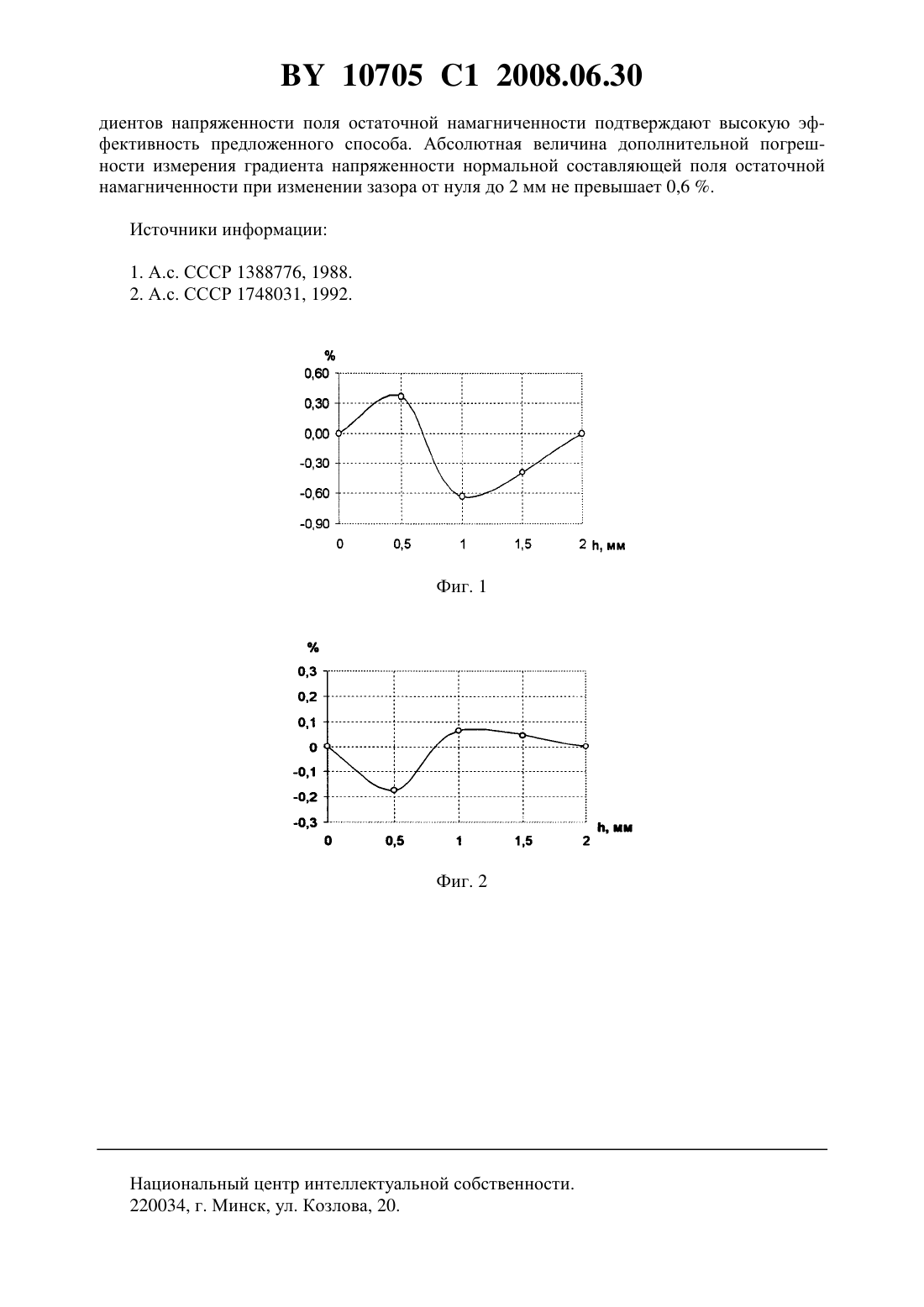
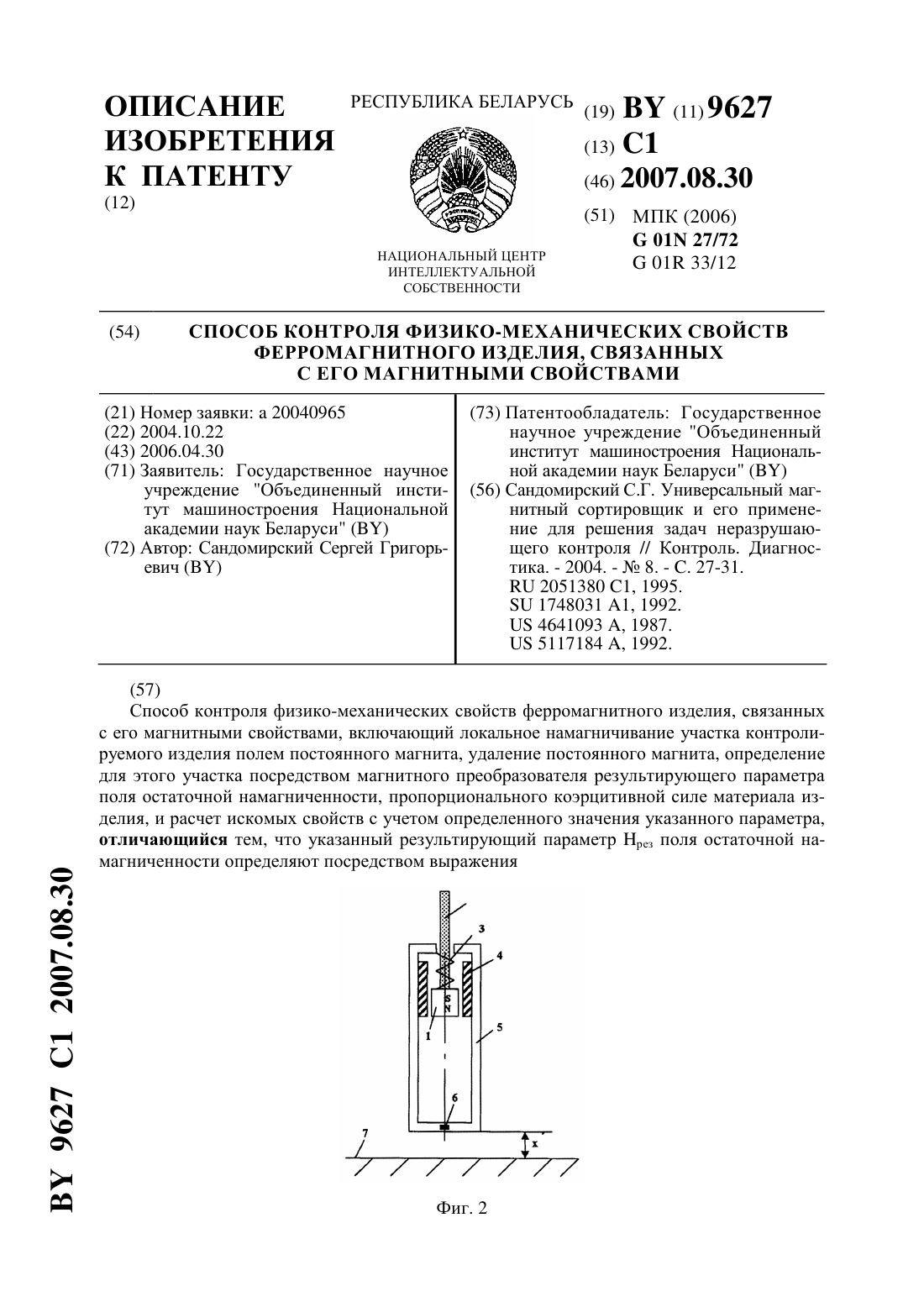
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ИЗДЕЛИЯ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА,СВЯЗАННЫХ С ЕГО МАГНИТНЫМИ СВОЙСТВАМИ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Цукерман Валерий Лазаревич(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) 1. Способ определения механических свойств изделия из ферромагнитного материала,связанных с его магнитными свойствами, включающий намагничивание изделия аксиально-симметричным магнитным полем, измерение градиентов 1 и 2 напряженности поля остаточной намагниченности соответственно на двух различных расстояниях 1 и 2,где 21, от поверхности изделия, вычисление величины градиентанапряженности поля остаточной намагниченности на поверхности изделия и определение искомых свойств с учетом вычисленного значения, отличающийся тем, что предварительно намагничивают аксиально-симметричным магнитным полем контрольный образец изделия с заданной геометрией, измеряют градиенты 10 и 20 нормальной составляющей поля остаточной намагниченности на заданных расстояниях А и Аот его поверхности соответственно, затем дополнительно измеряют градиенты 1 м и 2 м нормальной составляющей поля остаточной намагниченности на заданных расстояниях В и АВ, где ВА, от поверхности контрольного образца соответственно, далее определяют значение коэффициентав соответствии с выражением затем либо определяют значение коэффициентав соответствии с выражением 0 0 22 11 либо принимают его значение равным постоянной величине, а вычисление величиныпроизводят в соответствии с выражением 12 10705 1 2008.06.30 2. Способ по п. 1, отличающийся тем, что расстояние А задают равным или близким к нулю, а расстояние В - равным или близким к величине максимального зазора между поверхностью изделия и измерительными элементами, влияние которого должно быть учтено. Способ относится к неразрушающему контролю изделий из ферромагнитных материалов и предназначен для использования при контроле качества термической обработки,определения механических свойств и сортировки ферромагнитных изделий по маркам в различных областях промышленности. Известен способ определения механических свойств изделий из ферромагнитных материалов 1, заключающийся в том, что контролируемое изделие намагничивают серией импульсов возрастающей, а затем убывающей амплитуды, измеряют градиент поля остаточной намагниченности вдоль оси симметрии, дополнительно измеряют градиент остаточного локального поля вдоль оси симметрии и учитывают изменение градиента при определении механических свойств изделий. Недостатком указанного способа являются малая зона отстройки от влияния зазора и недостаточная точность определения механических свойств ферромагнитных изделий,справедливо только для малых вевызванная тем, что выражение(1)2 личин . Ввиду малостидаже малые по величине его изменения приводят к увеличению погрешности измерения. Наиболее близким по технической сущности является способ определения механических свойств изделий из ферромагнитных материалов 2, заключающийся в том, что изделие намагничивают аксиально-симметричным магнитным полем, измеряют градиенты напряженности поля остаточной намагниченности на двух различных расстояниях от поверхности контролируемого изделия и вычисляют градиент напряженности поля остаточной намагниченности на поверхности изделия по формуле 12(1)12 Этот способ удовлетворительно работает при контроле тонких стальных листов, размер которых превышает размер магнитного пятна остаточной намагниченности. При уменьшении размеров листа, увеличении его толщины или контроле изделий, форма которых существенно отличается от плоской (например, труба), степень отстройки от влияния зазора снижается. Это объясняется тем, что распределение поля остаточной намагниченности вдоль листа существенно зависит от его толщины и размеров и, следовательно, меняется зависимость распределения поля остаточной намагниченности в направлении, нормальном к поверхности листа. Например, если при размерах листа (2002001) мм максимальное абсолютное значение погрешности измерения градиента нормальной составляющей поля остаточной намагниченности при изменении зазора от нуля до 2 мм составляет 1,1 , то при размерах листа (10010020) мм эта погрешность увеличивается почти до 10 . Техническая задача предлагаемого способа определения механических свойств изделия из ферромагнитного материала заключается в повышении точности отстройки от влияния зазора между контролируемым изделием и измерительными элементами градиентов напряженности поля остаточной намагниченности и, как следствие, повышении точности определения механических свойств изделий. Сущность способа заключается в том, что контролируемое изделие намагничивают аксиально-симметричным магнитным полем, измеряют градиенты 1 и 2 нормальной составляющей поля остаточной намагниченности соответственно на двух различных рас 2 10705 1 2008.06.30 стояниях 1 и 2, где 21, от поверхности изделия, вычисляют величину градиентанормальной составляющей напряженности поля остаточной намагниченности на поверхности изделия в соответствии с выражением 1 2(2) 12 и по вычисленной величине судят о механических свойствах ферромагнитного изделия. В выражении (2)- масштабный коэффициент- коэффициент, зависящий от формы, геометрических размеров и свойств образца (далее по тексту - коэффициент формы). Для определения коэффициента формыпредварительно контрольный образец изделия с заданной геометрией намагничивают аксиально-симметричным магнитным полем и измеряют градиенты нормальной составляющей поля остаточной намагниченности на расстоянии А и расстоянии (А) от поверхности изделия. Затем проводят дополнительное измерение градиентов нормальной составляющей поля остаточной намагниченности на расстоянии В от поверхности изделия и на расстоянии, равном (АВ), при условии, что ВА. Теперь обозначим измеренные величины следующим образом 0 1 - градиент нормальной составляющей поля остаточной намагниченности на расстоянии А от поверхности контрольного изделия 1 - градиент нормальной составляющей поля остаточной намагниченности на расстоянии В от поверхности контрольного изделия 0 - градиент нормальной составляющей поля остаточной намагниченности на рас 2 стоянии (А) от поверхности контрольного изделия- градиент нормальной составляющей поля остаточной намагниченности на рас 2 стоянии (АВ) от поверхности контрольного изделия. Исходя из уравнения (2) можно записать систему уравнений (3) 0 Решение системы уравнений (3) относительнодает выражение (4) для вычисления коэффициента формы 0 011 2 2 На практике целесообразно величину А выбирать равной нулю, т.е. проводить измерение градиента нормальной составляющей поля остаточной намагниченности на поверхности контрольного изделия, а расстояние В выбирать равным величине максимального зазора, влияние которого должно быть учтено. При этом возможно легко определить масштабный коэффициент . Для этого случая выражение для вычисления масштабного коэффициентанайдем из условия того, что измеренная величина градиента нормальной составляющей поля ос 0 таточной намагниченности на поверхности контролируемого изделия 1 и величина градиента нормальной составляющей поля остаточной намагниченности , вычисленная по формуле (2), должны быть равны между собой, т.е.(6) 02 С учетом формулы (4) для коэффициента формывыражение для нахождения масштабного коэффициентавыглядит следующим образом 0 0 011 2 2 Легко также заметить, что величина масштабного коэффициента , входящего в выражение (2) как сомножитель, не влияет на качественные показатели отстройки от влияния зазора (т.е. на дополнительную погрешность, вызванную колебаниями последнего), а лишь меняет численные значения результатов измерений. Учитывая, что механические свойства изделия определяются по предварительно построенным корреляционным связям,то в ряде практических случаев величину масштабного коэффициентацелесообразно принять равной константе, например единице. В дальнейшем определение механических свойств изделий этой группы (с подобной геометрией) ведется при постоянных (вычисленных) значениях коэффициентови . Способ характеризуется следующей последовательностью операций контролируемое изделие намагничивают аксиально-симметричным магнитным полем измеряют градиенты нормальной составляющей поля остаточной намагниченности на двух расстояниях от поверхности контролируемого изделия по ним, используя предварительно определенные коэффициентыи , вычисляют градиент (либо величину, пропорциональную градиенту, например, при 1) нормальной составляющей напряженности поля остаточной намагниченности на поверхности контролируемого изделия, по которому судят о его механических свойствах. Повышение точности отстройки от влияния зазора между контролируемым изделием и измерительными элементами градиентов напряженности поля остаточной намагниченности и, как следствие, повышение точности определения механических свойств изделий достигается за счет того, что предварительно контрольный образец изделия с заданной геометрией намагничивают аксиально-симметричным магнитным полем и измеряют градиенты нормальной составляющей поля остаточной намагниченности на расстоянии А и расстоянии (А) от поверхности изделия. Затем проводят дополнительное измерение градиентов нормальной составляющей поля остаточной намагниченности на расстоянии В от поверхности изделия и на расстоянии, равном (АВ), при условии, что ВА, и из полученных данных определяют значение коэффициента формы , которое в дальнейшем используют в процессе определения механических свойств ферромагнитных изделий с подобной геометрией. На фиг. 1 представлена полученная с использованием предложенного способа экспериментальная зависимость погрешности измерения градиента нормальной составляющей напряженности поля остаточной намагниченности от величины зазора для стальной пластины с размерами (2002001) мм. При этом значения масштабного коэффициента и коэффициента формы равны 1,696 и 1,051. На фиг. 2 представлена полученная с использованием предложенного способа экспериментальная зависимость погрешности измерения градиента нормальной составляющей напряженности поля остаточной намагниченности от величины зазора для стальной пластины с размерами (10010020) мм. При этом значения масштабного коэффициента и коэффициента формы равны 2,035 и 1,776. Приведенные на фиг. 1 и 2 экспериментальные зависимости погрешности измерения градиента нормальной составляющей напряженности поля остаточной намагниченности от величины зазора между контролируемым изделием и измерительными элементами гра 10705 1 2008.06.30 диентов напряженности поля остаточной намагниченности подтверждают высокую эффективность предложенного способа. Абсолютная величина дополнительной погрешности измерения градиента напряженности нормальной составляющей поля остаточной намагниченности при изменении зазора от нуля до 2 мм не превышает 0,6 . Источники информации 1. А.с. СССР 1388776, 1988. 2. А.с. СССР 1748031, 1992. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: G01R 33/12, G01N 27/72
Метки: изделия, способ, материала, свойствами, ферромагнитного, связанных, свойств, определения, механических, магнитными
Код ссылки
<a href="https://by.patents.su/5-10705-sposob-opredeleniya-mehanicheskih-svojjstv-izdeliya-iz-ferromagnitnogo-materiala-svyazannyh-s-ego-magnitnymi-svojjstvami.html" rel="bookmark" title="База патентов Беларуси">Способ определения механических свойств изделия из ферромагнитного материала, связанных с его магнитными свойствами</a>
Способ контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами
Номер патента: 9627
Опубликовано: 30.08.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01R 33/12, G01N 27/72
Метки: связанных, магнитными, свойствами, физико-механических, способ, свойств, ферромагнитного, изделия, контроля
Текст:
...измеряемого параметра поля остаточной намагниченности изделия, пропорционального коэрцитивной силе его материала, в отсутствие постоянного магнита после намагничивания при произвольном зазоре между его контролируемой поверхностью и преобразователем Н 0 и 1 - определенные заранее значения указанного измеряемого параметра для эталонного изделия, выбранного из числа контролируемых, в отсутствие постоянного магнита при нулевом указанном зазоре...
Способ электромагнитного контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами

Номер патента: 9626
Опубликовано: 30.08.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01N 27/72, G01R 33/12
Метки: свойств, контроля, изделия, ферромагнитного, способ, электромагнитного, физико-механических, свойствами, связанных, магнитными
Текст:
...способом (кривая 3) от расстояния х между преобразователем и поверхностью контролируемого изделия. На фиг. 2 а приведена функциональная схема (фронтальное сечение) преобразователя,а на фиг. 2 б - функциональная электрическая схема устройства для реализации способа. 4 9626 1 2007.08.30 На фиг. 3 сопоставлены результаты измерения амплитудысигнала высшей гармоники ЭДС преобразователя (кривые 1, 2), амплитудысуммарного сигнала ЭДС...
Способ неразрушающего контроля количественного распределения физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами, по его глубине
Номер патента: 9667
Опубликовано: 30.08.2007
Авторы: Булатов Олег Владимирович, Лухвич Александр Александрович, Шукевич Анатолий Киприянович, Шарандо Владимир Иванович
МПК: G01R 33/12, G01N 27/72
Метки: распределения, неразрушающего, изделия, связанных, свойствами, контроля, способ, свойств, ферромагнитного, магнитными, количественного, глубине, физико-механических
Текст:
...каждого такого слоя считается однородным. Затем измеряют нормальную или тангенциальную составляющую магнитной индукции поля над поверхностью контролируемого изделия в точках, в которых магнитная индукция имеет разные по величине (знаку) значения, причем число точек равно числу условных слоев. Затем определяют положение точки, координатами которой служат полученные значения составляющей индукции, в пространстве этой составляющей, причем...
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Пинчуков Дмитрий Анатольевич, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01R 33/12, G01N 27/80
Метки: материала, способ, импульсного, контроля, магнитного, многопараметрового, твердости, изделия, ферромагнитного
Текст:
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
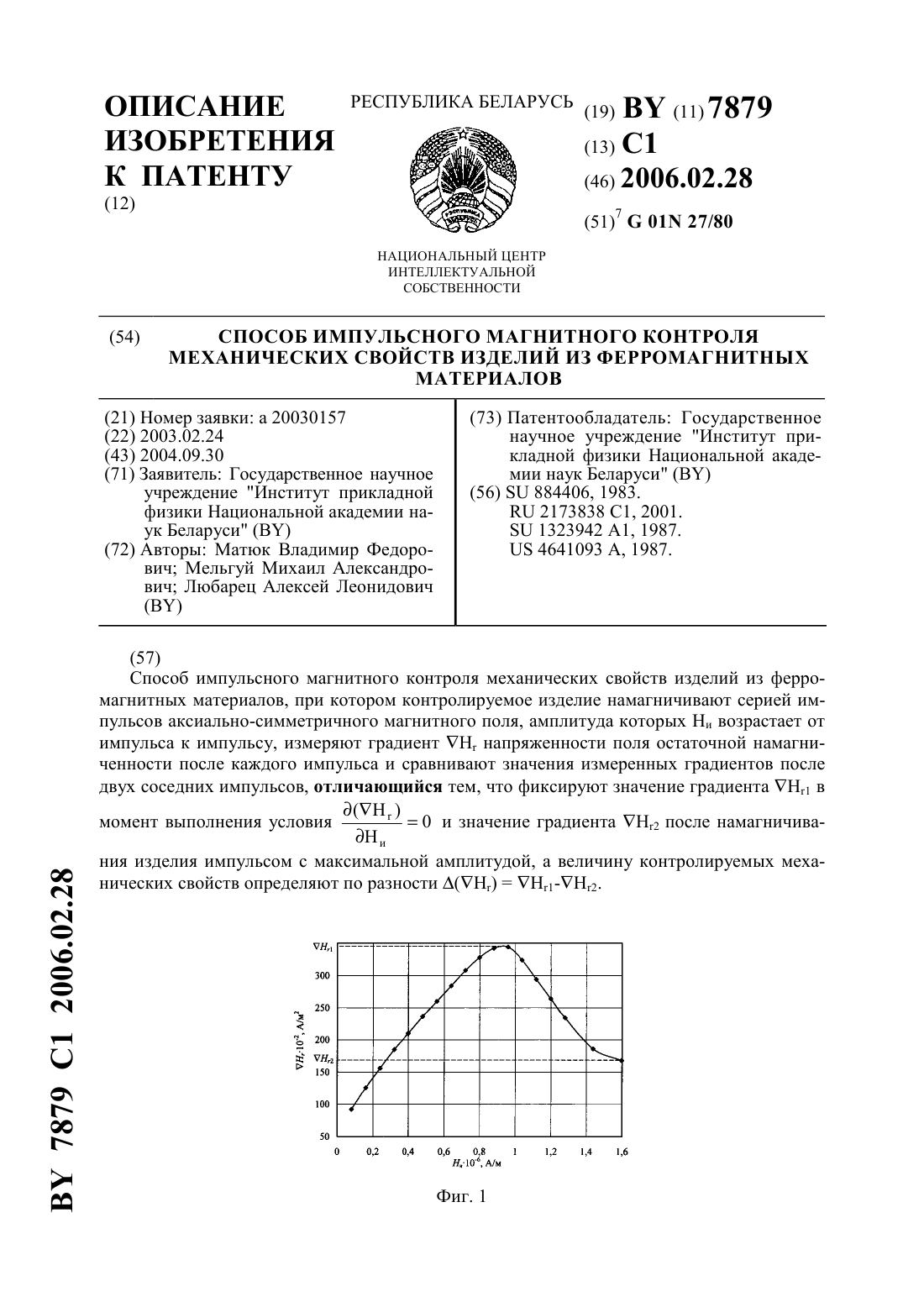
Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: 7879
Опубликовано: 28.02.2006
Авторы: Любарец Алексей Леонидович, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: контроля, способ, материалов, ферромагнитных, свойств, магнитного, механических, импульсного, изделий
Текст:
...значение градиента Н 1 напряженности поля остаточной на магниченности фиксируют не при условии 0 , а при условии 0 , кромеии того фиксируют второе значение градиента 2 напряженности поля остаточной намагниченности после намагничивания импульсом с максимальной амплитудой, и о механических свойствах судят не по результатам измерения градиента напряженности поля остаточной намагниченности при выбранной амплитуде, а по разности зафиксированных...
Предыдущий патент: Инструментальная сталь
Следующий патент: Линза очковая солнцезащитная
Случайный патент: Теплообменник