Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана
Номер патента: 438
Опубликовано: 30.03.1995
Авторы: Кузьмин В. М., Светличный В. Ф., Чувильдеева Т. И., Гулько А. И., Лютов В. Д., Цатуров А. Г., Овчинникова Т. А.

Текст
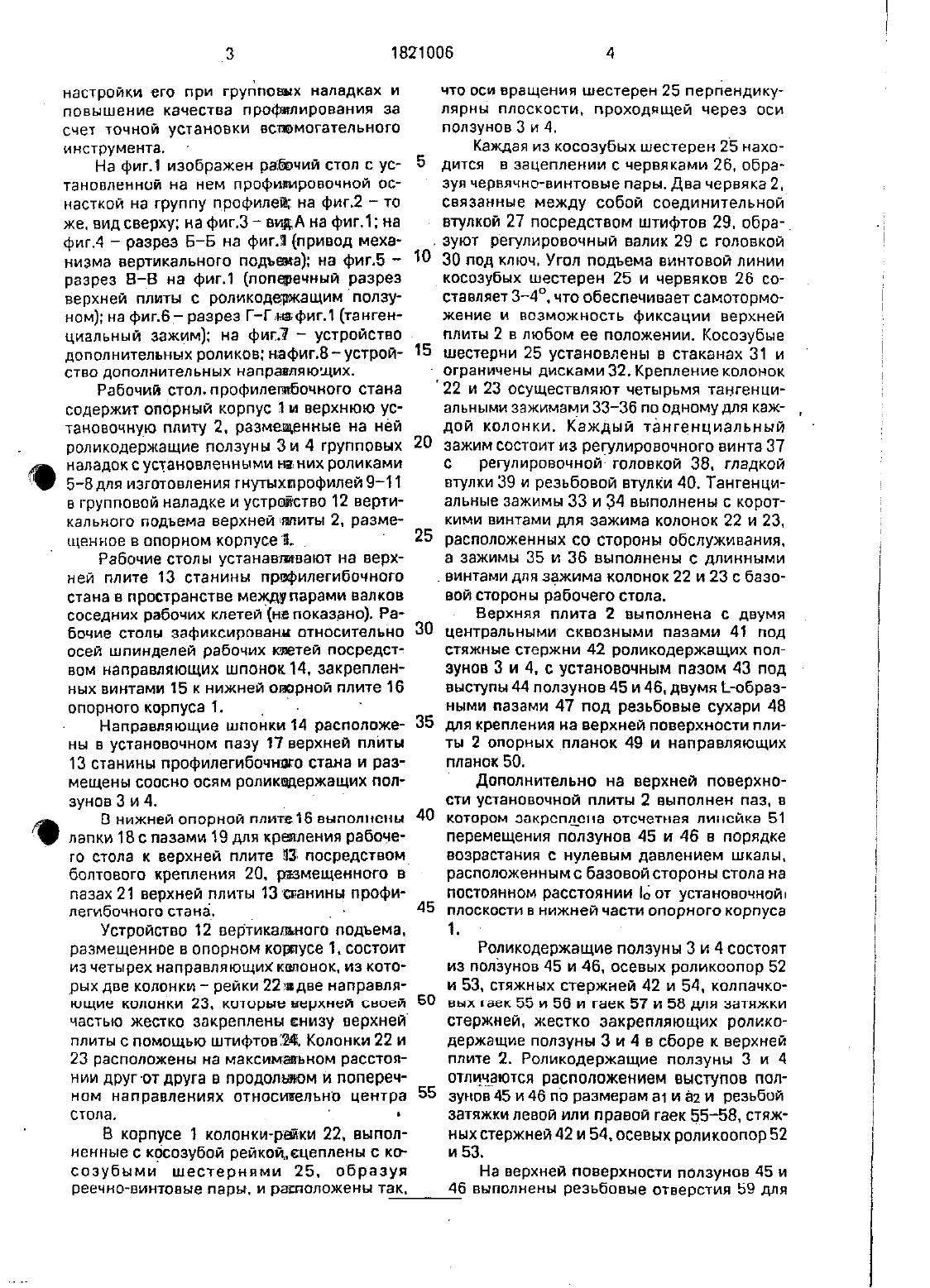
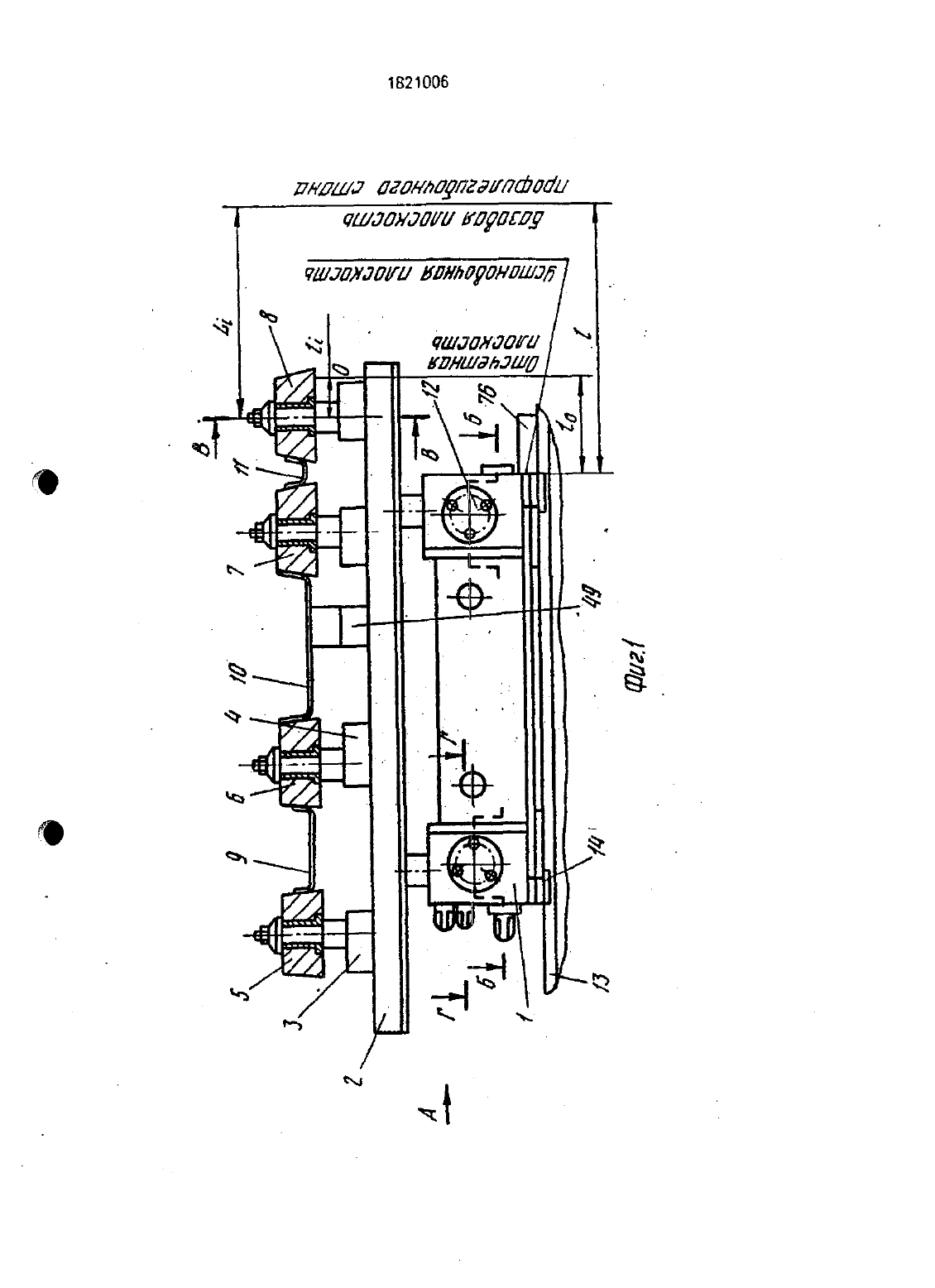
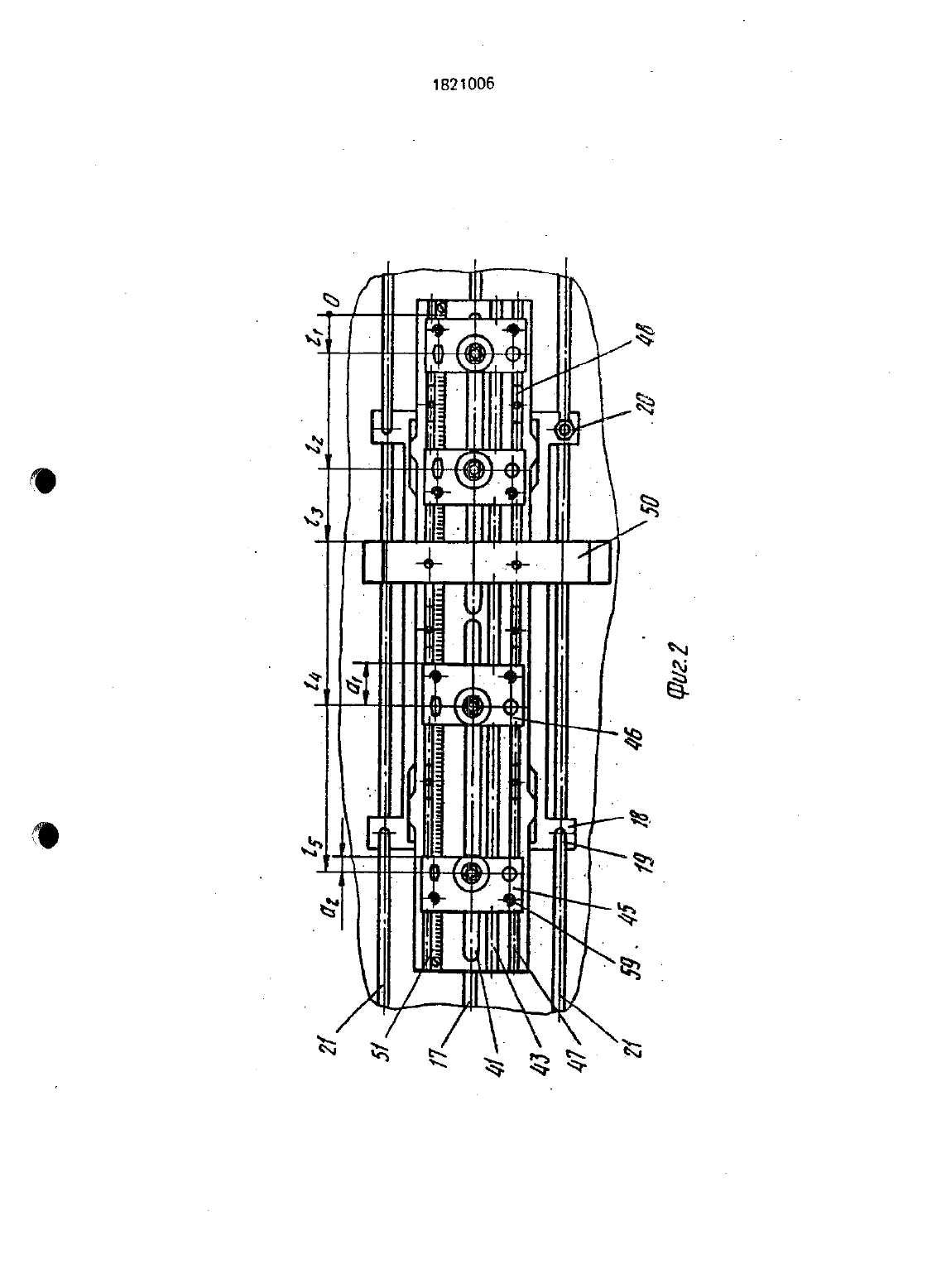
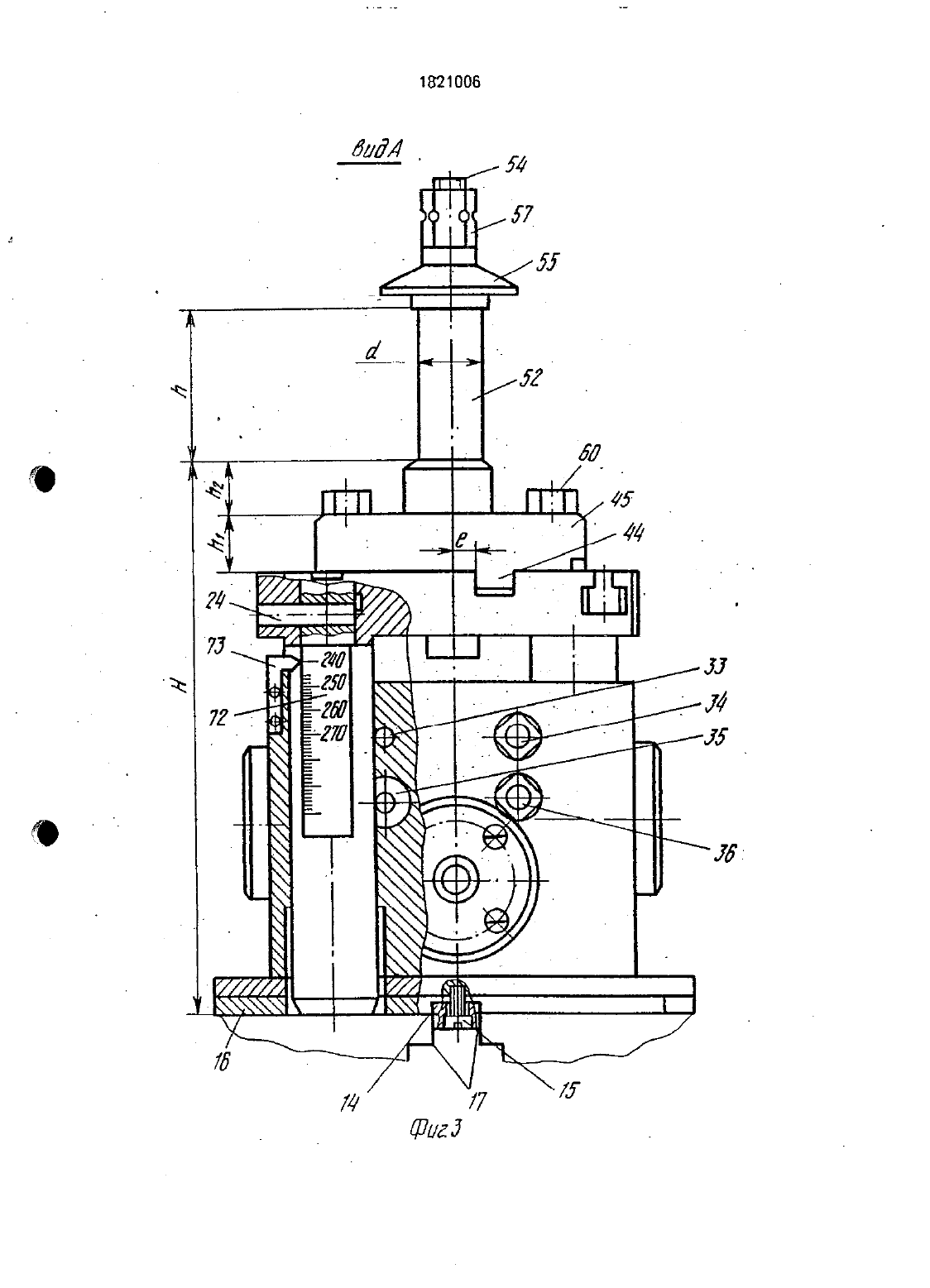
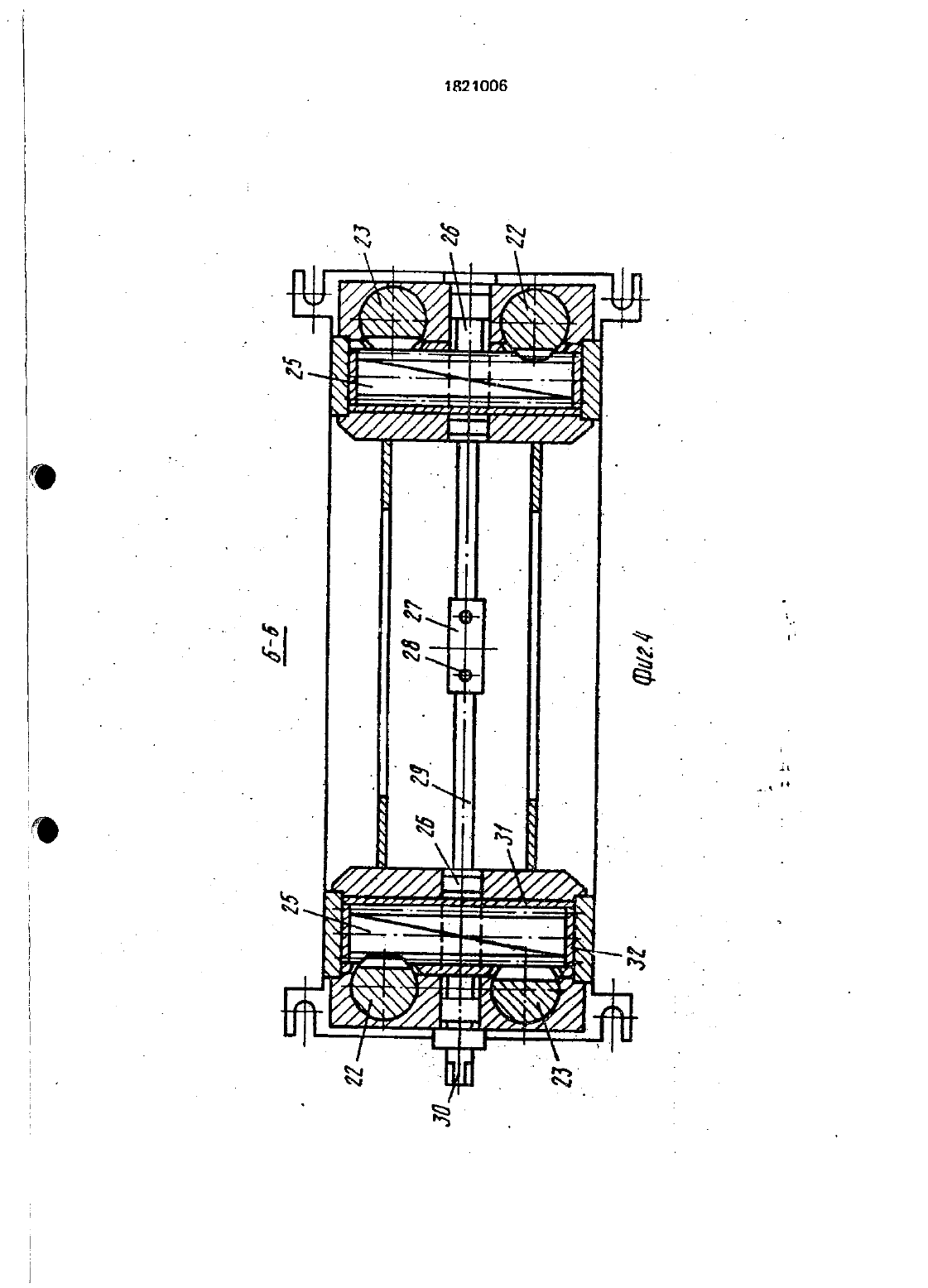
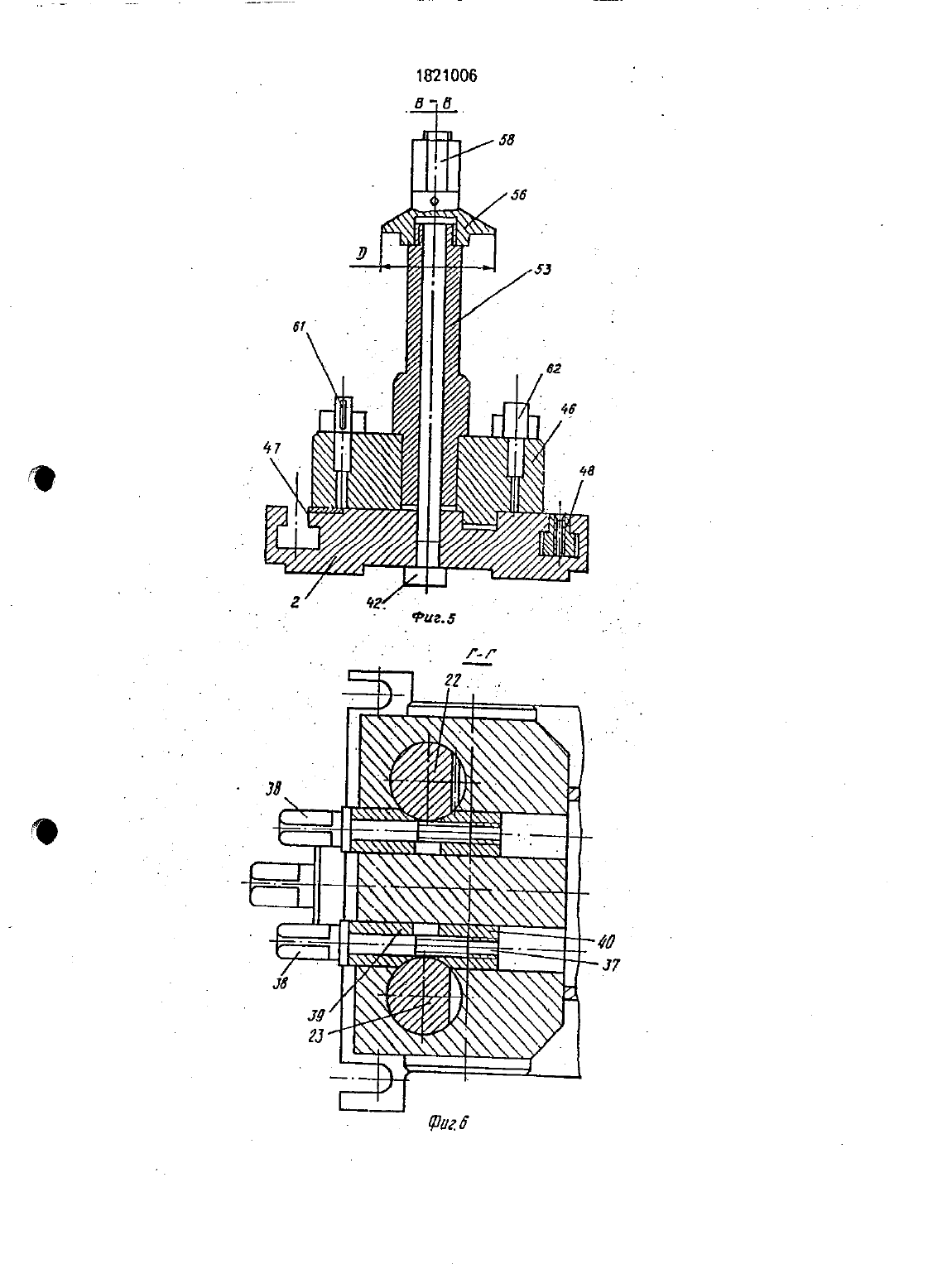
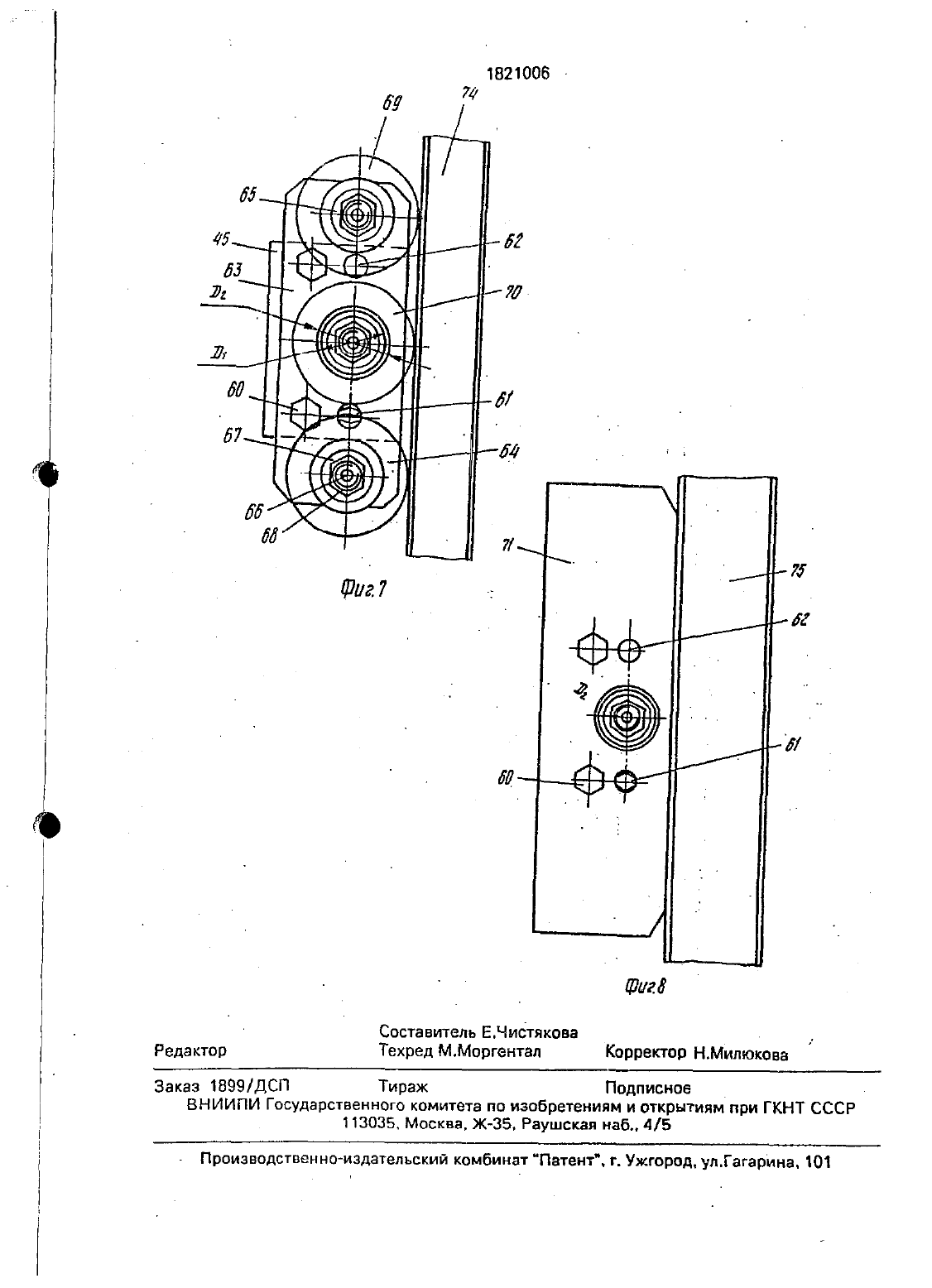
настройки его при групповых нападках и повышение качества профилирования за счет точной установки вспомогательного инструмента.На фит изображен рабочий стол с установленной на нем профитировочной оснасткой на группу профилей На ФИГ- т ТО же. вид сверху на фиг.3 видА на фиг.1 на фиг.4 разрез Б-Б на фил (привод механизма вертикального подьша) на фиг.5 п разрез В-В на фит (поперечный разрез верхней плиты с роликодегракащим ПОЛЗУ ком) на фиг.б разрез Г-Гтнагфигл (танген циальный зажим) на финн устройство .дополнительных роликов нафиг.8 - устройСТВО ДОПОЛНИТЕЛЬНЫХ направляющих. Рабочий стожпрофилеплбочного стана содержит опорный корпус 1 и верхнюю установочную плиту 2. размещенные на ней роликодержащие ползуны 3 и 4 групповых наладок с установленными на них роликами 5-8 для изготовления гнутыхлрофилей 9-11 в групповой наладке и устройство 12 вертикапьного подъема верхней плиты 2. размещенное в опорном корпусе к Рабочие столы устанавливают на верхней плите 13 станины првфилегибочного стана в пространстве между парами валков соседних рабочих клетей (не показано). Рабочие столы зафиксирована относительно осей шпинделей рабочих юлетей посредством направляющих шпонок 14. закрепленныхвинтами 15 к нижней опорной плите 16 опорного корпуса 1. - Направляющие шпонки 14 расположены в установочном пазу 17 верхней плиты 13 станины профилегибочнаго стана и размещены соосно осям роликодержащих попзунов 3 и 4. В нижней опорной плите 16 выполнены лапки 18 с пазами 19 для кратления рабоче го стола к верхней плите 1131 посредствомболтового крепления 20. размещенного в пазах 21 верхней плиты 13 станины профилегибочного стана. . Устройство 12 вертикального подъема. размещенное в опорном корпусе 1. состоит из четырех направляющих кштонок. из которых две колонки - рейки 22 пдве направляющие колонки 23. которые верхней своейчастью жестко закреплены снизу верхнейплиты с помощью штифтовТ 241. Колонки 22 и 23 расположены на максимтьном расстоянии ДРУГ-от друга в продолыюм и поперечном направлениях относительно центра стола. В корпусе 1 колонки-рейки 22. выполненные с косозубой рейкойлцеплены с ко созубыми шестернями 25. образуя реечно-винтовые пары. и расположены так.что оси вращения шестерен 25 перпендикулярны плоскости. проходящей через оси ползунов 3 и 4.Каждая из косозубых шестерен 25 находится в зацеплении с червяками 26, образуя червячно-винтовые пары. Два червяка 2,связанные между собой соединительной втулкой 27 посредством штифтов 29. обра. зуют регулировочный валик 29 с головкой30 под ключ. Угол подъема винтовой линиикосозубых шестерен 25 и червяков 26 со ставляет 34. что обеспечивает самоторможение и возможность фиксации верхней плиты 2 в любом ее положении. Косозубые шестерни 25 установлены в стаканах 31 и22 и 23 осуществляют четырьмя тангенциальными зажимами 33-36 по одному для каждой колонки. Каждый тангенциальный зажим состоит из регулировочного винта 37 с регулировочной головкой 38. гладкой втулки 39 и резьбовой втулки 40. Тангенциальные зажимы 33 и 34 выполнены с короткими винтами для зажима колонок 22 и 23. расположенных со стороны обслуживания. а зажимы 35 и 36 выполнены с длинными. винтами для зажима колонок 22 и 23 с базо вой стороны рабочего стола.Верхняя плита 2 выполнена с двумя центральными сквозными пазами 41 под стяжные стержни 42 роликодержащих полаунов 3 и 4. с установочным пазом 43 под выступы 44 ползунов 45 и 46. двумя Ь-образными пазами 47 под резьбовые сухари 48 для крепления на верхней поверхности плиты 2 опорных планок 49 и направляющих планок 50. Дополнительно на верхней поверхности установочной плиты 2 выполнен паз. в котором закрепцена отсчетная линейка 51 перемещения полэунов 45 и 46 в порядке возрастания с нулевым давлением шкалы. расположенным с базовой стороны стола на постоянном расстоянии 1.5 от установочной. плоскости в нижней части опорного корпуса 1.Роликодержащие ползуны 3 и 4 состоят из ползунов 45 и 46. осевых роликоопор 52 и 53. стяжных стержней 42 и 54. колпачковых гаек 55 и 56 и гаек 57 и 58 для затяжки стержней. жестко аакрепляющих ропико держащие ползуны 3 и 4 в сборе к верхней плите 2. Роликодержащие ползуны 3 и 4 отличаются расположением выступов ползунов 45 и 46 по размерам а 1 и а 2 и резьбой затяжки левой или правой гаек 5558. стяжных стержней 42 и 54. осевых роликоопор 52 и 53.На верхней поверхности ползунов 45 и 46 выполнены резьбовые отверстия 59 длякрепления болтами 60 дополнительного вспомогательного инструмента и установочные пальцы 61 и 62 для фиксации положения вспомогательного инструмента. причем один из установочных пальцев 61 выполнен срезанным ромбическим. а палец 62 выполнен гладким цилиндрическим. При изготовлении некоторых профилей возникает необходимость дополнительного формообразования вертикальных или на- клонных элементов или создания сплошныхРабочий стол позволяет разместить на верхней поверхности ползунов 45 и 46 дополнительные технологические устроиства в виде многороликовых блоков. например блока дополнительной пары роликов 63. состоящего из опорной планки 64 с диаметром отверстия 02. превышающим диаметр гаек-ЕЛ. роликоопорных осей 65 со сквозным отверстием. стяжныхстержней 66. кол пачковой гайки 67 и стяжной гайки 68, пары роликов 69 и ролика 70 основных роликодержащих ползунов 3 и 4. Роликоопорная ось ббснизу закреплена резьбовым креплением. Блок дополнительной пары роликов 63 крепится болтами 60 ификсируется установочными пальцами 61 и 62. Дополнительная пара роликов 69 и ролик 70 основной пары представляют роликовыйблок измежду валками. Высота опорной планки 64 плюс опорная шейка роликоопорных осей 65 равна высоте опорной шейки 112 осевых роликоопор 52 и 53. Высота ползунов т над верхней поверхностью-плиты 2 подбирает ся из условий технологической жесткости. асмещение е выступа 44 попзунов 45 и 46 создает перемноженный на усилие затяжки и коэффициент трения противоскручиваю щий момент.На верхнюю поверхность ползунов 45 и 46 можно устанавливать направляющие планки 71, закрепляемыеболтами 60. Колонки 23 имеют линейку 72. нанесенную на срезанную сегментную часть колонки 23. и нониус 73 Профили обозначены позициями 74 и 75. Монтажная линейка 76 с упорной гранью закреплена на верхней плите 13 профилегибочного стана. Рабочий стол настраивают следующим образом. Разжимают тангенциальные зажимы 33-36 вращением головок 39 винтов 37. Осуществляют регулировку по вертикали верхней плиты 2 попоказаниям шкалы линейки 72 и нониуса 73. Регулировку по высоте Н осуществляют вращением регулировочного валика 29 отвоздействия рукоятки ключа на головку 30через кинематическую цепь. состоящую из червяков 26. косозубых шестерен 25. копонок-реек-.Горизонтальную регулировку вспомогательного инструмента осуществляют следующим образом.Устанавливают на верхней поверхности установочной плиты 2 роликодержащие ползуны 3 и 4 с правой и левой резьбой гаек 55-58 в зависимости от взаимодействия с формуемыми профилями 9-11 по показаниям шкал ыотсчетиой линейки 51 в соответствии с размерами по монтажному чертежу 1.12213.14. 15. начиная от нулевого деления ШКЗлы и с поправкой на размеры а 1 и а 2.Роликодержащие ползуны 3 и 4 фиксируют на плоскости стола 2 в установочном пазу 43 выступом 44 Ползунов 45 и-46. Отвинчивают гайки 57 и 58. а затем гайки 55 и 56 и устанавлишют боковые ролики 548. после тэтогоустанавливают на верхней поверхности Ползунов 45 и 46 дополнительные технологические устройства в виде многороликовых блоков. например блока дополнительной пары роликов 63 или направляющих планок 71 для формовки или направления контактных профилей 74 и 75,фиксируя насадку роликовую установочными пальцами 61 и 62 и закрепляя болтами 60. уГабариты боковых роликов 5-8 определяются из размеров а посадочного диаметра и ь длины посадочной шейки. где точность размеров в и п при подшипниках скольжения боковых роликов 5-8 исходит из подвижных посадок 79 квалитетов системы допусков СЭВ.Закрепляют боковые ролики 58 колпачковыми гайками 55 и 56 и притягивают стяжными стержнями 42 и 54 через сквозные пазы 41 к верхней установочной плите 2. Затем выставляют по показаниям шкалы установочной линейки 51 направляющие 50 и опорные 49 планки и закрепляют к плите 2. По монтажномучертежу известно рассто яние от Базовойиоверхности фланцев профилегибочного стана до оси одного из Ползунов. обычно первого. Ц. Известно так же расстояние исп нулевого деления линейки 51 до осн заданного ползуна. например первого. 11. По характеристике рабочего стола известно расстояние Ь. Вычисляют по заданной зависимости величину расстояние от установочной плоскости стола до базовой плоскости профилегибочного стана. д Ц 1 о.где 1 искомое расстояние от установочной плоскости до базовой плоскости стана. мм11 расстояние от оси заданного (обычно первого ролика до базовой плоскости. мм11 т расстояние ОТ нулевого деления ОТсчетной линейки ДО ОСИ обычно ПЕРВОГО ПОЛзуна. ммЬ - расстояние от нулевого деления шкалы линейки до установочной плоскости. ММ.Ь определяется технической характеристикой рабочего столе.Ц определяется по монтажной сиське из учета расположения оси первого бокового ролика в рабочей зоне относительно базовой поверхности фланцев рабочих валовг задается монтажной схемой. мм, Наличие указанной зависимости позволяет целенаправленно устанавливать рабочие столы. в рабочей зона штепсельныхпрофипегибочных станов без притонов А спомогательного инструмента по пласту.закрепляют на верхней плита 13 на расстоянии Е от базовой поверхности профилегибочного стана упорной гранью монтажную линейку 76 и устанаааиватот но верхнюю плиту 13 профстана рабочие столы с отлаженном штатовской схеме вне стана вспомогательная инструментом. фиксируя опасность установки сто лов направляющими шприцами 14 о.установочном пазу 17 саванна плати 13 а профилегибочном стане. и перемещают фиксироанно рабочий стол до упора сон такта с упорной гранью виновна 18. послачего рабочий стол закреплены болтовым креплением. размещенным а паса 21 отана.Рабочий стол за счет присно во враща ие вспомогательных роликов 5-8 движутщится профилем. приводимым а движениеВ сравнении с невестами устройствами рабочих столов вспомогательных роликов описанный рабочий стол может Быть использован в униварсальиыхствнах в групповых нападках на несколько профилей. так как он не связан с винтовой горизонтальной регулировкой двух Ползунов. на каищый изКОТОВНХПОЖВТ бНТЬ УСТВНОВЛЕН ТОЛЬКО ОДИНбоковой ролик. как это имеет место в известном рабочем столе. На верхней плите описанного рабочего стопа может быть размещено неограниченное число ползунов и направляющих планок в зависимости от размеров верхней установочной плиты профипегибочного стана, соразмерной с рабо чей зоной профилирования универсальных станов.Описанная конструкция рабочего стола профилегибочного стана позволяет вести установку попзунов с боковыми роликами и направляющих планок ориентированно вне профилегибочното стана по показаниям шкалы отсчетивй линейки на основе данных монтажных чертежей с последующей ориентированной установкой рабочих столов с отлаженным вспомогательным инструментом на станину профилегибочного универсального стана по установочным пазом и упорам. дополнительно на верхней поверхности ползут-гос в предложенном рабочем сто ле предусмотрены элементы крепления и Дэнхсации дополнительных устройств вспо НОГВТОЛЬННХ ВОПИКОВ И НВПВВВЛЮЩИХ ПЛЗ ног. что создает в межклетьевом пространство больше элементов гибки профилей и их лучшгуто ориентацию между парами Форт-дующих валков.Наличие пазов для установки резьбовых сухарей позволяет плавно смещать элементьп крепления направляющих планок. что очень важно ран групповых нападок. расширяют диапазон их перетанцевала и создает новые технологические неплотности применения вспомогательного инструмента.Наличия сочетания установочного напрашточцато тещиного паза под выстуПН МОЛЗУИОП Й ОТВНННК СТВРЖНВПНаличие четырех солоно для направления пита романтичности жесткость конструации вареное отлиты рабочих столов.Применение описанной конструкции рабочих столов а универсальна-спиритизгибочных станах несравненное с известной конструкцией позволит профипироаать больны количество деталей. закрепленных во одним лрофияатибочинм станом за счет шарового дашаооиа регулирования вдоль установочной верхней плиты рабочего стола им возможности блочной установки рабочих столов на станину стана с отлаженным вспомогательным инструментом.1. Рабочий стол профилегибочного стана. ИМВЮЩВГО МОНТВЖНУЮ линейку С УПОР ной гранью. закрепленную на плите,содержащий опорный корпус. нижнюю опорную плиту, верхнюю установочную плиту со сквозными пазами. на верхней поверхности которой закреплена линейка и размещены регулируемые в горизонтальном направлении относительно оси фор МОВКИ ДОЛИКОДВПЖЗЩИВ ПОЛЗУНН СО СТЙЖНЫМИ СТЕПЖНЯМИ. . УСТЗНОВПЕННЫМИ Вупомянутых СКВОЗНЫХ ПЗЗЭХ. И устройство вертикального ПОДЪВМЭ ВЕРХНЕЙ ПЛИТЫ. СОдержащее НЗПВЗВЛЯЮЩИЕ КОЛОНКИ С ТЗНГЕН ЦИЭЛЬНЫЙИ ЗЭЖИМЭМИ. СВЯЭНВЗЮЩИБверхнюю плиту с опорным корпусом. И Механизм подъема верхней плиты. о т л и ч а ющ и й с я тем. что. с целью расширения технологических возможностей. сокраще НИЯ времени настройкиГРУППОВЫХ на-ПОВЫШЕНИЯ качества изготавливаемых профилей. верхняя плита выполнена с УСТЭНОВОЧННМ ПЗЗОМ фиксации Ползунов. нулевое деление шкалы линейки расположено С базовой стороны стола на постоянном расстоянии от его установочной плоскости, при этом стол снабжен направляющими шпонками. закрепленнымина НИЖНЕЙ ОПОВНОЙ ПЛЙТЕ СООСНО С ОСЯМИции для вспомогательнсгго инструмента.размещенными на верхней поверхности ползунов. опорными и направляющими планками и элементами крепления этих планок. размещенными в пазах выполненных на верхней установочной плите.2. Рабочий стоп по п.1. отл и ча ю щий с я тем. что устройство вертикального подъема верхней плиты выполнено из четырех направляющих колонок. две из которых снабжены косоаубы ми рейками. а механизмПОДЪЗМЗ ВСВХНЕЙ ПЛИТЫ ЗЫПОЛНВН В ВИДВ3. Рабочий стол по п.1. о тл ич а ю щ ий с я тем. что пазы для установки элементовкрепления ОПОПНЫХ И НЗПОЗВЛЯЮЩИХ ПЛЗ нок выполнены Ь-образными.4. Способ настройки инструмента на рабочем столе профилегибочного стана. приКОТОРОМ производят УСТЗНОЭК ВСПОМОГЗтельного инструмента регулировкой перемещения рабочего стола по вертикали и Ползунов и направляющих планок по гориаонталшотл ичающийсяжем, что установку вспомогательного инструментана рабочем столе осуществляют вне профи-легибочного стана путем установки ползунов и опорных планок по показаниям шкалы линейки относительно нулевого деления.затем рабочие стопы с отлаженным инстру ментом устанавливают на плиту профилембочного стана. фиксируют соосность установки столов направляющими гипонками и перемещают рабочий стол до упорной грани монтажной линейки. положение кото ройопределяют относительно базовой пло-СКОСТИ СТЭНЗ ПО ЗЗВИСИМОСТИгде Е расстояние от установочной плоско стиудо базовой плоскости стана. мм Н - расстояние от нулевого деления от с СЧЕТНОЙ ЛИНЕЙКИ ДО ОСИ ЗЗДВННОГО РОЛИКЭ.мм Ц ОЗССТОЯНИЕ ОТ ОСИ заданного ролика до базовой плоскостиЬ расстояние ОТ НУЛЕВОГО деленияШКЭЛН ЛИНЕЙКИ ДО УСТЗНПВОЧНОЙ ПЛОС КОСТИ,ММ.
МПК / Метки
МПК: B21D 5/06
Метки: стана, рабочий, настройки, способ, инструмента, столе, стол, рабочем, профилегибочного
Код ссылки
<a href="https://by.patents.su/11-438-rabochijj-stol-profilegibochnogo-stana-i-sposob-nastrojjki-instrumenta-na-rabochem-stole-profilegibochnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана</a>
Клеть прокатного стана
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Хуго Фельдманн, Фридрих Холльман, Герд Байземанн, Хорст Гэртнер
МПК: B21B 29/00
Метки: стана, прокатного, клеть
Текст:
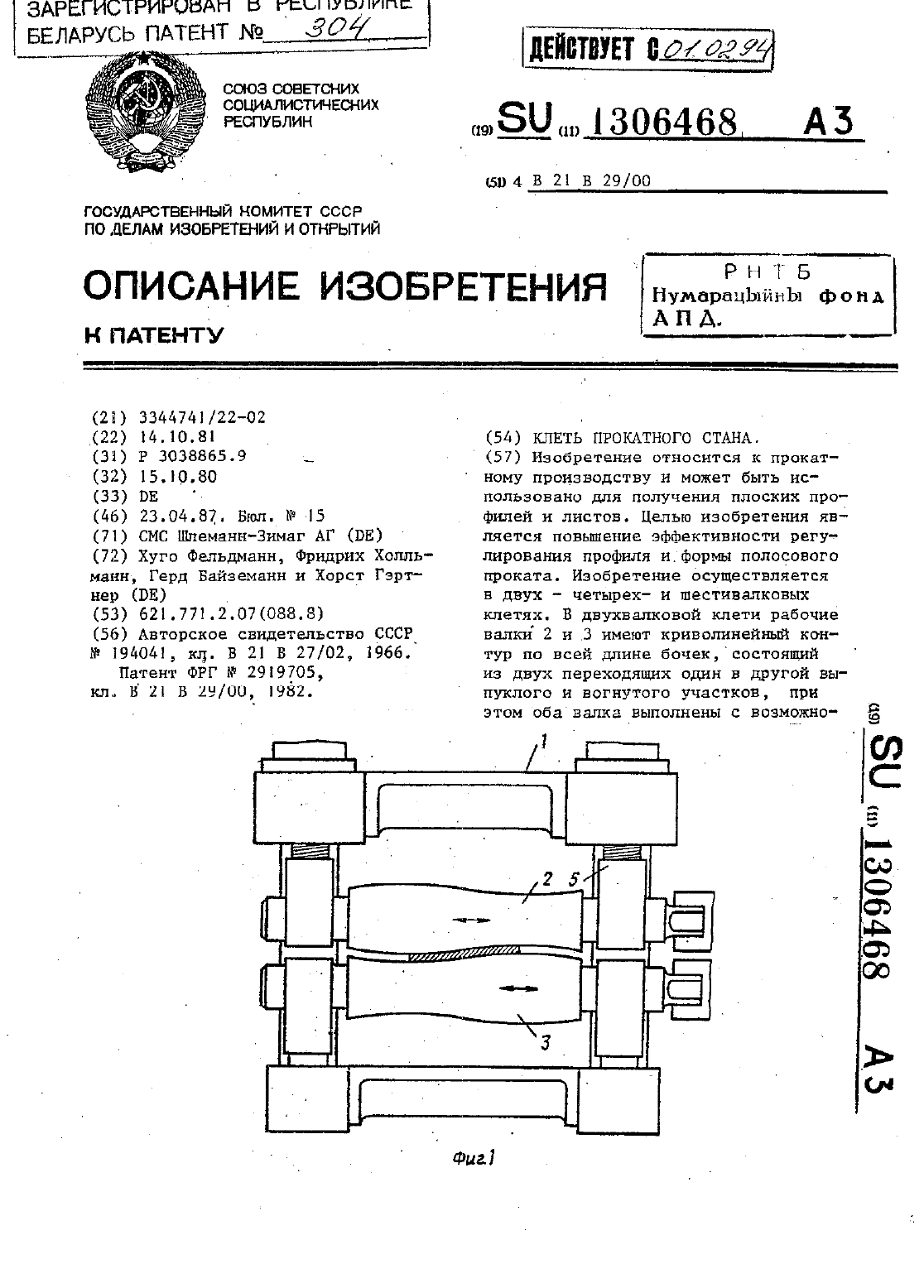
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Дышлевич В. Ф., Силантьев М. А., Рассадин В. М., Мачулин В. М., Зиберт В. П.
МПК: B21B 37/00, B21B 37/06
Метки: система, раската, прокатного, клетей, непрерывного, регулирования, черновой, натяжения, стана, группе
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Амозов С. В., Минец В. В., Мастюгин Л. И., Якимахо А. П., Филонов И. П.
МПК: B24D 18/00
Метки: инструмента, изготовления, абразивного, способ
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B22F 1/00, B24D 18/00, B24D 3/20...
Метки: инструмента, изготовления, алмазного, способ
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: алмазного, способ, изготовления, инструмента
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Предыдущий патент: Устройство для обработки оптических деталей
Следующий патент: Профилегибочный стан
Случайный патент: Способ получения ячеистых проницаемых материалов на основе порошка титана