Способ крепления немагнитных деталей
Номер патента: 2808
Опубликовано: 30.06.1999
Авторы: Сидоренко Михаил Иванович, Сергеев Леонид Ефимович, Ефремов Владимир Дмитриевич, Ракомсин Александр Петрович, Ящерицын Петр Иванович
Текст
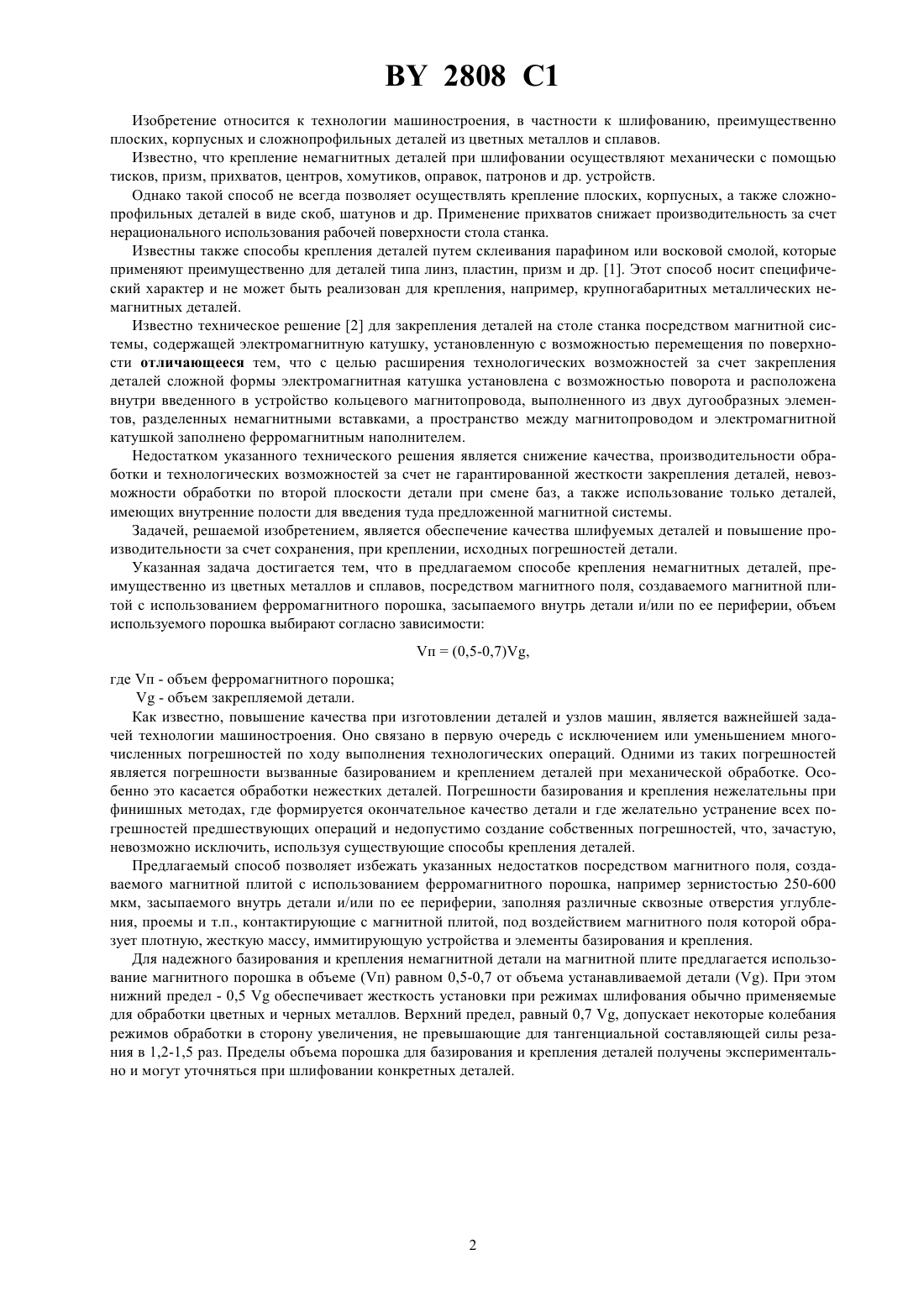
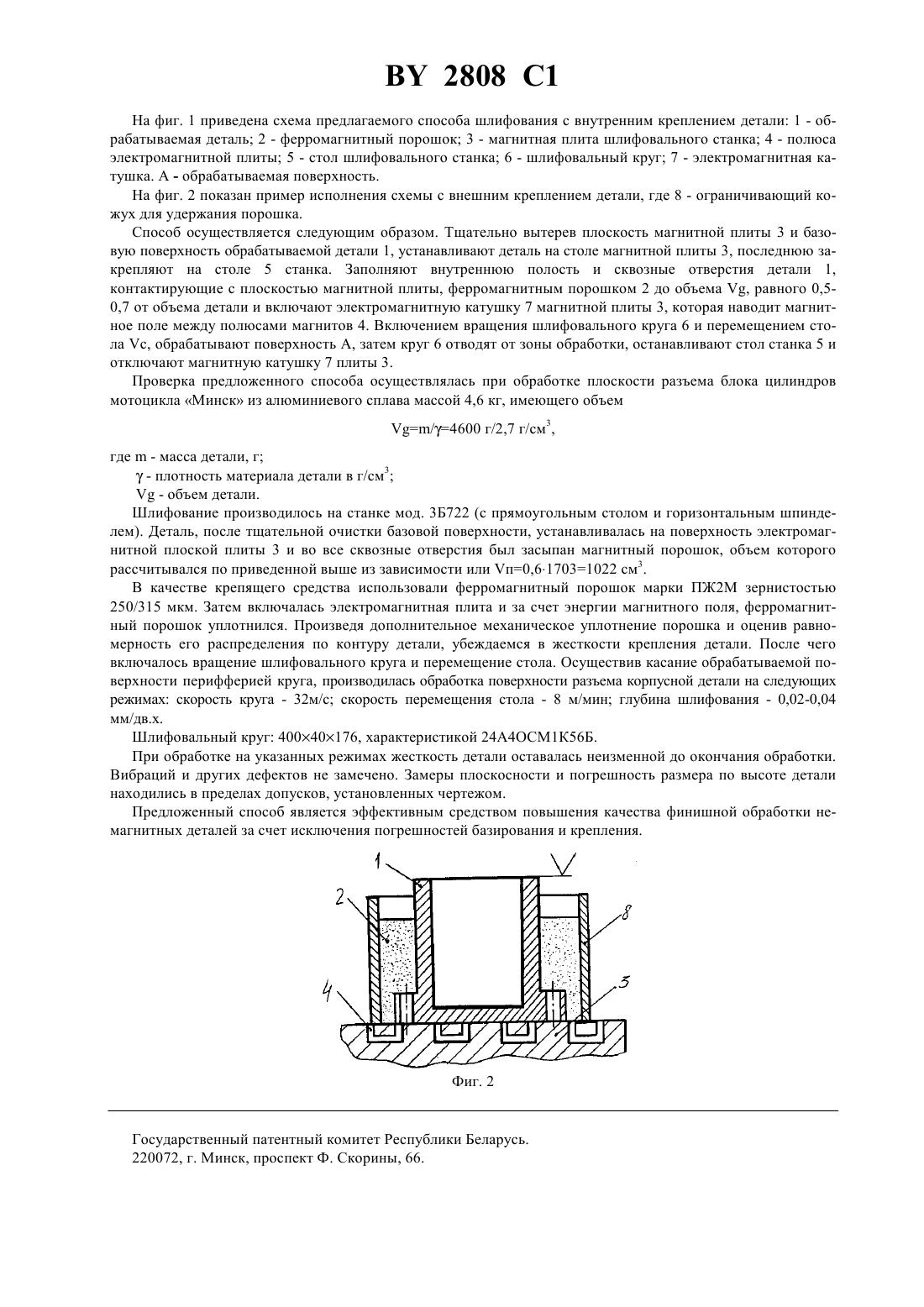
23 3/15 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ КРЕПЛЕНИЯ НЕМАГНИТНЫХ ДЕТАЛЕЙ(71) Заявитель Белорусский аграрный технический университет(73) Патентообладатель Белорусский аграрный технический университет(57) Способ крепления немагнитных деталей, преимущественно из цветных металлов и сплавов, посредством магнитного поля, создаваемого магнитной плитой, с использованием ферромагнитного порошка, засыпаемого внутрь детали и/или по ее периферии, отличающийся тем, что объем используемого порошка выбирают согласно зависимости п(0,50,7) ,2808 1 где п - объем ферромагнитного порошка- объем закрепляемой детали. 2808 1 Изобретение относится к технологии машиностроения, в частности к шлифованию, преимущественно плоских, корпусных и сложнопрофильных деталей из цветных металлов и сплавов. Известно, что крепление немагнитных деталей при шлифовании осуществляют механически с помощью тисков, призм, прихватов, центров, хомутиков, оправок, патронов и др. устройств. Однако такой способ не всегда позволяет осуществлять крепление плоских, корпусных, а также сложнопрофильных деталей в виде скоб, шатунов и др. Применение прихватов снижает производительность за счет нерационального использования рабочей поверхности стола станка. Известны также способы крепления деталей путем склеивания парафином или восковой смолой, которые применяют преимущественно для деталей типа линз, пластин, призм и др. 1. Этот способ носит специфический характер и не может быть реализован для крепления, например, крупногабаритных металлических немагнитных деталей. Известно техническое решение 2 для закрепления деталей на столе станка посредством магнитной системы, содержащей электромагнитную катушку, установленную с возможностью перемещения по поверхности отличающееся тем, что с целью расширения технологических возможностей за счет закрепления деталей сложной формы электромагнитная катушка установлена с возможностью поворота и расположена внутри введенного в устройство кольцевого магнитопровода, выполненного из двух дугообразных элементов, разделенных немагнитными вставками, а пространство между магнитопроводом и электромагнитной катушкой заполнено ферромагнитным наполнителем. Недостатком указанного технического решения является снижение качества, производительности обработки и технологических возможностей за счет не гарантированной жесткости закрепления деталей, невозможности обработки по второй плоскости детали при смене баз, а также использование только деталей,имеющих внутренние полости для введения туда предложенной магнитной системы. Задачей, решаемой изобретением, является обеспечение качества шлифуемых деталей и повышение производительности за счет сохранения, при креплении, исходных погрешностей детали. Указанная задача достигается тем, что в предлагаемом способе крепления немагнитных деталей, преимущественно из цветных металлов и сплавов, посредством магнитного поля, создаваемого магнитной плитой с использованием ферромагнитного порошка, засыпаемого внутрь детали и/или по ее периферии, объем используемого порошка выбирают согласно зависимости п(0,5-0,7),где п - объем ферромагнитного порошка- объем закрепляемой детали. Как известно, повышение качества при изготовлении деталей и узлов машин, является важнейшей задачей технологии машиностроения. Оно связано в первую очередь с исключением или уменьшением многочисленных погрешностей по ходу выполнения технологических операций. Одними из таких погрешностей является погрешности вызванные базированием и креплением деталей при механической обработке. Особенно это касается обработки нежестких деталей. Погрешности базирования и крепления нежелательны при финишных методах, где формируется окончательное качество детали и где желательно устранение всех погрешностей предшествующих операций и недопустимо создание собственных погрешностей, что, зачастую,невозможно исключить, используя существующие способы крепления деталей. Предлагаемый способ позволяет избежать указанных недостатков посредством магнитного поля, создаваемого магнитной плитой с использованием ферромагнитного порошка, например зернистостью 250-600 мкм, засыпаемого внутрь детали и/или по ее периферии, заполняя различные сквозные отверстия углубления, проемы и т.п., контактирующие с магнитной плитой, под воздействием магнитного поля которой образует плотную, жесткую массу, иммитирующую устройства и элементы базирования и крепления. Для надежного базирования и крепления немагнитной детали на магнитной плите предлагается использование магнитного порошка в объеме (п) равном 0,5-0,7 от объема устанавливаемой детали . При этом нижний предел - 0,5 обеспечивает жесткость установки при режимах шлифования обычно применяемые для обработки цветных и черных металлов. Верхний предел, равный 0,7 , допускает некоторые колебания режимов обработки в сторону увеличения, не превышающие для тангенциальной составляющей силы резания в 1,2-1,5 раз. Пределы объема порошка для базирования и крепления деталей получены экспериментально и могут уточняться при шлифовании конкретных деталей. 2808 1 На фиг. 1 приведена схема предлагаемого способа шлифования с внутренним креплением детали 1 - обрабатываемая деталь 2 - ферромагнитный порошок 3 - магнитная плита шлифовального станка 4 - полюса электромагнитной плиты 5 - стол шлифовального станка 6 - шлифовальный круг 7 - электромагнитная катушка. А - обрабатываемая поверхность. На фиг. 2 показан пример исполнения схемы с внешним креплением детали, где 8 - ограничивающий кожух для удержания порошка. Способ осуществляется следующим образом. Тщательно вытерев плоскость магнитной плиты 3 и базовую поверхность обрабатываемой детали 1, устанавливают деталь на столе магнитной плиты 3, последнюю закрепляют на столе 5 станка. Заполняют внутреннюю полость и сквозные отверстия детали 1,контактирующие с плоскостью магнитной плиты, ферромагнитным порошком 2 до объема , равного 0,50,7 от объема детали и включают электромагнитную катушку 7 магнитной плиты 3, которая наводит магнитное поле между полюсами магнитов 4. Включением вращения шлифовального круга 6 и перемещением стола , обрабатывают поверхность А, затем круг 6 отводят от зоны обработки, останавливают стол станка 5 и отключают магнитную катушку 7 плиты 3. Проверка предложенного способа осуществлялась при обработке плоскости разъема блока цилиндров мотоцикла Минск из алюминиевого сплава массой 4,6 кг, имеющего объем/4600 г/2,7 г/см 3,где- масса детали, г- плотность материала детали в г/см 3- объем детали. Шлифование производилось на станке мод. 3 Б 722 (с прямоугольным столом и горизонтальным шпинделем). Деталь, после тщательной очистки базовой поверхности, устанавливалась на поверхность электромагнитной плоской плиты 3 и во все сквозные отверстия был засыпан магнитный порошок, объем которого рассчитывался по приведенной выше из зависимости или п 0,617031022 см 3. В качестве крепящего средства использовали ферромагнитный порошок марки ПЖ 2 М зернистостью 250/315 мкм. Затем включалась электромагнитная плита и за счет энергии магнитного поля, ферромагнитный порошок уплотнился. Произведя дополнительное механическое уплотнение порошка и оценив равномерность его распределения по контуру детали, убеждаемся в жесткости крепления детали. После чего включалось вращение шлифовального круга и перемещение стола. Осуществив касание обрабатываемой поверхности перифферией круга, производилась обработка поверхности разъема корпусной детали на следующих режимах скорость круга - 32 м/с скорость перемещения стола - 8 м/мин глубина шлифования - 0,02-0,04 мм/дв.х. Шлифовальный круг 40040176, характеристикой 24 А 4 ОСМ 1 К 56 Б. При обработке на указанных режимах жесткость детали оставалась неизменной до окончания обработки. Вибраций и других дефектов не замечено. Замеры плоскосности и погрешность размера по высоте детали находились в пределах допусков, установленных чертежом. Предложенный способ является эффективным средством повышения качества финишной обработки немагнитных деталей за счет исключения погрешностей базирования и крепления. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: немагнитных, способ, деталей, крепления
Код ссылки
<a href="https://by.patents.su/3-2808-sposob-krepleniya-nemagnitnyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ крепления немагнитных деталей</a>
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23B 31/00
Метки: трубчатых, способ, зажима, тонкостенных, деталей
Текст:
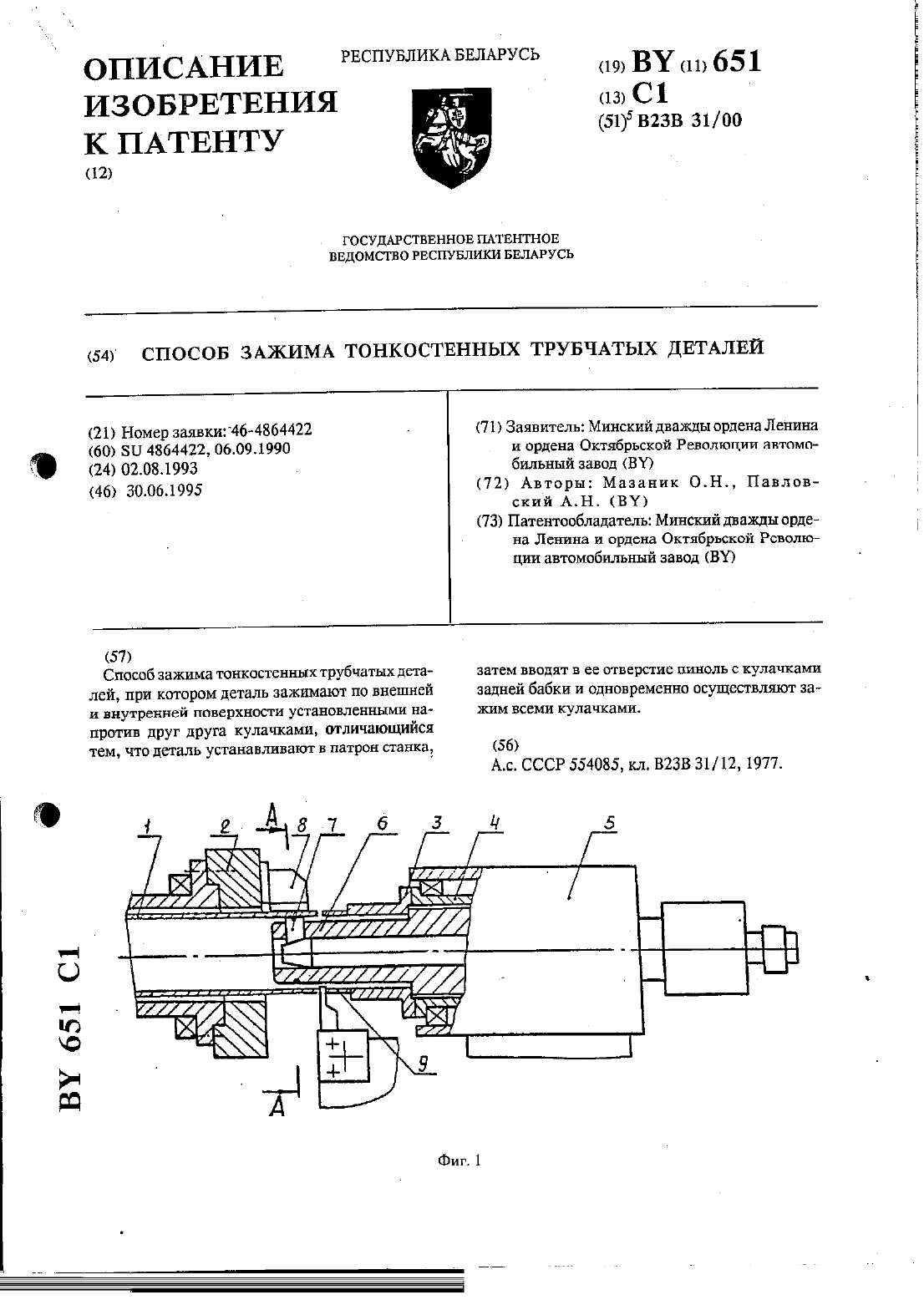
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Кашицин Леонид Павлович, Жорник Александр Иванович, Худолей Андрей Леонидович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: его, нанесения, внутренние, деталей, способ, поверхности, порошков, цилиндрических, варианты, покрытий, металлических
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
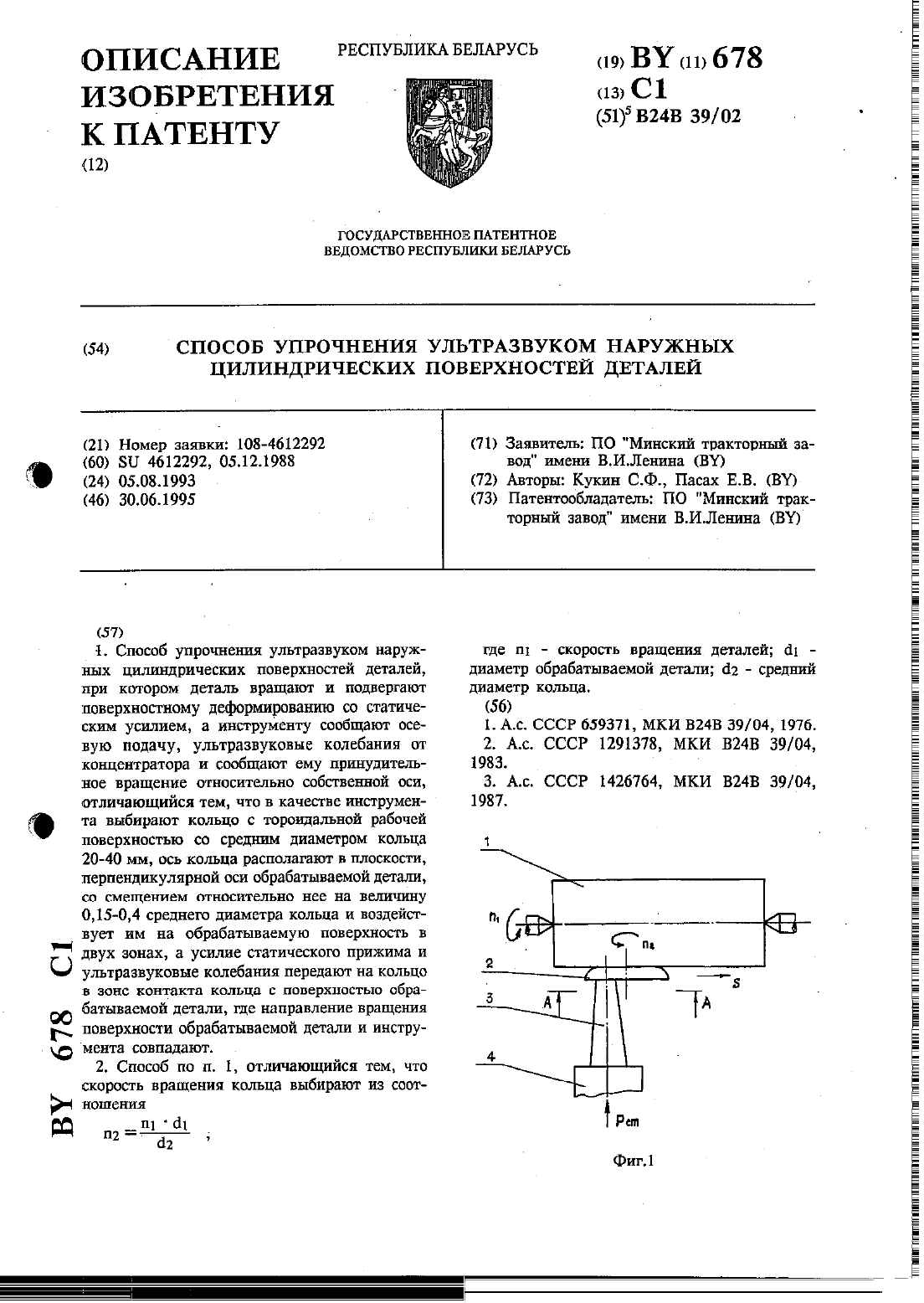
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: поверхностей, деталей, наружных, упрочнения, ультразвуком, способ, цилиндрических
Текст:
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
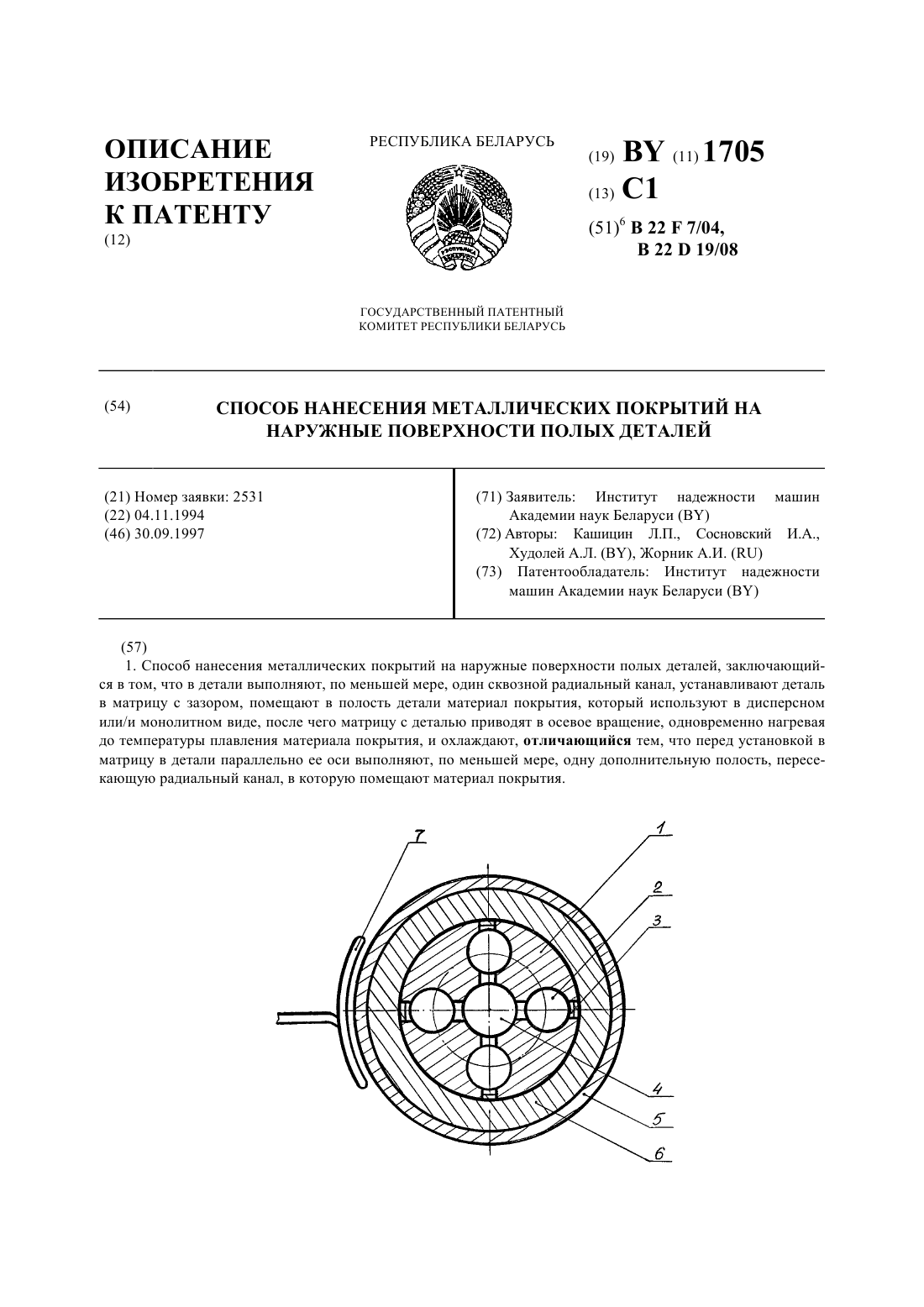
Способ нанесения металлических покрытий на наружные поверхности полых деталей
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Жорник Александр Иванович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович
МПК: B22D 19/08, B22F 7/04
Метки: деталей, покрытий, нанесения, полых, способ, наружные, поверхности, металлических
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
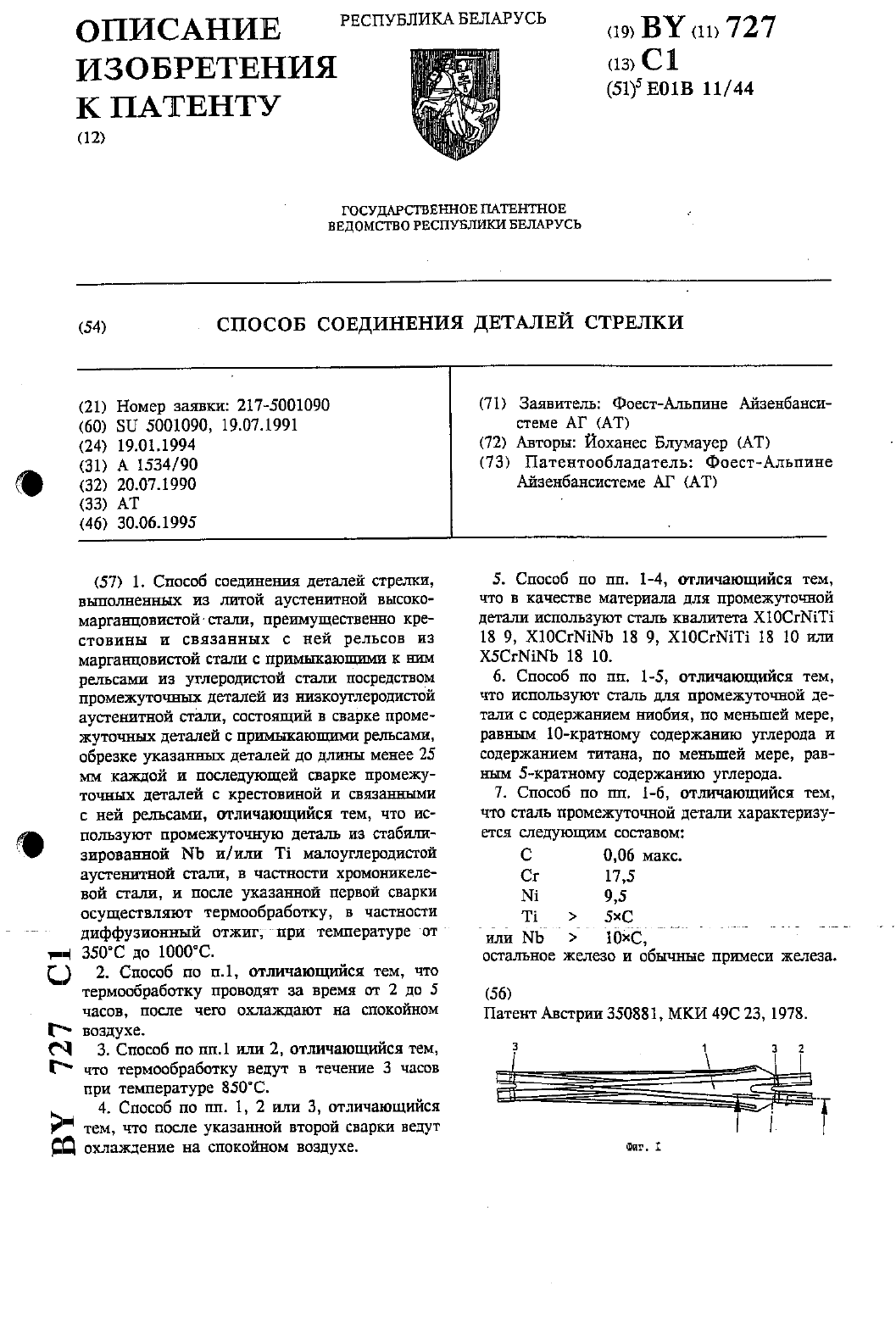
Способ соединения деталей стрелки
Номер патента: 727
Опубликовано: 30.06.1995
Автор: Йоханес Блумауер
МПК: E01B 11/44
Метки: соединения, деталей, стрелки, способ
Текст:
...сплавлениеммежду УГЛЕРОДИСТОЙ СТЭЛЬЮ РВЛЪСЗ И ПРОМЕЖУТОЧНОЙ ДЭТЕШЪЮ ОСУЩЕствлнют целенаправленную термообработку, достигается сглаживание различной в нонцентраци полностью различных сплавов промежуточной детали и стали рельса за счет диффузии, причем одновременно не только достигается выравнивание концентраций в зоне сварки, но танне вновь устраняетсяобразованный при спределенных обстоятельствах мартенсит. После обрезки промепуточной...
Предыдущий патент: Способ непрерывного бронзирования
Следующий патент: Способ шлифования с одновременным упрочнением обрабатываемой поверхности
Случайный патент: Износостойкий чугун