Способ упрочнения алмазного инструмента на металлической связке
Номер патента: 10783
Опубликовано: 30.06.2008
Авторы: Шматов Александр Анатольевич, Полуян Александр Иванович, Прокопович Николай Николаевич, Смиловенко Ольга Олеговна, Жорник Виктор Иванович
Текст
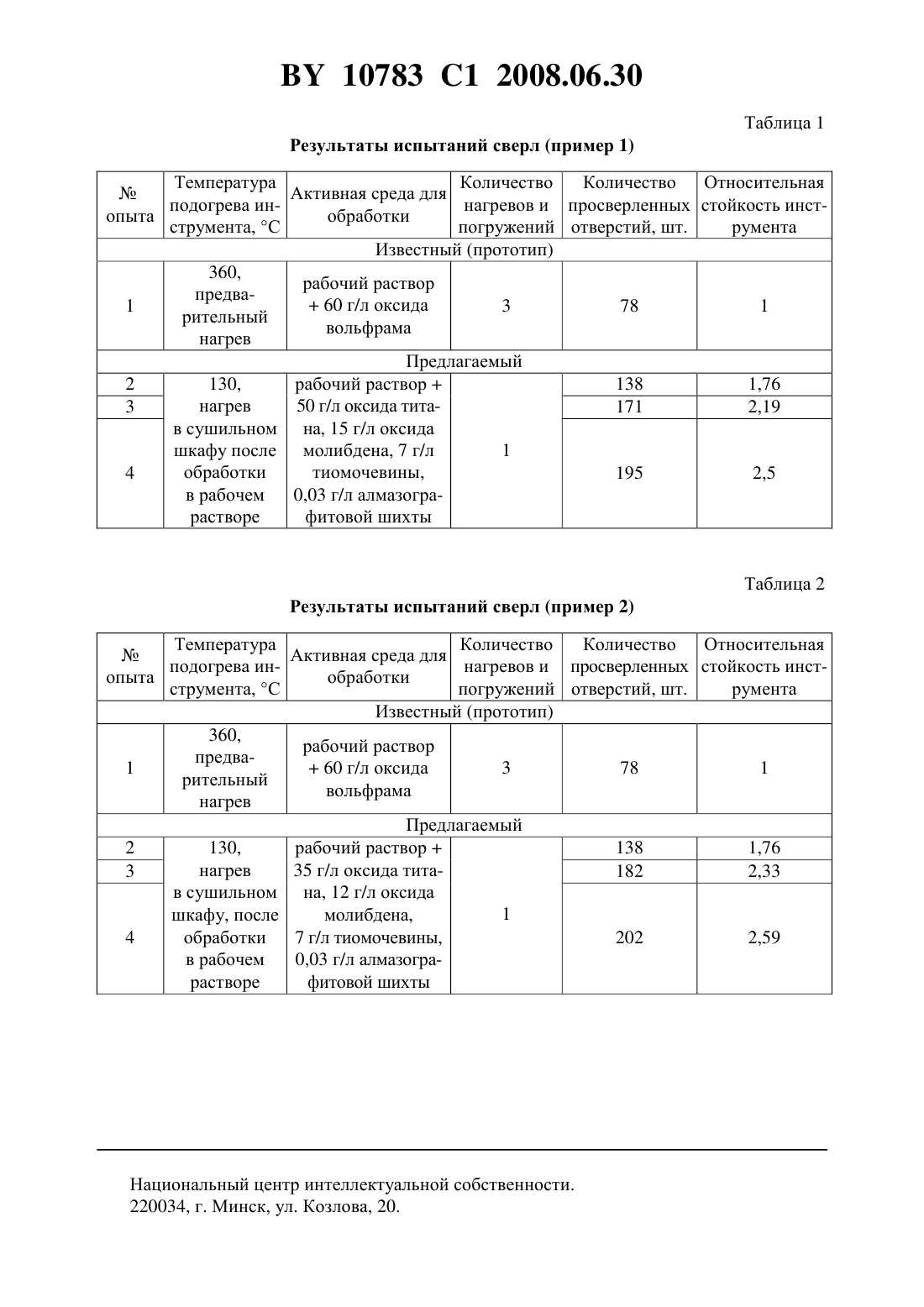
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Смиловенко Ольга Олеговна Жорник Виктор Иванович Полуян Александр Иванович Шматов Александр Анатольевич Прокопович Николай Николаевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) 1. Способ упрочнения алмазного инструмента на металлической связке, при котором подготавливают поверхность инструмента, обрабатывают его при температуре кипения в рабочем растворе, содержащем тиомочевину, оксиды титана и молибдена и порошок ультрадисперсного алмаза, предварительно обработанный ультразвуком, при следующем их соотношении, об.тиомочевина 0,1-0,5 оксиды титана и молибдена 1,0-1,5 порошок ультрадисперсного алмаза 0,1-0,3 вода остальное,и осуществляют нагрев упрочняемого инструмента. 2. Способ по п. 1, отличающийся тем, что порошок ультрадисперсного алмаза используют в виде обработанной ультразвуком водной суспензии. Предлагаемое изобретение относится к химической поверхностной обработке металлических материалов, преимущественно алмазного инструмента на металлической связке. Известен способ упрочнения деталей машин и инструмента путем эпиламирования,включающий обезжиривание в бензине, ацетоне, спирте, хладоне 113 или других растворителях, сушку на воздухе в течение 5-8 мин, обработку в эпиламирующем растворе путем погружения деталей или инструмента в этот раствор на 5-7 мин при температуре окружающей среды, окончательную сушку на воздухе в течение 5-10 мин. Помимо окунания в раствор эпиламирующий состав можно наносить тампоном на обезжиренную поверхность 2-3 раза. Эпиламирующий раствор представляет собой раствор высокомолекуляр 10783 1 2008.06.30 ных фторсодержащих поверхностно-активных веществ во фторсодержащих растворителях типа хладона 113, смеси хладонов 112 и 113, хладона 114 В 2 и др. В результате обработки в эпиламирующем растворе на поверхности образуются разделительные барьеры пленки с очень низким запасом поверхностной энергии - так называемые эпиламы, которые снижают коэффициент трения. Последнее положительно сказывается на повышении износостойкости деталей машин и инструмента Полевой С.Н., Евдокимов В.Д. Упрочнение металлов Справочник. - М. Машиностроние, 1986. - С. 226-228. Указанный способ отличается большой трудоемкостью и длительностью технологического процесса. Достигаемое при использовании данного способа повышение износостойкости является недостаточным для алмазного инструмента. Наиболее близким к предлагаемому изобретению является способ упрочнения инструмента (А.с. СССР 1785280, МПК 21 9/22, 1990), отличающийся тем, что включает обезжиривание поверхности, предварительный многократный нагрев инструмента и обработку путем погружения в раствор, содержащий 20-100 г/л оксида вольфрама. Недостатками этого способа являются многоступенчатость, высокие затраты на многократный нагрев инструмента, а также слабая адгезия антифрикционной пленки к основному металлу. Задачей настоящего изобретения является увеличение сил алмазоудержания и повышение антифрикционных свойств связки, что позволяет повысить стойкость алмазного инструмента. Поставленная задача решается в способе упрочнения алмазного инструмента на металлической связке, при котором подготавливают поверхность инструмента, обрабатывают его при температуре кипения в рабочем растворе, содержащем тиомочевину, оксиды титана и молибдена и порошок ультрадисперсного алмаза, предварительно обработанный ультразвуком, при следующем их соотношении, об.тиомочевина 0,1-0,5 оксиды титана и молибдена 1,0-1,5 порошок ультрадисперсного алмаза 0,1-0,3 вода остальное,и осуществляют нагрев упрочняемого инструмента. В качестве поверхностно-активного вещества использована тиомочевина, в качестве металлосодержащих компонентов - оксиды титана и молибдена, а перед введением в рабочий раствор порошка ультрадисперсного алмаза целесообразно проводить его обработку ультразвуком. Такая обработка может производиться как в сухом виде, так и в виде суспензии на основе дистиллированной воды. Следует отметить, что при содержании алмазографитовой шихты в водном растворе менее 0,1 об.не наблюдается существенного повышения стойкости инструмента, а при добавлении более 0,3 об.характеристики инструмента выходят на постоянный уровень значений. Таким образом, нецелесообразно использование концентрации алмазографитовой шихты более 0,3 об. . Поверхностная обработка в водном растворе металло- и неметаллосодержащих компонентов с добавлением ультрадисперсного алмаза и последующий нагрев на воздухе применяются для готового алмазного инструмента перед началом его эксплуатации. Обработку осуществляют в растворе одного состава, в который входят одновременно металло- и неметаллосодержащие компоненты, что существенно упрощает технологический процесс. Длительность выдержки в растворе варьируют от 45 до 60 мин в зависимости от объема садки инструмента, его размеров, активности рабочего раствора, его концентрации, температуры и т.д. Увеличение длительности обработки в растворе выше указанных пределов не ведет к существенному приросту износостойкости инструмента. 2 10783 1 2008.06.30 Исследования показали, что в результате такой обработки на поверхности инструмента образуется пленка толщиной 5-10 мкм, обладающая антифрикционными свойствами. Образовавшаяся пленка снижает трение между связкой алмазного инструмента, обрабатываемой деталью и стружкой, что ведет к снижению момента резания и повышению износостойкости инструмента в целом. Частичная диффузия металлосодержащих компонентов в поверхность связки и термическая обработка способствуют перераспределению напряжений в алмазосодержащем слое, возникающих при изготовлении инструмента. Возникающие в связке напряжения сжатия повышают силы алмазоудержания, а снижение напряжений в алмазных зернах уменьшает вероятность их разрушения в процессе работы инструмента. Создание напряжений сжатия в связке упрочненного алмазного инструмента является положительным фактором для любого алмазного инструмента, работающего периферией алмазоносного слоя, так как компенсирует напряжения растяжения, возникающие в связке при его эксплуатации. Что касается способности модифицированных поверхностей повышать сопротивление износу, то разрушение микроконтактов при трении модифицированных поверхностей происходит легко, не получая распространения и не переходя в задир, достигается снижение интенсивности износа. При небольшом количестве микроконтактов, приходящихся на единицу площади, превалирует то, что малая прочность участка сцепления предотвращает более значительный износ прилегающей поверхности. Механизм действия модифицирования металлических поверхностей заключается в том, что у поверхностей, обогащенных химическими соединениями, не происходит такого увеличения сил трения на участках контакта, которое может привести к достижению критического коэффициента трения. Пример. Для проведения сравнительных испытаний были подготовлены две партии алмазных трубчатых сверл, изготовленных методом гальваностегии ТУ РБ 190410065.015-2004. Из порошка ультрадисперсного алмаза готовили суспензию на основе дистиллированной воды, затем ее обрабатывали ультразвуком путем погружения стержневого излучателя в суспензию. Режимы ультразвуковой обработки сила тока - 0,3 А частота - 44,0 кГц продолжительность - 7 мин. Для приготовления водного раствора рабочей ванны для упрочнения инструмента использовались растворы оксидов молибдена и титана, водная суспензия ультрадисперсного алмаза, предварительно обработанная ультразвуком на установке УЗДН - 1 У 4.2 ТУ 2505-1375-73. Рабочий раствор готовили путем смешивания компонентов в воде с добавлением тиомочевины в качестве поверхностно-активного вещества. Партию трубчатых сверл, предназначенную для упрочнения, обезжиривали в спирте и сушили на воздухе. Затем сверла закрепили в приспособлении и погрузили в рабочий раствор при температуре 90-96 С и выдерживали 45 мин при данной температуре. Затем сверла промыли в горячей и холодной воде и поместили в сушильный шкаф, где выдерживали при температуре 130 С в течение 60 мин. Для рентгенографического определения напряжений в поверхностном слое упрочненного инструмента использовался способ наклонной съемки. Рентгеновские съемки выполнялись на дифрактометре ДРОН-2.0 в монохроматизированном СоК излучении при ускоряющем напряжении 30 кВ и анодном токе 10 мА. Рентгеновская съемка осуществлялась в режиме сканирования (по точкам) с шагом 0,1 и временем набора импульсов на точку,равном 20 с. Режим 1 соответствовал исследованию образца алмазного инструмента в исходном состоянии, режим 3 и 4 - образцам упрочненного алмазного инструмента. Расчет напряжений в направлении продольной оси пластинчатых образцов проводился по формуле 3 где Е - модуль упругости,- коэффициент Пуассона,- угол наклона,- межплоскостное расстояние для дифракционных линий (311) никелевого покрытия и (311) алмазных частиц, снятых под углом 40, 0 - межплоскостное расстояние для дифракционных линий (311) никелевого покрытия и (311) алмазных частиц, снятой под углом 0. Для уменьшения инструментальной погрешности юстировки рентгеновского аппарата рентгеновская съемка проводилась под углами 0, 20 и 40, и затем строился график зависимости углового положения дифракционных линий (311) от угла наклона . Кроме того,осуществлялась рентгеновская съемка эталонного порошка, нанесенного на поверхность исследуемого образца стали с никелевым покрытием. В качестве эталона использовался порошок фазы М 6 С, выделенной из закаленной быстрорежущей стали Р 12. Оцененные с помощью выражения (1) макронапряжения составляют 180 МПа. В результате рентгеноструктурных исследований выявлено наличие внутренних напряжений сжатия в поверхностном слое связки упрочненного алмазного инструмента. Известно, что под действием остаточных растягивающих напряжений происходит самопроизвольное зарождение и распространение трещин, возникновение объемных напряженных состояний, стимулирование коррозионно-окислительных процессов, точечной коррозии. В то же время сжимающие напряжения способствуют благоприятному перераспределению напряжений в условиях эксплуатации и приводят к разгрузке поверхностных слоев металла. В работающих периферийной поверхностью видах инструмента (сверла, коронки, головки шлифовальные, круги и т.д.) при эксплуатации возникают растягивающие напряжения в поверхностном слое, которые могут быть скомпенсированы предварительно созданными напряжениями сжатия. Кроме такого компенсирующего эффекта, следует отметить, что наличие в поверхностном слое связки сжимающих напряжений способствует повышению сил алмазоудержания, препятствуя вырыванию алмазных зерен из связки при эксплуатации инструмента. Стойкость упрочненных сверл определяли путем сверления образцов технического стекла толщиной 4 мм на сверлильном станке мод. СМ-8 П. Режимы сверления следующие частота вращения сверла, об./мин 4000 осевая подача, мм/мин 20 охлаждение образец в ванне охлаждающая жидкость вода. Общую глубину сверления (стойкость) подсчитывали путем перемножения толщины образца стекла на количество отверстий, просверленных до полного затупления торцевой поверхности трубчатого сверла. Состояние алмазоносного слоя периодически контролировали визуальным методом на лабораторном микроскопе марки МПС-10. Для сравнения часть сверл обработали в эпиламирующем растворе по известному способу (согласно прототипу). Результаты лабораторных испытаний сверл алмазных, упрочненных предлагаемым способом и известным, приведены в таблицах. Представленные в табл. 1 и 2 данные позволяют сделать вывод о том, что в результате использования предложенного способа упрочнения инструмента повышаются антифрикционные свойства поверхностного слоя и силы алмазоудержания, что позволяет увеличить стойкость инструмента в 1,7-2,0 раза. 10783 1 2008.06.30 Таблица 1 Результаты испытаний сверл (пример 1) Количество Температура Количество Относительная Активная среда для нагревов и просверленных стойкость инстподогрева инопыта обработки погружений отверстий, шт. струмента, С румента Известный (прототип) 360,рабочий раствор предва 60 г/л оксида 3 78 1 1 рительный вольфрама нагрев Предлагаемый 2 138 1,76 130,рабочий растворнагрев 50 г/л оксида тита 3 171 2,19 в сушильном на, 15 г/л оксида 1 шкафу после молибдена, 7 г/л обработки тиомочевины,4 195 2,5 в рабочем 0,03 г/л алмазограрастворе фитовой шихты Таблица 2 Результаты испытаний сверл (пример 2) Количество Температура Количество Относительная Активная среда для нагревов и просверленных стойкость инстподогрева инобработки опыта погружений отверстий, шт. струмента, С румента Известный (прототип) 360,рабочий раствор предва 1 3 78 160 г/л оксида рительный вольфрама нагрев Предлагаемый 2 138 1,76 130,рабочий растворнагрев 35 г/л оксида тита 3 182 2,33 в сушильном на, 12 г/л оксида 1 шкафу, после молибдена,обработки 7 г/л тиомочевины,4 202 2,59 в рабочем 0,03 г/л алмазограрастворе фитовой шихты Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C21D 9/22, C23C 22/05, B24D 3/34
Метки: металлической, упрочнения, алмазного, инструмента, способ, связке
Код ссылки
<a href="https://by.patents.su/5-10783-sposob-uprochneniya-almaznogo-instrumenta-na-metallicheskojj-svyazke.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения алмазного инструмента на металлической связке</a>
Способ получения алмазного инструмента на порошковой металлической связке
Номер патента: 5815
Опубликовано: 30.12.2003
Авторы: Азарова Тамара Карленовна, Забавский Михаил Тимофеевич, Пилиневич Леонид Петрович, Шеко Геннадий Анатольевич
Метки: получения, связке, инструмента, порошковой, металлической, алмазного, способ
Текст:
...производительности процесса шлифования при обработке твердых и сверхтвердых материалов за счет повышения работоспособности пористых алмазных кругов, а также снижение расхода алмазного порошка в изготавливаемом инструменте. Указанная задача решается тем, что в способе изготовления алмазного инструмента на порошковой металлической связке, включающем засыпку металлической связки и металлизированного алмазного порошка в форму, формование...
Способ рекуперации алмазов из отработанного абразивного и режущего инструмента или отходов его производства на металлической связке
Номер патента: 3529
Опубликовано: 30.09.2000
Авторы: Дроздович Валерий Брониславович, Карпович Руслан Иосифович, Курило Ирина Иосифовна
МПК: C01B 31/06, C25B 1/00
Метки: способ, производства, связке, отработанного, режущего, или, отходов, рекуперации, алмазов, металлической, инструмента, абразивного
Текст:
...кислоты и при подщелачивании электролита в процессе рекуперации за счет катодного восстановления воды увеличивается опасность гидролиза солей олова и железа и образования защитных оксидных и солевых пленок на поверхности растворяющихся образцов. Для предотвращения указанных процессов рН электролита поддерживают менее рН осаждения гидроксидов олова и железа путем введения буферной добавки аминоуксусной кислоты. Присутствие в...
Способ изготовления алмазного инструмента повышенной износостойкости
Номер патента: 7769
Опубликовано: 28.02.2006
Автор: Миронович Галина Александровна
Метки: алмазного, изготовления, износостойкости, способ, инструмента, повышенной
Текст:
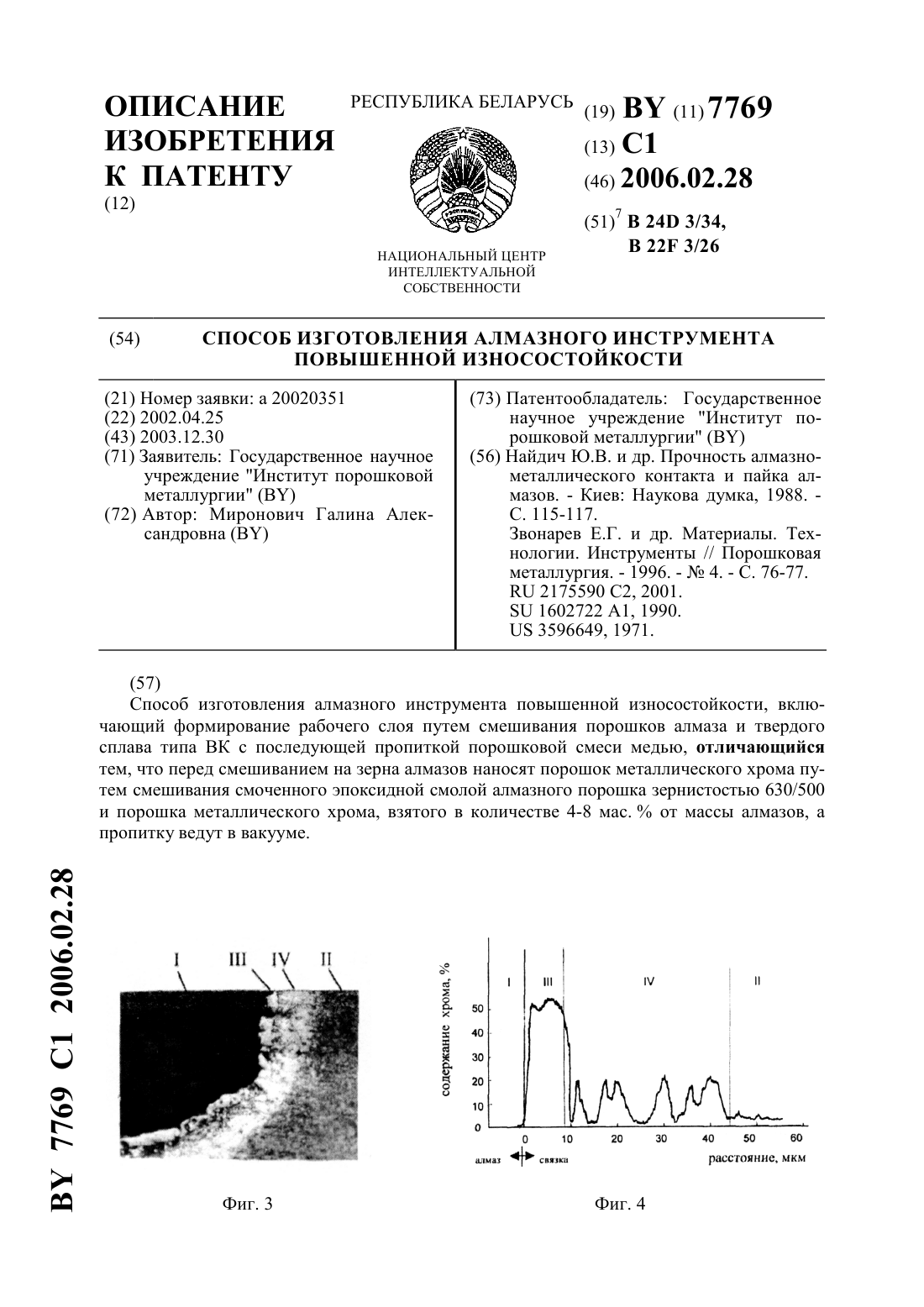
...инструмента соответственно по способу-прототипу и предлагаемому способу фиг. 2 и фиг. 4 отражают изменение содержание хрома в структуре этих материалов. Опытным путем установлено, что при изготовлении инструмента предлагаемым способом вокруг алмаза (, фиг. 3, фиг. 4) образуется слой толщиной 6-8 мкмс микротвердостью 2000 кг/мм 2, близкой к микротвердости карбида хрома, и переходная зона толщиной 35 мкм , что невозможно достичь ни при...
Способ изготовления алмазного инструмента (варианты)
Номер патента: 2236
Опубликовано: 30.09.1998
Авторы: Белоцерковский Марат Артемович, Шилов Альберт Яковлевич, Верещагин Виталий Алексеевич, Белоцерковская Татьяна Николаевна, Жорник Виктор Иванович
Метки: способ, изготовления, варианты, алмазного, инструмента
Текст:
...прочные пленки кислых фосфатов. Например, для железного порошка реакция с образованием связующих пленок фосфатов проходит следующим образом 234(24)22(24)2422 43(4)22 Как показали эксперименты, воздействие температуры в интервале 200-300 С в течение 0,2-2,5 ч способствует повышению прочности фосфатных связей и увеличению твердости фосфатных пленок. Алмаз не реагирует с ортофосфорной кислотой и все его частицы полностью сохраняют свои...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: инструмента, алмазного, способ, изготовления
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Предыдущий патент: Молотильное устройство зерноуборочного комбайна
Следующий патент: Комбайн шахтный проходческий
Случайный патент: Способ получения обеззараженных личинок речных раков и их подращивание в системе оборотного водоснабжения