Способ контроля качества поверхностей изделий
Номер патента: 8342
Опубликовано: 30.08.2006
Авторы: Пуглаченко Елена Георгиевна, Сенько Александр Сергеевич, Зеленин Виктор Алексеевич, Сенько Сергей Федорович
Текст
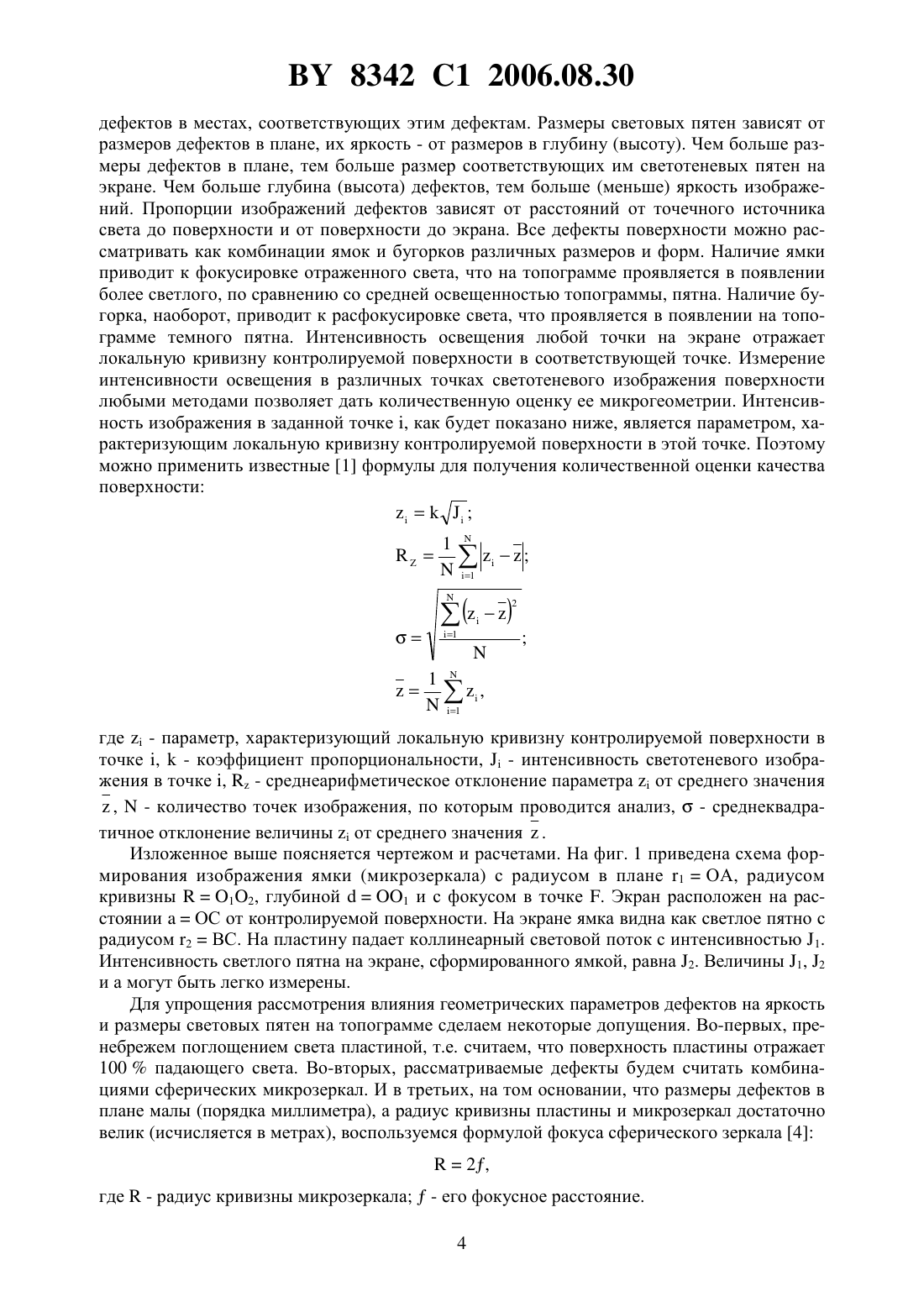
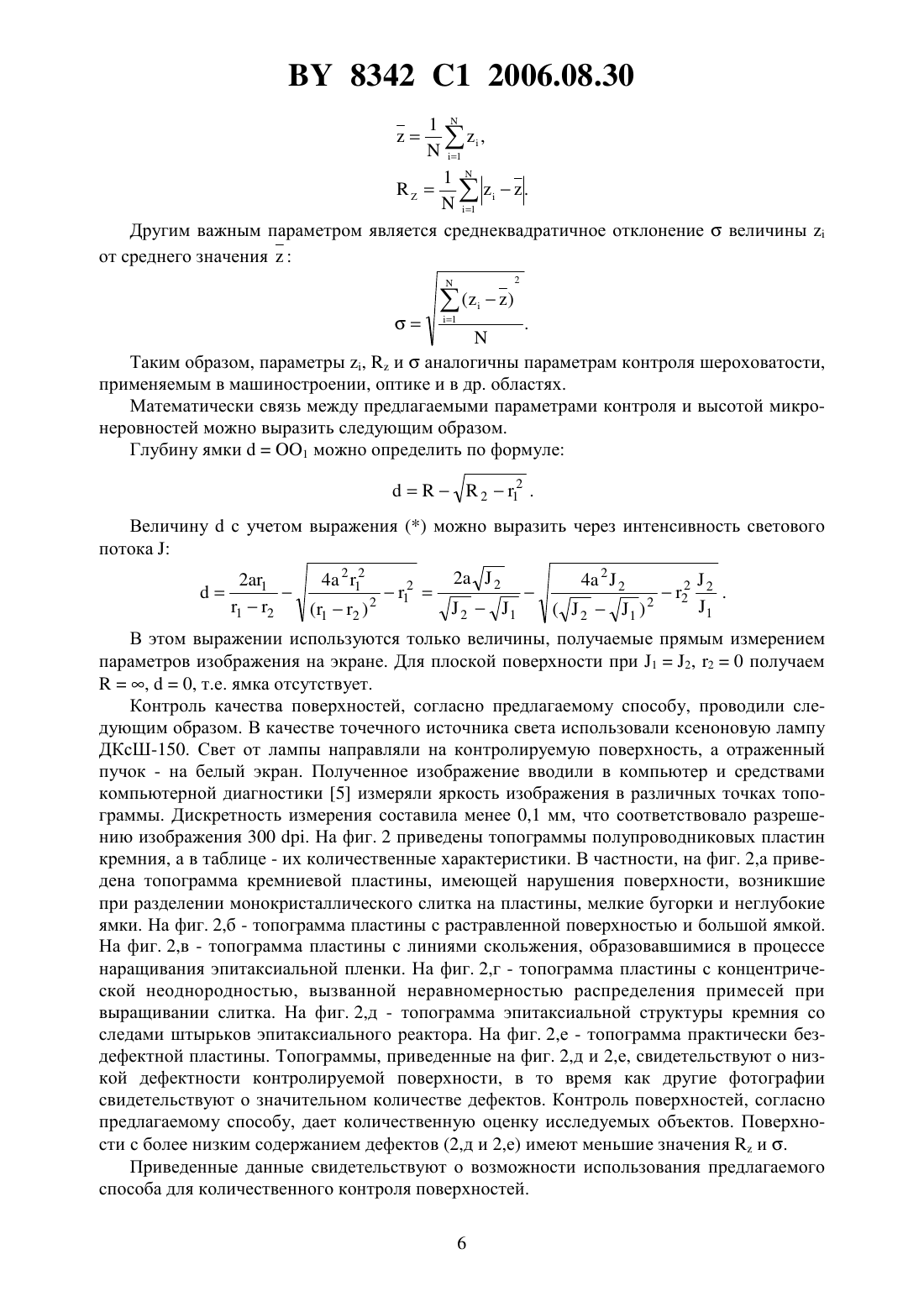
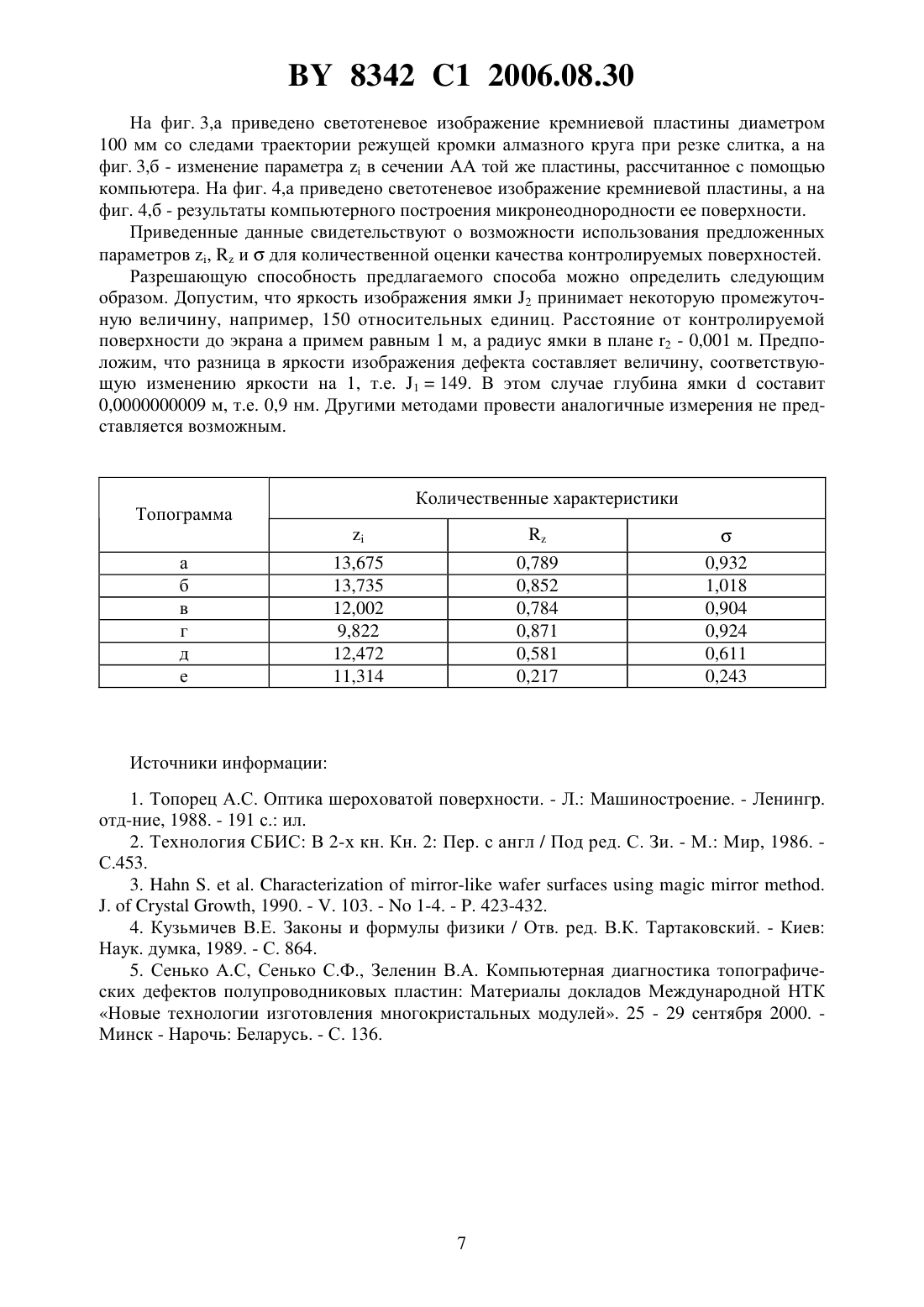
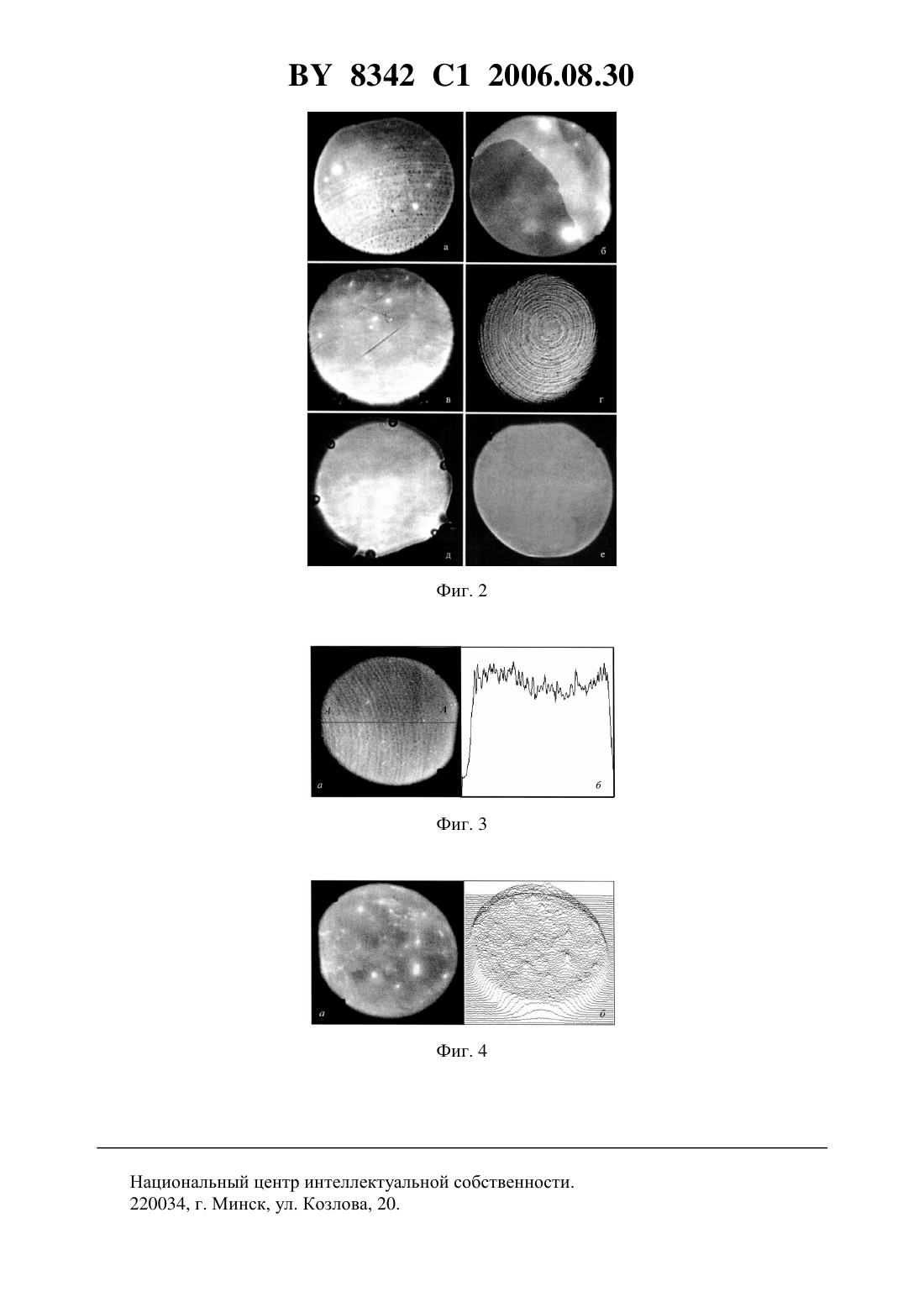
СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Сенько Сергей Федорович Сенько Александр Сергеевич Зеленин Виктор Алексеевич Пуглаченко Елена Георгиевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ контроля качества поверхностей изделий, включающий освещение контролируемой поверхности излучением оптического диапазона от точечного источника и анализ отраженного на специальный экран светотеневого изображения контролируемой поверхности, отличающийся тем, что анализ светотеневого изображения проводят путем измерения его интенсивности в различных точках с последующим расчетом параметров контролируемой поверхности по формулам 1,1 где- параметр, характеризующий локальную кривизну контролируемой поверхности в точке- коэффициент пропорциональности- интенсивность светотеневого изображения в точке- среднеарифметическое отклонение параметраот среднего значения- количество точек изображения, по которым проводят анализ- среднеквадратичное отклонение величиныот среднего значения. Изобретение относится к области электронной техники, в частности к микроэлектронике, и может быть использовано при изготовлении полупроводниковых приборов, жидкокристаллических индикаторов (ЖКИ), фотошаблонов и другой продукции. Изобретение может быть также использовано для контроля качества поверхностей высокого класса обработки в любых других областях, например оптике, машиностроении и др. Важнейшим показателем качества поверхности является наличие на ней различных топографических дефектов, т.е. микронеровностей. Существуют методы контроля микронеровностей поверхности с помощью профилометров, основанные на контактном сканировании исследуемой поверхности иглой, соединенной с датчиком перемещения этой иглы 1. Наличие микронеровностей поверхности приводит к смещению положения сканирующей иглы, что фиксируется самописцем. Недостатком указанного метода является низкая информативность, поскольку, как правило, микрорельеф фиксируется в одном или двух взаимно перпендикулярных сечениях детали. Сканирование же всей поверхности с небольшим шагом занимает очень много времени и приводит в негодность контролируемую деталь вследствие привнесенной дефектности, т.е. фактически контроль становится разрушающим. Разработанные в последние годы методы рентгеновской топографии для контроля полупроводниковых подложек имеют избирательную чувствительность к микронеровностям поверхности, т.е. позволяют идентифицировать лишь те дефекты, которые создают поля упругих напряжений и/или деформаций и т.п. Такими дефектами являются, например, линии скольжения, сколы и др. В отдельных случаях требуется декорирование дефектов, что приводит в негодность исследуемый объект. Большинство топографических дефектов поверхности, например ямки, бугорки, при контроле методом рентгеновской топографии остается незамеченным. К тому же рентгеновское излучение является источником повышенной опасности 2. Наиболее близким к изобретению, его прототипом является способ контроля качества поверхностей изделий, включающий освещение контролируемого объекта коллинеарным излучением оптического диапазона от точечного источника и анализ (наблюдение) отраженного на белый экран или фотопластинку изображения 3. Свет от точечного источника падает на контролируемую поверхность, отражается от нее и попадает на экран. Наличие дефектов поверхности приводит к локальному изменению угла отражения падающего света, что проявляется в изменении интенсивности освещения соответствующих этим дефектам областей светотеневого изображения контролируемой поверхности на экране. При наблюдении анализируют характер распределения интенсивности светотеневого изображения, на основании чего судят о наличии тех или иных топографических дефектов. 8342 1 2006.08.30 На основании анализа получаемой светотеневой картины путем наблюдения можно определить вид дефектов, их количество, занимаемую площадь, а также получить иную информацию, касающуюся размеров дефектов в плане. Однако этой информации недостаточно для количественной оценки качества контролируемой поверхности. Более важным параметром является размер дефектов в глубину (высоту). Данный способ не позволяет проводить такую количественную оценку дефектности контролируемой поверхности. Задачей настоящего изобретения является получение количественных параметров контролируемой поверхности. Поставленная задача решается тем, что в способе контроля качества поверхностей изделий, включающем освещение контролируемой поверхности излучением оптического диапазона от точечного источника и анализ отраженного на специальный экран светотеневого изображения контролируемой поверхности, анализ светотеневого изображения проводят путем измерения его интенсивности в различных точках с последующим расчетом параметров контролируемой поверхности по формулам где- параметр, характеризующий локальную кривизну контролируемой поверхности в точке- коэффициент пропорциональности- интенсивность светотеневого изображения в точке- среднеарифметическое отклонение параметраот среднего значения- количество точек изображения, по которым проводят анализ- среднеквадратичное отклонение величины , от среднего значения. Сущность заявляемого способа заключается в применении параметра , характеризующего локальную кривизну поверхности, в качестве параметра ее микрорельефа. Микрорельеф контролируемой поверхности можно выразить как изменением высоты ее микронеровностей вдоль некоторого заданного направления х, что широко используется в различных областях науки и техники, так и функциейвдоль этого направления. В первом случае получают прямую оценку микронеровностей контролируемой поверхности, во втором - косвенную. Поскольку размер микронеровностей, как показано ниже, находится в строгой математической связи с их радиусом кривизны и, следовательно, с функцией, последний параметр также можно использовать для характеристики качества поверхности. Проанализируем зависимость яркости изображения контролируемой поверхности от ее микрогеометрических параметров. Свет от точечного источника падает на контролируемую поверхность пластины, отражается от нее и попадает на экран. На экране появляется светотеневое изображение контролируемой поверхности. Размеры изображения в целом пропорциональны размерам поверхности и зависят от расстояний от точечного источника света до поверхности и от поверхности до экрана. В связи с тем, что любой топографический дефект проявляется как локальная неровность поверхности, их наличие приводит к локальному изменению угла отражения света по отношению к углу отражения плоскостью пластины. Это приводит к появлению на экране светотеневых изображений 3 8342 1 2006.08.30 дефектов в местах, соответствующих этим дефектам. Размеры световых пятен зависят от размеров дефектов в плане, их яркость - от размеров в глубину (высоту). Чем больше размеры дефектов в плане, тем больше размер соответствующих им светотеневых пятен на экране. Чем больше глубина (высота) дефектов, тем больше (меньше) яркость изображений. Пропорции изображений дефектов зависят от расстояний от точечного источника света до поверхности и от поверхности до экрана. Все дефекты поверхности можно рассматривать как комбинации ямок и бугорков различных размеров и форм. Наличие ямки приводит к фокусировке отраженного света, что на топограмме проявляется в появлении более светлого, по сравнению со средней освещенностью топограммы, пятна. Наличие бугорка, наоборот, приводит к расфокусировке света, что проявляется в появлении на топограмме темного пятна. Интенсивность освещения любой точки на экране отражает локальную кривизну контролируемой поверхности в соответствующей точке. Измерение интенсивности освещения в различных точках светотеневого изображения поверхности любыми методами позволяет дать количественную оценку ее микрогеометрии. Интенсивность изображения в заданной точке , как будет показано ниже, является параметром, характеризующим локальную кривизну контролируемой поверхности в этой точке. Поэтому можно применить известные 1 формулы для получения количественной оценки качества поверхности где- параметр, характеризующий локальную кривизну контролируемой поверхности в точке ,- коэффициент пропорциональности,- интенсивность светотеневого изображения в точке ,- среднеарифметическое отклонение параметраот среднего значения,- количество точек изображения, по которым проводится анализ,- среднеквадратичное отклонение величиныот среднего значения. Изложенное выше поясняется чертежом и расчетами. На фиг. 1 приведена схема формирования изображения ямки (микрозеркала) с радиусом в плане 1 ОА, радиусом кривизны 12, глубиной 1 и с фокусом в точке . Экран расположен на расстоянииОС от контролируемой поверхности. На экране ямка видна как светлое пятно с радиусом 2 ВС. На пластину падает коллинеарный световой поток с интенсивностью 1. Интенсивность светлого пятна на экране, сформированного ямкой, равна 2. Величины 1, 2 и а могут быть легко измерены. Для упрощения рассмотрения влияния геометрических параметров дефектов на яркость и размеры световых пятен на топограмме сделаем некоторые допущения. Во-первых, пренебрежем поглощением света пластиной, т.е. считаем, что поверхность пластины отражает 100 падающего света. Во-вторых, рассматриваемые дефекты будем считать комбинациями сферических микрозеркал. И в третьих, на том основании, что размеры дефектов в плане малы (порядка миллиметра), а радиус кривизны пластины и микрозеркал достаточно велик (исчисляется в метрах), воспользуемся формулой фокуса сферического зеркала 42,где- радиус кривизны микрозеркала- его фокусное расстояние. 4 8342 1 2006.08.30 Из подобия треугольников 1 инаходим, что 1 1.2212 2 1 Профиль контролируемой поверхности можно оценить исключительно по яркости изображения. Из предыдущего выражения получаем 1 21.2 Отсюда видно, что яркость изображения дефектов зависит практически только от величины , поскольку 1 и а являются константами для конкретной конструкции установки контроля. Поэтому в большинстве случаев для количественной оценки качества поверхности достаточно определить параметр , характеризующий локальную кривизну поверхности в точкекак 2 2 ,где- коэффициент пропорциональности. Параметрзависит только от радиуса кривизны контролируемой поверхности в точке . Величина отклонения параметраот среднего значениясоответствует отклонению микрорельефа по высоте от средней плоскости контролируемой поверхности. Преимуществом использования параметраявляется то, что он может быть получен прямым измерением в любой точке контролируемой поверхности. При этом значительно повышается скорость обработки полученных результатов, расширяются возможности статистической обработки. Микронеоднородность поверхностиможно в этом случае определить как среднее арифметическое отклонение параметраот среднего значения. 5 8342 1 2006.08.30 1, 1 1.1 Другим важным параметром является среднеквадратичное отклонениевеличиныот среднего значения Таким образом, параметры ,ианалогичны параметрам контроля шероховатости,применяемым в машиностроении, оптике и в др. областях. Математически связь между предлагаемыми параметрами контроля и высотой микронеровностей можно выразить следующим образом. Глубину ямки 1 можно определить по формуле 212 . Величинус учетом выраженияможно выразить через интенсивность светового потока В этом выражении используются только величины, получаемые прямым измерением параметров изображения на экране. Для плоской поверхности при 12, 20 получаем,0, т.е. ямка отсутствует. Контроль качества поверхностей, согласно предлагаемому способу, проводили следующим образом. В качестве точечного источника света использовали ксеноновую лампу ДКсШ-150. Свет от лампы направляли на контролируемую поверхность, а отраженный пучок - на белый экран. Полученное изображение вводили в компьютер и средствами компьютерной диагностики 5 измеряли яркость изображения в различных точках топограммы. Дискретность измерения составила менее 0,1 мм, что соответствовало разрешению изображения 300 . На фиг. 2 приведены топограммы полупроводниковых пластин кремния, а в таблице - их количественные характеристики. В частности, на фиг. 2,а приведена топограмма кремниевой пластины, имеющей нарушения поверхности, возникшие при разделении монокристаллического слитка на пластины, мелкие бугорки и неглубокие ямки. На фиг. 2,б - топограмма пластины с растравленной поверхностью и большой ямкой. На фиг. 2,в - топограмма пластины с линиями скольжения, образовавшимися в процессе наращивания эпитаксиальной пленки. На фиг. 2,г - топограмма пластины с концентрической неоднородностью, вызванной неравномерностью распределения примесей при выращивании слитка. На фиг. 2,д - топограмма эпитаксиальной структуры кремния со следами штырьков эпитаксиального реактора. На фиг. 2,е - топограмма практически бездефектной пластины. Топограммы, приведенные на фиг. 2,д и 2,е, свидетельствуют о низкой дефектности контролируемой поверхности, в то время как другие фотографии свидетельствуют о значительном количестве дефектов. Контроль поверхностей, согласно предлагаемому способу, дает количественную оценку исследуемых объектов. Поверхности с более низким содержанием дефектов (2,д и 2,е) имеют меньшие значенияи . Приведенные данные свидетельствуют о возможности использования предлагаемого способа для количественного контроля поверхностей. 6 8342 1 2006.08.30 На фиг. 3,а приведено светотеневое изображение кремниевой пластины диаметром 100 мм со следами траектории режущей кромки алмазного круга при резке слитка, а на фиг. 3,б - изменение параметрав сечении АА той же пластины, рассчитанное с помощью компьютера. На фиг. 4,а приведено светотеневое изображение кремниевой пластины, а на фиг. 4,б - результаты компьютерного построения микронеоднородности ее поверхности. Приведенные данные свидетельствуют о возможности использования предложенных параметров ,идля количественной оценки качества контролируемых поверхностей. Разрешающую способность предлагаемого способа можно определить следующим образом. Допустим, что яркость изображения ямки 2 принимает некоторую промежуточную величину, например, 150 относительных единиц. Расстояние от контролируемой поверхности до экрана а примем равным 1 м, а радиус ямки в плане 2 - 0,001 м. Предположим, что разница в яркости изображения дефекта составляетвеличину, соответствующую изменению яркости на 1, т.е. 1149. В этом случае глубина ямкисоставит 0,0000000009 м, т.е. 0,9 нм. Другими методами провести аналогичные измерения не представляется возможным.., 1990. - . 103. -1-4. - . 423-432. 4. Кузьмичев В.Е. Законы и формулы физики / Отв. ред. В.К. Тартаковский. - Киев Наук. думка, 1989. - С. 864. 5. Сенько А.С, Сенько С.Ф., Зеленин В.А. Компьютерная диагностика топографических дефектов полупроводниковых пластин Материалы докладов Международной НТК Новые технологии изготовления многокристальных модулей. 25 - 29 сентября 2000. Минск - Нарочь Беларусь. - С. 136. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: H01L 21/66, G01B 11/30, G01N 21/88
Метки: изделий, способ, контроля, поверхностей, качества
Код ссылки
<a href="https://by.patents.su/8-8342-sposob-kontrolya-kachestva-poverhnostejj-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ контроля качества поверхностей изделий</a>
Способ контроля качества поверхности изделий
Номер патента: 6374
Опубликовано: 30.09.2004
Авторы: Сенько Сергей Федорович, Зеленин Виктор Алексеевич
МПК: H01L 21/66
Метки: способ, качества, изделий, контроля, поверхности
Текст:
...разрешающей способности, глубины резкости, размеров и яркости изображения. 3 6374 1 Поставленная задача решается тем, что в способе контроля качества поверхности изделий путем наблюдения на экране изображения поверхности, полученного отражением света от контролируемого изделия, освещенного точечным источником, освещение проводят расходящимся пучком света. Сущность заявляемого способа заключается в формировании изображения контролируемой...
Устройство для контроля качества поверхности изделий
Номер патента: U 1157
Опубликовано: 30.12.2003
Авторы: Сенько Сергей Федорович, Белоус Анатолий Иванович, Сенько Александр Сергеевич, Емельянов Виктор Андреевич
МПК: G01B 9/00
Метки: качества, поверхности, контроля, устройство, изделий
Текст:
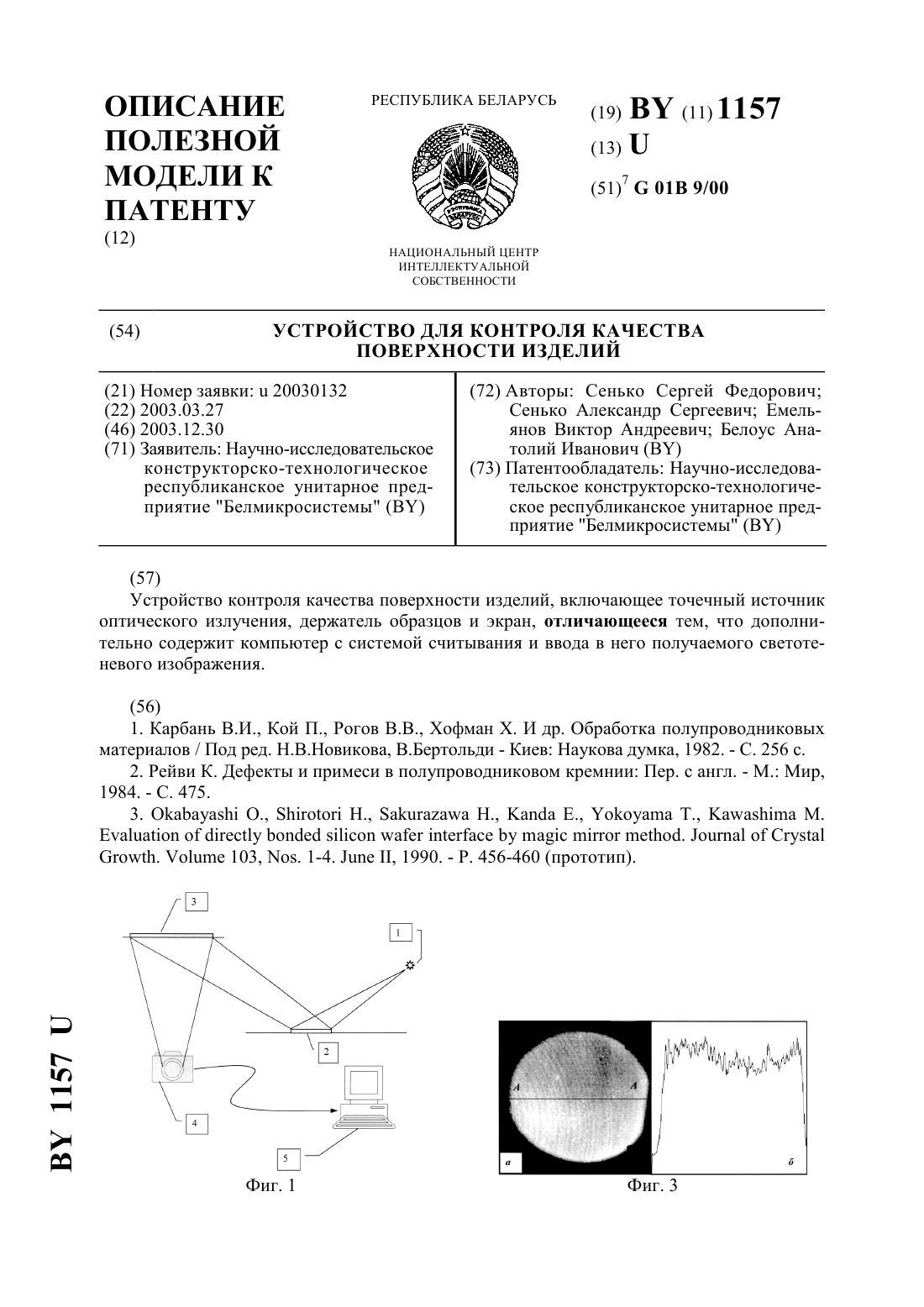
...изображение наблюдаемой светотеневой картины. Программное обеспечение и стандартная комплектация цифровых фотоаппаратов позволяют тут же ввести изображение в компьютер. Далее следует компьютерная диагностика полученных изображений с помощью специально разработанной программы анализа изображений. Ее суть заключается в измерении яркости каждой точки изображения путем присвоения номера ее цвета в серой цветовой палитре. На основании проведенных...
Устройство для контроля качества поверхности изделий
Номер патента: 7255
Опубликовано: 30.09.2005
Авторы: Сенько Александр Сергеевич, Сенько Сергей Федорович, Емельянов Виктор Андреевич, Белоус Анатолий Иванович
МПК: H01L 21/66, G01B 11/30
Метки: устройство, изделий, качества, поверхности, контроля
Текст:
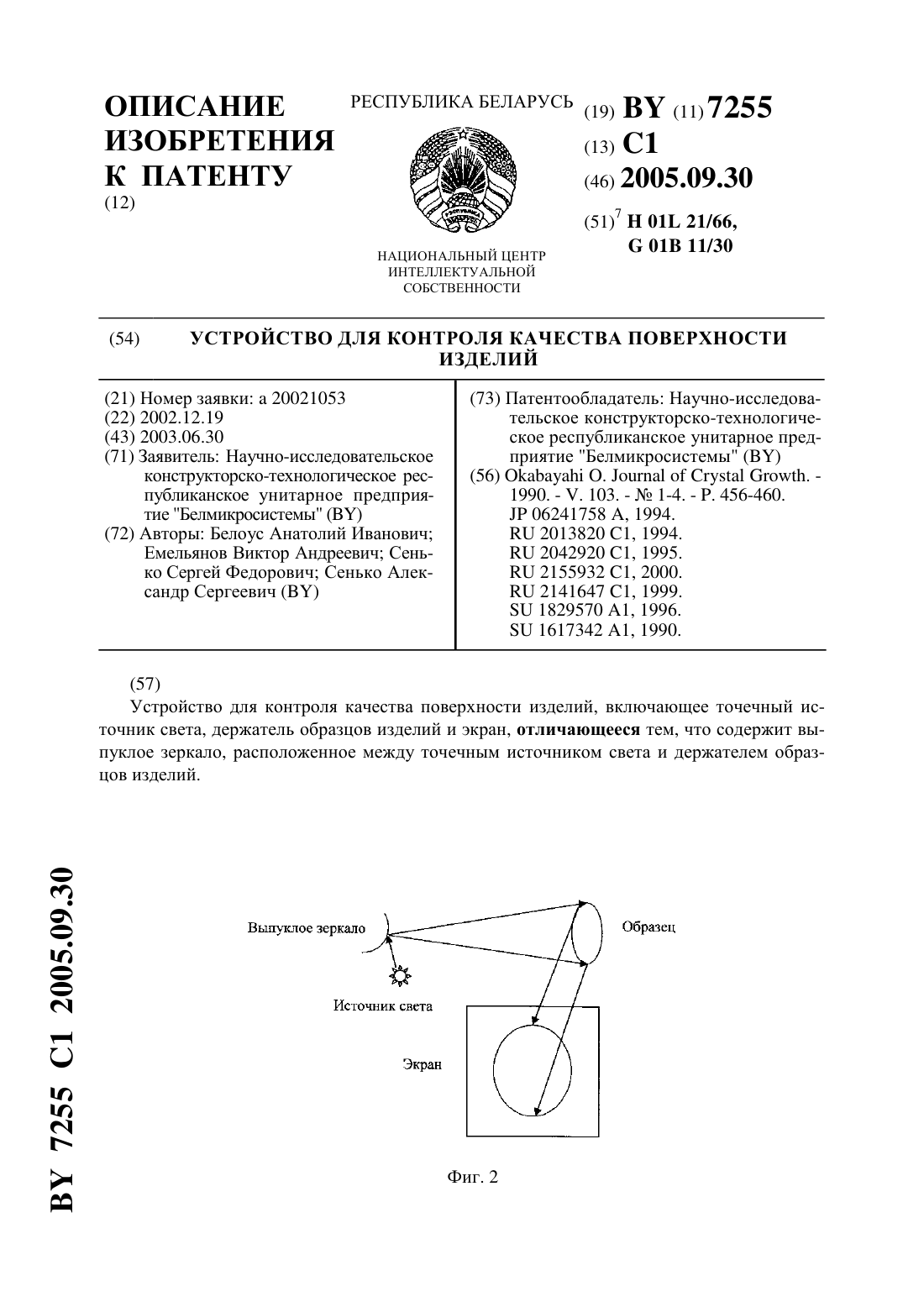
...приведенной на фиг. 3, показано заявляемое устройство, включающее точечный источник света, помещенный в корпус 1, внутри которого установлено выпуклое зеркало. Источник света питается от блока питания 2, установленного вне рабочей зоны контроля. Свет от точечного источника после отражения от выпуклого зеркала попадает на предметный столик 3 с установленной на нем контролируемой пластиной. Отраженный пучок света направляется на экран...
Устройство для активного контроля кривизны выпуклых сферических поверхностей

Номер патента: 4585
Опубликовано: 30.09.2002
Авторы: Федорцев Ростислав Валерьевич, Филонова Марина Игоревна, Козерук Альбин Степанович, Федорцев Валерий Александрович
МПК: B24B 49/06, B24B 49/00
Метки: активного, сферических, кривизны, контроля, выпуклых, устройство, поверхностей
Текст:
...исходная кривизна которой равна кривизне контактного щупа и противоположна ей по знаку, при этом контактный щуп связан с одной из клемм измерительного прибора, вторая клемма которого связана с формообразующим инструментом, причем для удержания контактного щупа от вращения механизм контроля содержит дугообразную скобу, подвижно связанную с поводком станка. На чертеже показано устройство для контроля кривизны выпуклой сферической...
Способ контроля качества обработки пласта
Номер патента: 82
Опубликовано: 30.09.1994
Авторы: Санников В. А., Макеев Г. А.
МПК: E21B 43/00
Метки: обработки, контроля, способ, качества, пласта
Текст:
...индикатора к скважинам А и В происходит раздельно по высоко- и среднепроницаемым каналам а общее количество вынесенного индикатора за 250 сут. наблюдения составляет всего 73.5 кгили 1.47 от общего количества закаченного в пласт индикатора. Независимо от потерь индикатора в пласте за счет адсорбции. а также оттока его в законтурную зону небольшие порции меченой жид кости- достигли забоев добывающих СКБЗЖИН ПО отдельным...
Предыдущий патент: Способ получения электрической энергии (варианты) и управляемый квантовый ядерный реактор Солина для его осуществления (варианты)
Следующий патент: Самоходная сельскохозяйственная уборочная машина
Случайный патент: Мешок с клапаном