Устройство для контроля качества поверхности изделий
Номер патента: U 1157
Опубликовано: 30.12.2003
Авторы: Сенько Сергей Федорович, Сенько Александр Сергеевич, Белоус Анатолий Иванович, Емельянов Виктор Андреевич
Текст
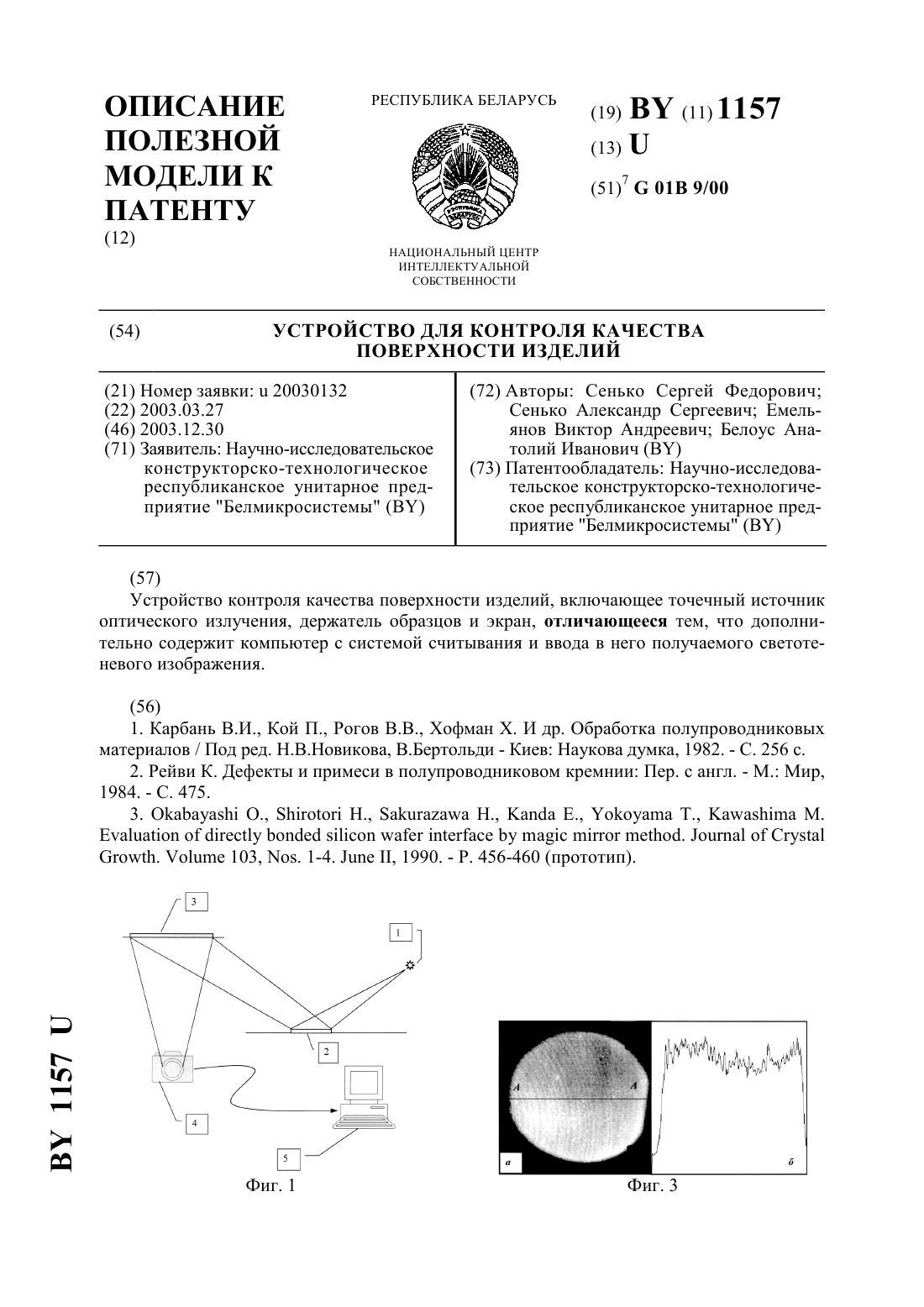
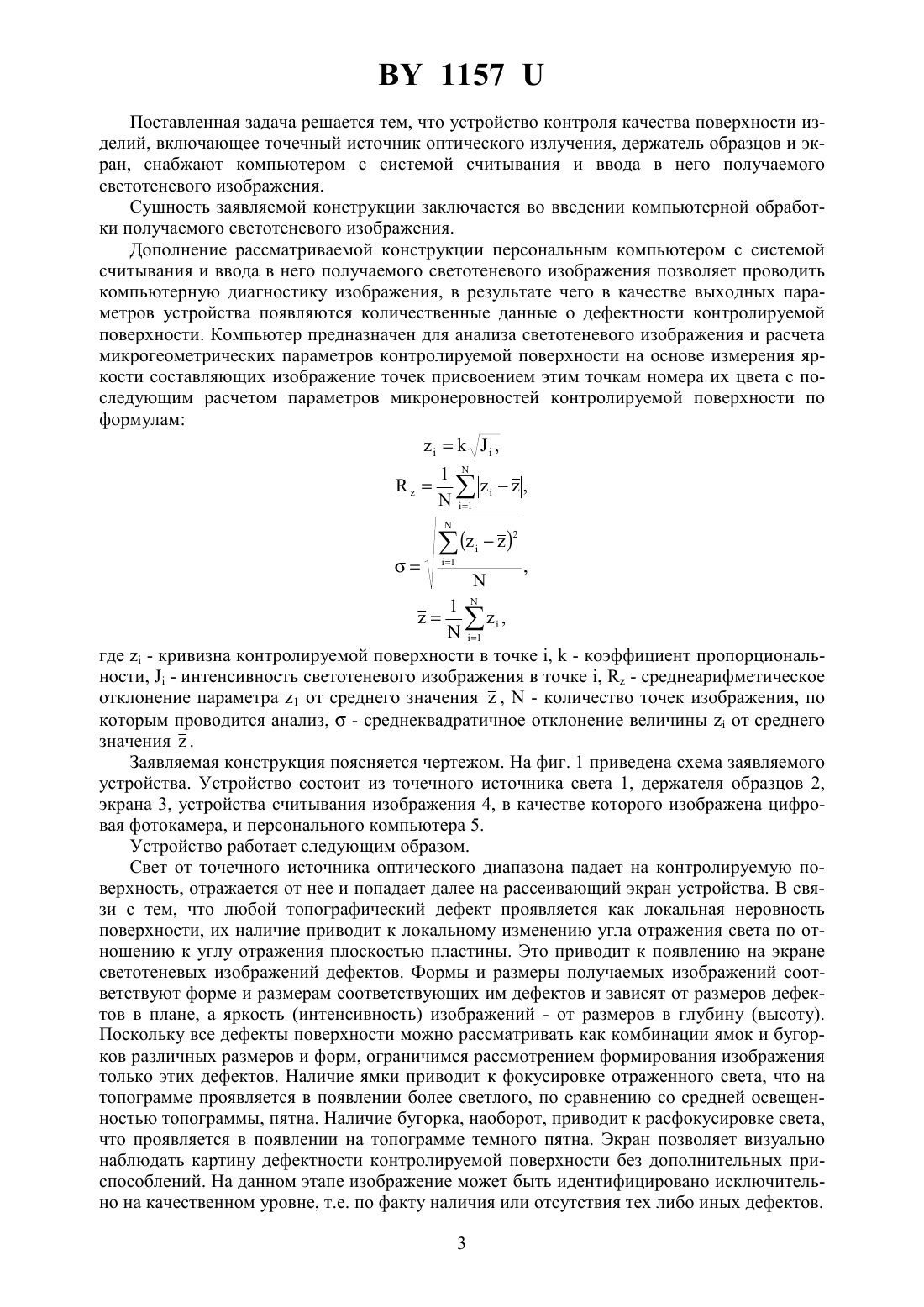
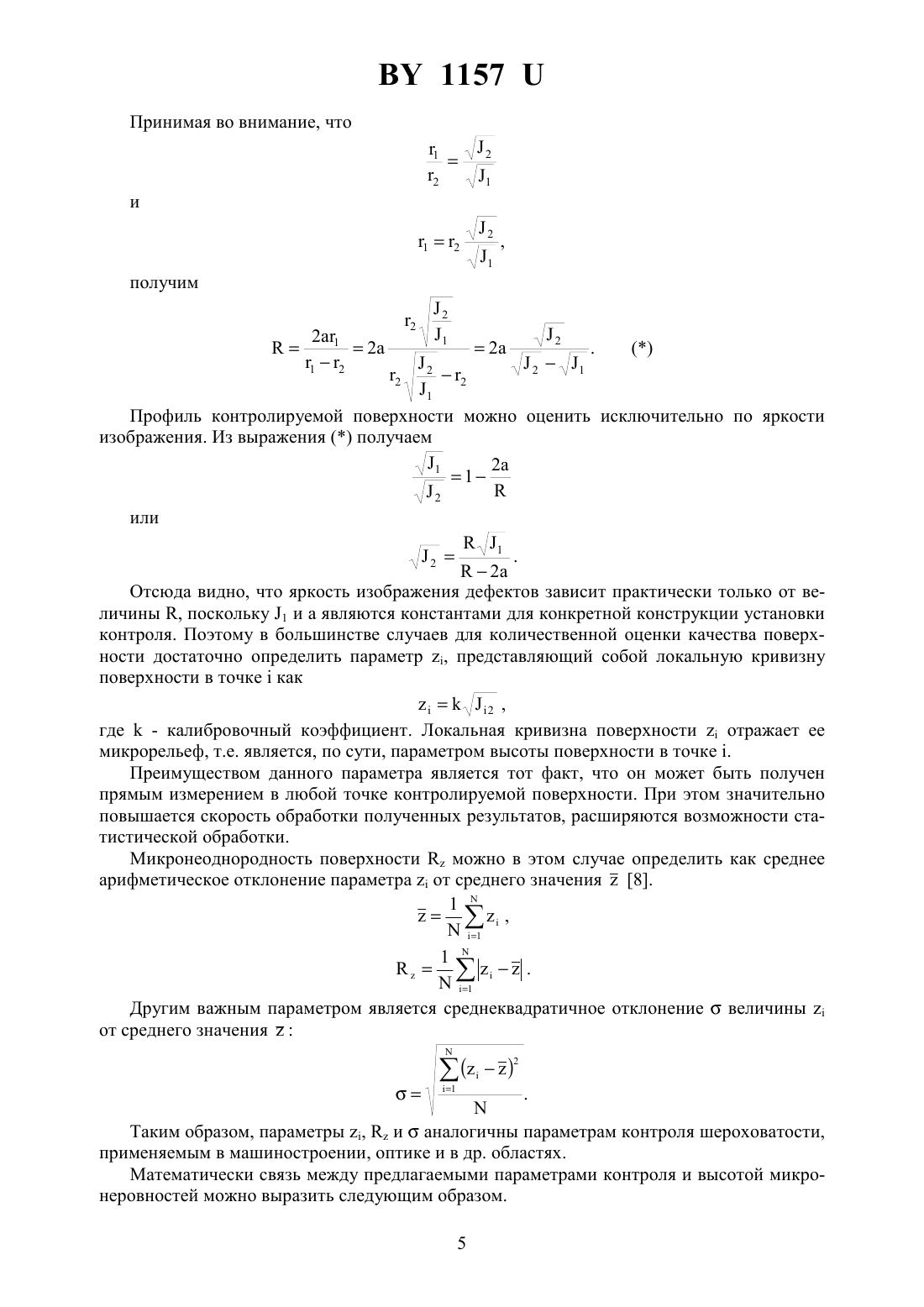
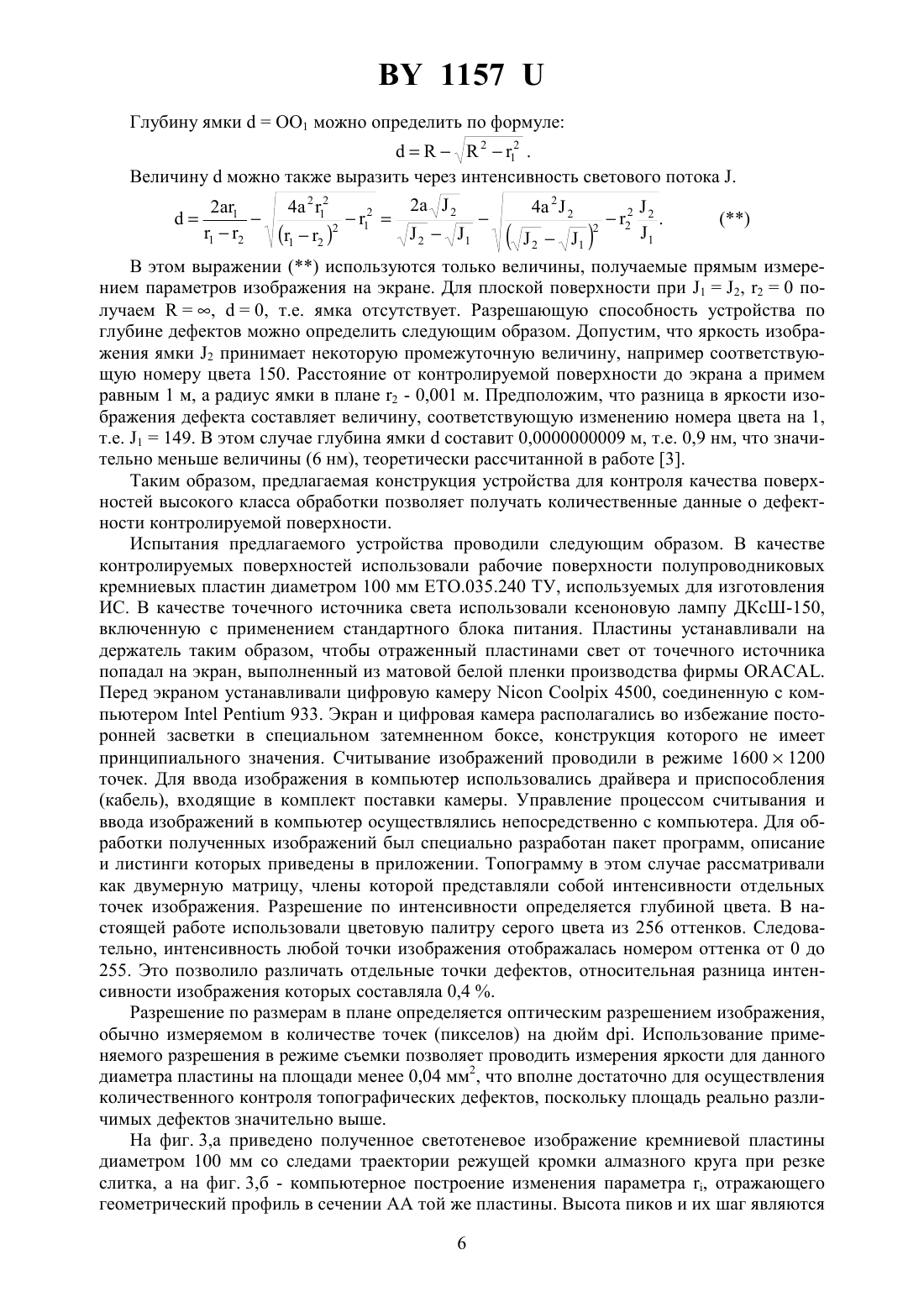
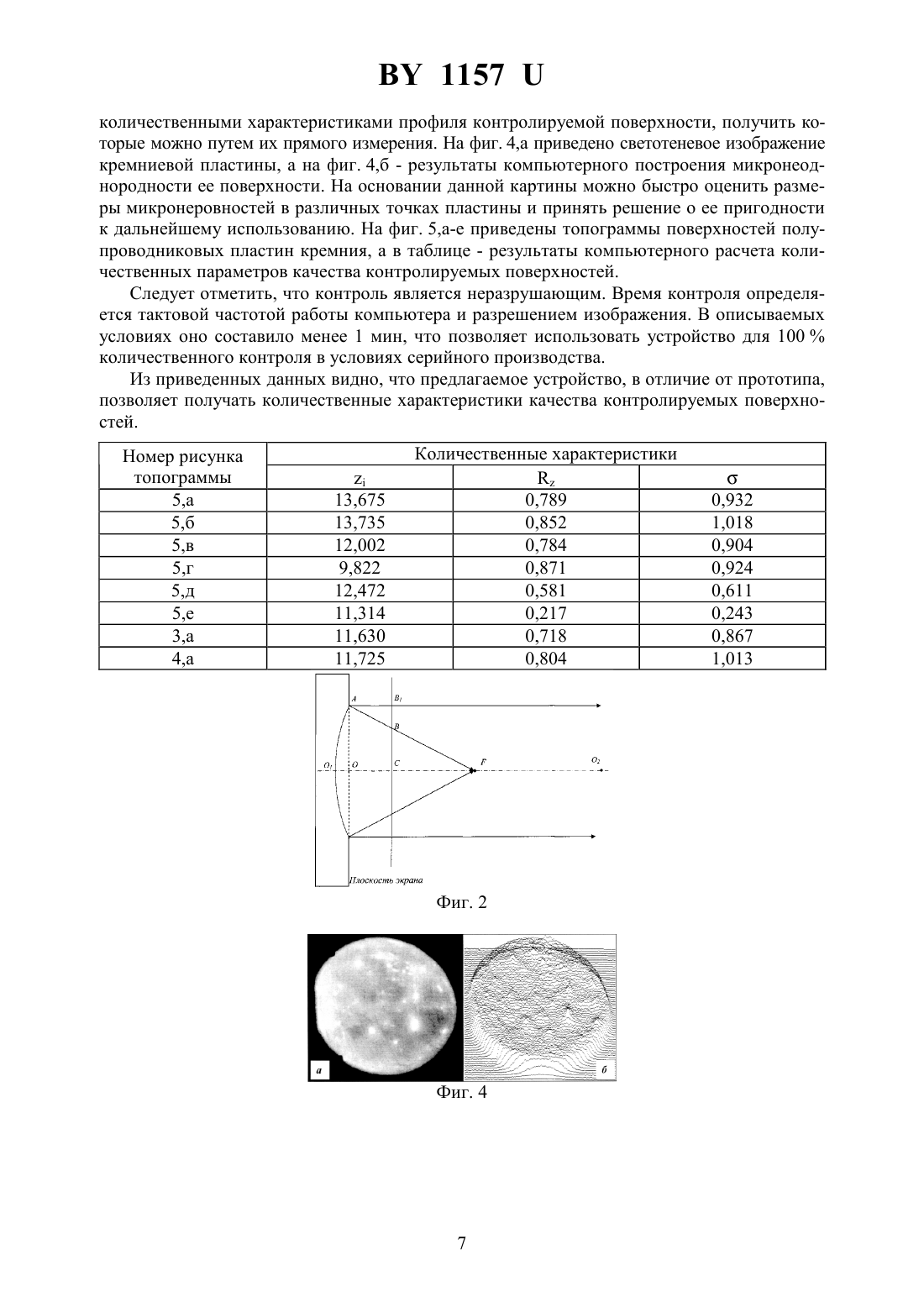
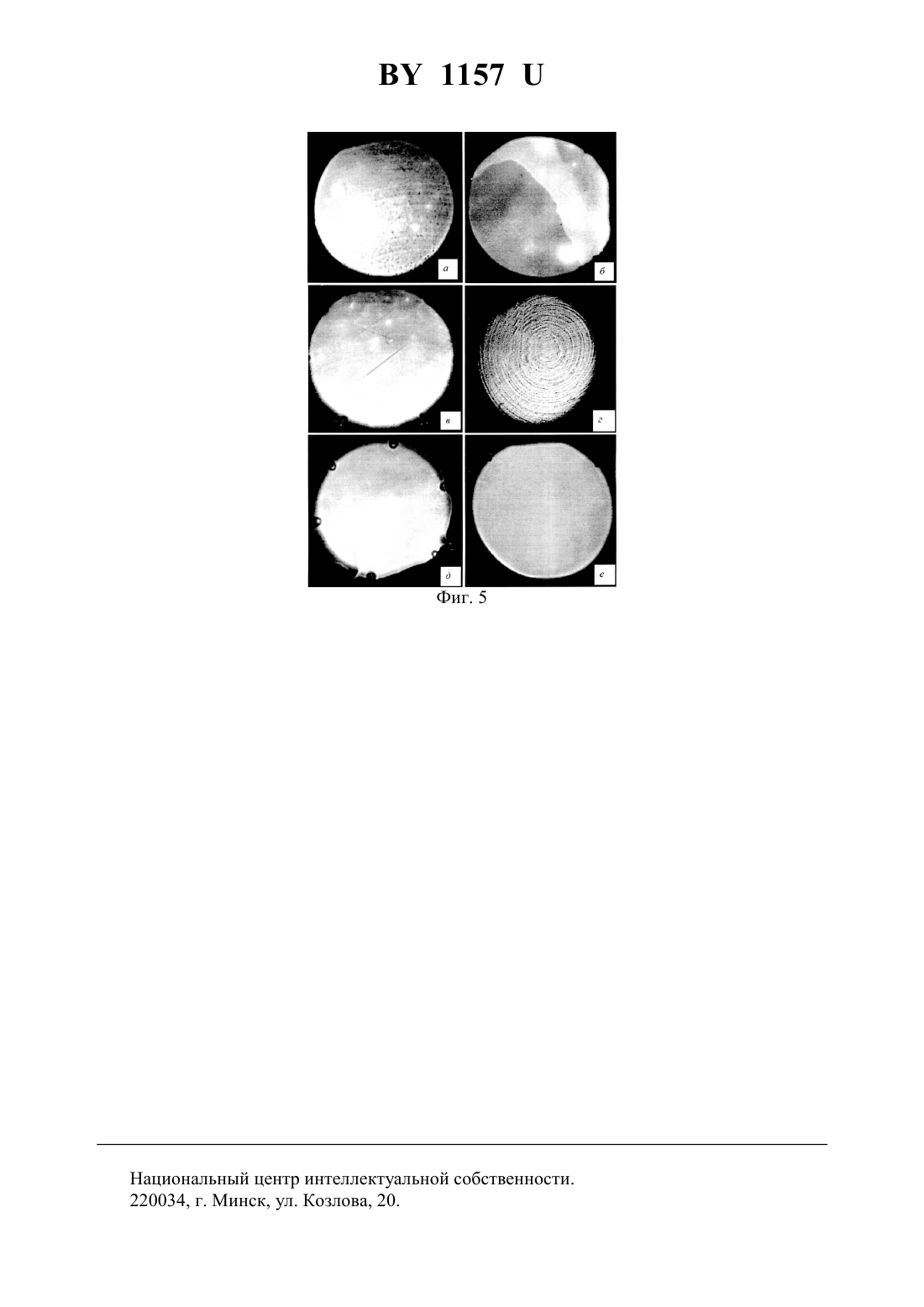
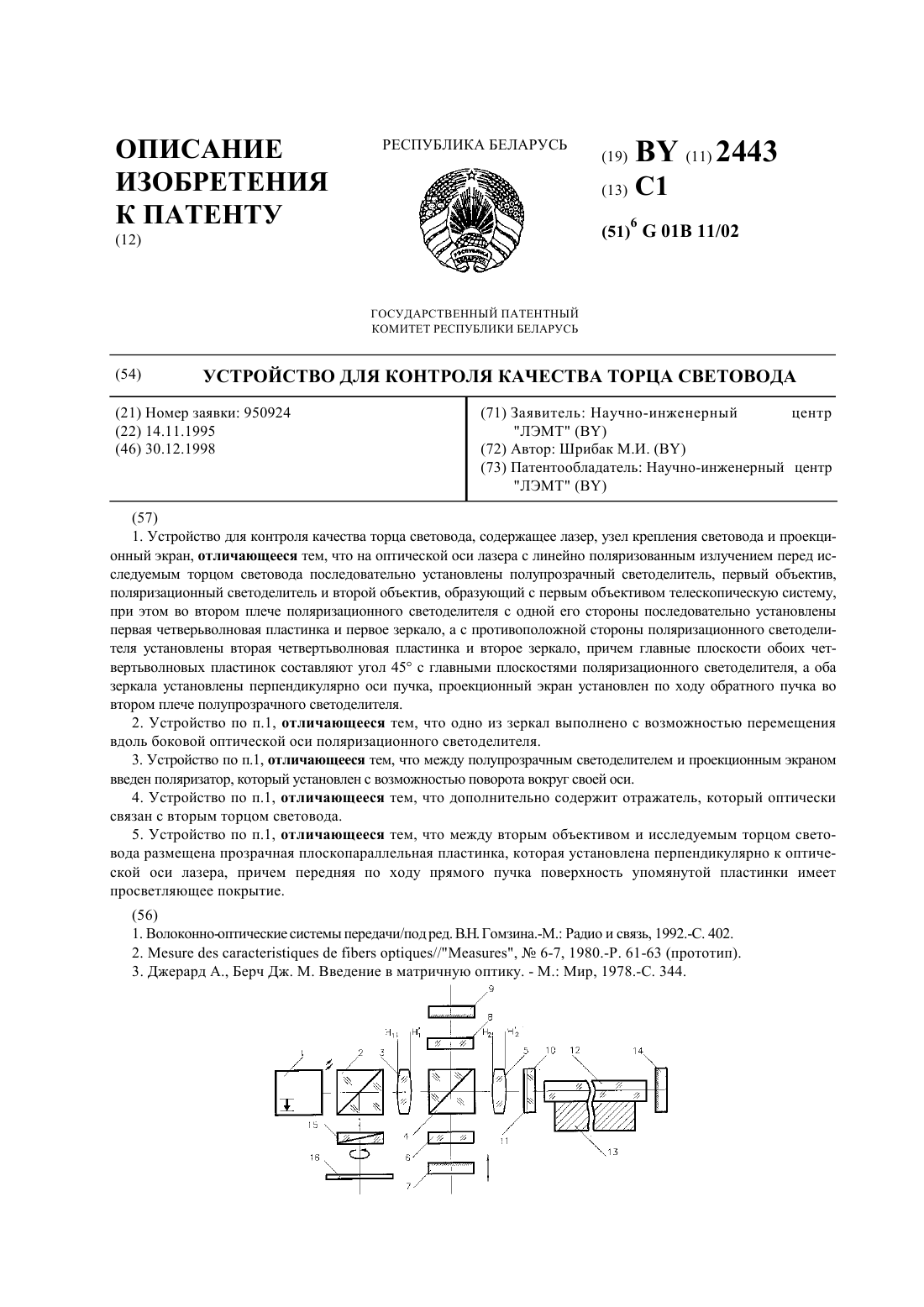
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ ИЗДЕЛИЙ(71) Заявитель Научно-исследовательское конструкторско-технологическое республиканское унитарное предприятие Белмикросистемы(72) Авторы Сенько Сергей Федорович Сенько Александр Сергеевич Емельянов Виктор Андреевич Белоус Анатолий Иванович(73) Патентообладатель Научно-исследовательское конструкторско-технологическое республиканское унитарное предприятие Белмикросистемы(57) Устройство контроля качества поверхности изделий, включающее точечный источник оптического излучения, держатель образцов и экран, отличающееся тем, что дополнительно содержит компьютер с системой считывания и ввода в него получаемого светотеневого изображения.(56) 1. Карбань В.И., Кой П., Рогов В.В., Хофман . И др. Обработка полупроводниковых материалов / Под ред. Н.В.Новикова, В.Бертольди - Киев Наукова думка, 1982. - С. 256 с. 2. Рейви К. Дефекты и примеси в полупроводниковом кремнии Пер. с англ. - М. Мир,1984. - С. 475. 3.О.,.,.,.,Т.,.. 11574. Кузьмичев В.Е. Законы и формулы физики/Отв. ред. В.К. Тартаковский. - Киев Наук, думка, 1989. - С. 864 с. 5. Топорец А.С. Оптика шероховатой поверхности. - Л. Машиностроение. Ленингр. отд-ние, 1988. - С. 191. Полезная модель относится к области электронной техники, в частности к микроэлектронике, и может быть использована при изготовлении полупроводниковых приборов,жидкокристаллических индикаторов (ЖКИ), фотошаблонов и другой продукции. Полезная модель может быть также использована для контроля качества поверхностей высокого класса обработки в любых других областях, например, оптике машиностроении и др. Важнейшим показателем качества поверхности является наличие на ней различных топографических дефектов, т.е. микронеровностей. Существуют приборы для контроля микронеровностей поверхности, называемые профилометрами и профилографами, основанные на контактном сканировании исследуемой поверхности иглой, соединенной с датчиком перемещения этой иглы 1. Изменения микрорельефа поверхности приводят к смещению положения сканирующей иглы, что отражается на самописце. Недостатками указанных устройств являются низкая информативность, поскольку устройства позволяют получить не достоверное изображение дефекта, а лишь его модель, т.к. сканирование осуществляется вдоль одного или нескольких заданных направлений в виде сетки. Изображение дефекта можно представить в виде своеобразной деформации получаемой сетки. Причем сканирование всей поверхности с небольшим шагом занимает очень много времени и приводит в негодность исследуемую поверхность вследствие привнесенной дефектности. Разработанные в последнее время приборы рентгеновской топографии для контроля полупроводниковых подложек имеют избирательную чувствительность к микронеровностям поверхности, т.е. позволяют идентифицировать лишь те дефекты, которые создают поля упругих напряжений и/или деформаций и т.п. Такими дефектами являются, например, линии скольжения, сколы и др. В отдельных случаях требуется декорирование дефектов, что приводит в негодность исследуемый объект. Большинство топографических дефектов поверхности, например ямки, бугорки, при контроле методом рентгеновской топографии остается незамеченными. К тому же рентгеновское излучение является источником повышенной опасности 2. Наиболее близким к полезной модели, ее прототипом является устройство для контроля качества поверхности изделий, включающее точечный источник излучения оптического диапазона, держатель образцов и экран 3. Свет от точечного источника падает на контролируемую поверхность, отражается от нее и попадает на экран. Наличие дефектов поверхности приводит к локальному изменению угла отражения падающего света, что проявляется в изменении интенсивности освещения соответствующих этим дефектам областей светотеневого изображения контролируемой поверхности на экране. По характеру распределения интенсивности отраженного света судят о наличии тех или иных топографических дефектов. На основании получаемой светотеневой картины (по сути, оптической топограммы) можно определить вид дефектов, их количество, занимаемую площадь, а также получить иную информацию, касающуюся размеров дефектов в плане. Однако этой информации недостаточно для количественной оценки качества контролируемой поверхности. Более важным параметром является размер дефектов в глубину (высоту). Данное устройство не позволяет проводить такую количественную оценку дефектности контролируемой поверхности. Задачей настоящей полезной модели является расширение функциональных возможностей устройства за счет получения количественных данных о дефектности контролируемой поверхности. 2 1157 Поставленная задача решается тем, что устройство контроля качества поверхности изделий, включающее точечный источник оптического излучения, держатель образцов и экран, снабжают компьютером с системой считывания и ввода в него получаемого светотеневого изображения. Сущность заявляемой конструкции заключается во введении компьютерной обработки получаемого светотеневого изображения. Дополнение рассматриваемой конструкции персональным компьютером с системой считывания и ввода в него получаемого светотеневого изображения позволяет проводить компьютерную диагностику изображения, в результате чего в качестве выходных параметров устройства появляются количественные данные о дефектности контролируемой поверхности. Компьютер предназначен для анализа светотеневого изображения и расчета микрогеометрических параметров контролируемой поверхности на основе измерения яркости составляющих изображение точек присвоением этим точкам номера их цвета с последующим расчетом параметров микронеровностей контролируемой поверхности по формулам,, 1, 1 где- кривизна контролируемой поверхности в точке ,- коэффициент пропорциональности,- интенсивность светотеневого изображения в точке ,- среднеарифметическое отклонение параметра 1 от среднего значения,- количество точек изображения, по которым проводится анализ,- среднеквадратичное отклонение величиныот среднего значения. Заявляемая конструкция поясняется чертежом. На фиг. 1 приведена схема заявляемого устройства. Устройство состоит из точечного источника света 1, держателя образцов 2,экрана 3, устройства считывания изображения 4, в качестве которого изображена цифровая фотокамера, и персонального компьютера 5. Устройство работает следующим образом. Свет от точечного источника оптического диапазона падает на контролируемую поверхность, отражается от нее и попадает далее на рассеивающий экран устройства. В связи с тем, что любой топографический дефект проявляется как локальная неровность поверхности, их наличие приводит к локальному изменению угла отражения света по отношению к углу отражения плоскостью пластины. Это приводит к появлению на экране светотеневых изображений дефектов. Формы и размеры получаемых изображений соответствуют форме и размерам соответствующих им дефектов и зависят от размеров дефектов в плане, а яркость (интенсивность) изображений - от размеров в глубину (высоту). Поскольку все дефекты поверхности можно рассматривать как комбинации ямок и бугорков различных размеров и форм, ограничимся рассмотрением формирования изображения только этих дефектов. Наличие ямки приводит к фокусировке отраженного света, что на топограмме проявляется в появлении более светлого, по сравнению со средней освещенностью топограммы, пятна. Наличие бугорка, наоборот, приводит к расфокусировке света,что проявляется в появлении на топограмме темного пятна. Экран позволяет визуально наблюдать картину дефектности контролируемой поверхности без дополнительных приспособлений. На данном этапе изображение может быть идентифицировано исключительно на качественном уровне, т.е. по факту наличия или отсутствия тех либо иных дефектов. 1157 Далее полученное на экране светотеневое изображение считывается при помощи устройства считывания и вводится в персональный компьютер. В качестве устройства считывания может выступать любое известное устройство считывания изображений, разрешение которого позволяет проводить дальнейший количественный анализ. Это может быть видеокамера, сканер и др. Наиболее подходящими устройствами на сегодняшний день для данных целей являются цифровые фотоаппараты. Они позволяют максимально быстро и максимально качественно (с максимальным разрешением) получить цифровое изображение наблюдаемой светотеневой картины. Программное обеспечение и стандартная комплектация цифровых фотоаппаратов позволяют тут же ввести изображение в компьютер. Далее следует компьютерная диагностика полученных изображений с помощью специально разработанной программы анализа изображений. Ее суть заключается в измерении яркости каждой точки изображения путем присвоения номера ее цвета в серой цветовой палитре. На основании проведенных измерений проводятся необходимые расчеты параметров дефектности контролируемой поверхности согласно приведенным формулам,а также построение различных зависимостей. Возможность использования приведенных формул для количественной оценки качества контролируемой поверхности обоснована ниже. Профиль контролируемой поверхности можно выразить как в изменении высоты ее микронеровностей, что широко используется в различных областях науки и техники, так и через изменение радиуса кривизны этих микронеровностей, поскольку размер микронеровностей находится в строгой математической связи с их радиусом кривизны. Интенсивность же и размеры светотеневых изображений дефектов на топограмме находятся в прямой зависимости от радиуса их кривизны. Поэтому значения интенсивности изображения в различных точках топограммы могут быть приняты в качестве количественного параметра профиля контролируемой поверхности. Изложенное выше поясняется чертежом и расчетами. Вначале для упрощения рассмотрения влияния геометрических параметров дефектов на яркость и размеры световых пятен на топограмме сделаем некоторые допущения. Во-первых, пренебрежем поглощением света пластиной, т.е. считаем, что поверхность пластины отражает 100 падающего света. Во-вторых, рассматриваемые дефекты будем считать комбинациями сферических микрозеркал. И в-третьих, на том основании, что размеры дефектов в плане малы (порядка миллиметра), а радиус кривизны пластины и микрозеркал достаточно велик (исчисляется в метрах), воспользуемся формулой фокуса сферического зеркала 42,где- радиус кривизны микрозеркала- его фокусное расстояние. На фиг. 2 приведена схема формирования изображения ямки (микрозеркала) с радиусом в плане 1 ОА, радиусом кривизны 12, глубиной 1 и с фокусом в точке . Экран расположен на расстоянии аОС от контролируемой поверхности. На экране ямка видна как светлое пятно с радиусом 2 ВС. На пластину падает коллинеарный световой поток с интенсивностью 1. Интенсивность светлого пятна на экране, сформированного ямкой, равна 2. Величины 1, 2 и а могут быть легко измерены. Из подобия треугольников 1 инаходим, что 1 1 2212 2 1 Профиль контролируемой поверхности можно оценить исключительно по яркости изображения. Из выраженияполучаем 1 2 1. 22 Отсюда видно, что яркость изображения дефектов зависит практически только от величины , поскольку 1 и а являются константами для конкретной конструкции установки контроля. Поэтому в большинстве случаев для количественной оценки качества поверхности достаточно определить параметр , представляющий собой локальную кривизну поверхности в точкекак 2 ,где- калибровочный коэффициент. Локальная кривизна поверхностиотражает ее микрорельеф, т.е. является, по сути, параметром высоты поверхности в точке . Преимуществом данного параметра является тот факт, что он может быть получен прямым измерением в любой точке контролируемой поверхности. При этом значительно повышается скорость обработки полученных результатов, расширяются возможности статистической обработки. Микронеоднородность поверхностиможно в этом случае определить как среднее арифметическое отклонение параметраот среднего значения 8. 1, 1 1.1 Другим важным параметром является среднеквадратичное отклонениевеличиныот среднего значения Таким образом, параметры ,ианалогичны параметрам контроля шероховатости,применяемым в машиностроении, оптике и в др. областях. Математически связь между предлагаемыми параметрами контроля и высотой микронеровностей можно выразить следующим образом. 5 1157 Глубину ямки 1 можно определить по формуле 212 . Величинуможно также выразить через интенсивность светового потока . 21 В этом выражениииспользуются только величины, получаемые прямым измерением параметров изображения на экране. Для плоской поверхности при 12, 20 получаем,0, т.е. ямка отсутствует. Разрешающую способность устройства по глубине дефектов можно определить следующим образом. Допустим, что яркость изображения ямки 2 принимает некоторую промежуточную величину, например соответствующую номеру цвета 150. Расстояние от контролируемой поверхности до экрана а примем равным 1 м, а радиус ямки в плане 2 - 0,001 м. Предположим, что разница в яркости изображения дефекта составляет величину, соответствующую изменению номера цвета на 1,т.е. 1149. В этом случае глубина ямкисоставит 0,0000000009 м, т.е. 0,9 нм, что значительно меньше величины (6 нм), теоретически рассчитанной в работе 3. Таким образом, предлагаемая конструкция устройства для контроля качества поверхностей высокого класса обработки позволяет получать количественные данные о дефектности контролируемой поверхности. Испытания предлагаемого устройства проводили следующим образом. В качестве контролируемых поверхностей использовали рабочие поверхности полупроводниковых кремниевых пластин диаметром 100 мм ЕТО.035.240 ТУ, используемых для изготовления ИС. В качестве точечного источника света использовали ксеноновую лампу ДКсШ-150,включенную с применением стандартного блока питания. Пластины устанавливали на держатель таким образом, чтобы отраженный пластинами свет от точечного источника попадал на экран, выполненный из матовой белой пленки производства фирмы . Перед экраном устанавливали цифровую камеру 4500, соединенную с компьютером 933. Экран и цифровая камера располагались во избежание посторонней засветки в специальном затемненном боксе, конструкция которого не имеет принципиального значения. Считывание изображений проводили в режиме 16001200 точек. Для ввода изображения в компьютер использовались драйвера и приспособления(кабель), входящие в комплект поставки камеры. Управление процессом считывания и ввода изображений в компьютер осуществлялись непосредственно с компьютера. Для обработки полученных изображений был специально разработан пакет программ, описание и листинги которых приведены в приложении. Топограмму в этом случае рассматривали как двумерную матрицу, члены которой представляли собой интенсивности отдельных точек изображения. Разрешение по интенсивности определяется глубиной цвета. В настоящей работе использовали цветовую палитру серого цвета из 256 оттенков. Следовательно, интенсивность любой точки изображения отображалась номером оттенка от 0 до 255. Это позволило различать отдельные точки дефектов, относительная разница интенсивности изображения которых составляла 0,4 . Разрешение по размерам в плане определяется оптическим разрешением изображения,обычно измеряемом в количестве точек (пикселов) на дюйм . Использование применяемого разрешения в режиме съемки позволяет проводить измерения яркости для данного диаметра пластины на площади менее 0,04 мм 2, что вполне достаточно для осуществления количественного контроля топографических дефектов, поскольку площадь реально различимых дефектов значительно выше. На фиг. 3,а приведено полученное светотеневое изображение кремниевой пластины диаметром 100 мм со следами траектории режущей кромки алмазного круга при резке слитка, а на фиг. 3,б - компьютерное построение изменения параметра , отражающего геометрический профиль в сечении АА той же пластины. Высота пиков и их шаг являются 1157 количественными характеристиками профиля контролируемой поверхности, получить которые можно путем их прямого измерения. На фиг. 4,а приведено светотеневое изображение кремниевой пластины, а на фиг. 4,б - результаты компьютерного построения микронеоднородности ее поверхности. На основании данной картины можно быстро оценить размеры микронеровностей в различных точках пластины и принять решение о ее пригодности к дальнейшему использованию. На фиг. 5,а-е приведены топограммы поверхностей полупроводниковых пластин кремния, а в таблице - результаты компьютерного расчета количественных параметров качества контролируемых поверхностей. Следует отметить, что контроль является неразрушающим. Время контроля определяется тактовой частотой работы компьютера и разрешением изображения. В описываемых условиях оно составило менее 1 мин, что позволяет использовать устройство для 100 количественного контроля в условиях серийного производства. Из приведенных данных видно, что предлагаемое устройство, в отличие от прототипа,позволяет получать количественные характеристики качества контролируемых поверхностей. Номер рисунка топограммы 5,а 5,б 5,в 5,г 5,д 5,е 3,а 4,а Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01B 9/00
Метки: устройство, поверхности, изделий, контроля, качества
Код ссылки
<a href="https://by.patents.su/8-u1157-ustrojjstvo-dlya-kontrolya-kachestva-poverhnosti-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для контроля качества поверхности изделий</a>
Устройство для контроля качества торца световода
Номер патента: 2443
Опубликовано: 30.12.1998
Автор: Шрибак Михаил Иванович
МПК: G01B 11/02
Метки: устройство, контроля, световода, качества, торца
Текст:
...чтобы его геометрическая ось совпадала с осью прямого пучка. Поэтому, если нормаль к исследуемому торцу отклоняется на уголот геометрической оси световода 12, то угол между осью прямого пучка и пучка, зеркально отраженного от исследуемого торца световода 12,будет равен 2. Оба обратных пучка фокусируются вторым объективом 5 в задней, по ходу прямого пучка,фокальной плоскости первого объектива 3. Поскольку прямой пучок падает на рабочие...
Устройство контроля параметров качества электроэнергии
Номер патента: U 383
Опубликовано: 30.12.2001
Авторы: Короленко Владимир Анатольевич, Нагорный Дмитрий Олегович, Кудлай Евгений Андреевич, Онисимов Александр Валерьевич
МПК: G01R 19/25
Метки: качества, контроля, устройство, параметров, электроэнергии
Текст:
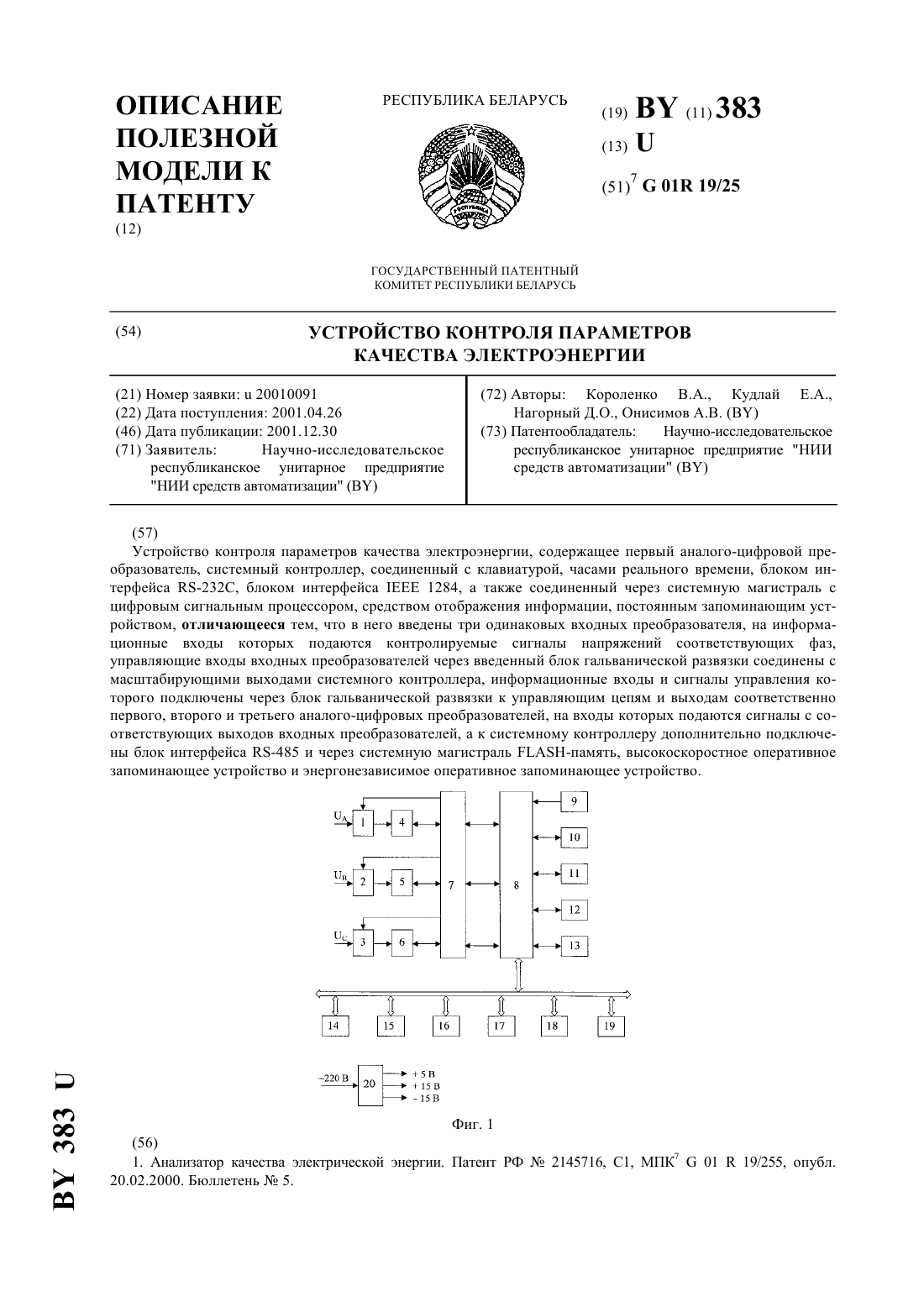
...сети. Предлагаемое решение позволит расширить номенклатуру средств измерений параметров качества электроэнергии. Указанный технический результат достигается тем, что в устройство контроля параметров качества электроэнергии, содержащее первый аналого-цифровой преобразователь, системный контроллер, соединенный с клавиатурой, часами реального времени, блоком интерфейса -232, блоком интерфейса 1284, а также соединенный через системную...
Устройство для экспресс-контроля качества жидкостей
Номер патента: 3982
Опубликовано: 30.06.2001
Автор: Кузнецов Александр Евгеньевич
МПК: G01N 27/22
Метки: экспресс-контроля, жидкостей, качества, устройство
Текст:
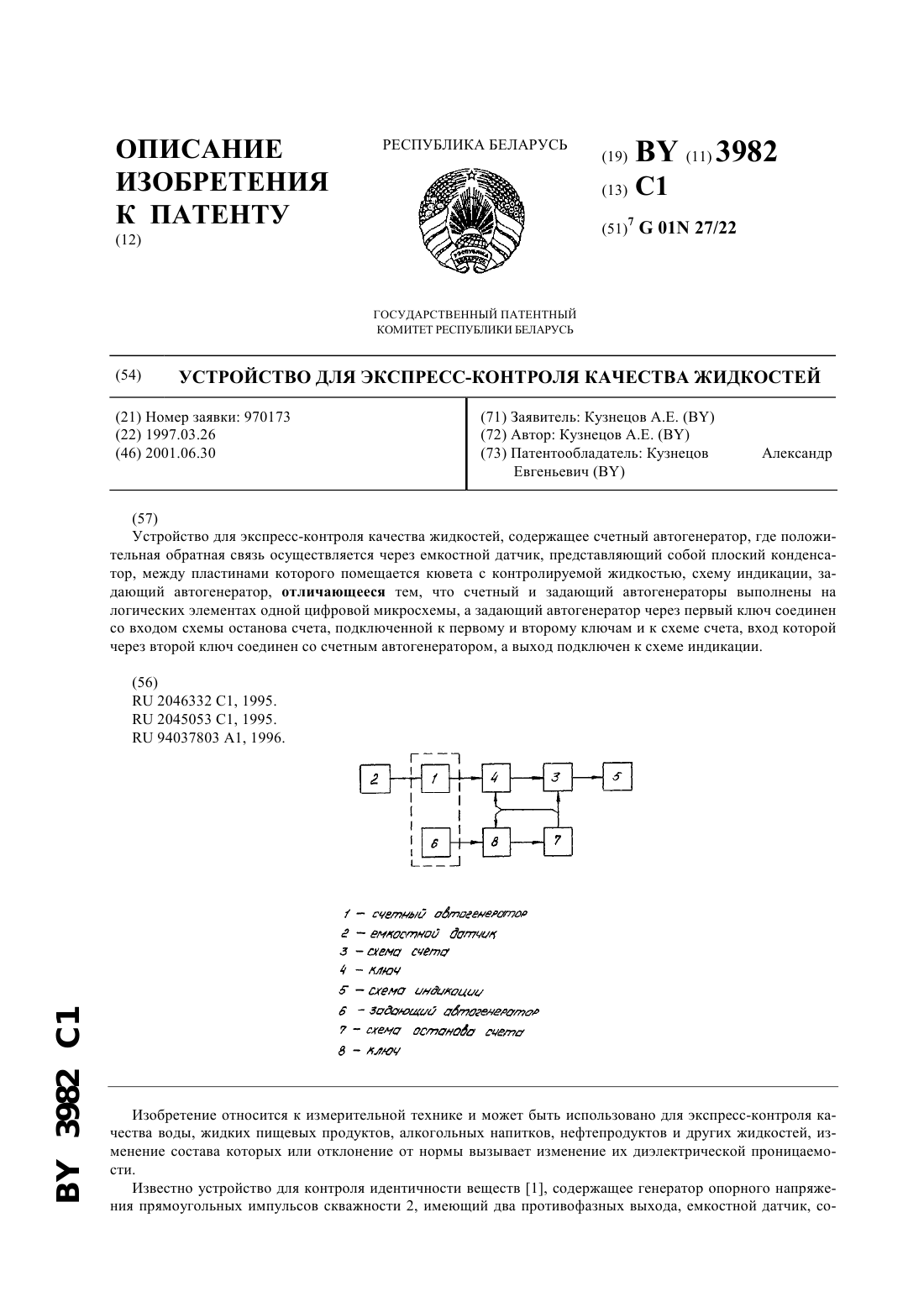
...дополнительно введены два ключа, схема счета и схема останова счета. На чертеже показана функциональная схема предлагаемого устройства, которое содержит счетный автогенератор 1, где положительная обратная связь осуществляется через емкостный датчик 2, представляющий собой плоский конденсатор, между пластинами которого помещается кювета с контролируемой жидкостью,схему счета 3 с устройством обнуления и устройством переключения...
Способ контроля шероховатости поверхности (варианты) и устройство для его осуществления
Номер патента: 4069
Опубликовано: 30.09.2001
Автор: Горохов Вадим Андреевич
МПК: G01B 5/28
Метки: осуществления, контроля, устройство, способ, варианты, шероховатости, поверхности
Текст:
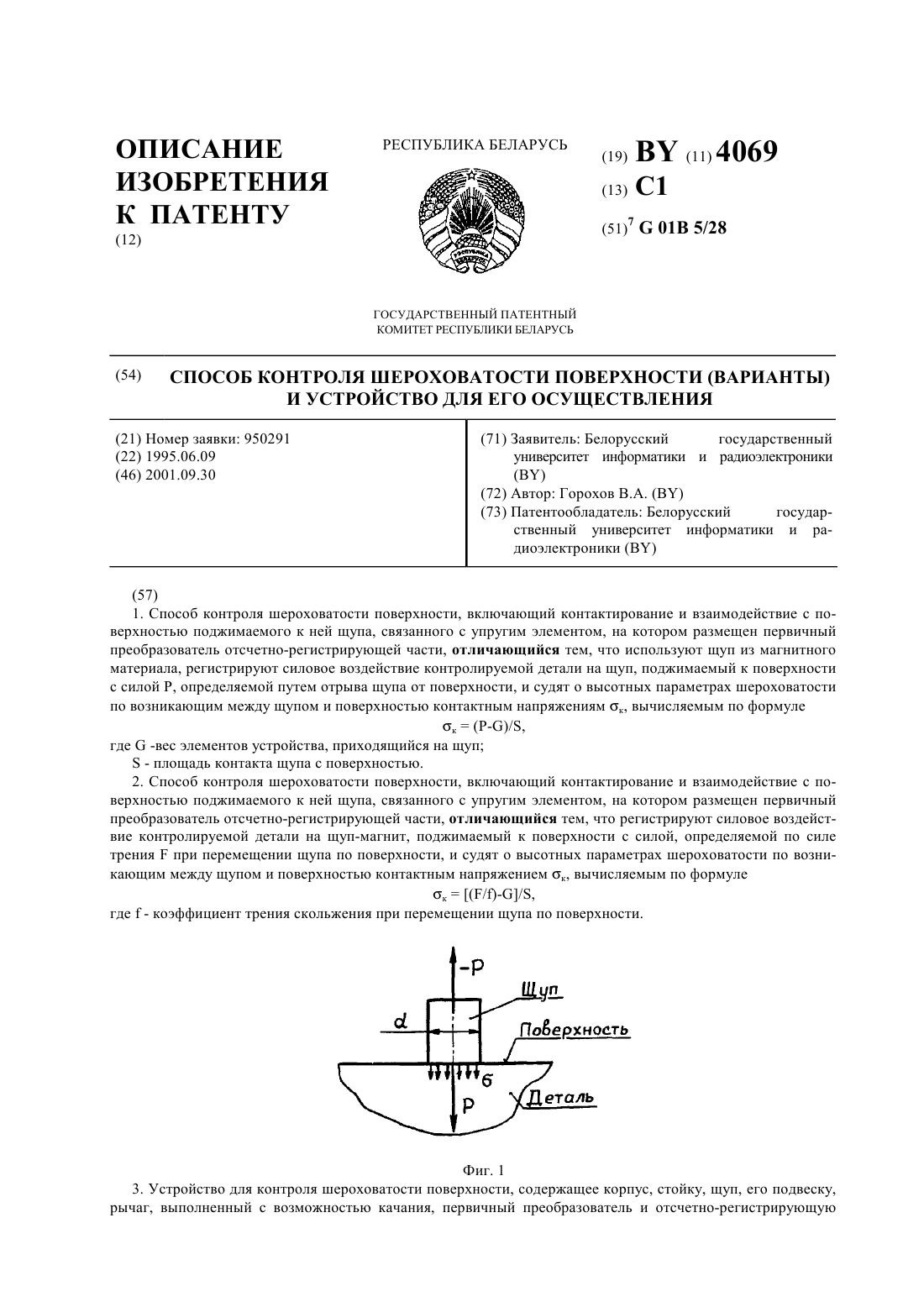
...щупа-магнита и детали из ферромагнитного материала при изменении шероховатости поверхности, поскольку с возрастанием высоты неровностей между контактирующими поверхностями щупа и детали увеличивается прослойка воздуха, имеющего в десятки и сотни раз меньшие магнитные индукцию и проницаемость, что предопределяет уменьшение силы и напряжений поджима магнита к поверхности. Сущность устройства заключается в том, что щуп выполнен не в...
Способ контроля микрогеометрии поверхности и устройство для его осуществления
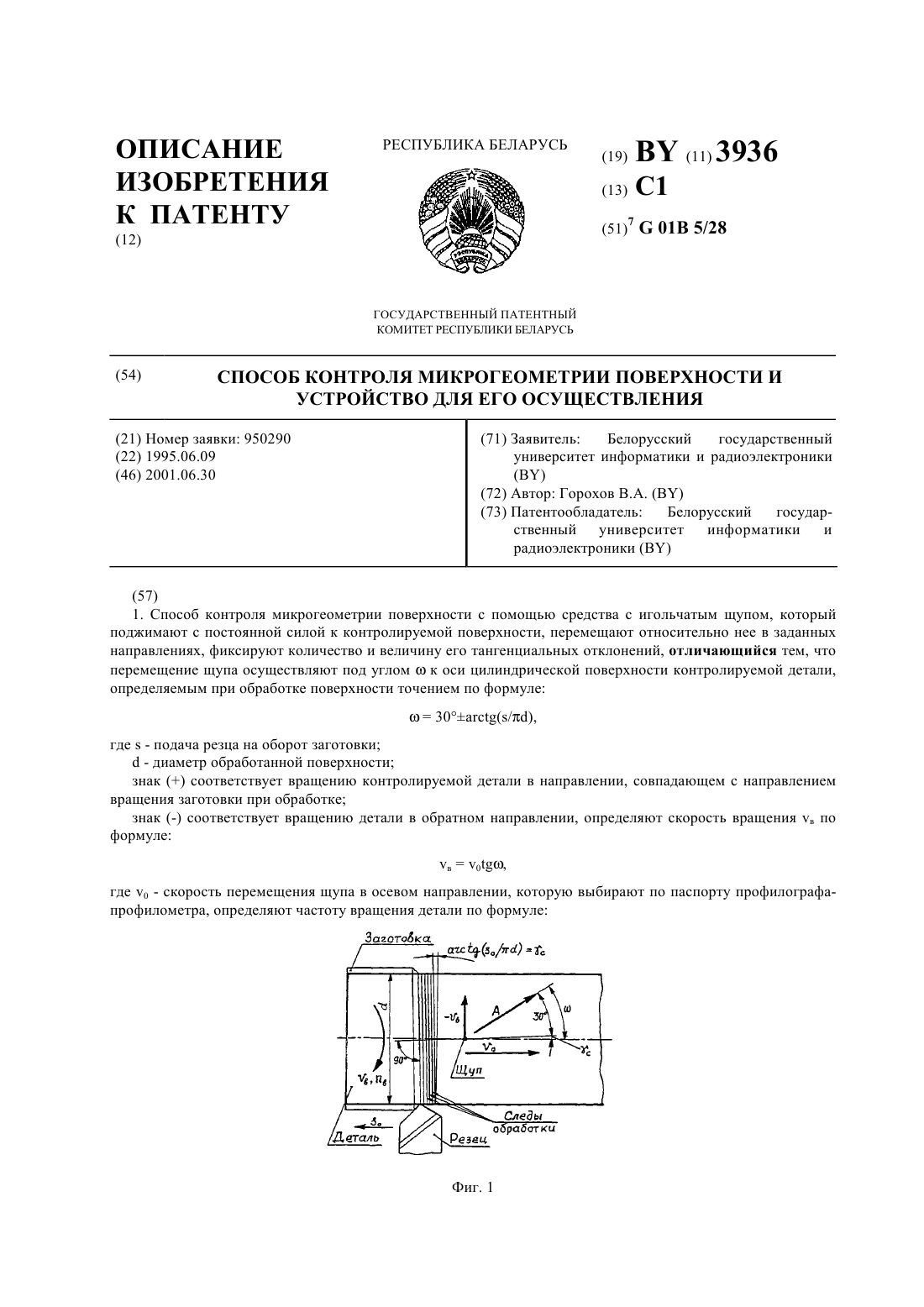
Номер патента: 3936
Опубликовано: 30.06.2001
Автор: Горохов Вадим Андреевич
МПК: G01B 5/28
Метки: микрогеометрии, поверхности, контроля, устройство, осуществления, способ
Текст:
...где- базовая длина,которую выбирают по паспорту базового профилографа-профилометра, определяют значение превышения п ПН над высотой неровностей по десяти точкамиз выражения п 2(-2) - , где 2 - исходная длина горизонтального плеча Г-образного рычага, 2 - угол отклонения щупа при встрече с ПН, а среднее значение превышенияср вычисляют по формулесрп/в. При этом используют устройство для контроля микрогеометрии поверхности, содержащее корпус,...
Предыдущий патент: Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”
Следующий патент: Устройство для тренировки мышц ног
Случайный патент: Гидроциклон