Способ нанесения износостойких покрытий
Номер патента: 18088
Опубликовано: 30.04.2014
Авторы: Оковитый Вячеслав Александрович, Оковитый Василий Вячеславович, Пантелеенко Алексей Федорович, Шевцов Александр Иванович, Асташинский Валентин Миронович
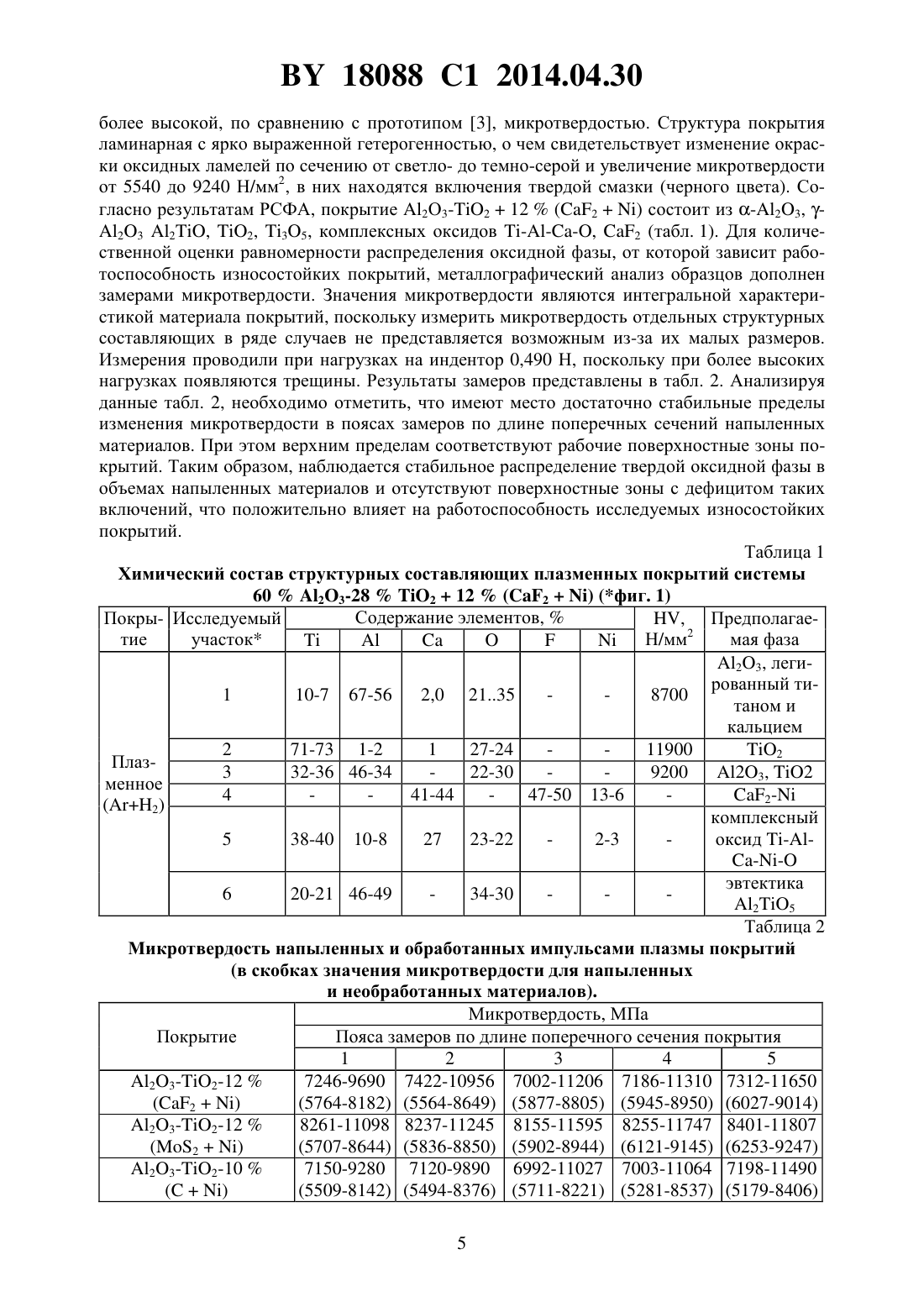
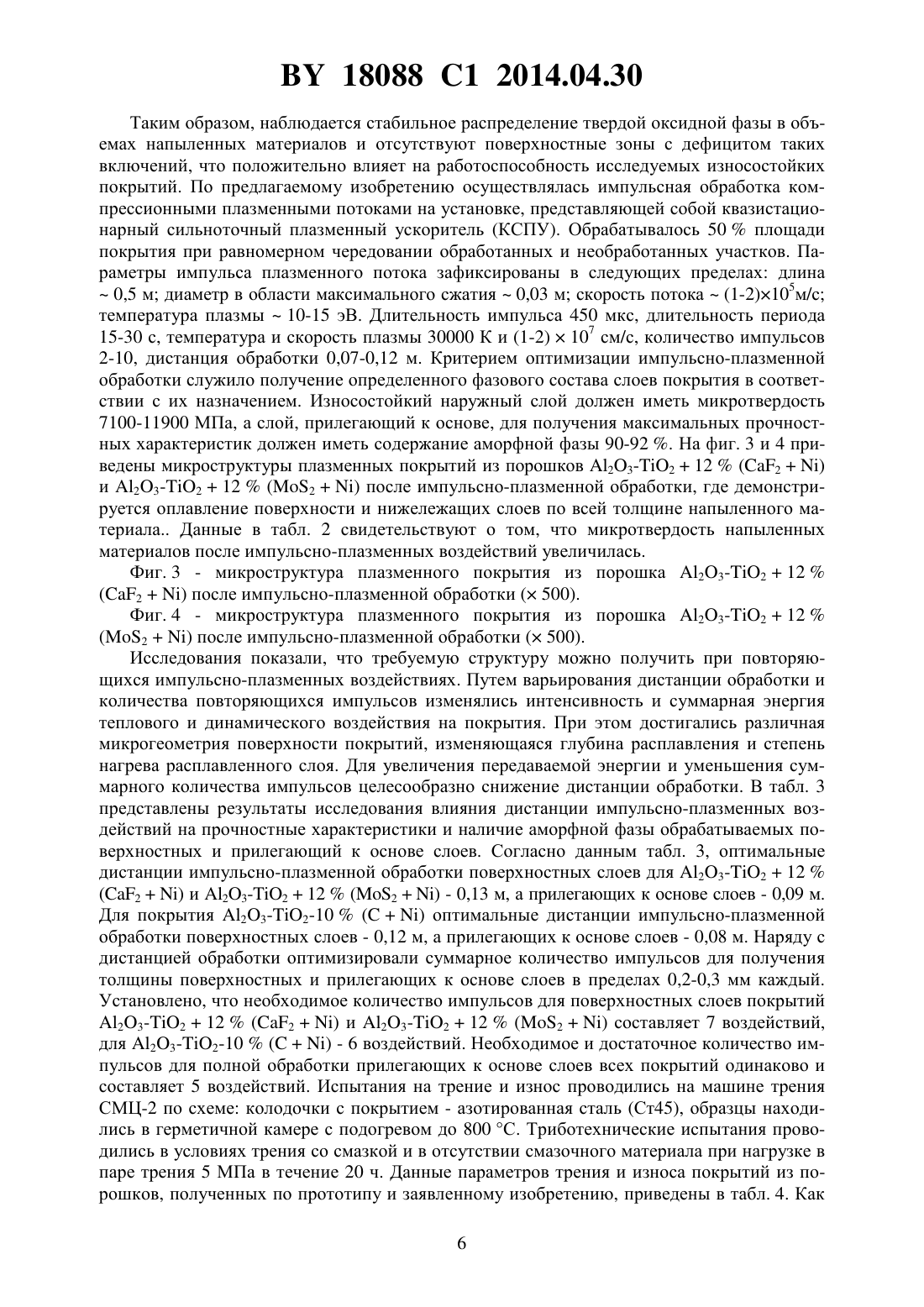
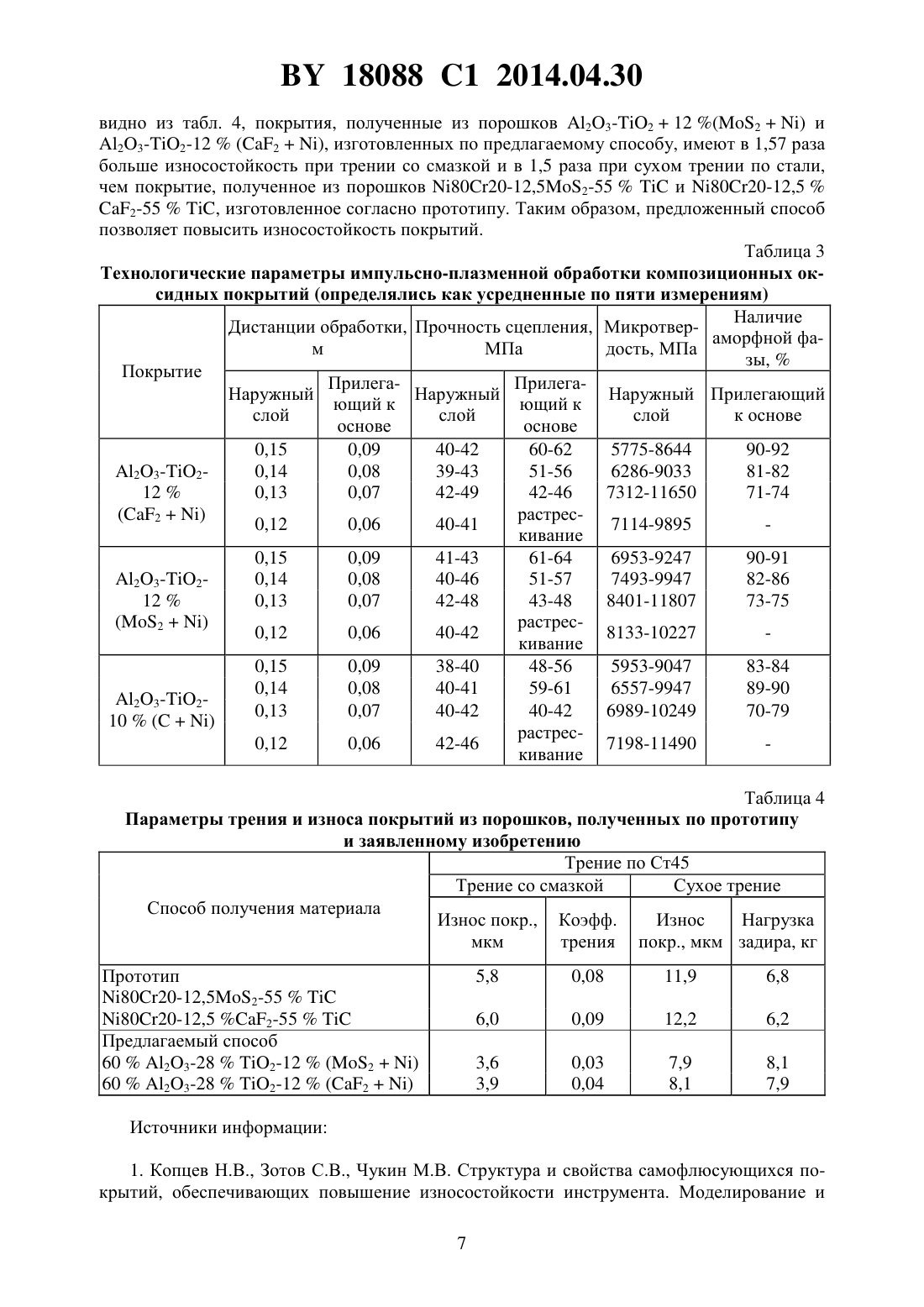
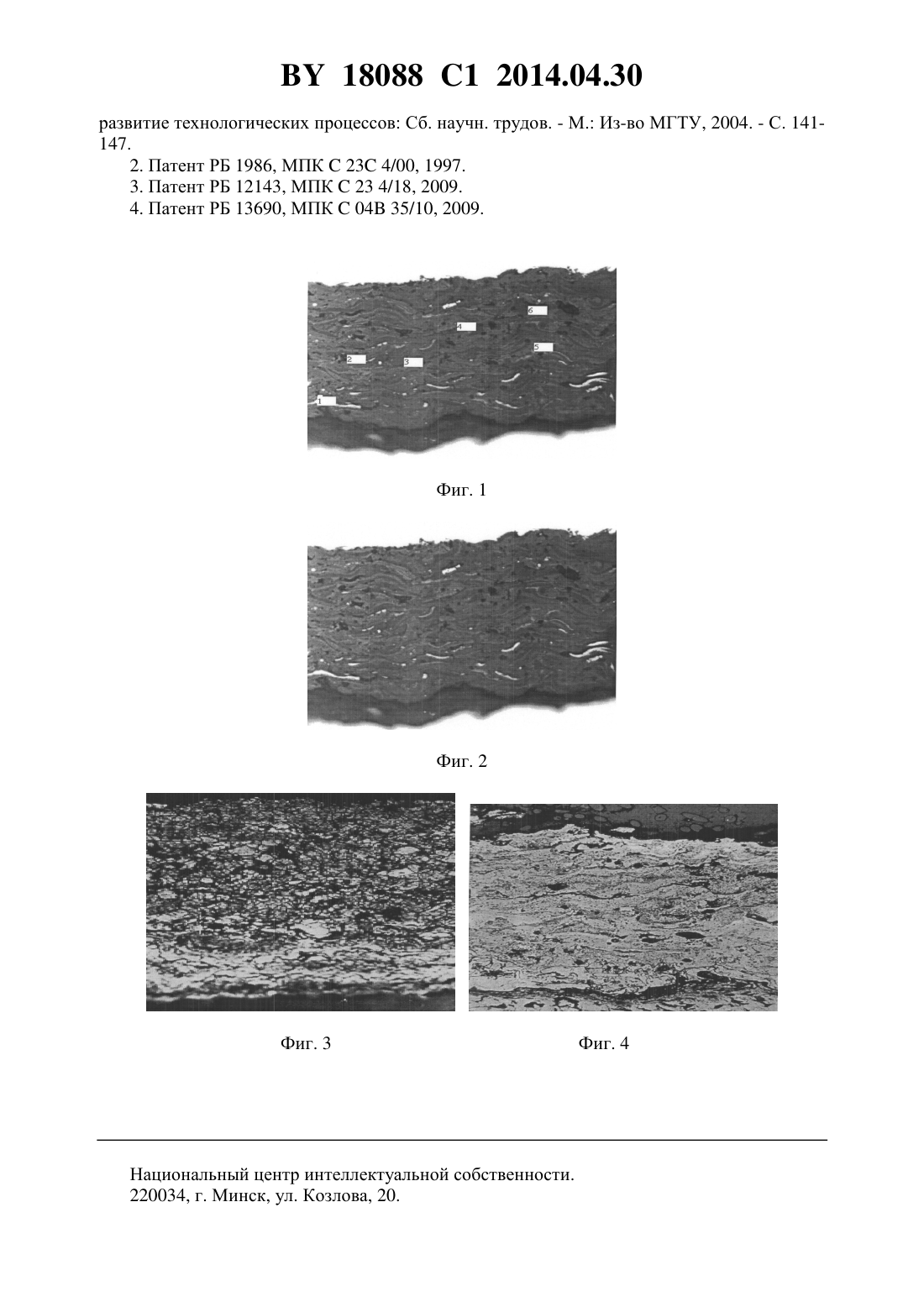
Текст
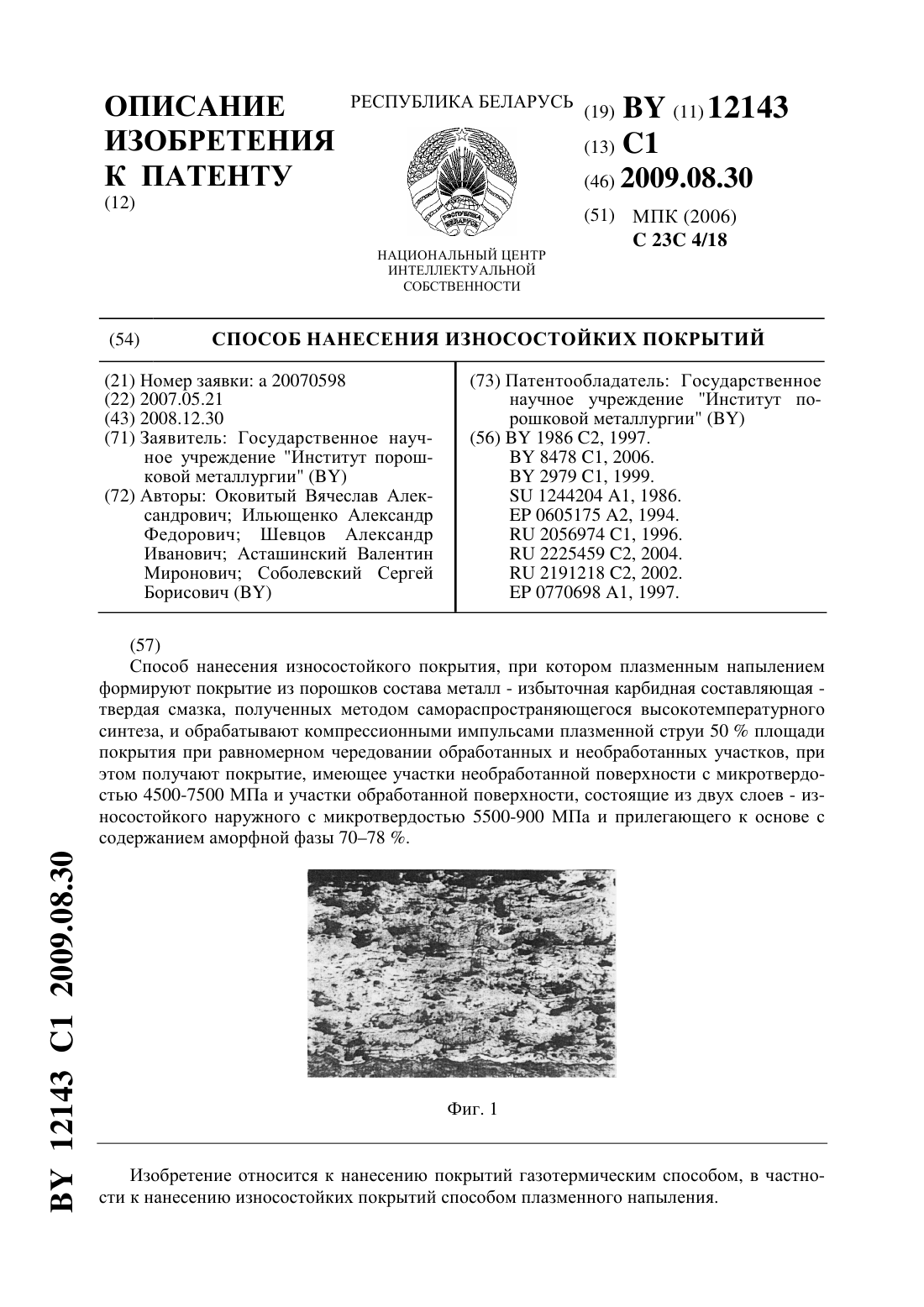
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ(71) Заявитель Белорусский национальный технический университет(72) Авторы Оковитый Вячеслав Александрович Шевцов Александр Иванович Асташинский Валентин Миронович Пантелеенко Алексей Федорович Оковитый Василий Вячеславович(73) Патентообладатель Белорусский национальный технический университет(57) Способ нанесения износостойкого покрытия, при котором плазменным напылением формируют покрытие из композиционного порошка состава металл - избыточная керамическая составляющая - твердая смазка, обрабатывают компрессионными импульсами плазменной струи 50 площади покрытия при равномерном чередовании обработанных и необработанных участков, при этом получают покрытие, имеющее участки необработанной поверхности и участки обработанной поверхности, состоящие из двух слоев - износостойкого наружного и прилегающего к основе, отличающийся тем, что в качестве керамической составляющей используют оксид алюминия - оксид титана, твердую смазку плакируют никелем, а композиционный порошок получают методом агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием, при этом микротвердость участков необработанной поверхности составляет 5800-9100 МПа, износостойкого наружного слоя участков обработанной поверхности - 7100-11900 МПа, а содержание аморфной фазы в прилегающем к основе слое составляет 90-92 . Изобретение относится к нанесению покрытий газотермическим методом, в частности к нанесению износостойких покрытий методом плазменного напыления. Известен способ нанесения покрытий 1, при котором на участки с разной степенью износа наносят самофлюсующиеся порошки разных марок с различной твердостью. Покрытия из самофлюсующихся сплавов имеют высокую твердость и хорошо работают в условиях износа, однако существует ряд существенных недостатков, к которым следует отнести значительное изменение химического и фазового состава покрытия по сравнению с исходным порошком и наличие зоны термического влияния на основу изделия. Известен способ получения износостойких покрытий 2, включающий напыление чередующихся слоев из твердых и мягких металлов или сплавов, с пористостью твердых слоев 2-5 , мягких 8-20 . К недостаткам данного способа необходимо отнести техноло 18088 1 2014.04.30 гические трудности получения покрытия, причем формирование первого слоя, изменяющегося по толщине при напылении через экран с прорезями, приводит к формированию неблагоприятных растягивающих напряжений в покрытии. В качестве прототипа выбран способ нанесения износостойкого покрытия 3, при котором плазменным напылением формируют покрытие из порошков состава металл - избыточная карбидная составляющая - твердая смазка, полученных методом самораспространяющегося высокотемпературного синтеза, обрабатывают компрессионными импульсами плазменной струи 50 площади покрытия при равномерном чередовании обработанных и необработанных участков, при этом получают покрытие, имеющее участки необработанной поверхности с микротвердостью 4500-7500 МПа и участки обработанной поверхности, состоящей из двух слоев - износостойкого наружного с микротвердостью 5500-9000 МПа и прилегающего к основе с содержанием аморфной фазы 70-78 . К недостаткам данного способа необходимо отнести высокую термическую диссоциацию карбидной керамики в процессе плазменного напыления. В период полета в плазменной струе частицы карбидной керамики склонны к потере устойчивости с изменением химического состава, что приводит к получению высокого коэффициента трения покрытий и негативно отражается на их эксплуатационных свойствах. Плазменные покрытия на основе карбидной керамики обладают недостаточной износостойкостью при работе в условиях высоких температур (более 800 С). Техническая задача, которую решает предлагаемое изобретение, заключается в увеличении износостойкости из-за применения в качестве износостойкого материала композиционного керамического материала на основе оксида алюминия - оксида титана плакированной никелем твердой смазки, полученного методом агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием и обладающего хорошими технологическими характеристиками, устойчивого к поддержанию химического состава в процессе газотермического напыления и способного формировать плазменные покрытия с высокой износостойкостью при работе в условиях высоких температур (более 800 С). Поставленная техническая задача достигается тем, что в способе нанесения износостойкого покрытия, при котором плазменным напылением формируют покрытие из композиционного порошка состава металл - избыточная керамическая составляющая твердая смазка, обрабатывают компрессионными импульсами плазменной струи 50 площади покрытия при равномерном чередовании обработанных и необработанных участков, при этом получают покрытие, имеющее участки необработанной поверхности и участки обработанной поверхности, состоящей из двух слоев - износостойкого наружного и прилегающего к основе, в качестве керамической составляющей используют оксид алюминия - оксид титана, твердую смазку плакируют никелем, а композиционный порошок получают методом агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием, при этом микротвердость участков необработанной поверхности составляет 5800-9100 МПа, износостойкого наружного слоя участков обработанной поверхности - 7100-11900 МПа, а содержание аморфной фазы в прилегающем к основе слое составляет 90-92 . Сущность изобретения заключается в следующем. Для повышения антифрикционных характеристик керамических износостойких плазменных покрытий в условиях высокотемпературной коррозии необходимо использование оксидной керамики, в частности композиционного керамического материала на основе оксида алюминия - оксида титана плакированной никелем твердой смазки. Такие покрытия характеризуются повышенной пластичностью, коррозионной стойкостью и стойкостью по отношению к ударным нагрузкам, а также обладают меньшими значениями пористости, равномерностью структуры и изотропностью свойств по сравнению с композицией металл - избыточная карбидная составляющая - твердая смазка. 2 18088 1 2014.04.30 Необходимо также отметить, что применяемая технология изготовления композиционного порошка должна также обеспечивать придание частицам свойств, способствующих формированию заданной структуры покрытий. Твердые смазки подвержены интенсивному разложению во время напыления, поэтому их необходимо плакировать оболочками из металла (например, никеля), стабилизирующими состав частиц в период высокотемпературного распыления и создающими предпосылки генерирования прочных связей между частицами и подложкой при формировании газотермических покрытий. Вместе с тем упомянутые оболочки в структуре покрытий выполняют роль теплозащитных экранов, которые затрудняют передачу тепла в нанесенных материалах. Низкая теплопроводность оболочек из никеля связана с тугоплавкими фазами оксидов никеля. Ухудшение передачи тепла в напыленных материалах с плакирующими оболочками частиц способствует удержанию тепловой энергии в нагреваемом слое покрытия при напылении, степень оплавления которого возрастает. При этом улучшаются условия для уплотнения напыленного материала, увеличивается также количество центров кристаллизации расплава с конкурирующим развитием кристаллических зерен при сверхбыстром охлаждении жидкофазного материала. Взаимный контакт увеличивающихся кристаллических зерен существенно ограничивает их развитие и размеры, создаются условия для получения измельченной нанокристаллической структуры. Таким образом, ухудшение передачи тепла в напыленных материалах с плакирующими оболочками частиц способствует уплотнению структуры, зарождению центров кристаллизации расплава при плазменном напылении покрытий, что положительно влияет на их упрочнение. Оценивая состояние вопроса и эффективность способов получения композиционных керамических (оксидных) порошков для плазменного напыления, можно сделать вывод,что одним из наименее сложных и наиболее технологических методов получения композиционных оксидных порошков является метод агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием 4. Такой процесс изготовления композиционных порошков позволяет обеспечить следующие преимущества при плазменном напылении повышение температуры частиц вследствие интенсификации процессов теплообмена в плазменной струе повышение скорости частиц вследствие интенсифицирования ускорения частиц в плазменной струе повышение износостойкости,прочности и плотности покрытий. Скорость нагрева частиц оксидных материалов в плазменной струе лимитируется их низкой теплопроводностью. Методы агломерирования и применяемые при этом связующие позволяют получать из мелкодисперсных компонентов шихты размером 1-3 мкм агломераты, характеризующиеся большими значениями пористости и удельной поверхности. Это приводит к интенсификации процессов теплообмена между струей и частицами, а также к увеличению скорости частиц. Содержание аморфной фазы в плазменных керамических покрытиях можно существенно изменить параметрами напыления или последующей термической обработкой. Повышенная прочность достигается усилением когезионных и адгезионных связей покрытия. Для этого нанесенный плазменным напылением материал из керамики, содержащей оксид алюминия - оксид титана - плакированную никелем твердую смазку,уплотняют и модифицируют импульсами компрессионных плазменных потоков. При воздействиях импульсами за счет тепловой и кинетической энергии плазменных потоков происходит оплавление и уплотнение покрытий, формируются аморфная или кристаллическая структуры. Аморфная фаза образуется от первого импульса в наружном слое покрытия за счет сверхбыстрого охлаждения расплава. Второй импульс обрабатывает переходный слой с его аморфизацией. При этом наружный слой подвергается сравнительно небольшому, но достаточному для изменения тонкой структуры нагреву, вызывающему переход аморфизированного состояния в кристаллическое. Рассмотренная конструкция является оптимальной и сочетает повышенную прочность (когезионную и адгезионную) оплавленного, уплотненного аморфизированного переходного слоя с износостойкостью 3 18088 1 2014.04.30 кристаллического наружного слоя. Равномерное изменение микротвердости и сближение модулей упругости слоев приводят к снижению концентрации напряжений и увеличению прочности сцепления. Для достижения вышеупомянутой конструкции обработанного керамического покрытия проводилась отработка оптимальных режимов воздействий импульсами плазмы. Критериями оптимизации служили следующие показатели оплавление и уплотнение обработанного слоя в отсутствие неоплавленных микрообъемов, оплавление слоев по всей толщине покрытия, отсутствие признаков разрушения обработанных слоев(развития трещин), формирование двухслойного покрытия в обработанном слое с градиентным изменением (уменьшением) процентного содержания аморфной фазы от подслоя к наружному слою. Оптимизация по указанным критериям осуществлялась при варьировании дистанции (энергетического уровня) воздействий импульсами плазмы и суммарного количества импульсов. Путем варьирования дистанции обработки и количества повторяющихся импульсов изменялась интенсивность и суммарная энергия теплового и динамического воздействия на покрытия. При этом достигались различная микрогеометрия поверхности покрытий, изменяющаяся глубина расплавления и степень нагрева расплавленного слоя. Для увеличения передаваемой энергии и уменьшения суммарного количества импульсов целесообразно снижение дистанции обработки. Пример. Проводили плазменное напыление на основу из углеродистой стали, подвергнутую струйно-абразивной обработке, износостойких покрытий из порошков оксидной керамики с введением плакированной твердой смазки следующих составов композиция 23212(2) композиция 23-212(2) композиция 23210. Для плазменного напыления использовали порошки фракции-80 40 мкм. Для процесса напыления покрытия используется следующее оборудование установка плазменного напыления фирмы Плазма-Техник (Швейцария), укомплектованная плазмотроном 4 порошковый питатель -10 установка дробеструйной обработки. Нанесение покрытия производили на следующих режимах работы оборудования. Напыление подслоя покрытия (порошок ПН 85 Ю 15) толщиной 0,05-0,1 мм расход водорода 7 л/мин расход аргона 30 л/мин ток электрической дуги 300-350 А мощность электрической дуги 30 кВт расход порошка .4 кг/ч дистанция напыления 100 мм. Напыление износостойкого слоя из порошков оксидной керамики толщиной 0,30,35 мм расход водорода 8 л/мин расход аргона 40 л/мин ток электрической дуги 450500 А мощность электрической дуги 40 кВт расход порошка .2,5 кг/ч дистанция напыления 110 мм. Фазовый состав покрытий определялся методом рентгеноструктурного анализа на рентгенографическом дифрактометре ДРОН-3. Количественное содержание фаз и равномерность их распределения определяли на сканирующем электронном микроскопе-7 при увеличении от 5000 до 20000 раз. Количественные оценки параметров определялись как усредненные по пяти измерениям. Прочность сцепления определяли на отрывной машине . Фиг. 1 - микроструктура плазменного покрытия из порошка 23-212(2), полученного методом агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием ( 500). Фиг. 2 - микроструктура плазменного покрытия из порошка 23-212(2), полученного методом агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием ( 500). На фиг. 1 и 2 приведены микроструктуры плазменных покрытий из порошков 23212(2) и 23-212(2), полученных методом агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием. При плазменном напылении порошков, полученных методом агломерирования мелкодисперсной шихты с последующим высокотемпературным спеканием, формируется покрытие с 4 18088 1 2014.04.30 более высокой, по сравнению с прототипом 3, микротвердостью. Структура покрытия ламинарная с ярко выраженной гетерогенностью, о чем свидетельствует изменение окраски оксидных ламелей по сечению от светло- до темно-серой и увеличение микротвердости от 5540 до 9240 Н/мм 2, в них находятся включения твердой смазки (черного цвета). Согласно результатам РСФА, покрытие 2 О 3-212(2) состоит из -23, 23 2, 2, 35, комплексных оксидов , 2 (табл. 1). Для количественной оценки равномерности распределения оксидной фазы, от которой зависит работоспособность износостойких покрытий, металлографический анализ образцов дополнен замерами микротвердости. Значения микротвердости являются интегральной характеристикой материала покрытий, поскольку измерить микротвердость отдельных структурных составляющих в ряде случаев не представляется возможным из-за их малых размеров. Измерения проводили при нагрузках на индентор 0,490 Н, поскольку при более высоких нагрузках появляются трещины. Результаты замеров представлены в табл. 2. Анализируя данные табл. 2, необходимо отметить, что имеют место достаточно стабильные пределы изменения микротвердости в поясах замеров по длине поперечных сечений напыленных материалов. При этом верхним пределам соответствуют рабочие поверхностные зоны покрытий. Таким образом, наблюдается стабильное распределение твердой оксидной фазы в объемах напыленных материалов и отсутствуют поверхностные зоны с дефицитом таких включений, что положительно влияет на работоспособность исследуемых износостойких покрытий. Таблица 1 Химический состав структурных составляющих плазменных покрытий системы 6023-28212(2) (фиг. 1) Содержание элементов,Покры- Исследуемый 23, легированный ти 1 10-7 67-56 2,0 2135 8700 таном и кальцием 2 71-73 1-2 1 27-24 11900 2 Плаз 3 32-36 46-34 22-30 9200 23, 2 менное 4 41-44 47-50 13-6 2(2) комплексный 5 38-40 10-8 27 23-22 2-3 оксид эвтектика 6 20-21 46-49 34-30 25 Таблица 2 Микротвердость напыленных и обработанных импульсами плазмы покрытий(в скобках значения микротвердости для напыленных и необработанных материалов). Микротвердость, МПа Покрытие Пояса замеров по длине поперечного сечения покрытия 1 2 3 4 5 23-2-127246-9690 7422-10956 7002-11206 7186-11310 7312-11650 18088 1 2014.04.30 Таким образом, наблюдается стабильное распределение твердой оксидной фазы в объемах напыленных материалов и отсутствуют поверхностные зоны с дефицитом таких включений, что положительно влияет на работоспособность исследуемых износостойких покрытий. По предлагаемому изобретению осуществлялась импульсная обработка компрессионными плазменными потоками на установке, представляющей собой квазистационарный сильноточный плазменный ускоритель (КСПУ). Обрабатывалось 50 площади покрытия при равномерном чередовании обработанных и необработанных участков. Параметры импульса плазменного потока зафиксированы в следующих пределах длина 0,5 м диаметр в области максимального сжатия 0,03 м скорость потока(1-2)105 м/с температура плазмы 10-15 эВ. Длительность импульса 450 мкс, длительность периода 15-30 с, температура и скорость плазмы 30000 К и (1-2)107 см/с, количество импульсов 2-10, дистанция обработки 0,07-0,12 м. Критерием оптимизации импульсно-плазменной обработки служило получение определенного фазового состава слоев покрытия в соответствии с их назначением. Износостойкий наружный слой должен иметь микротвердость 7100-11900 МПа, а слой, прилегающий к основе, для получения максимальных прочностных характеристик должен иметь содержание аморфной фазы 90-92 . На фиг. 3 и 4 приведены микроструктуры плазменных покрытий из порошков 23-212(2) и 23-212(2) после импульсно-плазменной обработки, где демонстрируется оплавление поверхности и нижележащих слоев по всей толщине напыленного материала Данные в табл. 2 свидетельствуют о том, что микротвердость напыленных материалов после импульсно-плазменных воздействий увеличилась. Фиг. 3 - микроструктура плазменного покрытия из порошка 23-212(2) после импульсно-плазменной обработки ( 500). Фиг. 4 - микроструктура плазменного покрытия из порошка 23-212(2) после импульсно-плазменной обработки ( 500). Исследования показали, что требуемую структуру можно получить при повторяющихся импульсно-плазменных воздействиях. Путем варьирования дистанции обработки и количества повторяющихся импульсов изменялись интенсивность и суммарная энергия теплового и динамического воздействия на покрытия. При этом достигались различная микрогеометрия поверхности покрытий, изменяющаяся глубина расплавления и степень нагрева расплавленного слоя. Для увеличения передаваемой энергии и уменьшения суммарного количества импульсов целесообразно снижение дистанции обработки. В табл. 3 представлены результаты исследования влияния дистанции импульсно-плазменных воздействий на прочностные характеристики и наличие аморфной фазы обрабатываемых поверхностных и прилегающий к основе слоев. Согласно данным табл. 3, оптимальные дистанции импульсно-плазменной обработки поверхностных слоев для 23-212(2) и 23-212(2) - 0,13 м, а прилегающих к основе слоев - 0,09 м. Для покрытия 23-2-10 оптимальные дистанции импульсно-плазменной обработки поверхностных слоев - 0,12 м, а прилегающих к основе слоев - 0,08 м. Наряду с дистанцией обработки оптимизировали суммарное количество импульсов для получения толщины поверхностных и прилегающих к основе слоев в пределах 0,2-0,3 мм каждый. Установлено, что необходимое количество импульсов для поверхностных слоев покрытий 23-212(2) и 23-212(2) составляет 7 воздействий,для 23-2-10 - 6 воздействий. Необходимое и достаточное количество импульсов для полной обработки прилегающих к основе слоев всех покрытий одинаково и составляет 5 воздействий. Испытания на трение и износ проводились на машине трения СМЦ-2 по схеме колодочки с покрытием - азотированная сталь (Ст 45), образцы находились в герметичной камере с подогревом до 800 С. Триботехнические испытания проводились в условиях трения со смазкой и в отсутствии смазочного материала при нагрузке в паре трения 5 МПа в течение 20 ч. Данные параметров трения и износа покрытий из порошков, полученных по прототипу и заявленному изобретению, приведены в табл. 4. Как 6 18088 1 2014.04.30 видно из табл. 4, покрытия, полученные из порошков 23-212 (2) и 23-2-12(2), изготовленных по предлагаемому способу, имеют в 1,57 раза больше износостойкость при трении со смазкой и в 1,5 раза при сухом трении по стали,чем покрытие, полученное из порошков 8020-12,52-55 и 8020-12,52-55, изготовленное согласно прототипу. Таким образом, предложенный способ позволяет повысить износостойкость покрытий. Таблица 3 Технологические параметры импульсно-плазменной обработки композиционных оксидных покрытий (определялись как усредненные по пяти измерениям) Наличие Дистанции обработки, Прочность сцепления, Микротвераморфной фам МПа дость, МПа зы,Покрытие ПрилегаПрилегаНаружный Наружный Наружный Прилегающий ющий к ющий к слой слой слой к основе основе основе 0,15 0,09 40-42 60-62 5775-8644 90-92 23-20,14 0,08 39-43 51-56 6286-9033 81-82 120,13 0,07 42-49 42-46 7312-11650 71-74(2) растрес 0,12 0,06 40-42 8133-10227 кивание 0,15 0,09 38-40 48-56 5953-9047 83-84 0,14 0,08 40-41 59-61 6557-9947 89-90 23-20,13 0,07 40-42 40-42 6989-10249 70-79 10 растрес 0,12 0,06 42-46 7198-11490 кивание Таблица 4 Параметры трения и износа покрытий из порошков, полученных по прототипу и заявленному изобретению Трение по Ст 45 Трение со смазкой Сухое трение Способ получения материала Износ покр., Коэфф. Износ Нагрузка мкм трения покр., мкм задира, кг Прототип 8020-12,52-558020-12,5 2-55 Предлагаемый способ 6023-282-12(2) 6023-282-12(2) Источники информации 1. Копцев Н.В., Зотов С.В., Чукин М.В. Структура и свойства самофлюсующихся покрытий, обеспечивающих повышение износостойкости инструмента. Моделирование и 7 18088 1 2014.04.30 развитие технологических процессов Сб. научн. трудов. - М. Из-во МГТУ, 2004. - С. 141147. 2. Патент РБ 1986, МПК 23 4/00, 1997. 3. Патент РБ 12143, МПК 23 4/18, 2009. 4. Патент РБ 13690, МПК 04 35/10, 2009. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
Метки: износостойких, способ, нанесения, покрытий
Код ссылки
<a href="https://by.patents.su/8-18088-sposob-naneseniya-iznosostojjkih-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения износостойких покрытий</a>
Способ нанесения износостойких покрытий
Номер патента: 12143
Опубликовано: 30.08.2009
Авторы: Асташинский Валентин Миронович, Шевцов Александр Иванович, Ильющенко Александр Федорович, Оковитый Вячеслав Александрович, Соболевский Сергей Борисович
МПК: C23C 4/18
Метки: износостойких, способ, нанесения, покрытий
Текст:
...фиг. 5-8 представлена микроструктура плазменных покрытий из порошков, полученных методом СВС с избыточной карбидной фазой и включениями твердой смазки после импульсной обработки (200) фиг. 5 - 802012,5 2/55 фиг 6 еС 30 Мо 37 графита/70 С фиг. 7 - еС 2012 графита/70 ТС фиг. 8 802012,5 2/55 . На фотографиях представлена микроструктура покрытий после импульсно-плазменных воздействий при оптимальных режимах (табл. 5), где демонстрируется...
Способ нанесения износостойких покрытий на алюминий и его сплавы
Номер патента: 9364
Опубликовано: 30.06.2007
Авторы: Петрашенко Петр Дмитриевич, Злотников Игорь Иванович, Хило Петр Анатольевич, Злотников Александр Игоревич, Ловгач Валерий Николаевич
МПК: C25D 11/02
Метки: покрытий, алюминий, способ, сплавы, нанесения, износостойких
Текст:
...(ПАВ).Сущность изобретения заключается в следующем. При электролизе раствора жидкого стекла (силиката натрия) и гидроксида калия на аноде происходит разряд гидроксилионов и силикатных анионов, что приводит к окислению материала анода с образованием корунда (А 12 О 3) и осаждению диоксида кремния. Сформированное оксиднокерамическое покрытие имеет выраженную пористость, образованную микроканалами, по которым происходит микродуговой пробой...
Способ получения композиционного керамического материала для нанесения износостойких покрытий
Номер патента: 12435
Опубликовано: 30.10.2009
Авторы: Ильющенко Александр Федорович, Оковитый Вячеслав Александрович, Соболевский Сергей Борисович, Шевцов Александр Иванович
МПК: C04B 35/56, B22F 3/00
Метки: способ, износостойких, нанесения, материала, покрытий, композиционного, керамического, получения
Текст:
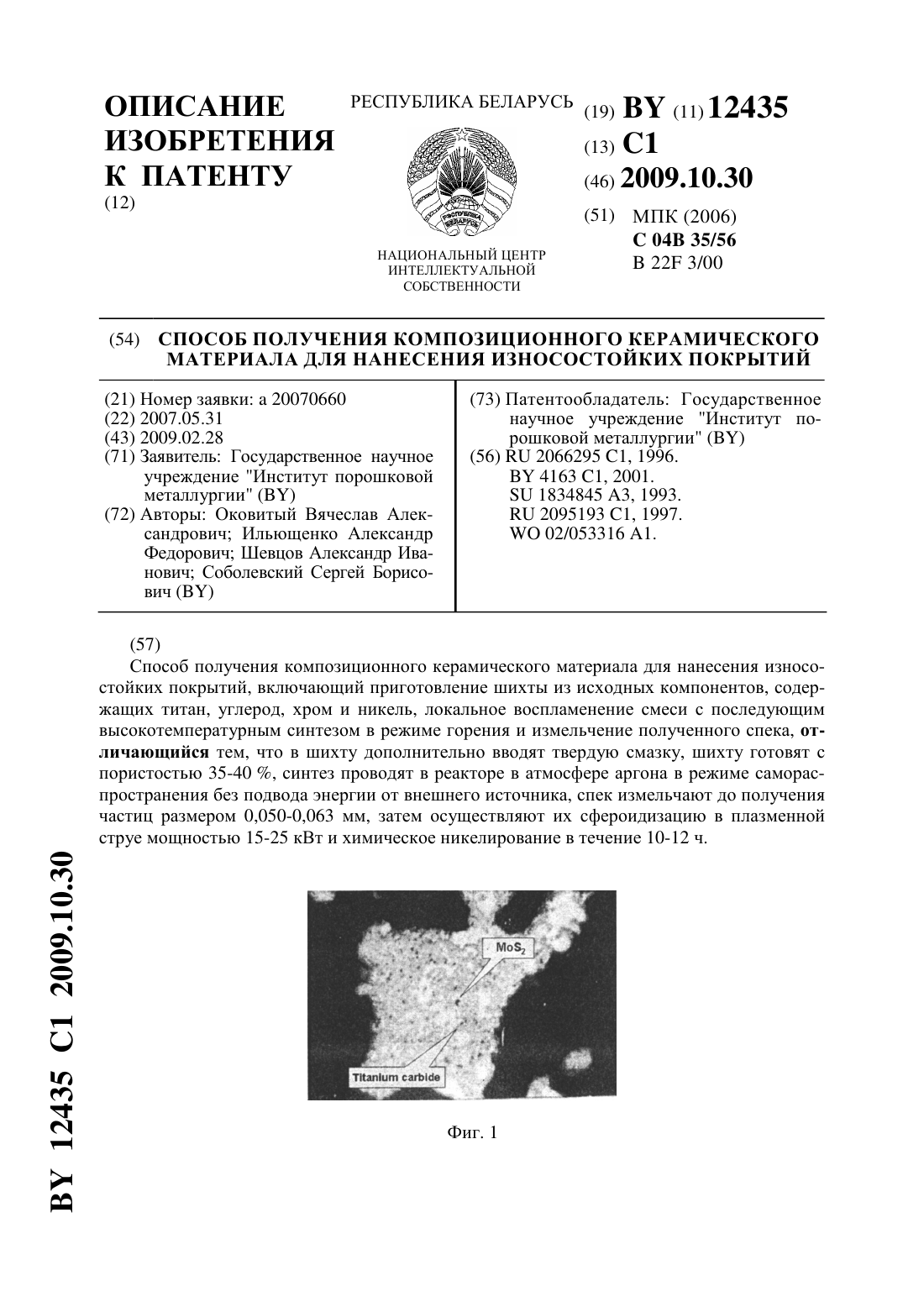
...трения и износа покрытий из порошков, полученных по прототипу и заявленному изобретению, приведены в табл. 3. Результаты металлографического анализа также учитывали при изучении размеров и формы частиц. Исследования дополнены результатами изучения рентгенограмм порошков 12435 1 2009.10.30 На фиг. 1 приведена микроструктура композиционных порошков, полученных методом СВС- 802012,5255 б - 802012,5255,в - 301070. На фиг. 2 приведена...
Способ получения износостойких покрытий
Номер патента: 1986
Опубликовано: 30.12.1997
Авторы: Соболевский Сергей Борисович, Скиба Николай Михайлович, Ивашко Виктор Сергеевич, Ильющенко Александр Федорович
МПК: C23C 4/00
Метки: способ, износостойких, покрытий, получения
Текст:
...при давлении воздуха 0,5 ческимш свойствам твердостью, по- 35.0,6 МШа.Напыление осуществляли наРежим напыления. Для нихрома ток -450 А, напряжение -65 В, расход аргона 40 л/мин, расход водорода 8 л/мин, расход напыляемого материала 1,5 кг/ч. Для бронзы ток 300 А, напряжение 60 В, расход арго на до л/мин, расход водорода 6.п/мин,расход Напыляемого материала,5 кг/ч изменение ПОРИСТОСТИ слоев осуществляли изменением дистанции напыления.В...
Способ получения износостойких покрытий
Номер патента: 7888
Опубликовано: 28.02.2006
Авторы: Константинов Валерий Михайлович, Пантелеенко Федор Иванович, Фруцкий Виктор Александрович
МПК: C22C 19/03, B22F 3/00
Метки: способ, получения, покрытий, износостойких
Текст:
...выведенной на температурный режим 250-350 С. Изделие находилось в рабочем пространстве печи, выведенной в рабочий режим, в течение 1,52 часов. 7888 1 2006.02.28 При проведении триботехнических испытаний использовали машину трения СМЦ-2. Для моделирования реальных условий работы трибосопряжений было разработано приспособление к установке для определения износостойкости образцов на базе машины трения СМЦ-2 по схеме вал-вкладыш. Для этой цели...