Способ изготовления изделия из порошков алюминия, меди и магния
Номер патента: 12264
Опубликовано: 30.08.2009
Авторы: Тарусов Игорь Николаевич, Горохов Валерий Михайлович
Текст
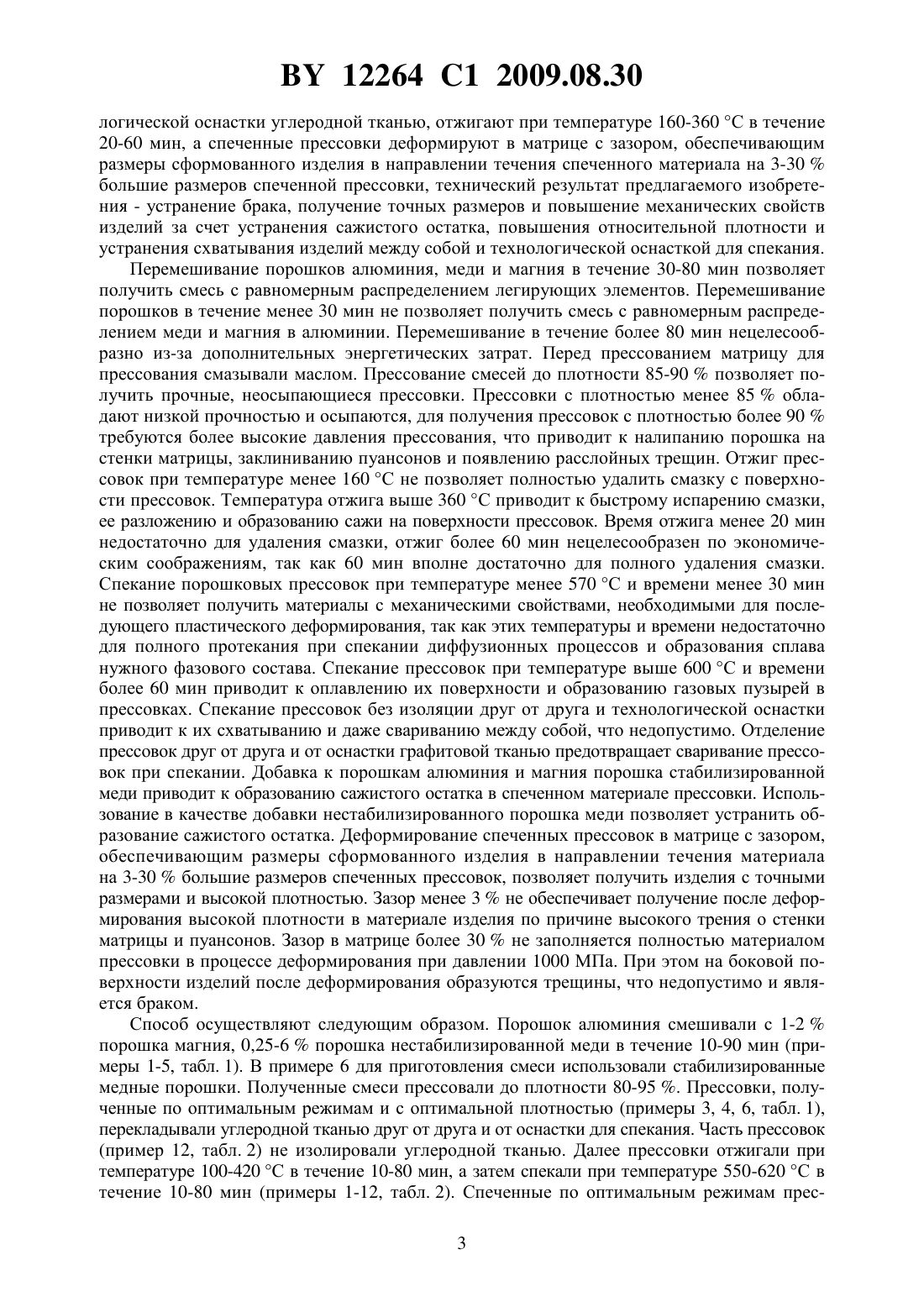
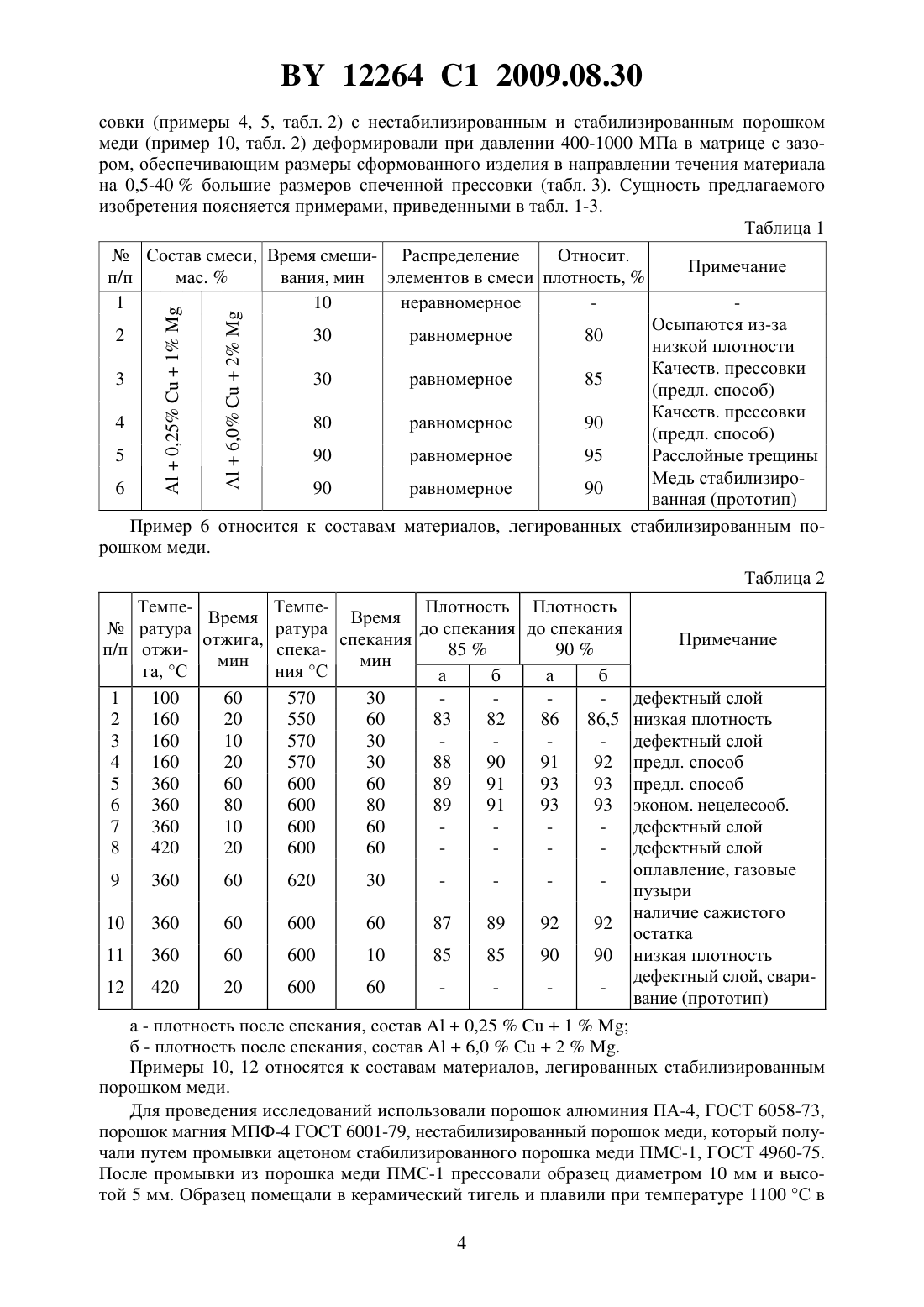
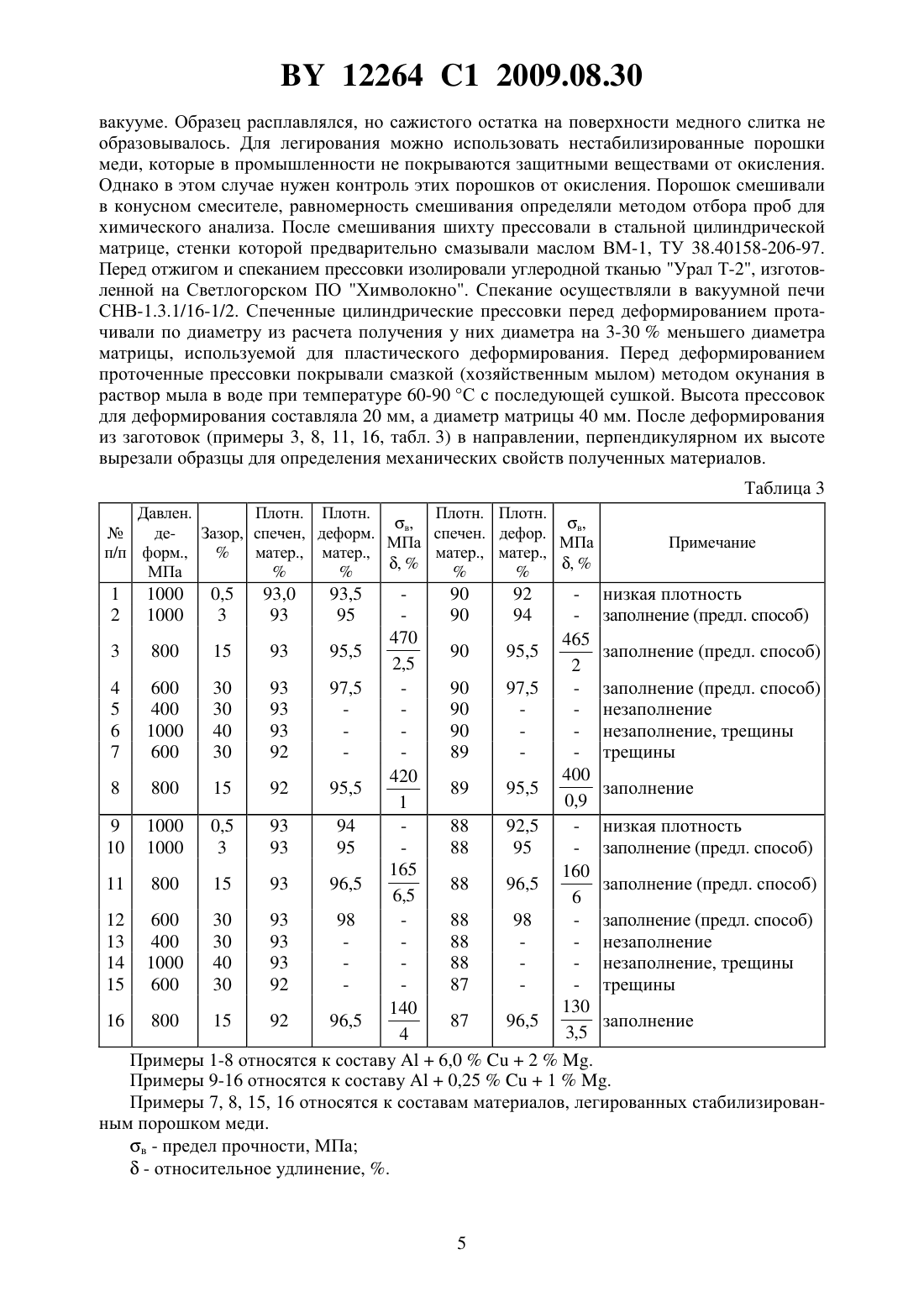
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОРОШКОВ АЛЮМИНИЯ, МЕДИ И МАГНИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Тарусов Игорь Николаевич Горохов Валерий Михайлович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) ДОРОШКЕВИЧ Е.А. и др. Известия Национальной академии наук Беларуси Серия физико-технических наук, 2000.1. - . 26-32. ГОРОХОВ В.М. и др. Порошковая металлургия. Республиканский межведомственный сборник научных трудов,2007. - . 56-63. ФЕДОРЧЕНКО И.М. и др. Композиционные спеченные антифрикционные материалы. - Киев Наукова думка,1980. - . 265-269. РОМАНОВ Г.Н. и др. Известия ТулГУ Серия Физика, 2006. - Вып. 6. . 152-157.(57) Способ изготовления изделия из порошков алюминия, меди и магния, заключающийся в том, что смешивают в течение 30-80 минут порошок алюминия, 0,25-6,0 мас.нестабилизированного порошка меди и 1,0-2,0 мас.порошка магния, прессуют полученную шихту до относительной плотности 85-90 , прессовку изолируют углеродной тканью,отжигают при 160-360 С в течение 20-60 минут, спекают в вакууме при 570-600 С в течение 30-60 минут и осуществляют формование изделия путем пластического деформирования при давлении 600-1000 МПа спеченной прессовки, при этом прессовку деформируют в матрице с зазором, обеспечивающим размер изделия в направлении его течения на 3-30 больше, чем размер спеченной прессовки. Изобретение относится к области порошковой металлургии и может быть использовано в машиностроении, автомобильной промышленности, приборостроении для изготовления конструкционных и антифрикционных деталей с высокой плотностью, прочностью,точными размерами, низким весом, повышенной коррозионной стойкостью. Известен способ получения полуфабрикатов из алюминиевых порошковых сплавов,включающий получение порошка сплава распылением, холодное или горячее брикетирование и последующую экструзию 1. Недостатком известного способа является сложность получения порошков алюминиевых сплавов и технологии изготовления из них изделий. Это связано с высокой твердостью легированных порошков, их жесткостью, способностью окисляться, плохой прессуемостью и спекаемостью. Поэтому из порошков алюминиевых сплавов в основном изготавливают определенный сортамент полуфабрикатов, таких как полосы, прутки, профили, листы, трубы. 12264 1 2009.08.30 Известен способ изготовления изделий из смесей порошков алюминия, меди и магния,включающий смешивание этих порошков, прессование, спекание в среде азота с точкой росы -40-43 С и доуплотнение 2. При спекании в среде азота прессовок из смесей на основе алюминия с добавками порошков меди и магния необходимо использовать специальные печи и оборудование, позволяющее получать и поддерживать защитную атмосферу азота с низкой точкой росы вокруг спекаемых прессовок. Использование азота в проходных печах требует специальных мер безопасности и применения устройств для удаления азота из помещения, где находится печь, так как азот тяжелее воздуха и может скапливаться в различных емкостях, шахтах и приямках, вытесняя воздух. Азот не является идеальной средой для спекания смесей, содержащих алюминий и магний, так как он образует при определенных условиях с ними нитриды в процессе спекания, которые ухудшают свойства получаемых материалов. Поэтому наиболее предпочтительной средой для спекания порошковых смесей на основе алюминия является вакуум. Наиболее близким по технической сущности является способ изготовления изделий из порошковых материалов, содержащих алюминий, медь и магний, включающий смешивание порошка алюминия с 0,25-4 порошка меди и 1 порошка магния в течение 1,5-2 ч,прессование шихты до плотности 85-90 , спекание в вакууме сначала при 420 С, затем при 580-600 С, последующее пластическое деформирование при давлении 400-1000 МПа 3. Согласно прототипу, в порошок алюминия добавляют стабилизированный порошок меди марки ПМС-1, ГОСТ 4960-75, который получается электролитическим методом. Этим методом получается медный порошок высокой чистоты. Однако для предотвращения окисления медные порошки покрывают раствором хозяйственного мыла или другими веществами 4, которые предохраняют получаемые порошки от окисления. При спекании прессовок из смесей, содержащих алюминий, медь и магний, образуется жидкая фаза между алюминием и медью. В результате этого медь растворяется в алюминии, а на ее месте образуются поры с сажистым остатком, возникающим при разложении вещества, применяемого для защиты от окисления медного порошка. Сажистый осадок препятствует процессу залечивания пор при спекании порошковых смесей на основе алюминия. При пластическом деформировании спеченных прессовок сажистый остаток зажимается в порах, препятствуя образованию ювенильных поверхностей и полному сращиванию пор. В результате этого порошковые спеченные и деформированные материалы на основе алюминия, меди и магния имеют пониженные прочностные и пластические свойства. Прессовки из порошковых смесей на основе алюминия при спекании хорошо взаимодействуют практически со всеми металлами. Образование жидкой фазы еще больше усиливает способность прессовок из этих смесей схватываться с технологической оснасткой и между собой при спекании. Это выводит из строя оснастку для спекания и приводит к браку после спекания. Поэтому перед спеканием порошковые заготовки необходимо изолировать друг от друга и от технологической оснастки для спекания. Пластическое деформирование спеченных прессовок на основе алюминия в матрице без течения материала в зазор между матрицей и заготовкой не позволяет получать изделия с высокой плотностью, в то время как зазоры большой величины даже при высоких давлениях до 1000 МПа не позволяют получить необходимые размеры изделия из-за неполного заполнения матрицы, что является браком. Задачей изобретения является получение точных размеров порошковых изделий, повышение плотности и механических свойств изделий из порошковых материалов, содержащих алюминий, 0,25-6 меди и 1-2 магния. Поставленная задача достигается тем, что в способе изготовления изделий из порошков алюминия, меди и магния, включающем смешивание порошков А, 0,25-6, 1-2,прессование до относительной плотности 85-90 , спекание в вакууме при 570-600 С в течение 30-60 мин и пластическое деформирование при давлении 600-1000 МПа, используют нестабилизированный порошок меди, который смешивают с порошком алюминия и магния в течение 30-80 мин, прессовки перед спеканием изолируют друг от друга и техно 2 12264 1 2009.08.30 логической оснастки углеродной тканью, отжигают при температуре 160-360 С в течение 20-60 мин, а спеченные прессовки деформируют в матрице с зазором, обеспечивающим размеры сформованного изделия в направлении течения спеченного материала на 3-30 большие размеров спеченной прессовки, технический результат предлагаемого изобретения - устранение брака, получение точных размеров и повышение механических свойств изделий за счет устранения сажистого остатка, повышения относительной плотности и устранения схватывания изделий между собой и технологической оснасткой для спекания. Перемешивание порошков алюминия, меди и магния в течение 30-80 мин позволяет получить смесь с равномерным распределением легирующих элементов. Перемешивание порошков в течение менее 30 мин не позволяет получить смесь с равномерным распределением меди и магния в алюминии. Перемешивание в течение более 80 мин нецелесообразно из-за дополнительных энергетических затрат. Перед прессованием матрицу для прессования смазывали маслом. Прессование смесей до плотности 85-90 позволяет получить прочные, неосыпающиеся прессовки. Прессовки с плотностью менее 85 обладают низкой прочностью и осыпаются, для получения прессовок с плотностью более 90 требуются более высокие давления прессования, что приводит к налипанию порошка на стенки матрицы, заклиниванию пуансонов и появлению расслойных трещин. Отжиг прессовок при температуре менее 160 С не позволяет полностью удалить смазку с поверхности прессовок. Температура отжига выше 360 С приводит к быстрому испарению смазки,ее разложению и образованию сажи на поверхности прессовок. Время отжига менее 20 мин недостаточно для удаления смазки, отжиг более 60 мин нецелесообразен по экономическим соображениям, так как 60 мин вполне достаточно для полного удаления смазки. Спекание порошковых прессовок при температуре менее 570 С и времени менее 30 мин не позволяет получить материалы с механическими свойствами, необходимыми для последующего пластического деформирования, так как этих температуры и времени недостаточно для полного протекания при спекании диффузионных процессов и образования сплава нужного фазового состава. Спекание прессовок при температуре выше 600 С и времени более 60 мин приводит к оплавлению их поверхности и образованию газовых пузырей в прессовках. Спекание прессовок без изоляции друг от друга и технологической оснастки приводит к их схватыванию и даже свариванию между собой, что недопустимо. Отделение прессовок друг от друга и от оснастки графитовой тканью предотвращает сваривание прессовок при спекании. Добавка к порошкам алюминия и магния порошка стабилизированной меди приводит к образованию сажистого остатка в спеченном материале прессовки. Использование в качестве добавки нестабилизированного порошка меди позволяет устранить образование сажистого остатка. Деформирование спеченных прессовок в матрице с зазором,обеспечивающим размеры сформованного изделия в направлении течения материала на 3-30 большие размеров спеченных прессовок, позволяет получить изделия с точными размерами и высокой плотностью. Зазор менее 3 не обеспечивает получение после деформирования высокой плотности в материале изделия по причине высокого трения о стенки матрицы и пуансонов. Зазор в матрице более 30 не заполняется полностью материалом прессовки в процессе деформирования при давлении 1000 МПа. При этом на боковой поверхности изделий после деформирования образуются трещины, что недопустимо и является браком. Способ осуществляют следующим образом. Порошок алюминия смешивали с 1-2 порошка магния, 0,25-6 порошка нестабилизированной меди в течение 10-90 мин (примеры 1-5, табл. 1). В примере 6 для приготовления смеси использовали стабилизированные медные порошки. Полученные смеси прессовали до плотности 80-95 . Прессовки, полученные по оптимальным режимам и с оптимальной плотностью (примеры 3, 4, 6, табл. 1),перекладывали углеродной тканью друг от друга и от оснастки для спекания. Часть прессовок(пример 12, табл. 2) не изолировали углеродной тканью. Далее прессовки отжигали при температуре 100-420 С в течение 10-80 мин, а затем спекали при температуре 550-620 С в течение 10-80 мин (примеры 1-12, табл. 2). Спеченные по оптимальным режимам прес 3 12264 1 2009.08.30 совки (примеры 4, 5, табл. 2) с нестабилизированным и стабилизированным порошком меди (пример 10, табл. 2) деформировали при давлении 400-1000 МПа в матрице с зазором, обеспечивающим размеры сформованного изделия в направлении течения материала на 0,5-40 большие размеров спеченной прессовки (табл. 3). Сущность предлагаемого изобретения поясняется примерами, приведенными в табл. 1-3. Таблица 1 Состав смеси, Время смеши- Распределение Относит. п/п мас.вания, мин элементов в смеси плотность,1 10 неравномерное(предл. способ) 5 90 равномерное 95 Расслойные трещины Медь стабилизиро 6 90 равномерное 90 ванная (прототип) Пример 6 относится к составам материалов, легированных стабилизированным порошком меди. Таблица 2 ТемпеТемпеПлотность Плотность Время Времяратура ратура до спекания до спекания Примечание отжига,спекания п/п отжиспека 8590 мин мин га, С ния С а б а б 1 100 60 570 30- дефектный слой оплавление, газовые 9 360 60 620 30 пузыри наличие сажистого 10 360 60 600 60 87 89 92 92 остатка 11 360 60 600 10 85 85 90 90 низкая плотность дефектный слой, свари 12 420 20 600 60 вание (прототип) а - плотность после спекания, состав 0,251 б - плотность после спекания, состав 6,02. Примеры 10, 12 относятся к составам материалов, легированных стабилизированным порошком меди. Для проведения исследований использовали порошок алюминия ПА-4, ГОСТ 6058-73,порошок магния МПФ-4 ГОСТ 6001-79, нестабилизированный порошок меди, который получали путем промывки ацетоном стабилизированного порошка меди ПМС-1, ГОСТ 4960-75. После промывки из порошка меди ПМС-1 прессовали образец диаметром 10 мм и высотой 5 мм. Образец помещали в керамический тигель и плавили при температуре 1100 С в 4 12264 1 2009.08.30 вакууме. Образец расплавлялся, но сажистого остатка на поверхности медного слитка не образовывалось. Для легирования можно использовать нестабилизированные порошки меди, которые в промышленности не покрываются защитными веществами от окисления. Однако в этом случае нужен контроль этих порошков от окисления. Порошок смешивали в конусном смесителе, равномерность смешивания определяли методом отбора проб для химического анализа. После смешивания шихту прессовали в стальной цилиндрической матрице, стенки которой предварительно смазывали маслом ВМ-1, ТУ 38.40158-206-97. Перед отжигом и спеканием прессовки изолировали углеродной тканью Урал Т-2, изготовленной на Светлогорском ПО Химволокно. Спекание осуществляли в вакуумной печи СНВ-1.3.1/16-1/2. Спеченные цилиндрические прессовки перед деформированием протачивали по диаметру из расчета получения у них диаметра на 3-30 меньшего диаметра матрицы, используемой для пластического деформирования. Перед деформированием проточенные прессовки покрывали смазкой (хозяйственным мылом) методом окунания в раствор мыла в воде при температуре 60-90 С с последующей сушкой. Высота прессовок для деформирования составляла 20 мм, а диаметр матрицы 40 мм. После деформирования из заготовок (примеры 3, 8, 11, 16, табл. 3) в направлении, перпендикулярном их высоте вырезали образцы для определения механических свойств полученных материалов. Таблица 3 Давлен. Плотн. Плотн. Плотн. Плотн. в,в, де- Зазор, спечен, деформ. спечен. дефор. МПа МПа п/п форм., матер., матер.,матер., матер.- трещины 130 140 16 800 15 92 96,5 87 96,5 заполнение 3,5 4 Примеры 1-8 относятся к составу 6,02. Примеры 9-16 относятся к составу 0,251. Примеры 7, 8, 15, 16 относятся к составам материалов, легированных стабилизированным порошком меди. в - предел прочности, МПа- относительное удлинение, . 1 2 12264 1 2009.08.30 В примерах 3, 4 табл. 1 приведены оптимальные режимы смешивания (предложенный способ) порошков алюминия, меди и магния, при которых в любом участке смеси процентное содержание этих элементов соответствует значению в табл. 1. Из табл. 1 (пример 1) видно, что времени смешивания 10 мин недостаточно для получения смеси с равномерным распределением меди и магния. На примере 5 также показано, что при смешивании в течение 90 мин можно получить смесь с равномерным распределением легирующих элементов. Однако нет необходимости в таком длительном смешивании, так как смешивания в течение 80 мин (пример 4) достаточно для получения смеси с равномерным распределением меди и магния. Из примеров 3 и 4 (предложенный способ) видно, что плотность прессовок из смесей, полученных по оптимальным режимам, является оптимальной, обеспечивающей им необходимую прочность для проведения последующих операций. Прессовки с плотностью 80(пример 2) имеют низкую прочность и осыпаются, что недопустимо. Прессовки с плотностью 95(пример 5) имеют перепрессовочные расслойные трещины. Из-за высоких давлений прессования при получении прессовок с плотностью 95 при попадании в зазор между матрицей и пуансонами шихта заклинивает их. Это приводит к задирам, налипанию шихты на поверхность матрицы и выходу ее из строя. Из примера 6(прототип) также видно, что из смеси порошков алюминия, магния и стабилизированной меди получаются качественные прессовки с оптимальной плотностью 90 , однако время спекания этих прессовок завышено и составляет 90 мин. В табл. 2 (примеры 4, 5, предложенный способ) показано, что прессовки с плотностью 85-90 , полученные по оптимальным режимам (примеры 3, 4, табл. 1), наиболее предпочтительно отжигать при 160-360 С в течение 20-60 мин и спекать в вакууме при 570-600 С в течение 30-60 мин. Температуры 100 С и времени 60 мин (пример 1, табл. 2) недостаточно для удаления смазки. Отжиг при 420 С (пример 8, табл. 2) также не позволяет удалить смазку перед спеканием с поверхности прессовок, так как смазка на поверхности прессовок начинает обугливаться,минуя стадию испарения. Поверхность прессовок после этого имеет дефектный слой, что недопустимо. В примерах 3, 7 недостаточное время отжига смазки 10 мин приводит к образованию дефектного слоя на поверхности прессовок после спекания. В табл. 2 примеры 1-11 прессовки перед спеканием изолировали друг от друга и от металлической оснастки для спекания углеродной тканью. После спекания прессовки не сваривались между собой и свободно извлекались из оснастки для спекания. В примере 12 (прототип) прессовки соприкасались друг с другом и устанавливались на стальную оснастку для спекания. При спекании они прочно сваривались между собой и стальной оснасткой, что приводило к браку и выходу из строя оснастки. Спекание прессовок, отожженных по оптимальным режимам, при температурах спекания ниже оптимальных (пример 2, табл. 2) приводит к росту прессовок и снижению плотности по сравнению с исходной. Это свидетельствует о низком качестве и неполном прохождении процесса спекания из-за заниженной температуры спекания 550 С. В примере 9 повышение температуры спекания до 620 С вызывает оплавление прессовок и образование газовых пузырей при спекании, что недопустимо. Пример 11 показывает, что времени спекания 10 мин недостаточно для полного протекания процесса спекания и усадки спекаемых материалов. Поэтому плотность прессовок после спекания не изменяется и ниже, чем в примере 5. Увеличение времени отжига до 80 мин и времени спекания до 80 мин (пример 6) не приводит к дополнительному повышению плотности прессовок при спекании и поэтому не целесообразно по экономическим причинам. Прессовки(пример 10, табл. 2) были получены из шихты, содержащей стабилизированный медный порошок, по оптимальным режимам, аналогичным примеру 5. Однако плотность спеченных прессовок (пример 10) оказалась ниже, чем в примере 5. Это связано с выгоранием стабилизирующего вещества и образованием на его месте сажистого остатка, который хорошо виден на изломе после разрушения спеченных прессовок (пример 10). Прессовки,полученные по оптимальным режимам в примерах 4, 5 табл. 2, а также в примере 10 с сажистым остатком, протачивали по диаметру до размера на 0,5-40 меньшего размера 6 12264 1 2009.08.30 матрицы для деформирования. Табл. 3, примеры 2, 3, 4, 10, 11, 12 (предложенный способ) показывают, что спеченные прессовки, деформированные с течением в зазор 3-30 от диаметра матрицы при давлении 600-1000 МПа, полностью заполнили матрицу для деформирования и имели точные размеры, соответствующие диаметру матрицы. Относительная плотность прессовок в зависимости от материала, исходной плотности, давления деформирования и зазора составила 94-98 . Из примеров 1 и 9 табл. 3 видно, что высокие давления деформирования, достигающие 1000 МПа при малом зазоре 0,5 , позволяют заполнить матрицу. Однако при этом плотность деформированного материала достигает 92-94 , что значительно меньше плотности, которую можно получить при меньших давлениях и больших зазорах. Это связано с отсутствием пластического течения материала и высоким трением о стенки формообразующего инструмента. В примерах 6 и 14 табл. 3 даже давление 1000 МПа при зазоре 40 не приводит к полному заполнению матрицы материалом прессовки ввиду сильного упрочнения материала при пластическом деформировании. В результате этого полученные заготовки не имеют точных размеров, соответствующих размерам матрицы. Вместе с тем зазоры, достигающие 40 , способствуют образованию трещин на поверхности деформированных заготовок из-за высоких растягивающих напряжений и отсутствия необходимого подпора материала прессовки со стороны матрицы,что приводит к браку (примеры 6 и 14, табл. 3). Образцы, полученные деформированием спеченных прессовок (зазор 15 ) с сажистым остатком (примеры 8, 16, табл. 3), имели меньшую прочность и пластичность, чем образцы аналогичного состава, полученные по тем же режимам (примеры 3, 11, табл. 3, предложенный способ). Образцы с сажистым остатком (примеры 7, 15, табл. 3) при зазоре 30 разрушались, в то время как образцы без сажистого остатка (примеры 4, 12, табл. 3) деформировались в зазор такого же размера без разрушений и образования трещин. Это связано с наличием сажистого остатка, снижающего прочность и пластичность материала. По способу-прототипу заготовки получали следующим образом. Порошки алюминия и магния смешивали с порошком стабилизированной меди в течение 90 мин. Полученную шихту прессовали до плотности 90(пример 6, табл. 1). Стенки матрицы перед прессованием смазывали вакуумным маслом. Прессовки (пример 12, табл. 2) отжигали при температуре 420 С в течение 20 мин и спекали в вакууме при температуре 600 С в течение 60 мин, не изолируя углеродной тканью. Однако после отжига при температуре 420 С образовывался дефектный слой на поверхности прессовок, а отсутствие изолирующего материала в виде углеродной ткани привело к свариванию прессовок между собой и технологической оснасткой. Сваривание прессовок и образование дефектного слоя не позволяет использовать спеченные по способу-прототипу заготовки для дальнейшего пластического деформирования. По сравнению со способом-прототипом (пример 6, табл. 1, и пример 12, табл. 2) предложенный способ позволяет уменьшить время смешивания шихты до 30-80 мин (примеры 3, 4,табл. 1), устранить появление брака по причине образования дефектного слоя, сажистого остатка и сваривания прессовок между собой и технологической оснасткой (примеры 4, 5,табл. 2, предложенный способ). Отсутствие дефектного слоя (примеры 3, 4, 11, 12, табл. 3) и сажистого остатка повысило прочность и пластичность получаемых материалов, что позволяет деформировать их в матрице с зазором, достигающим 30 от размера матрицы, и получать при давлении 600-1000 МПа заготовки с плотностью 94-98 , точными размерами и без трещин. Следует отметить, что оптимальные режимы получения изделий из порошковых материалов, содержащих алюминий, медь и магний (предложенный способ),должны рассматриваться в совокупности. Отклонения одного из параметров, приведенных в оптимальных режимах изготовления, от нормы приводят к снижению экономической эффективности, появлению брака или снижению плотности и прочности получаемых изделий. 12264 1 2009.08.30 Источники информации 1. Гопиенко В.Г., Гопиенко Вал.Г., Олесов Ю.Г. Порошковые алюминиевые сплавы для получения спеченных материалов (обзор) // Порошковая металлургия. - Киев Наукова думка. - 1983. -4. - С. 24-28. 2. Савицкий А.П., Гопиенко В.Г., Марцунова Л.С., Гопиенко Вал.Г. Технологические процессы получения порошковых алюминиевых материалов // Производство легких цветных металлов и электродной продукции. Обзорная информация. - Министерство цветной металлургии СССР. - М. - 1983. - 57 с. 3. Дорошкевич Е.А., Тарусов И.Н., Горохов В.М. Прочностные свойства порошковых алюминиевых сплавов конструкционного назначения после различных видов обработки давлением // Вести Национальной академии наук Беларуси. Серия физико-технических наук. - Минск. - 2000 ю -1. - С. 26-32. 4. Порошковая металлургия и напыленные покрытия. Учебник / Под ред. Б.С. Митина. М. Металлургия, 1987. - С. 107-112. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: C22C 21/12, B22F 3/12
Метки: магния, меди, способ, порошков, алюминия, изделия, изготовления
Код ссылки
<a href="https://by.patents.su/8-12264-sposob-izgotovleniya-izdeliya-iz-poroshkov-alyuminiya-medi-i-magniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделия из порошков алюминия, меди и магния</a>
Способ изготовления изделий из порошков вольфрама и никеля
Номер патента: 9905
Опубликовано: 30.10.2007
Авторы: Словыревский Олег Игоревич, Тарусов Игорь Николаевич, Горохов Валерий Михайлович
МПК: B22F 3/02, C22C 27/00
Метки: способ, изготовления, порошков, вольфрама, никеля, изделий
Текст:
...поясняется примерами, приведенными в табл. 1 и 2.Для проведения исследований использовали порошок вольфрама ТУ 48-4205-62-2000 и порошок никеля карбонильного ГОСТ 9722-79. Смешивание порошка вольфрама и никеля осуществляли в смесителе типа пьяная бочка. Парафин растворяли в бензине, а затем перемешивали со смесью порошка вольфрама и никеля. Шихту протирали через сито и получали гранулы, которые затем высушивали на воздухе. Равномерность...
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Горохов Валерий Михайлович, Петровский Генрих Викентьевич, Фридман Геннадий Рувимович, Чавыкина Марина Евгеньевна, Моисеенко Игорь Леонидович, Звонарев Евгений Владимирович, Рабушко Сергей Борисович, Подкопаева Нина Львовна, Тарусов Игорь Николаевич
МПК: B22F 3/12
Метки: изделий, порошков, металлических, спеченных, способ, изготовления
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
Способ плазменно-электролитного полирования поверхности изделия из меди и/или ее сплавов
Номер патента: 11410
Опубликовано: 30.12.2008
Авторы: Капустин Иван Аврамович, Багаев Сергей Игоревич
МПК: C25F 3/00
Метки: способ, изделия, полирования, сплавов, меди, плазменно-электролитного, поверхности
Текст:
...процесса полировки, при этом обеспечивают беспрерывную подачу электрического напряжения на каждом из этапов электрохимического полирования, включая момент перехода от первого этапа ко второму. Недостатком является использование специального источника питания, обеспечивающего непрерывную подачу напряжения, что приводит к существенному техническому усложнению установки. 2 11410 1 2008.12.30 Наиболее близким по технической сущности...
Способ изготовления керамики из высокочистого титаната алюминия
Номер патента: 6296
Опубликовано: 30.06.2004
Авторы: Поповская Наталия Федоровна, Радион Елена Вадимовна, Бобкова Нинель Мироновна, Каврус Иван Владимирович
МПК: C04B 35/478
Метки: керамики, изготовления, способ, алюминия, титаната, высокочистого
Текст:
...деионизированной, водой и подаче щелочи для регулирования значений рН от 4 до 8 (5-7). Недостатком данного способа является большая усадка изделий при обжиге, сложность в техническом осуществлении, требующем большого количества емкостей, необходимость предварительного прокаливания синтезированных осадков. Наиболее близким к заявляемому способу по технической сущности и достигаемому результату является способ 3, при котором можно получить...
Способ изготовления металлических оснований из алюминия или его сплавов
Номер патента: 6371
Опубликовано: 30.09.2004
Авторы: Паркун Владимир Михайлович, Воробьева Алла Ильинична, Игнашев Евгений Петрович, Сокол Виталий Александрович
МПК: C25D 11/02, H05K 3/44
Метки: металлических, или, изготовления, способ, сплавов, алюминия, оснований
Текст:
...в широких диапазонах давлений и температур благодаря соответствию коэффициентов термического расширения оксида и твердого наполнителя. Кроме того, заполнение пор твердым диэлектриком улучшает планарность основания (гладкость поверхности) и адгезионные свойства проводящих и резистивных пленок. В качестве твердого диэлектрика могут быть использованы неорганические и органические диэлектрики. В случае использования органических диэлектриков...
Предыдущий патент: Инфракрасный преобразователь
Следующий патент: Способ получения кубического нитрида бора, обладающего световой эмиссией
Случайный патент: Привод бесцепной системы перемещения очистного комбайна