Способ лазерной сварки металлов
Номер патента: 7130
Опубликовано: 30.06.2005
Авторы: Максименко Александр Васильевич, Тучин Андрей Николаевич, Мышковец Виктор Николаевич, Шалупаев Сергей Викентьевич, Юркевич Сергей Николаевич
Текст
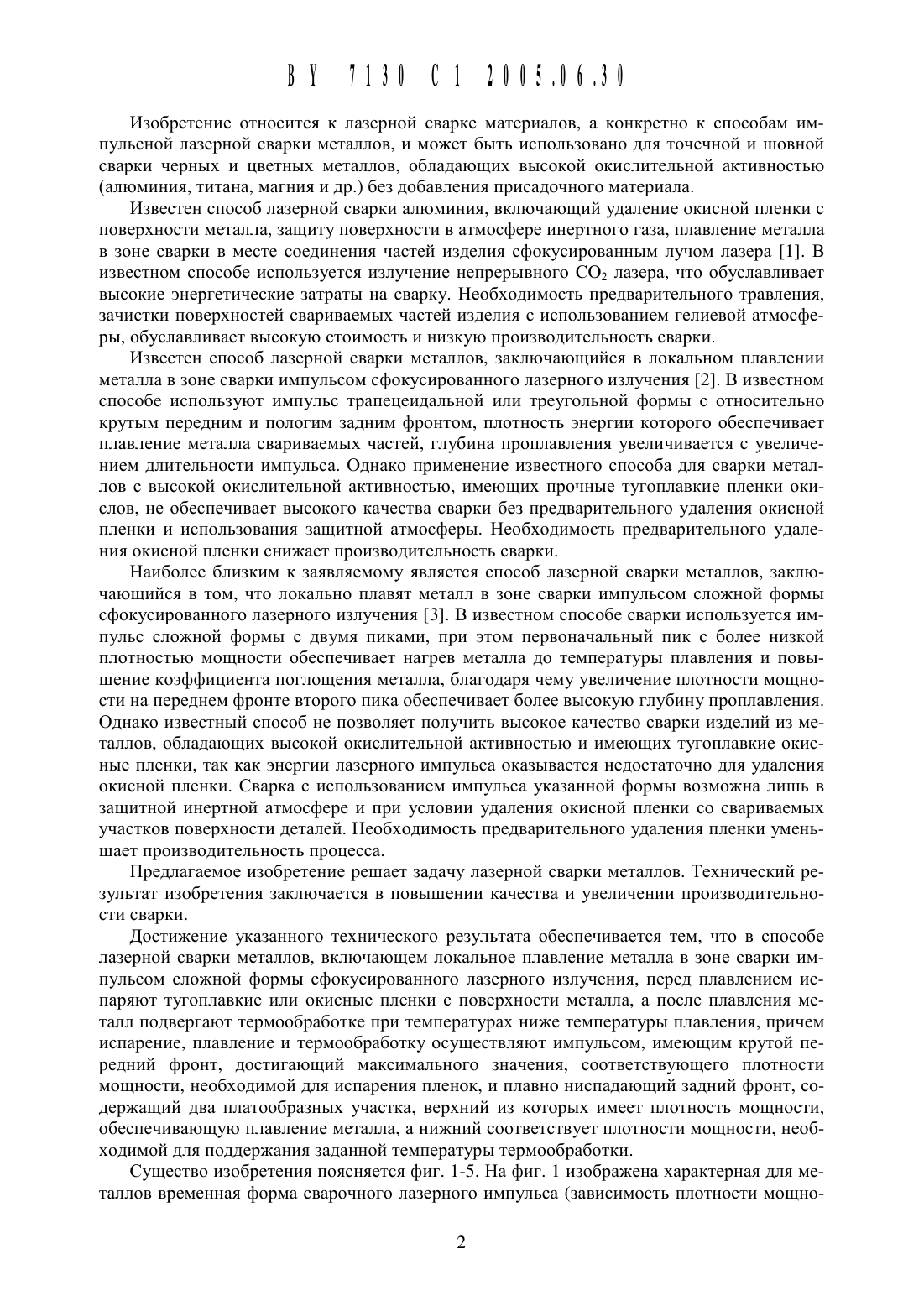
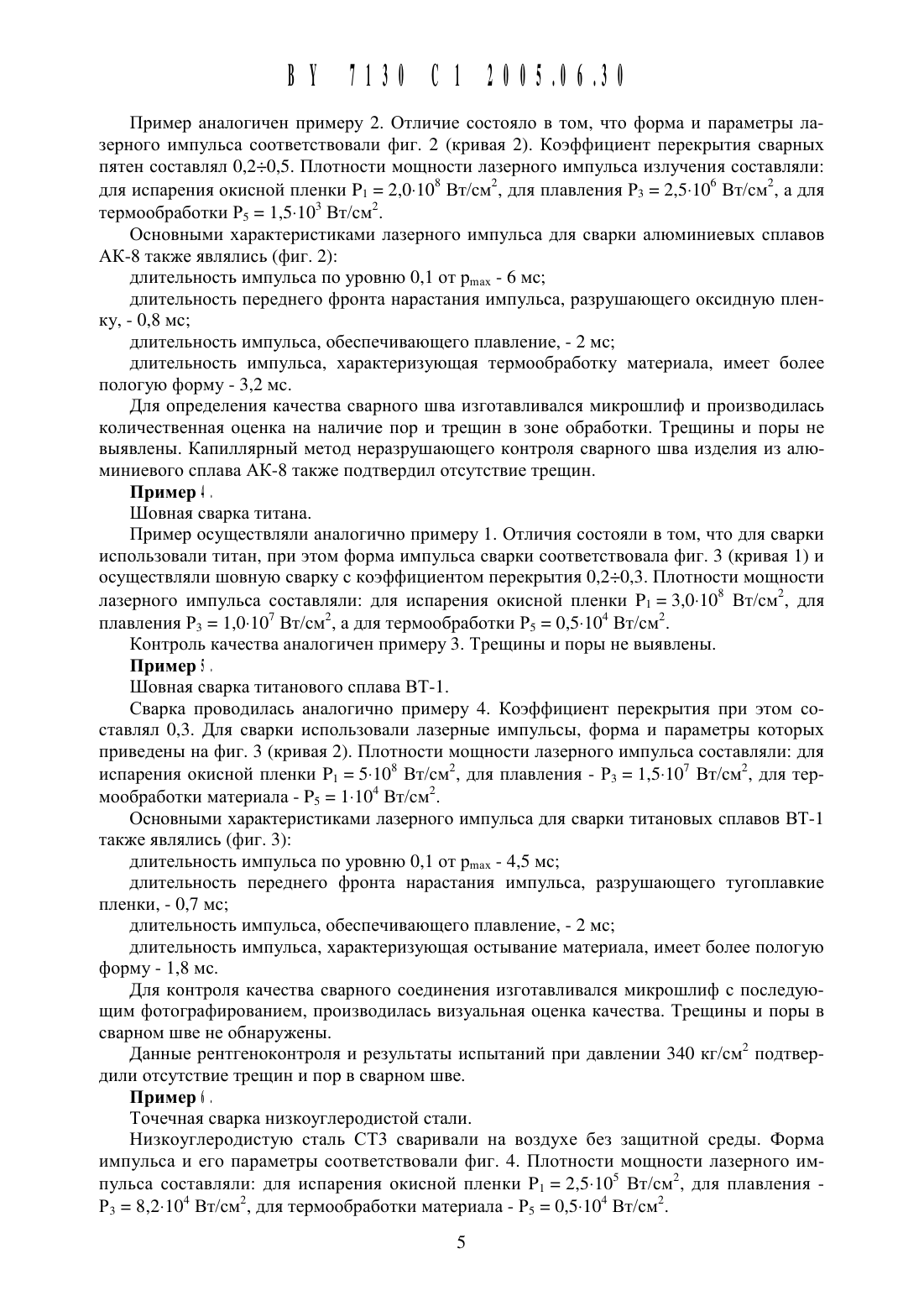
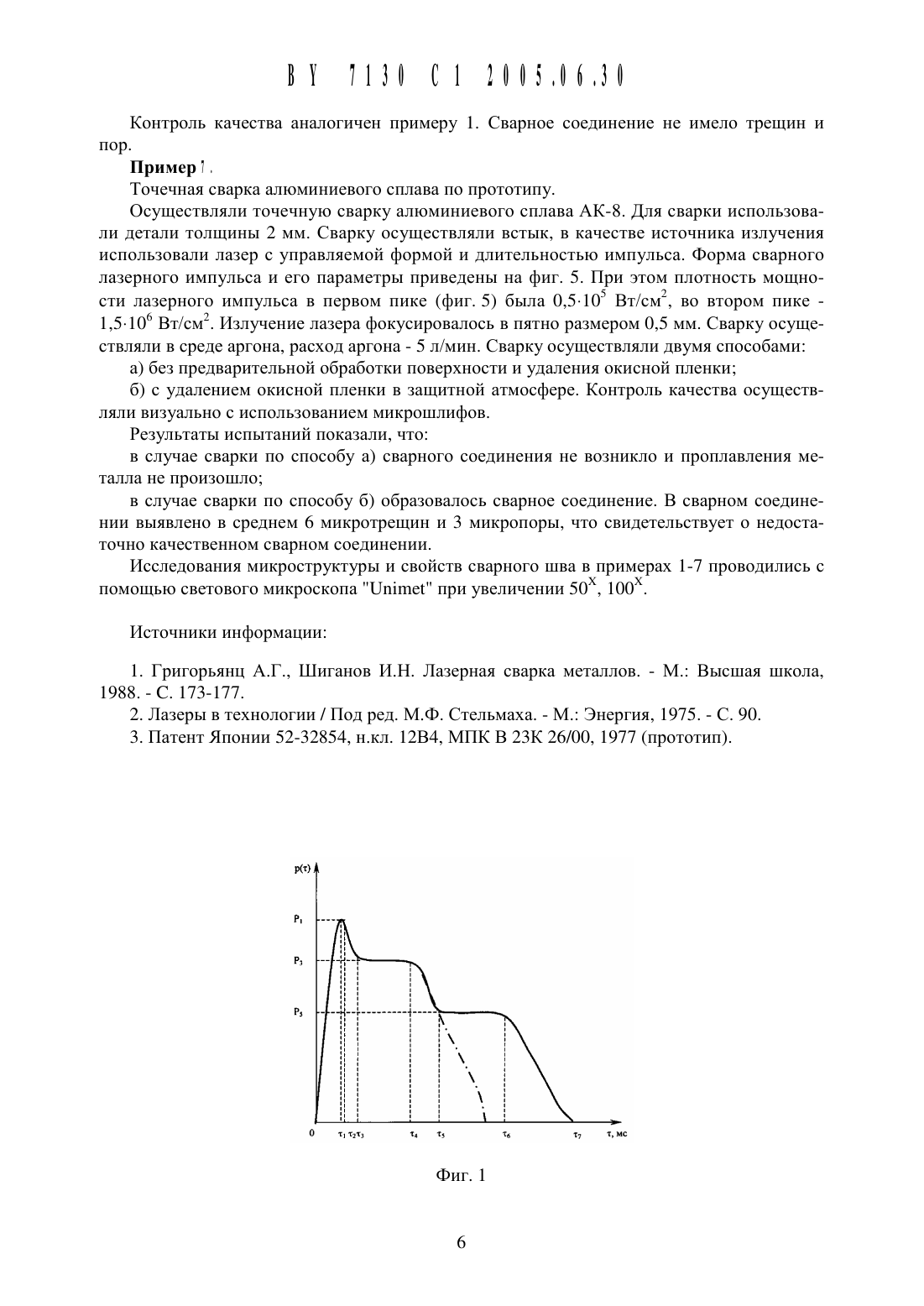
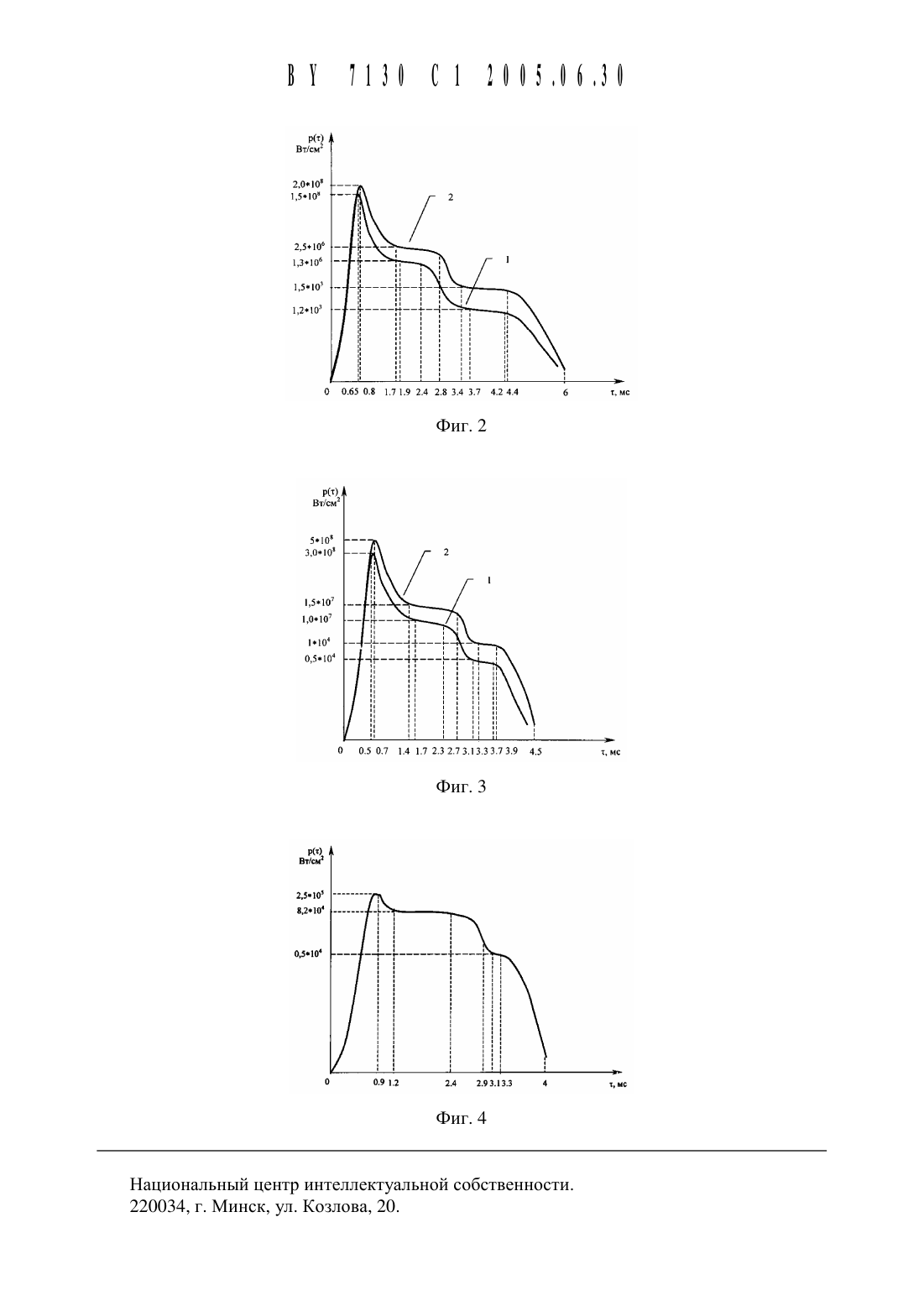
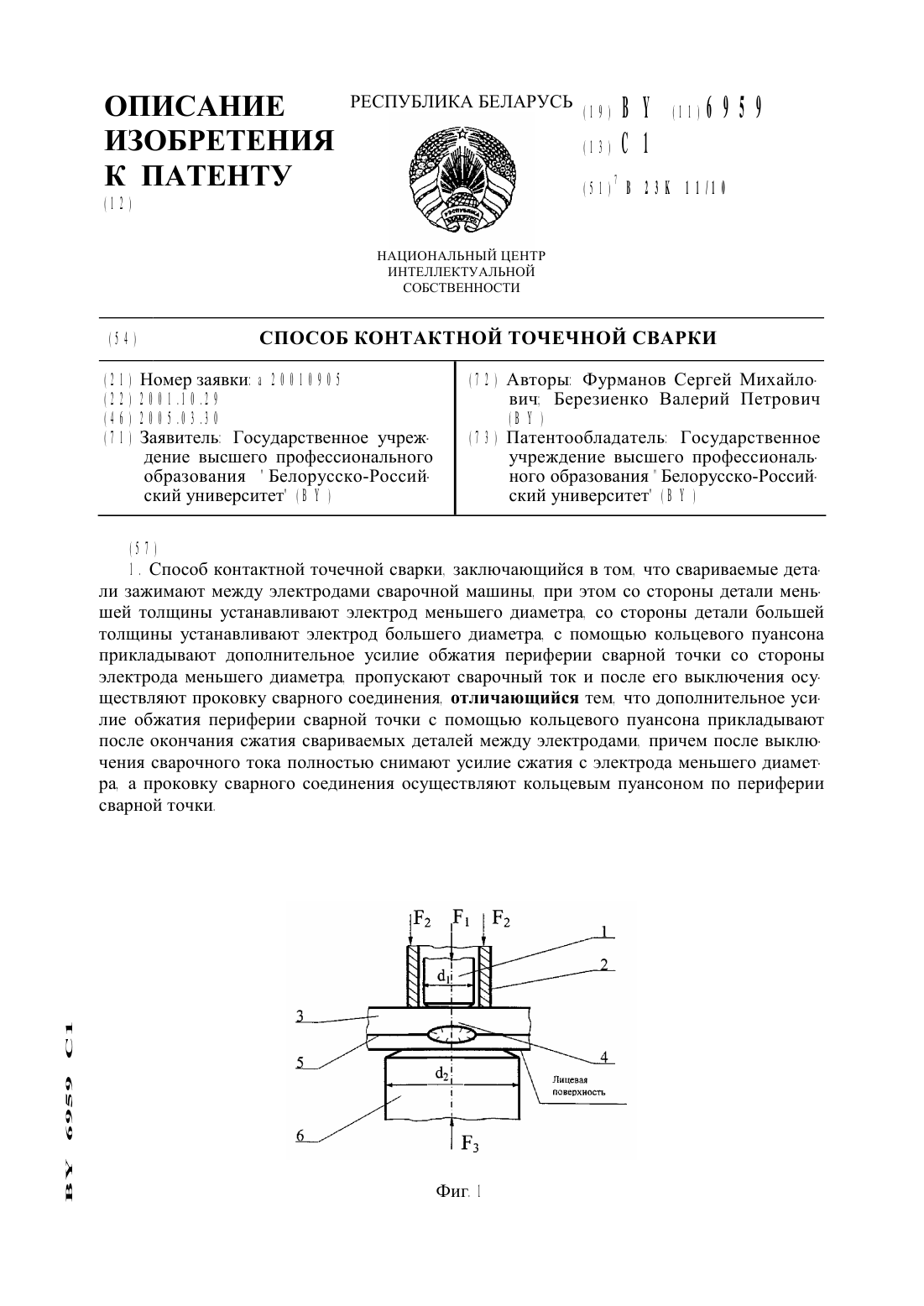
Изобретение относится К лазерной сварке материалов, а конкретно К способам импульсной лазерной сварки металлов, И может быть использовано для точечной И шовной сварки черных И Цветных металлов, обладающих высокой окислительной активностью(алюминия, титана, магния И др.) без добавления присадочного материала.Известен способ лазерной сварки алюминия, включающий удаление окисной пленки с поверхности металла, защиту поверхности в атмосфере инертного газа, плавление металла в зоне сварки в месте соединения частей изделия сфокусированным лучом лазера 1. В известном способе используется излучение непрерывного СО 2 лазера, что обуславливает высокие энергетические затраты на сварку. Необходимость предварительного травления,зачистки поверхностей свариваемых частей изделия с использованием гелиевой атмосферы, обуславливает высокую стоимость И низкую производительность сварки.Известен способ лазерной сварки металлов, заключающийся в локальном плавлении металла в зоне сварки импульсом сфокусированного лазерного излучения 2. В известном способе используют импульс трапецеидальной или треугольной формы с относительно крутым передним И пологим задним фронтом, плотность энергии которого обеспечивает плавление металла свариваемых частей, глубина проплавления увеличивается с увеличением длительности Импульса. Однако применение известного способа для сварки металлов с высокой окислительной активностью, имеющих прочные тугоплавкие пленки окислов, не обеспечивает высокого качества сварки без предварительного удаления окисной пленки И использования защитной атмосферы. Необходимость предварительного удаления окисной пленки снижает производительность сварки.Наиболее близким к заявляемому является способ лазерной сварки металлов, заключающийся в том, что локально плавят металл в зоне сварки импульсом сложной формы сфокусированного лазерного излучения З. В известном способе сварки используется импульс сложной формы с двумя пиками, при этом первоначальный пик с более низкой плотностью мощности обеспечивает нагрев металла до температуры плавления И повь 1 щение коэффициента поглощения металла, благодаря чему увеличение плотности мощности на переднем фронте второго пика обеспечивает более высокую глубину проплавления. Однако известный способ не позволяет получить высокое качество сварки изделий из металлов, обладающих высокой окислительной активностью И имеющих тугоплавкие окиснь 1 е пленки, так как энергии лазерного импульса оказывается недостаточно для удаления окисной пленки. Сварка с использованием импульса указанной формы возможна лищь в защитной инертной атмосфере И при условии удаления окисной пленки со свариваемых участков поверхности деталей. Необходимость предварительного удаления пленки уменьщает производительность процесса.Предлагаемое изобретение рещает задачу лазерной сварки металлов. Технический результат изобретения заключается в повыщении качества И увеличении производительности сварки.Достижение указанного технического результата обеспечивается тем, что в способе лазерной сварки металлов, включающем локальное плавление металла в зоне сварки импульсом сложной формы сфокусированного лазерного излучения, перед плавлением испаряют тугоплавкие или окисные пленки с поверхности металла, а после плавления металл подвергают термообработке при температурах ниже температуры плавления, причем испарение, плавление И термообработку осуществляют импульсом, имеющим крутой передний фронт, достигающий максимального значения, соответствующего плотности мощности, необходимой для испарения пленок, И плавно ниспадающий задний фронт, содержащий два платообразных участка, верхний из которых имеет плотность мощности,обеспечивающую плавление металла, а нижний соответствует плотности мощности, необходимой для поддержания заданной температуры термообработки.Существо изобретения поясняется фиг. 1-5. На фиг. 1 Изображена характерная для металлов временная форма сварочного лазерного импульса (зависимость плотности мощно ВУ 7130 С 12005.06.30сти лазерного излучения от времени). На фиг. 2 изображены формы сварочных импульсов(зависимости плотности мощности лазерного излучения от времени), используемых для сварки алюминия (кривая 1) и алюминиевого сплава АК-8 (кривая 2), на фиг. 3 - временные формы лазерных импульсов (зависимости плотности мощности лазерного излучения от времени) для сварки титана (кривая 1) и титанового сплава ВТ-1 (кривая 2), на фиг. 4 временная форма импульса (зависимость плотности мощности лазерного излучения от времени) для сварки стали марки СТЗ. На фиг. 5 изображена форма сварочного импульса(зависимость плотности мощности лазерного излучения от времени), используемого для сварки алюминиевого сплава АК-8 согласно прототипу.Существо предлагаемого изобретения заключается в том, что впервые экспериментально обнаружена энергетическая форма лазерного импульса, характерная для черных и Цветных металлов, использование которой позволяет обеспечить качественную сварку металлов, имеющих на своей поверхности тугоплавкие пленки (окисные, нитридные и т.п.),и высокую производительность сварки.Согласно предлагаемому изобретению, точечная сварка металла, содержащего тугоплавкие окисные пленки, обеспечивается лазерным импульсом, характерная форма которого изображена на фиг. 1. При воздействии переднего крутого фронта импульса происходит нагрев тугоплавкой окисной пленки до температур ее испарения, при этом лазерный импульс достигает своего пика (Р 1) по величине плотности мощности за время 11, причем значения максимальных плотностей мощности таковы, что обеспечивают полное испарение окисной пленки с поверхности свариваемого металла за время т 1 т 2. Задний фронт импульса имеет несколько плавно ниспадающих и платообразных участков по плотности мощности. На участке т 2 т 3 происходит преимущественный разогрев металла до температуры плавления, причем часть энергии тратится на отражение, наблюдается плавление металла и проплавление его по толщине при плотности мощности Р 3 за время тдт 4 (верхний платообразный участок). Дальнейшее снижение плотности мощности ведет к охлаждению, снижению температуры ниже температуры плавления, кристаллизации сваренного металла. В случае резкого снижения плотности мощности (пунктирный участок кривой) температура в зоне сварки резко уменьщается, что приводит к образованию многочисленных пор и трещин. Плавное снижение плотности мощности за время т 4 т 5 и ее поддержание (нижний платообразный участок с плотностью Р 5 и время т 5 т 6) обеспечивает процесс термообработки (отжиг, нормализация и.п.), обеспечивающий снижение числа дефектов до допустимого уровня или их ликвидацию. В силу этого обеспечивается высокое качество точечной сварки. Число импульсов сварки определяется числом необходимых точек соединения.Применение указанной закономерности изменения лазерного импульса для щовной сварки, как показали испытания, также обеспечивает повторение выщеописанных явлений(испарение, локальное плавление, термообработка) и высокое качество сварного щва. Легко видеть (а это подтверждено экспериментально), что при сварке, согласно изобретению,не требуется удаление тугоплавкой окисной пленки, что позволяет исключить подготовительные операции по подготовке поверхности и удалению пленки, уменьщить в ряде случаев требования к защитной атмосфере (или вовсе исключить ее), что позволяет повысить производительность сварочных работ.Следует иметь в виду (фиг. 1-4), что форма импульса, согласно изобретению, сохраняет свое подобие при сварке любых металлов, при этом конкретные значения плотностей мощности импульса и длительностей участков импульса выбираются для каждого металла индивидуально.При импульсной щовной сварке указанные закономерности воздействий и преимущества предлагаемого способа сохраняются.Способ осуществляют следующим образом. Свариваемые участки деталей соединяют встык или внахлестку, затем воздействуют на заданную область сварки импульсом сфоку 3сированного лазерного излучения. При сварке встык происходит последовательное испарение окисной пленки с поверхностей участков свариваемых деталей, расплавление участков металла, а затем поддержание температуры и плавное его охлаждение на втором пологом ниспадающем участке лазерного импульса. При сварке внахлестку лазерное излучение предварительно ориентируют под острым углом на торец свариваемых деталей, что обеспечивает удаление окисных пленок в зоне сварки на обоих соединяемых участках деталей. Далее процесс воздействия лазерного импульса аналогичен вышеизложенному. При щовной сварке импульсы последовательно накладывают друг на друга вдоль линии сварки с коэффициентом перекрытия 0,20,3. Для сварки металлов, активно образующих тугоплавкие окисные пленки (алюминий, титан, магний и т.п.), в зону сварки подают инертный газ. При сварке черных металлов защитная атмосфера может не применяться.Для сварки используют технологические сварочные установки, содержащие твердотельный лазер, работающий в импульсном режиме, фокусирующую систему, систему наблюдения, координатную систему для крепления и ориентации деталей, устройство для подачи инертного газа в зону сварки. Для получения импульса сложной формы, согласно изобретению, используют источник питания с программируемой формой и длительностью импульса тока. Форма импульса генерации лазера соответствует форме импульса тока разряда ламп накачки, в свою очередь соответствующих форме импульса тока источника питания.Экспериментальные исследования процесса сварки металлов проводились на лазерной технологической установке со следующими характеристикамидлина волны излучения, мкм 1,06 энергия импульса, Дж 212 длительность импульса по уровню отсчета 0,1 мс 0,38 диаметр сфокусированного пятна, мм 0,21,2 частота следования импульса, Гц 120 фокусное расстояние объектива, мм 100 расходимость, мрад 17. Пример 1 .Для сварки использовали детали толщины 2 мм. Сварку осуществляли встык, в качестве источника излучения использовали лазер с управляемой формой и длительностью импульса с плотностями мощности для испарения Р 1 1,5-108 Вт/см 2, для плавления Р 3 1,3-106 Вт/см 2, а для термообработки Р 5 1,2-103 Вт/см 2. Излучение лазера фокусировалось в пятно размером 0,5 мм. Форма импульса генерации лазера соответствует представленной на фиг. 2 (кривая 1), сварку осуществляли в среде аргона, расход аргона 5 л/мин.Качество сварных щвов оценивалось по результатам исследования структуры микрощлифов. Для контроля качества сварного соединения изготавливался микрощлиф с последующим фотографированием, производилась визуальная оценка качества.Дефекты типа пор и трещин отсутствовали.Пример осуществляли аналогично примеру 1, при этом форма импульса сварки соответствовала фиг. 2 (кривая 1), коэффициент перекрытия при этом составлял 0,20,3.Качество сварного щва оценивалось так же, как и в примере 1, трещины и поры отсутствовали.Шовная сварка алюминиевого сплава АК-8.Пример аналогичен примеру 2. Отличие состояло в том, что форма и параметры лазерного импульса соответствовали фиг. 2 (кривая 2). Коэффициент перекрытия сварных пятен составлял 0,20,5. Плотности мощности лазерного импульса излучения составляли для испарения окисной пленки Р 1 2,0-108 Вт/см 2, для плавления Р 3 2,5-106 Вт/см 2, а для термообработки Р 5 1,5-103 Вт/см 2.Основными характеристиками лазерного импульса для сварки алюминиевых сплавов АК-8 также являлись (фиг. 2)длительность импульса по уровню 0,1 от ршах - 6 мсдлительность переднего фронта нарастания импульса, разрушающего оксидную пленку, - 0,8 мсдлительность импульса, характеризующая термообработку материала, имеет более пологую форму - 3,2 мс.Для определения качества сварного шва изготавливался микрошлиф и производилась количественная оценка на наличие пор и трещин в зоне обработки. Трещины и поры не выявлены. Капиллярный метод неразрушающего контроля сварного шва изделия из алюминиевого сплава АК-8 также подтвердил отсутствие трещин.Пример осуществляли аналогично примеру 1. Отличия состояли в том, что для сварки использовали титан, при этом форма импульса сварки соответствовала фиг. 3 (кривая 1) и осуществляли шовную сварку с коэффициентом перекрытия 0,20,3. Плотности мощности лазерного импульса составляли для испарения окисной пленки Р 1 3,0-108 Вт/см 2, для плавления Р 3 1,0-107 Вт/см 2, а для термообработки Р 5 0,5-104 Вт/см 2.Контроль качества аналогичен примеру 3. Трещины и поры не выявлены.Шовная сварка титанового сплава ВТ-1.Сварка проводилась аналогично примеру 4. Коэффициент перекрытия при этом составлял 0,3. Для сварки использовали лазерные импульсы, форма и параметры которых приведены на фиг. 3 (кривая 2). Плотности мощности лазерного импульса составляли для испарения окисной пленки Р 1 5-108 Вт/см 2, для плавления - Р 3 1,5-107 Вт/см 2, для термообработки материала - Р 5 1-104 Вт/см 2.Основными характеристиками лазерного импульса для сварки титановых сплавов ВТ-1 также являлись (фиг. 3)длительность импульса по уровню 0,1 от ртах - 4,5 мсдлительность переднего фронта нарастания импульса, разрушающего тугоплавкие пленки, - 0,7 мсдлительность импульса, характеризующая остывание материала, имеет более пологую форму - 1,8 мс.Для контроля качества сварного соединения изготавливался микрошлиф с последующим фотографированием, производилась визуальная оценка качества. Трещины и поры в сварном шве не обнаружены.Данные рентгеноконтроля и результаты испытаний при давлении 340 кг/см 2 подтвердили отсутствие трещин и пор в сварном шве.Точечная сварка низкоуглеродистой стали.Низкоуглеродистую сталь СТ 3 сваривали на воздухе без защитной среды. Форма импульса и его параметры соответствовали фиг. 4. Плотности мощности лазерного импульса составляли для испарения окисной пленки Р 1 2,5-105 Вт/см 2, для плавления Р 3 8,2-104 Вт/см 2, для термообработки материала - Р 5 0,5-104 Вт/см 2.
МПК / Метки
МПК: B23K 26/00
Метки: лазерной, металлов, способ, сварки
Код ссылки
<a href="https://by.patents.su/7-7130-sposob-lazernojj-svarki-metallov.html" rel="bookmark" title="База патентов Беларуси">Способ лазерной сварки металлов</a>
Способ контактной точечной сварки
Номер патента: 6959
Опубликовано: 30.03.2005
Авторы: Березиенко Валерий Петрович, Фурманов Сергей Михайлович
МПК: B23K 11/10
Метки: сварки, контактной, точечной, способ
Текст:
...с электрода меньшего диаметра. а проковку сварного соединения осушествляют только кольцевым пуансоном по периферии сварной точкиПри сварке по данному способу. согласно изобретению. после приложения усилия сжатия к электродам сварочной машины через свариваемые детали может быть пропущен дополнительный импульс тока подогрева. при этом усилие сжатия Р 1. прикладываемое к электродам сварочной машины. определяется из соотношенияР ф ОН ф. где...
Способ ультразвуковой сварки
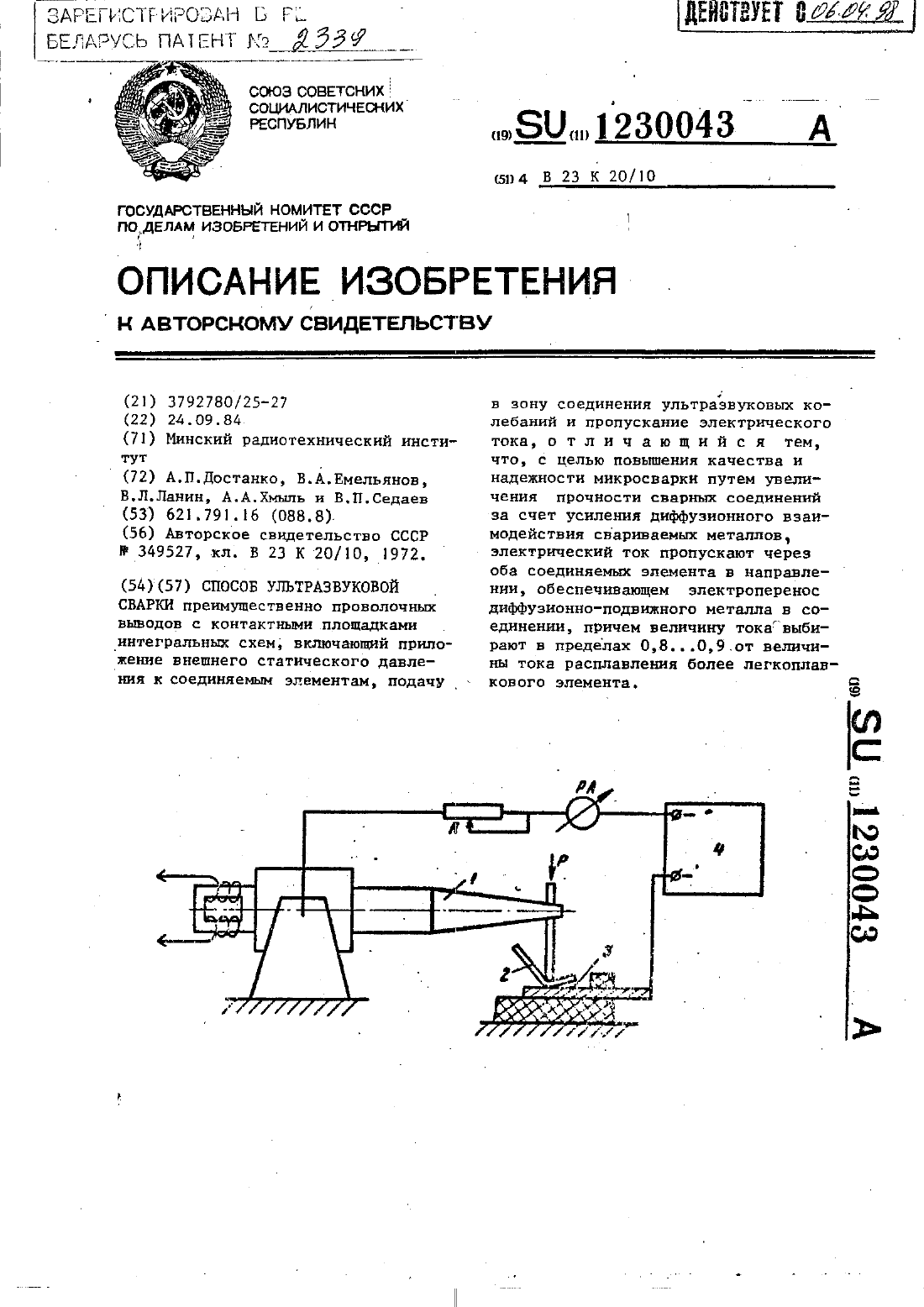
Номер патента: 2339
Опубликовано: 30.09.1998
Авторы: Достанко Анатолий Павлович, Хмыль Александр Александрович, Ларин Владимир Леонидович, Емельянов Виктор Андреевич, Седаев Владимир Павлович
МПК: B23K 20/10
Метки: ультразвуковой, способ, сварки
Текст:
...этом опреде- 35ЛЯТЬСЯ ИЗ ВЫРЗЖЕННЯ Пгде В коэффидиент диффузии металла ос 403 градиент КОНЦЕНТРЗЦНН металла П подвижность атомов металла под действием электрического тока 1 величина тока г УДЕЛЬНОЗ ЭЛЕКТРИческое сопротивление металла С 45КОНЦЕНТРЗЦНН ИОНОВ металла В ЗОНЕ СОЕДИНЕНИЯ.//диффуэионноподвнжного металла в сое динении приводит к увеличению прочное-50 ти микросварных соединений, посколь Редактор П.Зубкова Заказ 389/ДСПку...
Оптическая головка для лазерной обработки
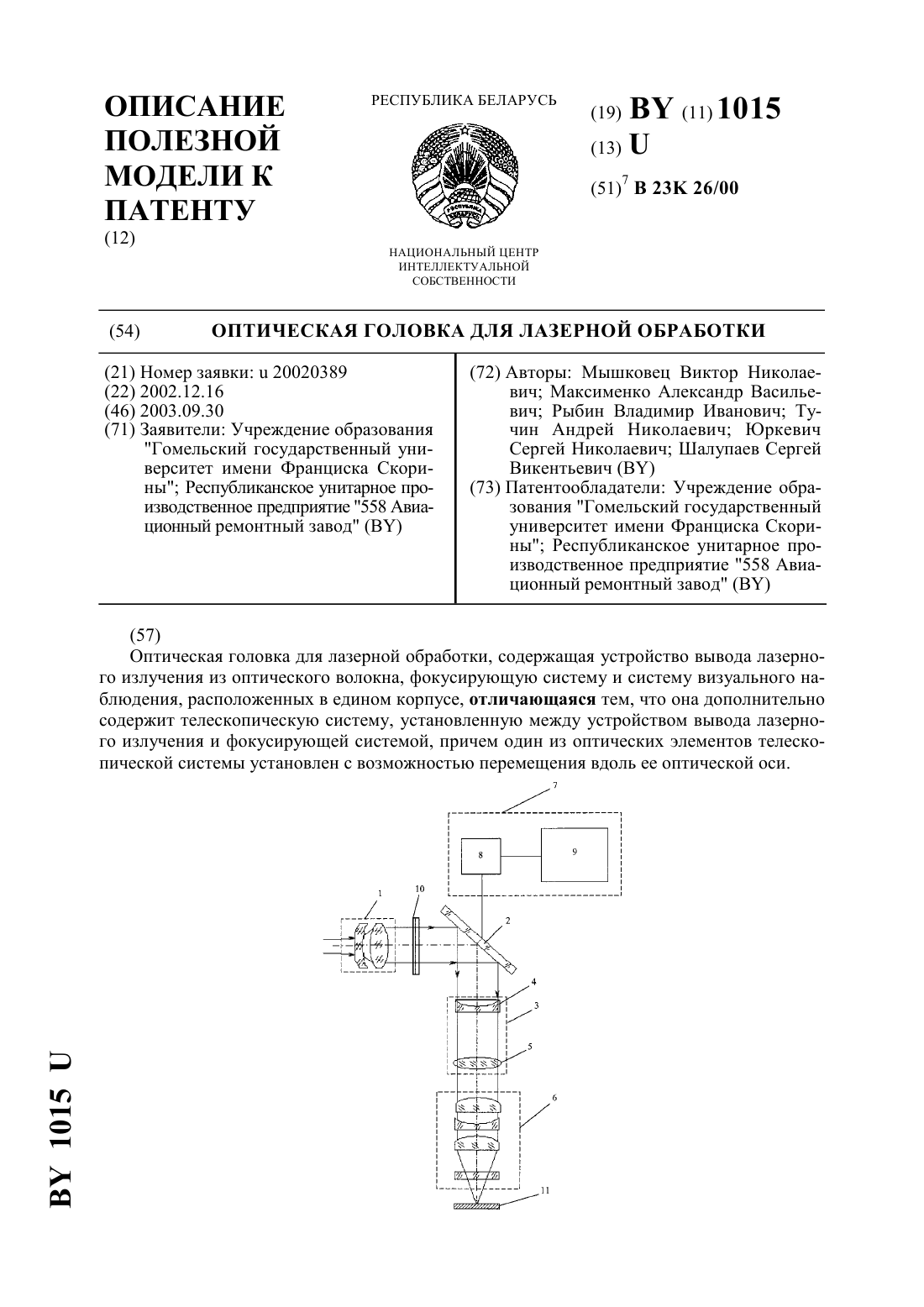
Номер патента: U 1015
Опубликовано: 30.09.2003
Авторы: Мышковец Виктор Николаевич, Шалупаев Сергей Викентьевич, Максименко Александр Васильевич, Рыбин Владимир Иванович, Юркевич Сергей Николаевич, Тучин Андрей Николаевич
МПК: B23K 26/00
Метки: обработки, головка, лазерной, оптическая
Текст:
...обработки, что снижает технологические возможности и сужает область ее применения. Заявляемая полезная модель решает задачу создания оптической головки для лазерной обработки. Технический результат полезной модели заключается в обеспечении более широкого подбора оптимальных плотностей мощности излучения при дистанционной лазерной обработке. Достижение указанного технического результата обеспечивается тем, что оптическая головка для лазерной...
Способ конденсаторной сварки металлических деталей малых размеров
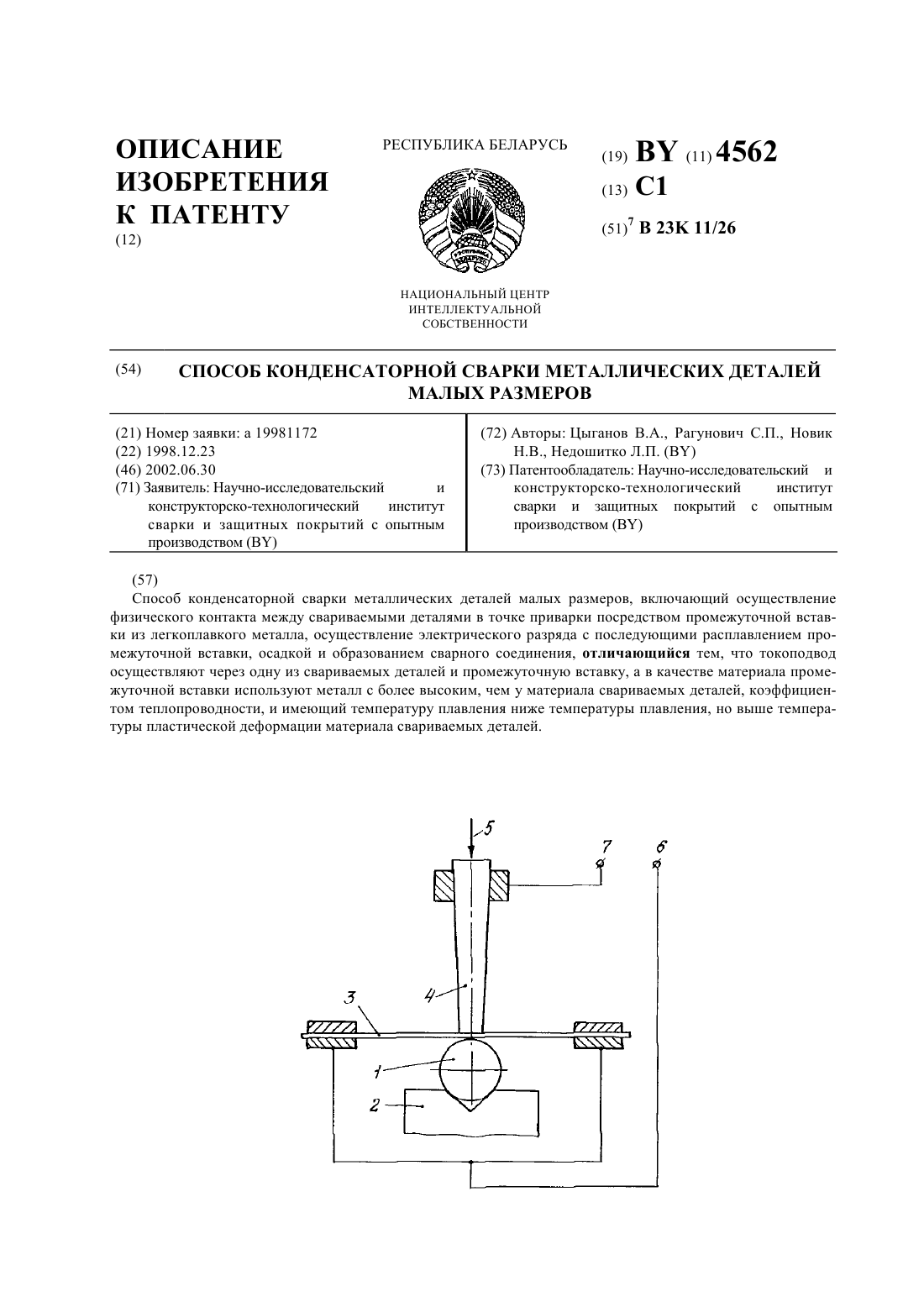
Номер патента: 4562
Опубликовано: 30.06.2002
Авторы: Новик Наталия Вячеславовна, Рагунович Сергей Петрович, Недошитко Лариса Павловна, Цыганов Валерий Анатольевич
МПК: B23K 11/26
Метки: конденсаторной, малых, деталей, способ, металлических, сварки, размеров
Текст:
...деталей и промежуточной вставкой, последняя расплавляется и полностью вытесняется из зоны соединения, так как имеет сечение токоподвода меньше, чем сечение свариваемой детали, а температура плавления промежуточной вставки меньше температуры плавления, но выше температуры пластической деформации материала свариваемых деталей, а также тем,что материал промежуточной вставки выбирается с коэффициентом теплопроводности более высоким, чем...
Способ регулирования процесса электродуговой сварки
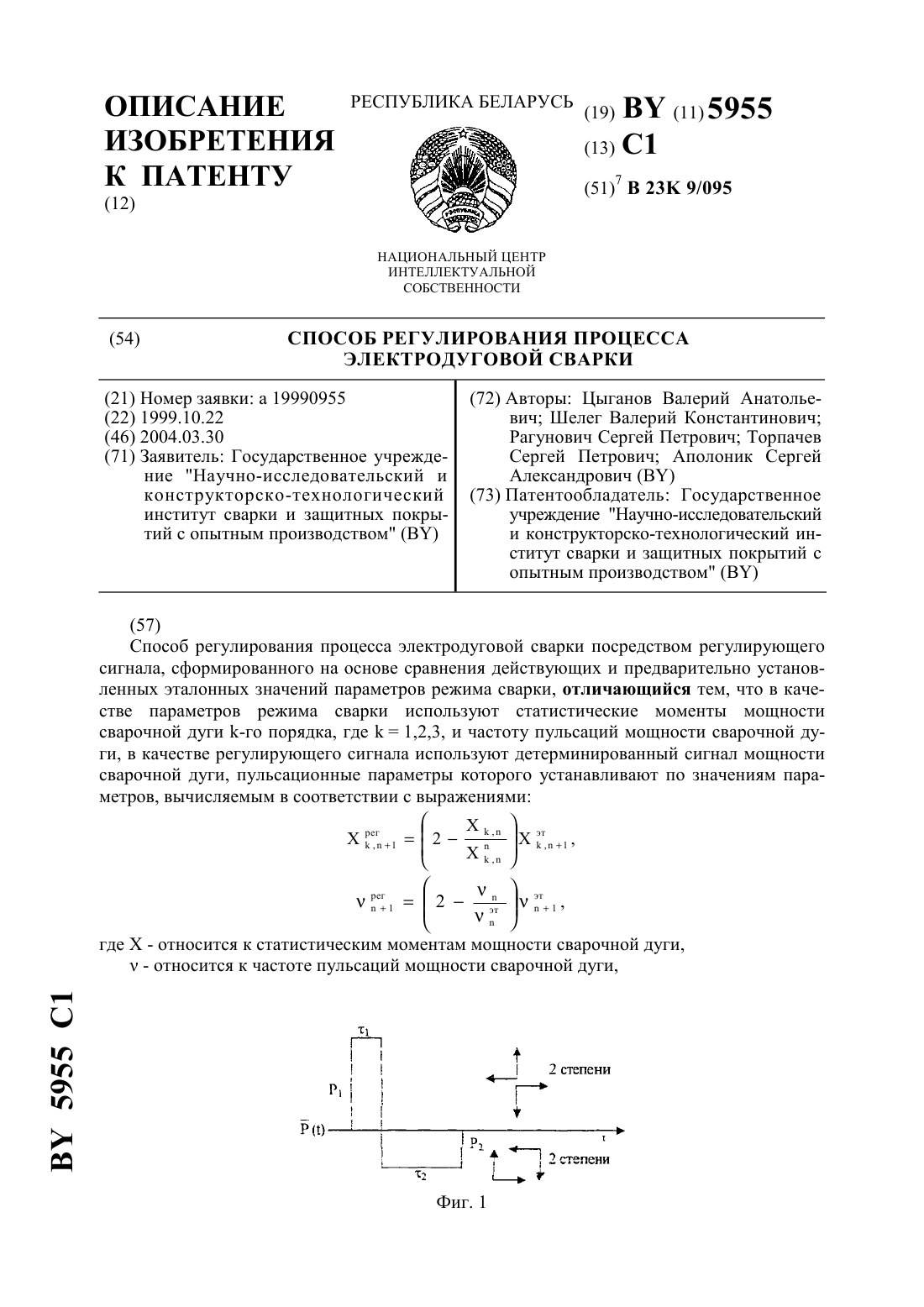
Номер патента: 5955
Опубликовано: 30.03.2004
Авторы: Аполоник Сергей Александрович, Рагунович Сергей Петрович, Цыганов Валерий Анатольевич, Шелег Валерий Константинович, Торпачев Сергей Петрович
МПК: B23K 9/095
Метки: способ, процесса, сварки, электродуговой, регулирования
Текст:
...плавящимся электродом - регулирования образования капли определенного размера, ее отрыва от электрода и взаимодействия со сварочной ванной, что повышает стабильность горения дуги, процесса переноса металла в ней, а следовательно, и качество сварного соединения. Технический результат достигается тем, что в способе регулирования процесса электродуговой сварки перед ее проведением определяют законы изменения во времени эталонных параметров...
Предыдущий патент: Устройство для непрерывного контроля частиц, взвешенных в смазочной жидкости
Следующий патент: Способ измерения массовой доли калия в твердой фазе суспензии в процессе флотации калийных руд
Случайный патент: Конвейер ленточный панельный