Способ конденсаторной сварки металлических деталей малых размеров
Номер патента: 4562
Опубликовано: 30.06.2002
Авторы: Цыганов Валерий Анатольевич, Недошитко Лариса Павловна, Новик Наталия Вячеславовна, Рагунович Сергей Петрович
Текст
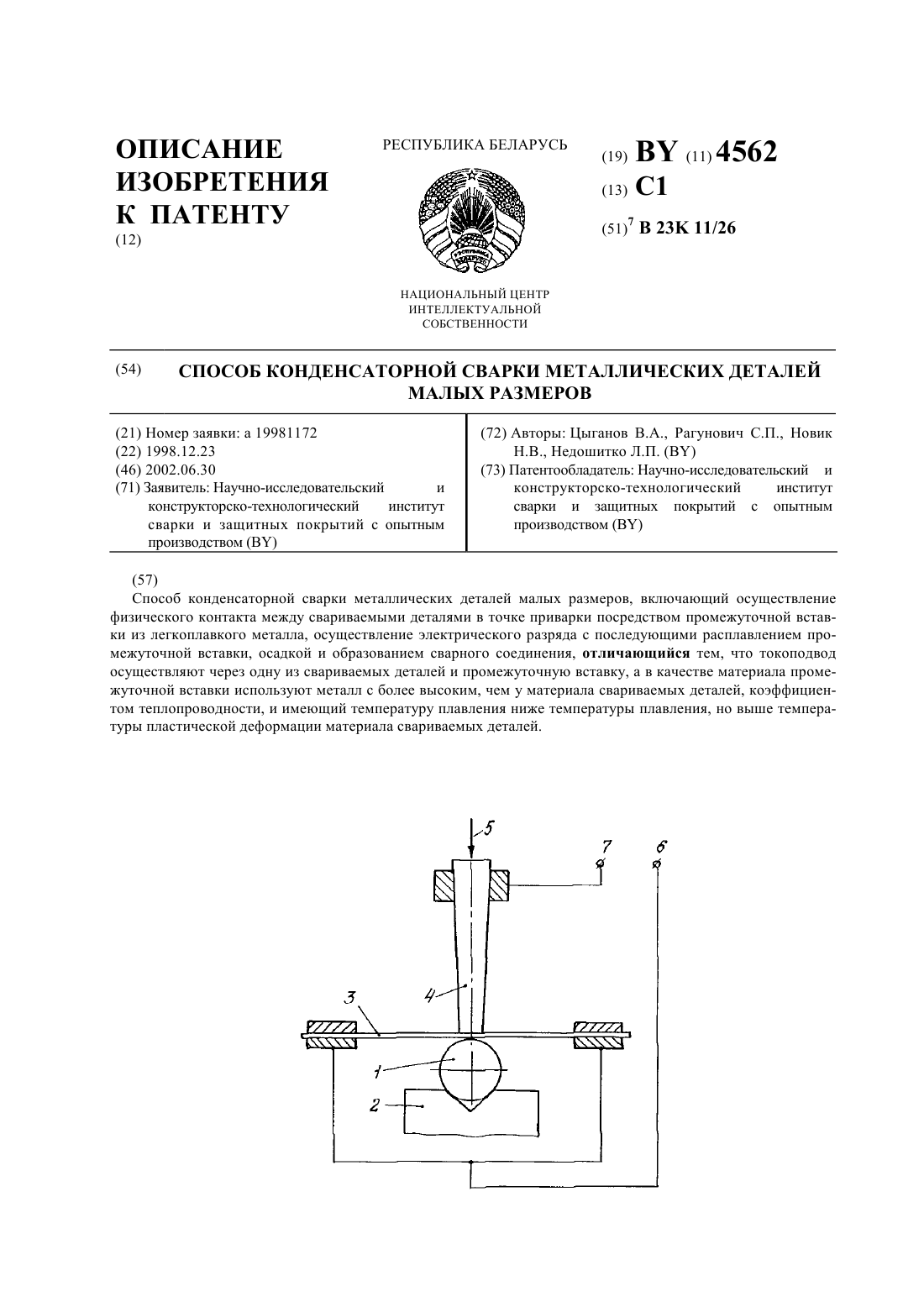
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОНДЕНСАТОРНОЙ СВАРКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ МАЛЫХ РАЗМЕРОВ(57) Способ конденсаторной сварки металлических деталей малых размеров, включающий осуществление физического контакта между свариваемыми деталями в точке приварки посредством промежуточной вставки из легкоплавкого металла, осуществление электрического разряда с последующими расплавлением промежуточной вставки, осадкой и образованием сварного соединения, отличающийся тем, что токоподвод осуществляют через одну из свариваемых деталей и промежуточную вставку, а в качестве материала промежуточной вставки используют металл с более высоким, чем у материала свариваемых деталей, коэффициентом теплопроводности, и имеющий температуру плавления ниже температуры плавления, но выше температуры пластической деформации материала свариваемых деталей. Изобретение относится к технологии получения соединений с использованием конденсаторной сварки металлических деталей с малыми размерами, в частности к конденсаторной приварке твердых проволок малых сечений к деталям соизмеримых размеров с криволинейной (например, сферической) поверхностью, и может найти применение в радиотехнической и электротехнической промышленности, а также в тех областях народного хозяйства, где используется указанный вид сварки. Известен способ сварки с расплавляемой промежуточной вставкой 1, при котором используют промежуточную вставку из третьего металла, которая после нагрева в зоне соединения полностью растворяется в основном материале. Это осуществляется путем химического растворения твердого основного материала в жидком металле промежуточной вставки. Недостатком указанного способа является то, что промежуточная вставка нагревается в течение длительного времени, что приводит к большим тепловложениям в свариваемые детали (и, как правило, к разупрочнению получаемых сварных изделий). Известен способ сварки тавровых соединений проволок с фольговой лентой 2. Фольговая лента зажимается между двумя электродами, из которых один проволочный медный вывод, а второй - молибденовый стержень. Сварке подвергались медные лепестки толщиной 30-50 мкм, покрытые и непокрытые серебром. Лучшие результаты получены с лепестками, покрытыми слоем серебра толщиной 5-10 мкм при плоской заторцовке концов привариваемой проволоки. Недостатком способа является нарушение чистоты поверхности привариваемой детали (например, фольги) со стороны молибденового стержня при недостаточном усилии прижатия электрода вследствие электроэрозии и ее деформации при избыточном усилии прижатия. Наиболее близким, принимаемым за прототип, является способ контактной сварки крестообразных соединений проволочных проводников с покрытиями 3, в котором при сварке двух однородных проволок с покрытием из-за того, что температуры плавления основного металла проводника выше температуры плавления покрытия, последнее расплавляется раньше и вытесняется из зоны сварки на поверхность соединения с образованием по бокам галтели из выдавленного металла. Недостатком данного способа является то, что он не обеспечивает сохранение задаваемой поверхности в области, близкой к сварному соединению, ввиду неконтролируемой деформации покрытия, происходящей вследствие перераспределения выделяемого в проводнике и покрытии тепла и плавления последнего. Техническая задача, решаемая изобретением, - повышение качества сварных соединений и изделий, получаемых при конденсаторной сварке металлических деталей малых размеров, в частности при микросварке твердых проволок малых диаметров с криволинейными (например, сферическими) поверхностями деталей с размерами, сопоставимыми с диаметром проволоки, за счет уменьшения тепловложений в свариваемые детали, создания условий сохранения чистоты поверхности, ограничения по температуре процесса. Технический результат достигается тем, что разряд пропускается между одной из свариваемых деталей и промежуточной вставкой, последняя расплавляется и полностью вытесняется из зоны соединения, так как имеет сечение токоподвода меньше, чем сечение свариваемой детали, а температура плавления промежуточной вставки меньше температуры плавления, но выше температуры пластической деформации материала свариваемых деталей, а также тем,что материал промежуточной вставки выбирается с коэффициентом теплопроводности более высоким, чем коэффициент теплопроводности основного металла. При этом чистые поверхности свариваемых материалов, вступая в контакт, образуют совместные зерна с исчезновением границы раздела. После вытеснения металла промежуточной вставки из зоны соединения происходит термомеханическая активация свариваемых поверхностей, их незначительная пластическая деформация и схватывание в твердой фазе. Поскольку материал промежуточной вставки выбирается с большей по сравнению с основным металлом теплопроводностью, то избыточная часть тепла в процессе сварки отводится через промежуточную вставку. Тем самым ограничиваются температура процесса и тепловложения в свариваемые детали. Чистота поверхности одной из свариваемых деталей сохраняется вследствие того, что между ней и подложкой не протекает ток конденсаторного разряда, т.е. отсутствует электроэрозия. На фигуре изображена схема, поясняющая способ конденсаторной сварки. Способ конденсаторной сварки проводят следующим образом. К точке приварки на поверхности детали 1, установленной на неподвижной подложке 2, по касательной подводят промежуточную вставку 3 легкоплавкого металла (например,фольгу). Затем нормально в точке приварки подводят торец привариваемой детали 4, прикладывают к ней 2 4562 1 прижимающее усилие 5, промежуточную вставку подсоединяют к положительной клемме 6 конденсатора, а деталь 4, по которой проходит ток конденсатора, - к отрицательной клемме 7. Осуществляют разряд конденсатора, вследствие чего происходит выделение тепла в точке касания промежуточной вставки 3 и детали 4,плавление металла промежуточной вставки и его полное вытеснение из зоны контакта свариваемых деталей,разогрев до температуры пластической деформации, приведение в непосредственный контакт и осадка свариваемых деталей под действием прижимающего усилия 5. После сварки изделие освобождают от промежуточной вставки. Пример. Способом конденсаторной сварки осуществлена приварка проволок диаметром 0,533-0,546 мм из нержавеющей стали 95 Х 18 с твердостью 58,0-58,5 к шарику диаметром 0,794 мм из того же материала, температура пластической деформации которого около 870 С. В качестве промежуточной расплавляемой вставки использована серебряная фольга (температура плавления 960 С) толщиной 7 мкм, обеспечивающая токоподвод при конденсаторном разряде. Время разряда равнялось 0,90-0,95 мс при емкости конденсаторной батареи 2000 мкФ и напряжении на обкладках 30 В. Прижимающее усилие на свариваемые детали выбиралось равным 0,8-1,2 кгс. Изучение микрошлифов полученных сварных соединений показывает, что материал промежуточной вставки полностью вытесняется из зоны непосредственного контакта материала проволоки и шарика, образуя по ее периметру галтель. Зона разупрочнения стали составляет величину 45-60 мкм, что значительно меньше по сравнению с другими способами конденсаторной сварки, в которых зона термического влияния и разупрочнения обычно имеет размер порядка диаметра свариваемых деталей. Это указывает на небольшие тепловложения в свариваемые детали. Серебро промежуточной прослойки способствует очистке соединяемой поверхности стальных деталей от окислов и органических включений, повышая прочность соединения. Нарушений чистоты поверхности шарика и его деформаций с нарушением сферичности не обнаружено. Источники информации 1. Справочник по сварке, пайке, склейке и резке металлов и пластмасс // Под ред. А. Ноймана, Е. Рихтера.- М. Металлургия, 1980. - С.73-74. 2. Ефтифеев П.И. Стыковая микросварка. - Л. Машиностроение, 1977. - С.107-109. 3. Атауш В., В Строев., Мозга А. Исследование механизма образования и формирования сварных соединений при контактной микросварке проводников с покрытиями.// Матер. Межд. конф. Современные проблемы и достижения в области сварки, родственных технологий и оборудования. - 1998. - С.-Пб. - С. 134142. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23K 11/26
Метки: малых, конденсаторной, размеров, способ, деталей, сварки, металлических
Код ссылки
<a href="https://by.patents.su/3-4562-sposob-kondensatornojj-svarki-metallicheskih-detalejj-malyh-razmerov.html" rel="bookmark" title="База патентов Беларуси">Способ конденсаторной сварки металлических деталей малых размеров</a>
Способ конденсаторной сварки
Номер патента: 4490
Опубликовано: 30.06.2002
Авторы: Шелег Валерий Константинович, Новик Наталия Вячеславовна, Рагунович Сергей Петрович, Кениг Владимир Вячеславович, Недошитко Лариса Павловна
МПК: B23K 9/22
Метки: способ, конденсаторной, сварки
Текст:
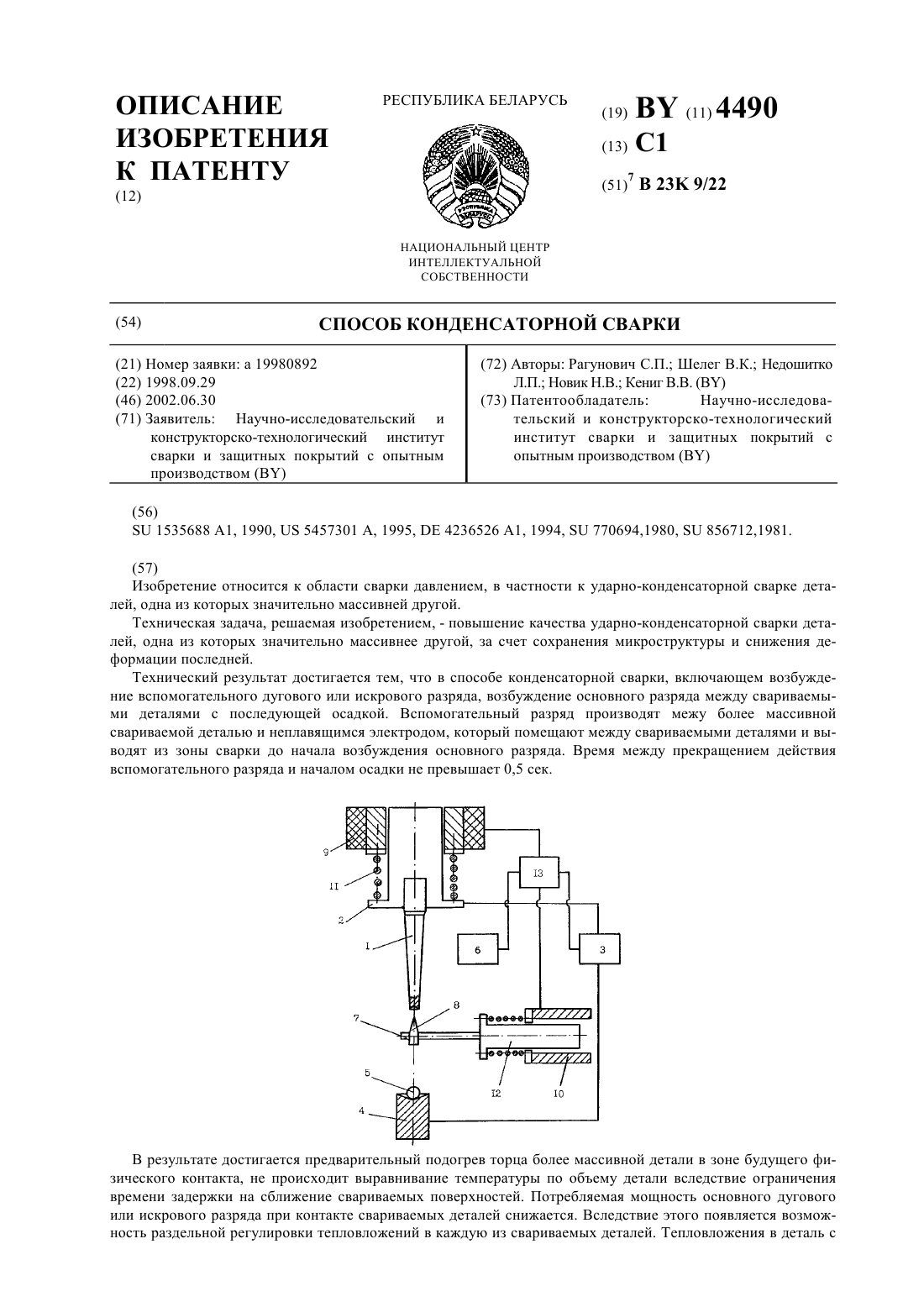
...контакта, не происходит выравнивание температуры по объему детали вследствие ограничения времени задержки на сближение свариваемых поверхностей. Потребная мощность основного дугового или искрового разряда при контакте свариваемых деталей снижается. Вследствие этого появляется возможность раздельной регулировки тепловложений в каждую из свариваемых деталей, тепловложения в деталь с меньшими размерами и массой снижаются, что обеспечивает...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Жорник Александр Иванович, Кашицин Леонид Павлович, Кирпиченко Инесса Анатольевна, Худолей Андрей Леонидович
МПК: B22F 7/04
Метки: способ, покрытий, цилиндрических, внутренние, металлических, его, порошков, варианты, нанесения, деталей, поверхности
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
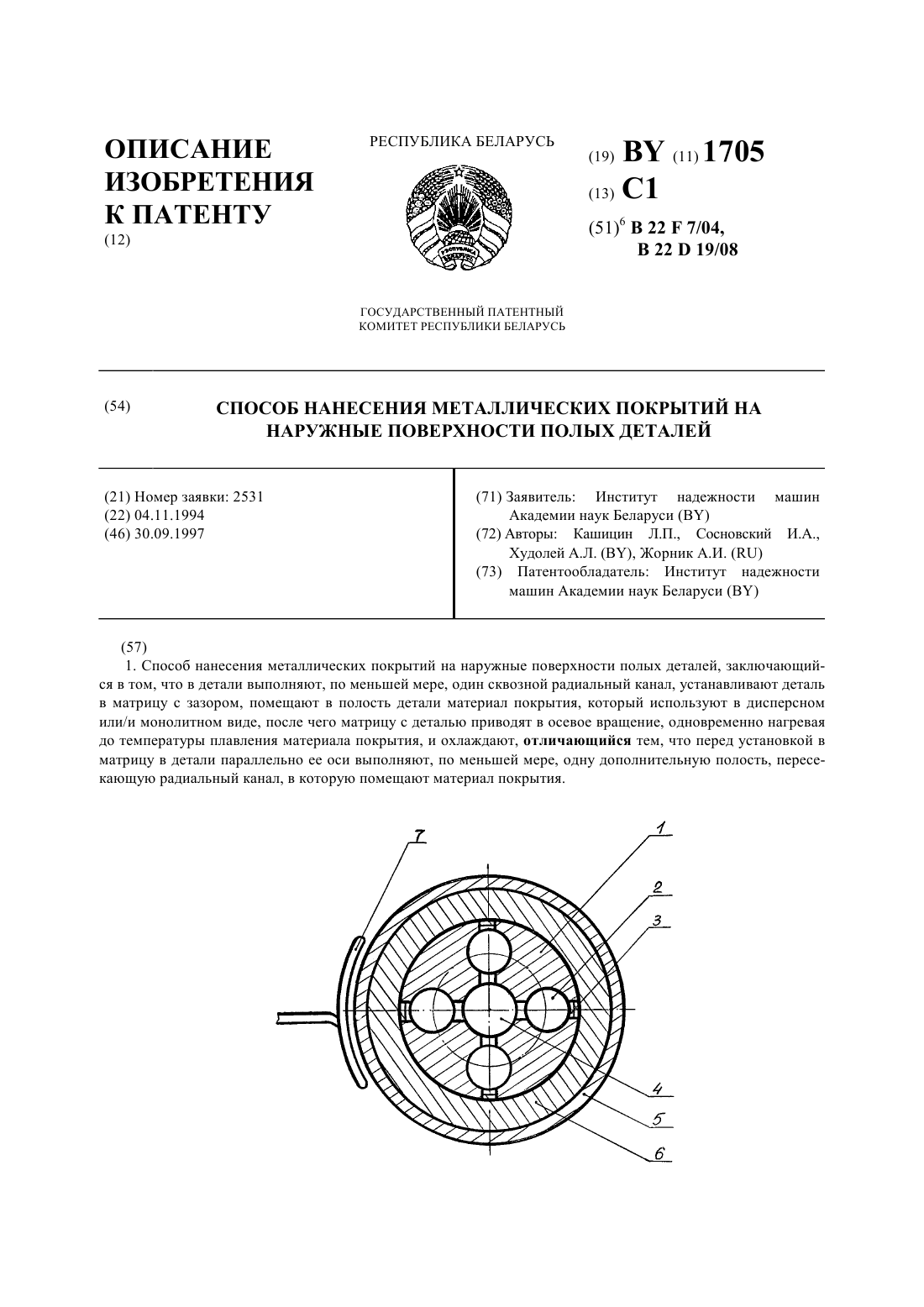
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Кашицин Леонид Павлович, Худолей Андрей Леонидович, Сосновский Игорь Александрович, Жорник Александр Иванович
МПК: B22F 7/04, B22D 19/08
Метки: покрытий, поверхности, способ, наружные, металлических, нанесения, деталей, полых
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Способ ультразвуковой сварки
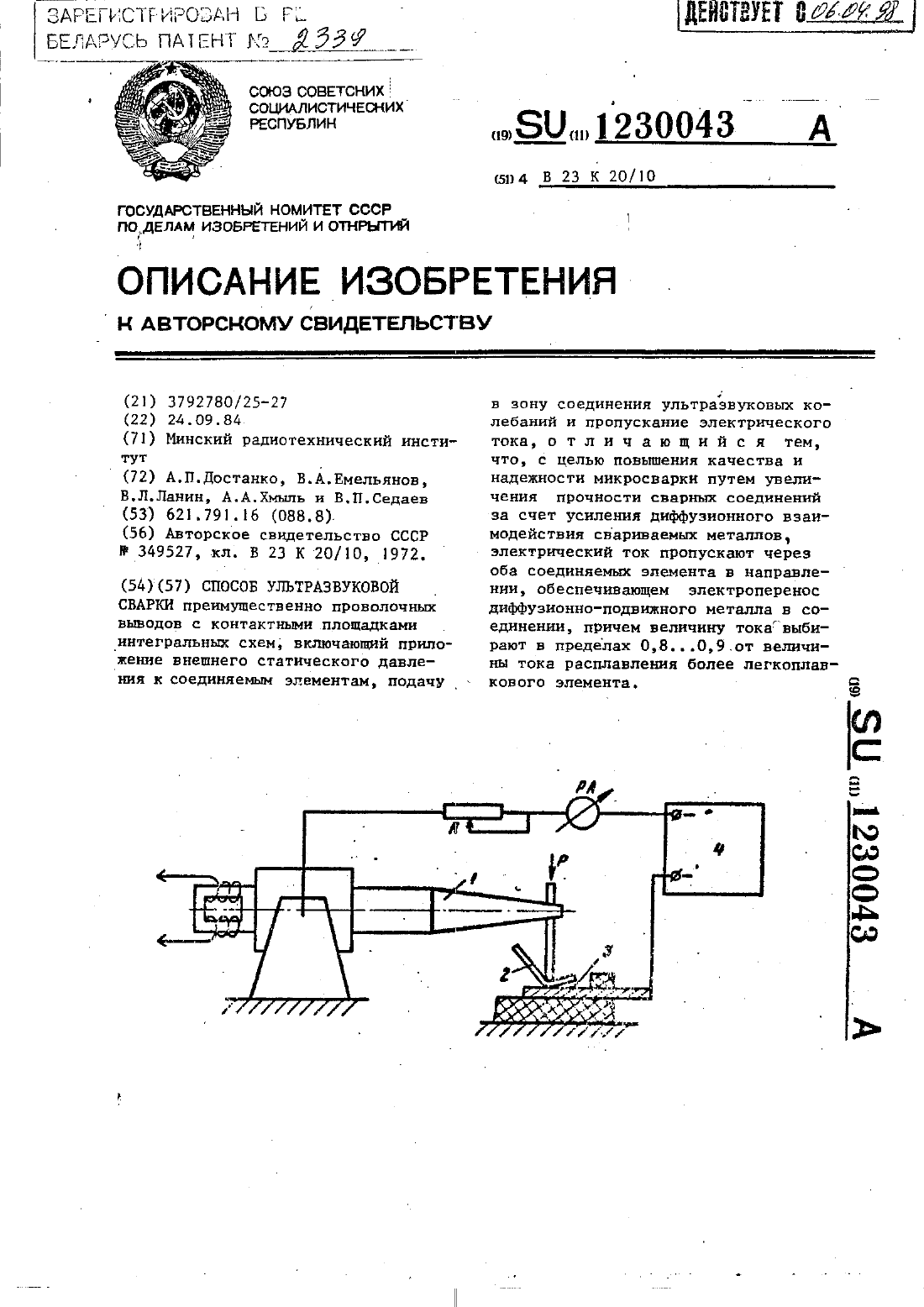
Номер патента: 2339
Опубликовано: 30.09.1998
Авторы: Ларин Владимир Леонидович, Седаев Владимир Павлович, Достанко Анатолий Павлович, Хмыль Александр Александрович, Емельянов Виктор Андреевич
МПК: B23K 20/10
Метки: сварки, ультразвуковой, способ
Текст:
...этом опреде- 35ЛЯТЬСЯ ИЗ ВЫРЗЖЕННЯ Пгде В коэффидиент диффузии металла ос 403 градиент КОНЦЕНТРЗЦНН металла П подвижность атомов металла под действием электрического тока 1 величина тока г УДЕЛЬНОЗ ЭЛЕКТРИческое сопротивление металла С 45КОНЦЕНТРЗЦНН ИОНОВ металла В ЗОНЕ СОЕДИНЕНИЯ.//диффуэионноподвнжного металла в сое динении приводит к увеличению прочное-50 ти микросварных соединений, посколь Редактор П.Зубкова Заказ 389/ДСПку...
Электрод для рельефной сварки
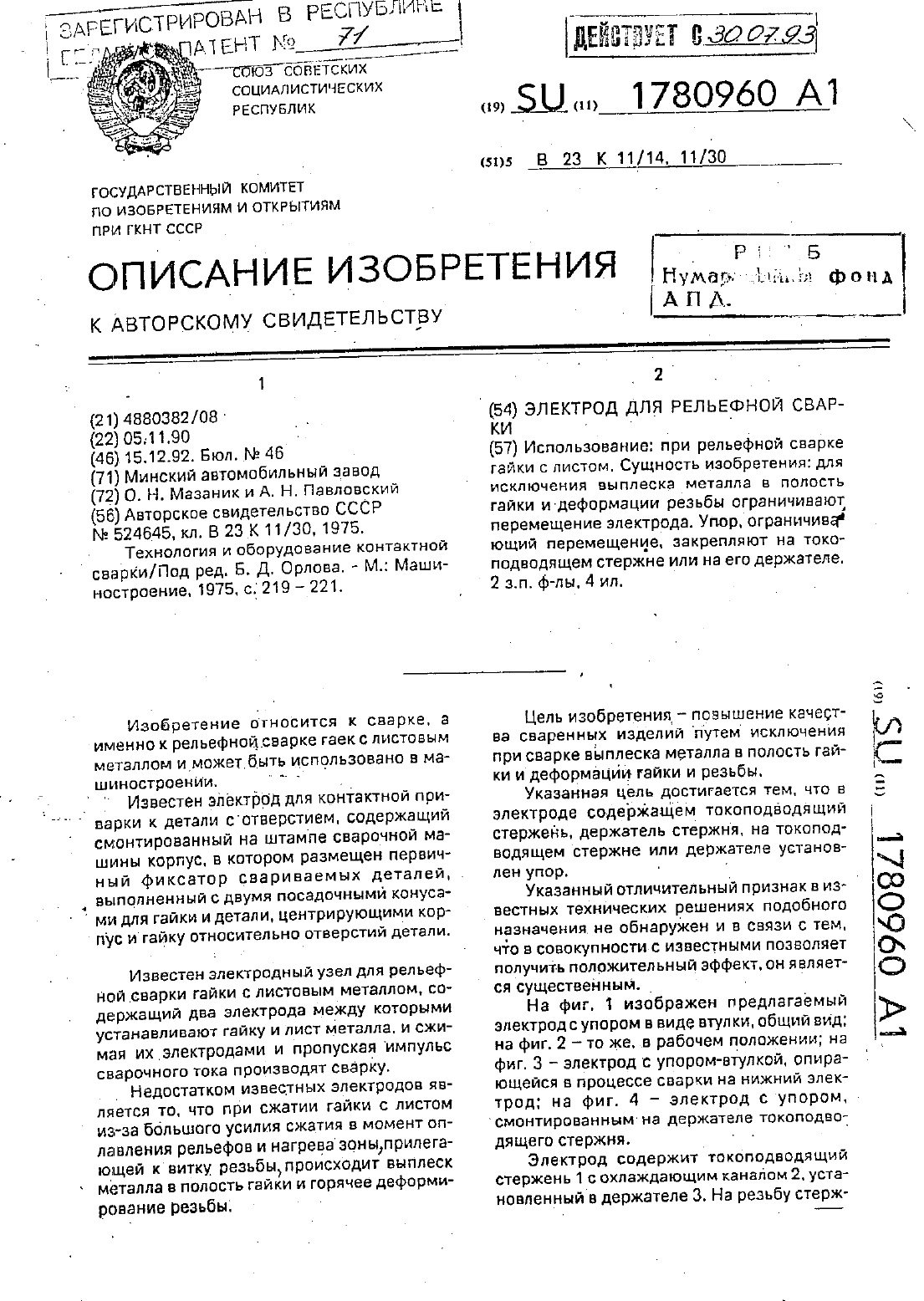
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/30, B23K 11/14
Метки: рельефной, сварки, электрод
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...