Способ контактной точечной сварки
Номер патента: 6959
Опубликовано: 30.03.2005
Авторы: Березиенко Валерий Петрович, Фурманов Сергей Михайлович
Текст
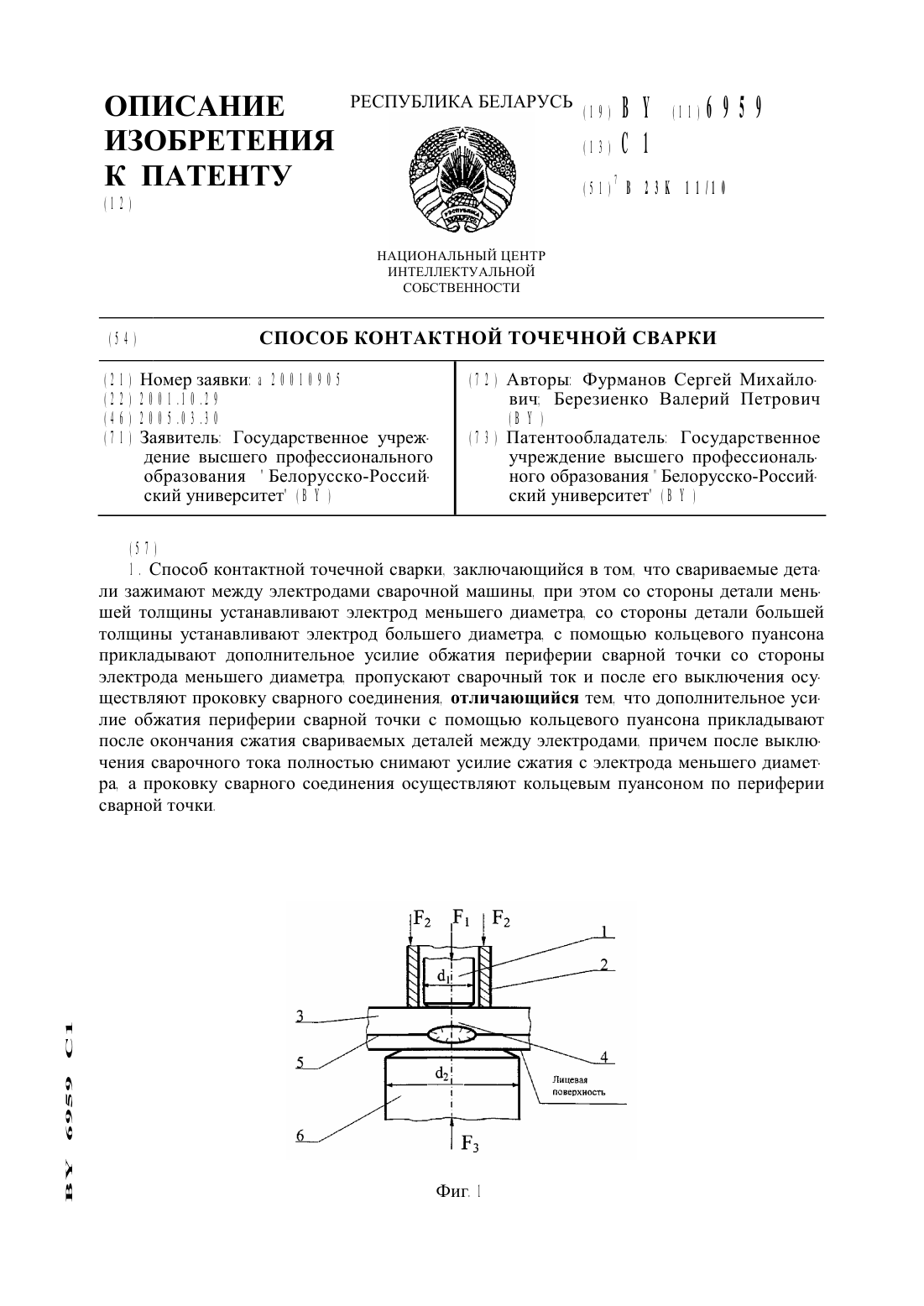
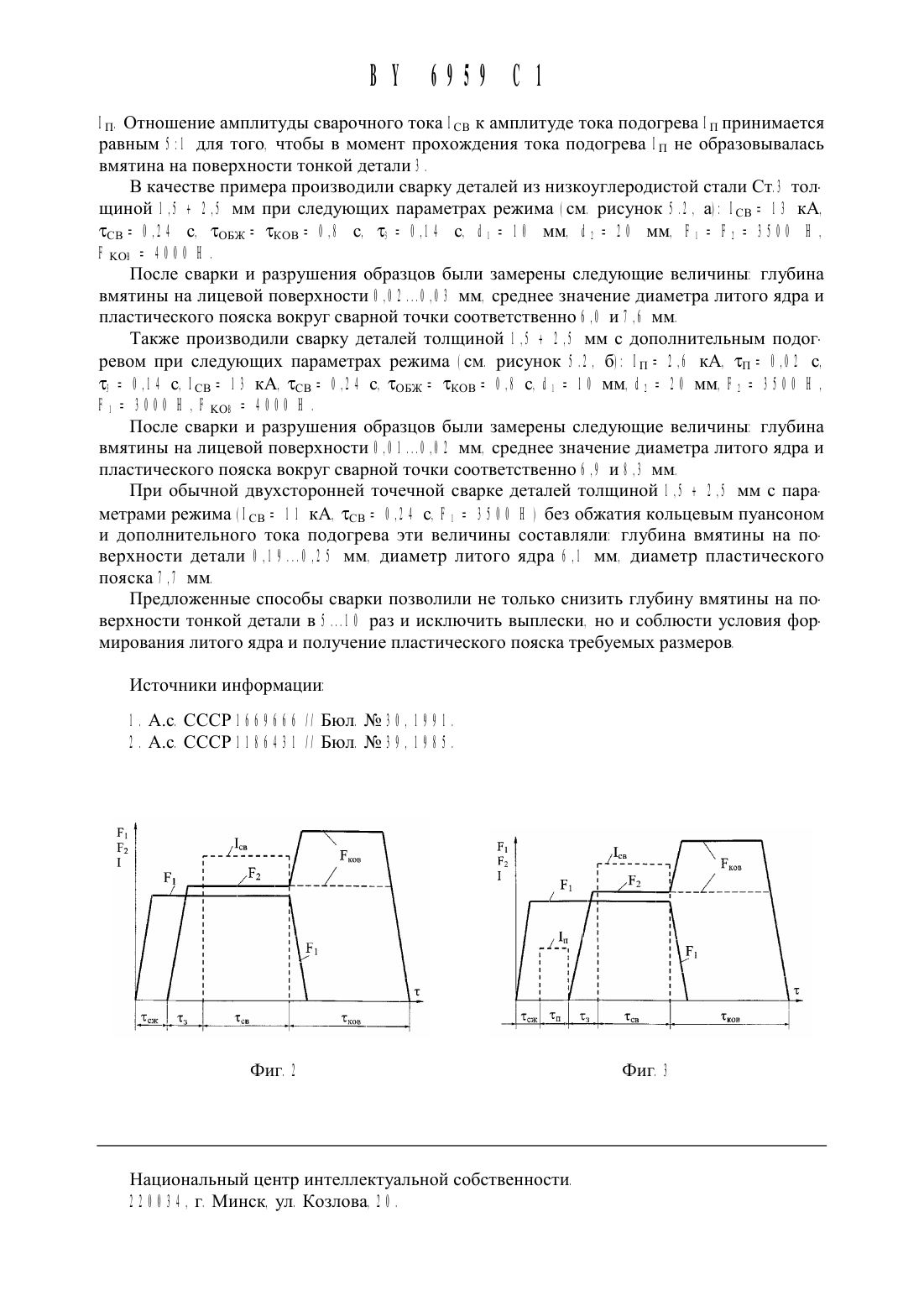
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИСПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ0) 0 ) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет В 0 )0) 2 ) Авторы Фурманов Сергей Михайлович Березиенко Валерий Петрович 013 0 )0) 3 ) Патентообладатель Государственное учреждение высшего профессионального образования БелоруссКо-Российский университет В 0 )0 . Способ контактной точечной сварки. заключающийся в том. что свариваемые детали зажимают между электродами сварочной машины. при этом со стороны детали меньшей толшины устанавливают электрод меньшего диаметра. со стороны детали большей толшины устанавливают электрод большего диаметра. с помошью кольцевого пуансона прикладывают дополнительное усилие обжатия периферии сварной точки со стороны электрода меньшего диаметра. пропускают сварочный ток и после его выключения осушествляют проковку сварного соединения. отличающийся тем. что дополнительное усилие обжатия периферии сварной точки с помошью кольцевого пуансона прикладывают после окончания сжатия свариваемых деталей между электродами. причем после вь 1 ключения сварочного тока полностью снимают усилие сжатия с электрода меньшего диаметра. а проковку сварного соединения осушествляют кольцевым пуансоном по периферии сварной точки2 ч СПОСОб ПО П 1 . ОТЛИЧЗЮЩИЙСЯ ТСМ. ЧТО ПОСЛС ПРИЛОЖСНИЯ УСИЛИЯ сжатия К ЭЛСКтродам сварочной машины через свариваемые ДСТЗЛИ пропускают ДОПОЛНИТСЛЬНЫЙ ИМПУЛЬС тока подогрева. ПрИ ЭТОМ УСИЛИС сжатия. прикладываемое К ЭЛСКТРОДЗМ сварочной машины. Р 1 определяется ИЗ СООТНОШСНИЯСР 1 Ох р. ГДС Ц - КОЭффИЦИСНТ. учитываюший СНИЖСНИС УСИЛИЯ сжатия ТОКОПрОВОДЯЩИХ ЭЛСКТрОДОВ В СВЯЗИ С ПРИМСНСНИСМ ДОПОЛНИТСЛЬНОГО тока подогрева р - УСИЛИС сжатия. прикладываемое К ЭЛСКТРОДЗМ сварочной машины ПрИ стандартНЬ 1 Х РСЖИМЗХ сваркиИзобретение относится К сварке. в частности К способам контактной точечной сварки металлов. И может быть использовано в машиностроении. например на предприятиях автомобилестроения. тракторного И сельскохозяйственного машиностроения. лифтостроенияИзвестен способ контактной точечной сварки. при котором вначале свариваемые детали сжимают токопроводяшими электродами с целью предотврашения начального вь 1 плеска. затем до начала импульса тока текущее значение усилия на электродах снижают до некоторого минимального значения. которое выдерживают неизменным в течение длительности импульса тока. одновременно с началом уменьшения усилия сжатия электродов прикладывают начальную минимальную величину усилия обжатия периферии сварной точки кольцевым пуансоном. включают сварочный ток. по прошествии некоторого времени от момента включения тока начинают плавно увеличивать усилие обжатия периферии до конечного значения и в момент окончания тока прикладывают ковочные усилия к сварочным электродам и кольцевому пуансону 1 1 .Трудности применения этого способа заключаются в сложности программирования усилий. прикладываемых как к сварочным электродам. так и к периферии сварной точки. Это требует установки дополнительного регулирующего оборудования Кроме того. в процессе сварки требуется непрерывный контроль за величинами давлений для обеспечения устойчивости процесса. С точки зрения образования вмятины от электродов на поверхности свариваемых деталей данный способ не дает заметного эффекта Глубина вмятины уменьшается всего лишь на 5 -1 0 по сравнению с обычными способами сварки Наиболее близким к предлагаемому является способ контактной точечной сварки деталей неравной толшины. при котором со стороны детали меньшей толшины устанавливают электрод меньшего диаметра. со стороны детали большей толшины устанавливают электрод большего диаметра. сжимают свариваемые детали электродами. одновременно обжимают околоточечную зону дополнительным кольцевым пуансоном. пропускают сварочный ток и по окончании тока прикладывают к свариваемому изделию ковочное усилие. передаваемое кольцевым пуансоном ЭОднако при приложении дополнительного усилия обжатия в самом начале цикла сварки по данному способу плошадь контакта деталь-деталь увеличивается до диаметра кольцевого пуансона. что способствует снижению плотности тока. уменьшению диаметралитого ядра И повышению вероятности непровара свариваемых деталей Поэтому при осуществлении цикла сварки требуется переключать ступени сварочного трансформатора и увеличивать сварочный ток. что неэкономично с точки зрения потребления электроэнергии Кроме того. в процессе сварки наблюдается быстрый износ электрода с большей контактной поверхностью В связи с неравномерностью нагрева при длительной работе требуется его частая зачистка и смена.Задачей изобретения является повышение качества лицевых поверхностей при сварке. снижение глубины вмятины от электродов. исключение внутренних выплесков при сварке и увеличение стойкости сварочных электродов.Указанная задача достигается тем. что в способе контактной точечной сварки свариваемые детали зажимают между электродами сварочной машины. при этом со стороны детали меньшей толшины устанавливают электрод меньшего диаметра. со стороны детали большей толшины устанавливают электрод большего диаметра с помошью кольцевого пуансона прикладывают дополнительное усилие обжатия периферии сварной точки со стороны электрода меньшего диаметра. пропускают сварочный ток и после его вь 1 ключения осушествляют проковку сварного соединения. согласно изобретению. дополнительное усилие обжатия периферии сварной точки с помошью кольцевого пуансона прикладывают после окончания предварительного сжатия свариваемых деталей. причем после вь 1 ключения сварочного тока полностью снимают усилие сжатия с электрода меньшего диаметра. а проковку сварного соединения осушествляют только кольцевым пуансоном по периферии сварной точкиПри сварке по данному способу. согласно изобретению. после приложения усилия сжатия к электродам сварочной машины через свариваемые детали может быть пропущен дополнительный импульс тока подогрева. при этом усилие сжатия Р 1. прикладываемое к электродам сварочной машины. определяется из соотношенияР ф ОН ф. где Р 1 - усилие сжатия. прикладываемое к электродам сварочной машины при стандартных режимах сваркиос - коэффициент. учитываюший снижение усилия сжатия токопроводяших электродов в связи с применением дополнительного тока подогреваПри точечной сварке вследствие неравномерного нагрева образуется зона металла с различным сопротивлением пластической деформации Тепловое расширение происходит в стесненных условиях и сопровождается возникновением неравномерного распределения внутренних напряжений. которые в сочетании с постоянно действуюшим усилием сжатия вызывают необратимые объемные пластические деформации Анализ процессов пластического деформирования металлов при точечной сварке с применением электродов с разной контактной поверхностью показал. что избежать появления вмятин от электродов на лицевых поверхностях свариваемых деталей практически невозможно Тепловое расширение способствует увеличению зазора между деталями и вытеснению в него части деформированного металла Воздействовать на кинетику образования вмятины можно только путем изменения условий пластического течения металла в процессе нагрева и охлаждения.В предложенном нами способе указанное изменение условий пластической деформации достигается применением дополнительного обжатия периферийной зоны соединения со стороны электрода с меньшей контактной поверхностью При этом усилие. передаваемое в околоточечную зону от кольцевого пуансона. способствует уменьшению зазора между деталями и препятствует возникновению пластического течения разогретого металла из области контакта деталь-деталь в направлении периферии сварной точки. снижает вероятность образования выплеска и уменьшает необходимое для качественной сварки усилие сжатия токоподводяших электродов.Как показали эксперименты. при проковке околоточечной зоны только кольцевым пуансоном без электродов коренным образом Изменяется характер пластического течения разогретого металла. Под воздействием усилия обжатия металл начинает течь не из зоны сварного соединения к периферии. а в обратную сторону. что уменьшает объем смещенного металла при вдавливании электродов и уменьшает глубину вмятины на лицевой поверхности тонкой детали. Существенным является то. что на стадии охлаждения в процессе проковки не участвует верхний токоподводящий электрод. что увеличивает его стойкостьПрименение дополнительного импульса тока подогрева определяет вероятный путь протекания сварочного тока. так как при этом практически исключается контактное сопротивление в области формирования будущего литого ядра и при сварке с дополнительным обжатием при резком увеличении площади контакта деталь-деталь плотность сварочного тока изменяется несущественно Кроме того. применение подогрева способствует более равномерному нагреву нижнего электрода с большей контактной поверхностью и снижению его износаИзвестно. что сварочное усилие на стадии плавления при обычной сварке должно быть наибольшим. так как оно контролирует устойчивость процесса против образования выплеска. Это усилие возрастает при увеличении сопротивления деформации металла при жестких режимах сварки. Предварительный подогрев металла в совокупности с обжатием периферийной зоны соединения позволяет практически исключить вероятность появления выплесков и снизить усилие сжатия электродов. Однако. как показали эксперименты. чрезмерное уменьшение усилия сжатия приводит к появлению следов меди на поверхности свариваемых деталей вследствие увеличения сопротивления. а следовательно. и тепловыделения в контакте электрод-детальСущность изобретения поясняется чертежами На фиг Р приведена схема контактной точечной сварки. на фиг 2 - циклограмма процесса сварки без тока подогрева на фиг 3 циклограмма процесса сварки с током подогреваПри сварке со стороны детали большей толщины 5 устанавливают электрод большего диаметра 6 . а со стороны тонкой детали 3 - электрод меньшего диаметра Р . Со стороны тонкой детали в процессе сварки прикладывают дополнительное усилие обжатия с помощью кольцевого пуансона 2 .Вначале цикла сварки свариваемые детали 3 и 5 в течение некоторого времени сжатия тсж сжимают сварочными электродами Р с целью образования начального контакта и стабилизации контактных сопротивлений. Дополнительное обжатие Р д прикладывается после окончания времени предварительного сжатия тсж Затем через время задержки 13 включается сварочный ток 1 св. который действует в течение времени тсв. Время задержки т учитывает инерционность привода сжатия и обеспечивает прохождение сварочного тока Рсв сразу же после приложения дополнительного обжимающего усилия Р 3. Усилие сжатия с верхнего электрода Р 1 снимается одновременно с выключением сварочного тока РСВ в момент образования литого ядра 4 требуемых размеров. При этом проковка периферийной зоны осуществляется только кольцевым пуансоном 2 . к которому прикладывается ковочное усилие Р Ко в течение времени тков.При сварке с дополнительным подогревом фиг рительного сжатия тсж через детали 3 и 5 пропускают импульс тока подогрева Рп в течение времени тп. Это делается с целью разогрева металла межэлектродного пространства и уменьшения вследствие этого требуемого сварочного усилия Р Р. контролирующего устойчивость процесса против образования выплеска на стадии плавления литого ядра Этот дополнительный импульс РП также определяет вероятный путь протекания сварочного тока Рев. так как при сварке с дополнительным обжатием Р 3 резко увеличивается площадь контакта деталь-деталь. что ведет к уменьшению плотности сварочного тока Рев Дополнительное обжатие Р 3 прикладывается сразу же после окончания импульса тока подогрева3 Р ПОСЛ окончания ВрСМСНИ предва
МПК / Метки
МПК: B23K 11/10
Метки: сварки, контактной, точечной, способ
Код ссылки
<a href="https://by.patents.su/5-6959-sposob-kontaktnojj-tochechnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Способ контактной точечной сварки</a>
Электродный узел для контактной точечной сварки
Номер патента: 4660
Опубликовано: 30.09.2002
Авторы: Березиенко Валерий Петрович, Килессо Сергей Михайлович, Попковский Виктор Александрович, Тарасенко Ирина Владимировна
МПК: B23K 11/30
Метки: точечной, узел, контактной, сварки, электродный
Текст:
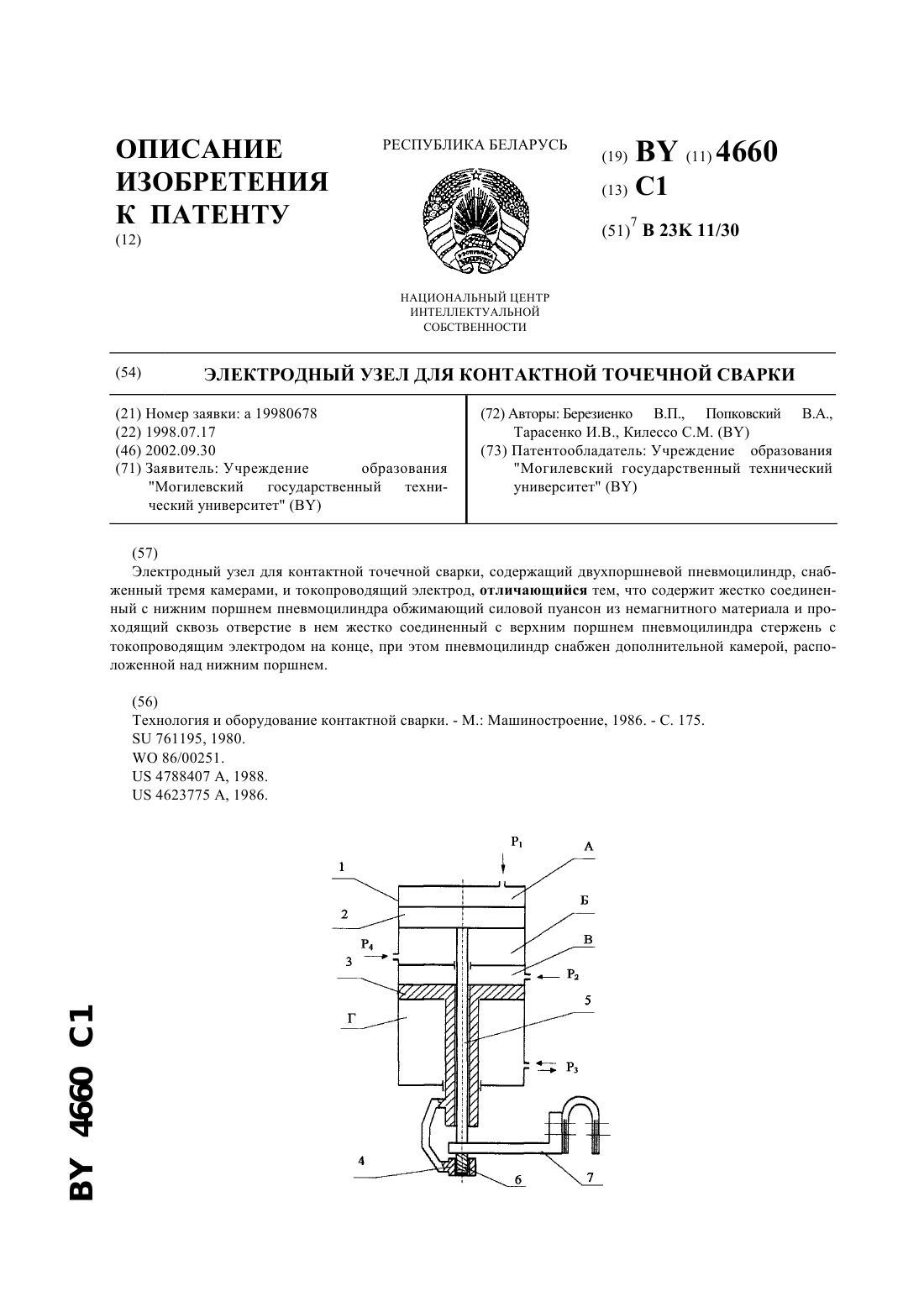
...содержащий двухпоршневый пневмоцилиндр, снабженный тремя камерами, и токопроводящий электрод, согласно изобретению, содержит жестко соединенный с нижним поршнем пневмоцилиндра обжимающий силовой пуансон из немагнитного материала и проходящий сквозь отверстие в нем жестко соединенный с верхним поршнем пневмоцилиндра стержень с токопроводящим электродом на конце, при этом пневмоцилиндр снабжен дополнительной камерой, расположенной над нижним...
Электрод для контактной точечной сварки
Номер патента: U 401
Опубликовано: 30.12.2001
Авторы: Дьяченко Ольга Владимировна, Кузнечик Олег Ольгердович, Дорожкин Нил Николаевич, Гафо Юрий Натанович
МПК: B23K 11/30
Метки: сварки, точечной, контактной, электрод
Текст:
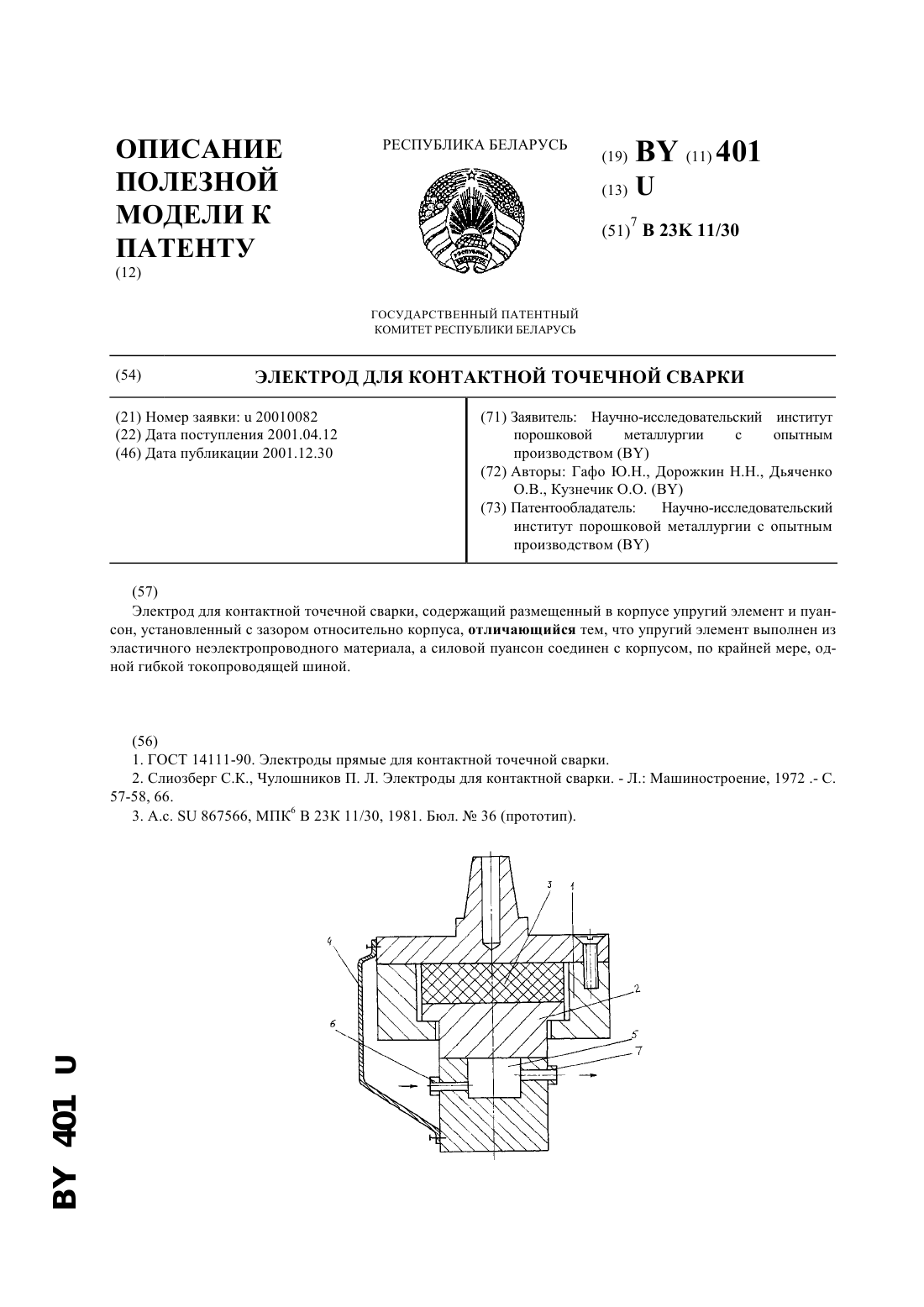
...материала. Пуансон установлен с зазором относительно корпуса. Данное устройство обеспечивает самоустановку электрода. Однако наличие одновременно поджимного пуансона и токоведущего стержня увеличивает энергетические потери, а также снижает надежность и долговечность электрода. Задачей предлагаемой полезной модели является снижение энергозатрат и повышение срока службы электрода при сварке деталей неравномерной толщины. Решение...
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: сварки, точечной, установка, контактной
Текст:
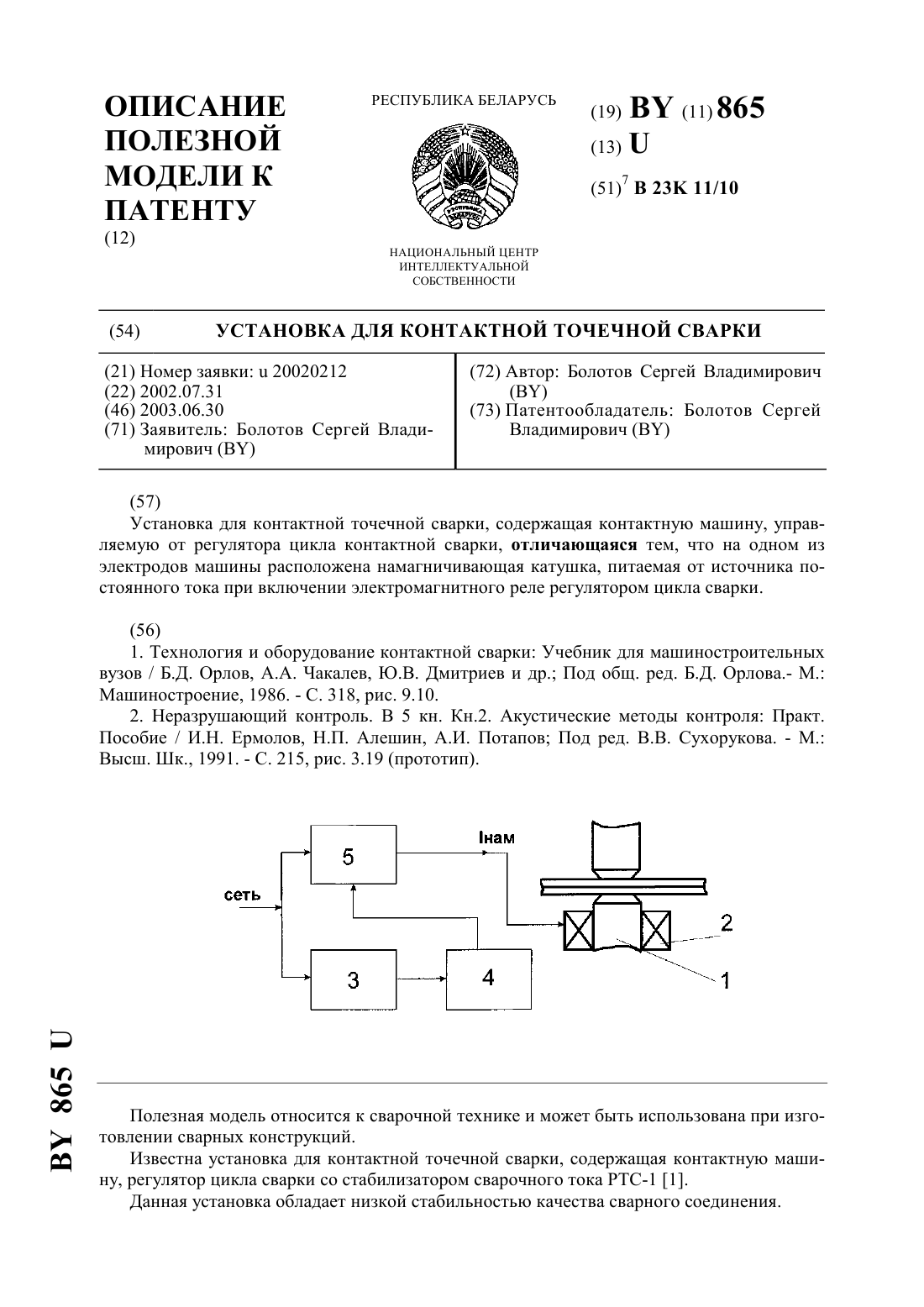
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Электрод для контактной точечной сварки
Номер патента: 103
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/30
Метки: электрод, сварки, точечной, контактной
Текст:
...8. установленные с возмож Тностью взаимодействия с коническими по верхностями 9 10. выполненными на держателе 4 И пуансоне 2. Корпус 1 снабжен ограничителем осевого относительно него перемещения пуансона 2 и держателя 4, выполненным в виде ввернутого в резьбо- .вое отверстие корпуса 1 винта 11, введенного в прорезь 12 пуансона 2 и паз 13 держателя 4. который также предотвращает и выпадение держателя 4 и пуансона 2 из корпуса...
Электродный узел для контактной точечной сварки
Номер патента: U 759
Опубликовано: 30.12.2002
Авторы: Лемеш Евгений Викентьевич, Дьяченко Ольга Владимировна, Гафо Юрий Натанович, Дорожкин Нил Николаевич
МПК: B23K 11/30
Метки: сварки, узел, точечной, контактной, электродный
Текст:
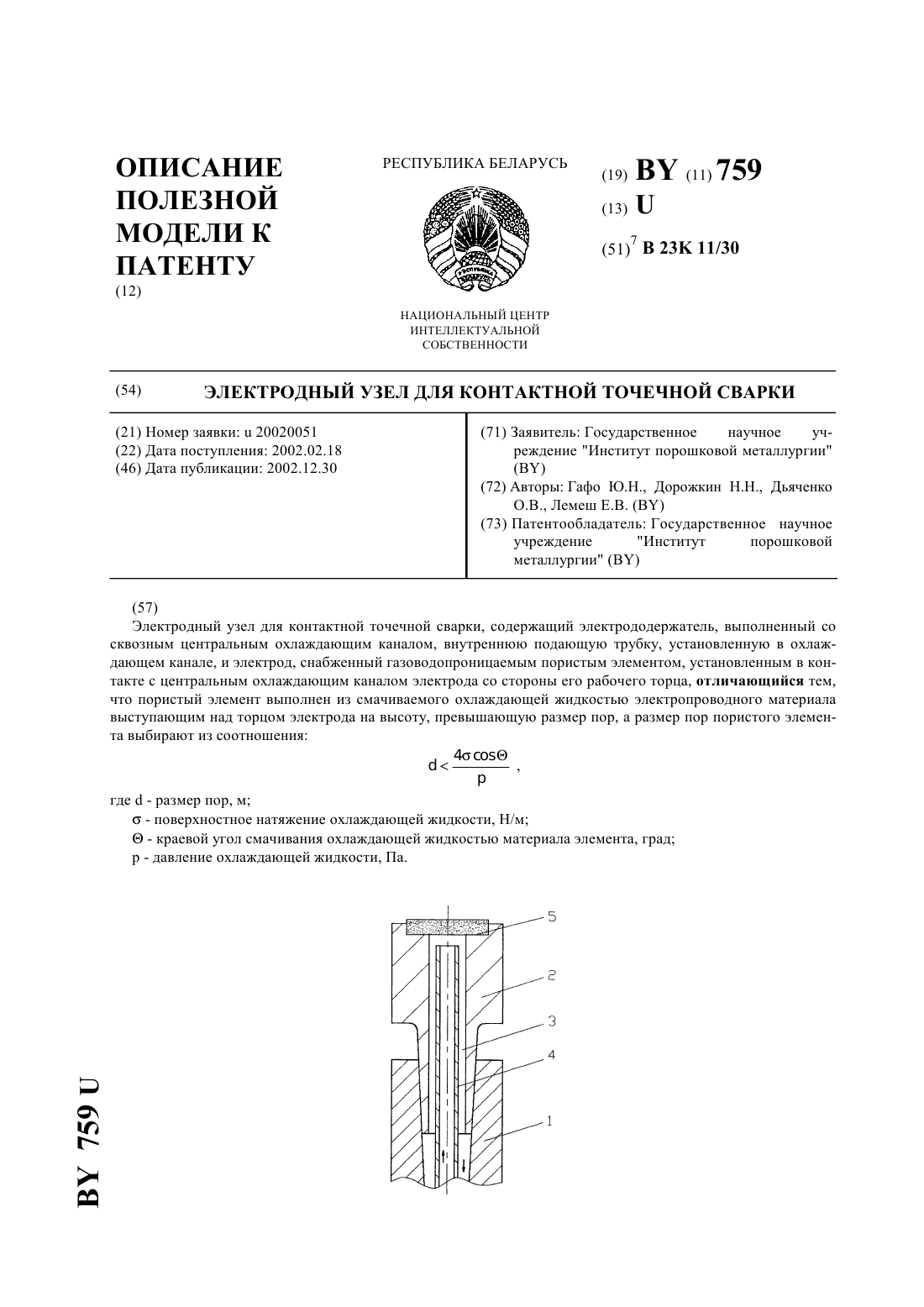
...и электрод, который снабжен газоводопроницаемым пористым элементом, установленным в контакте с центральным охлаждающим каналом электрода со стороны его рабочего торца, пористый элемент выполнен из смачиваемого охлаждающей жидкостью электропроводного материала выступающим над торцом электрода на высоту, превышающую размер пор, а размер пор пористого элемента выбирают из соотношения где- размер пор, м- поверхностное натяжение охлаждающей...
Предыдущий патент: Способ извлечения редкоземельных элементов из фосфогипса
Следующий патент: Вертикальная центробежная установка с опорой на воздушной подушке
Случайный патент: Способ непрерывной обработки охлаждением питательного водного раствора