Способ получения пористого порошкового материала из титана
Номер патента: 13254
Опубликовано: 30.06.2010
Авторы: Савич Вадим Викторович, Тарайкович Александр Михайлович, Пилиневич Леонид Петрович, Тумилович Мирослав Викторович
Текст
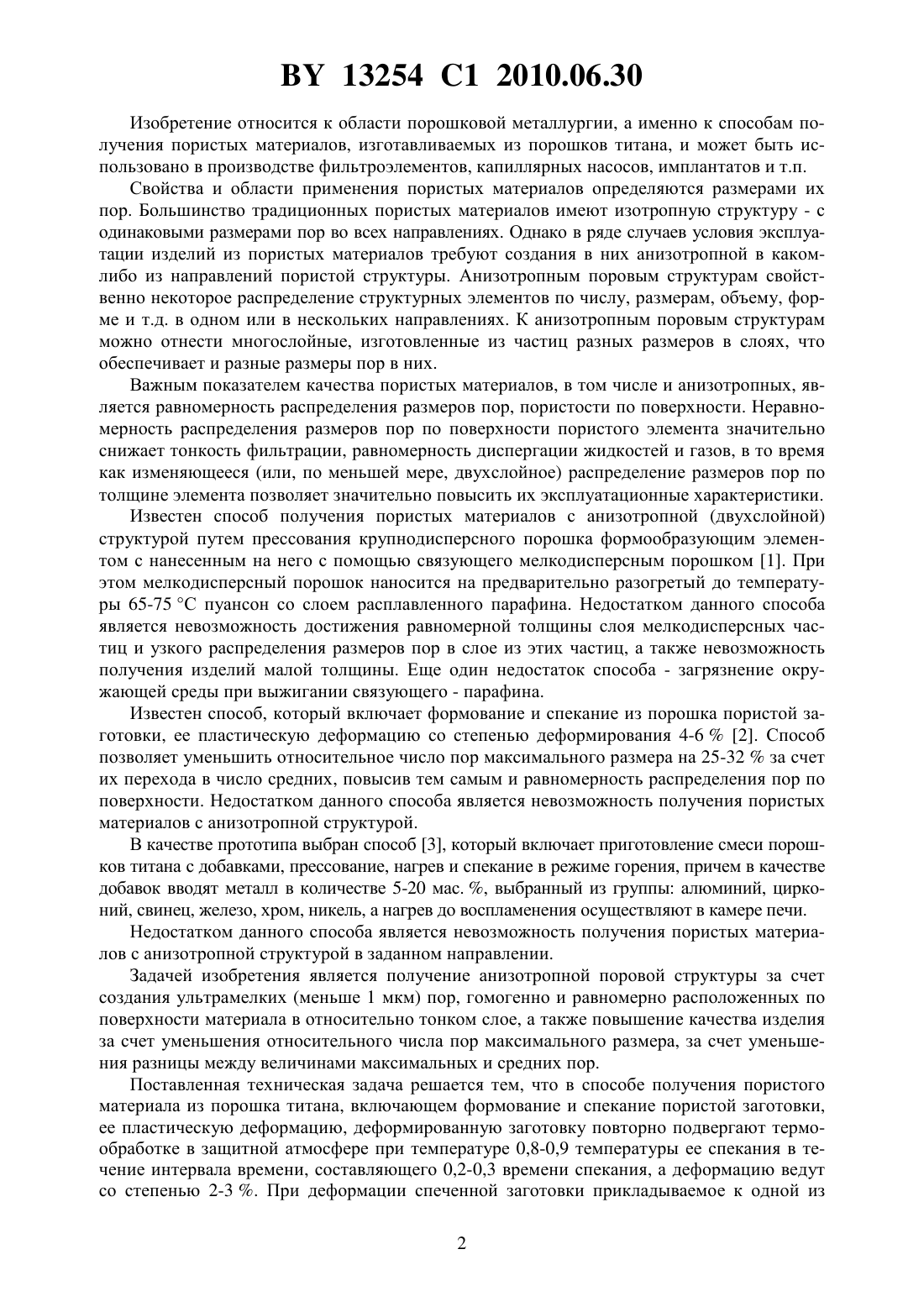
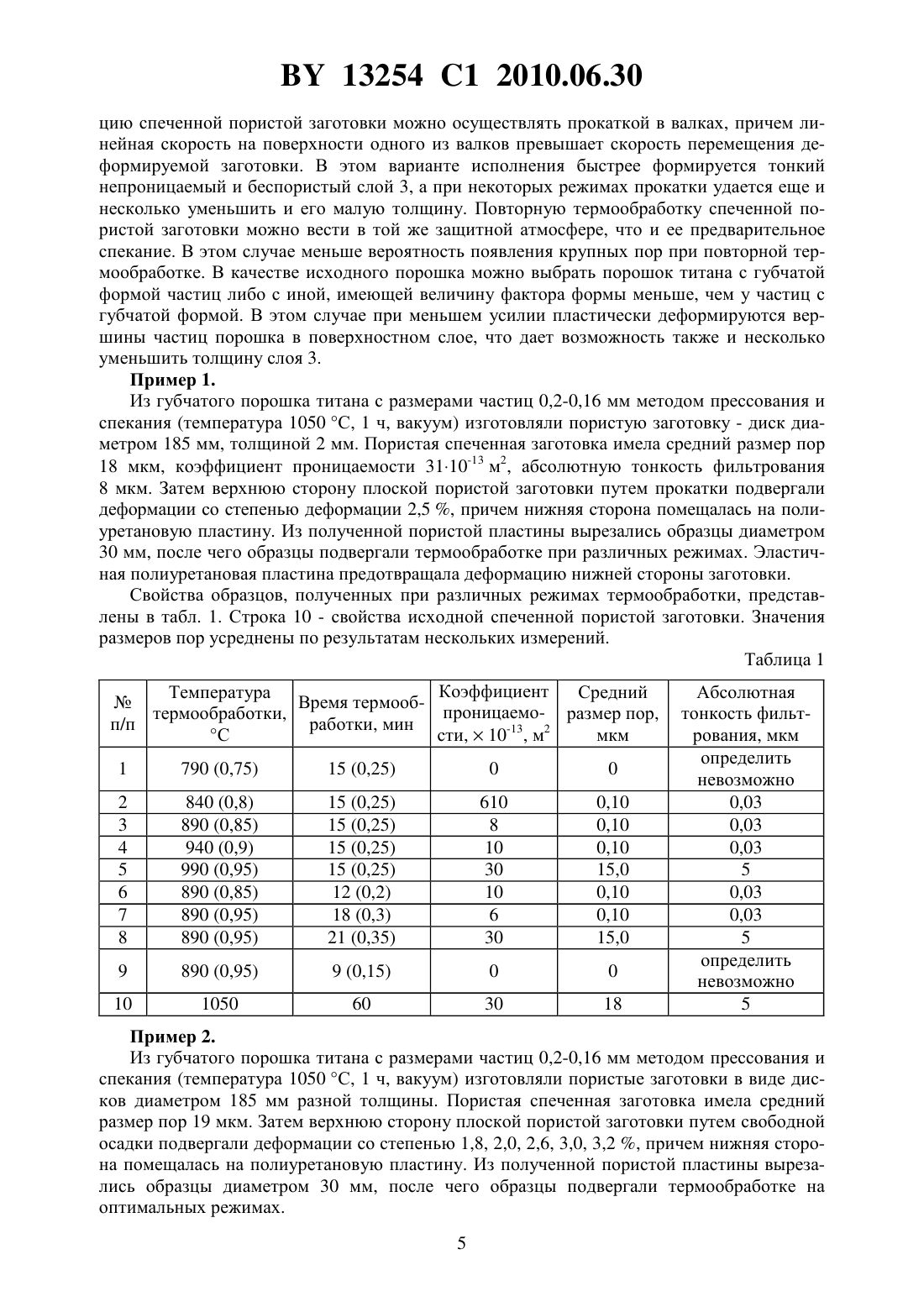
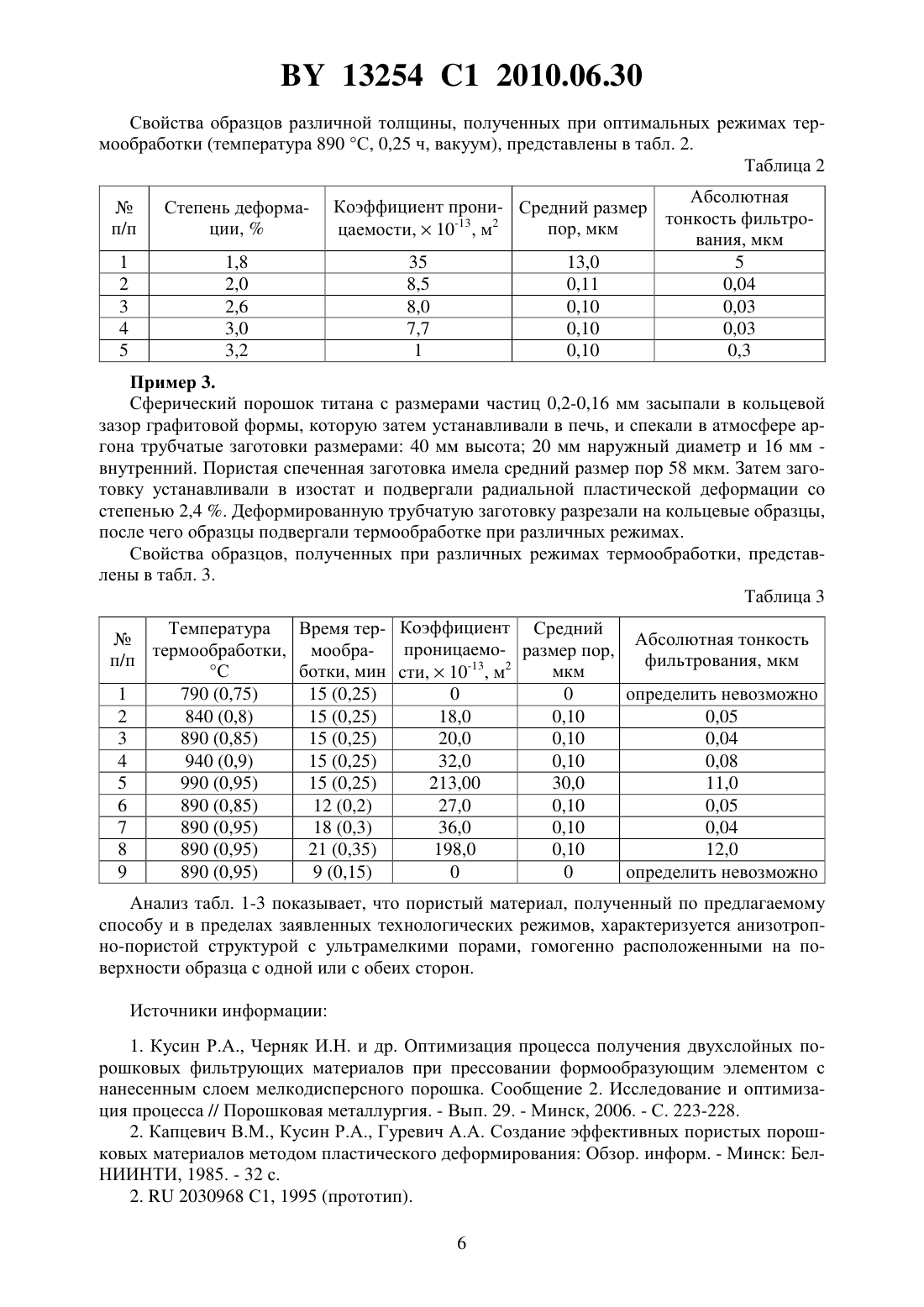
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПОРОШКОВОГО МАТЕРИАЛА ИЗ ТИТАНА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Пилиневич Леонид Петрович Савич Вадим Викторович Тарайкович Александр Михайлович Тумилович Мирослав Викторович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Способ получения пористого порошкового материала из титана, включающий формование из порошка титана пористой заготовки, ее спекание и пластическую деформацию,отличающийся тем, что деформацию осуществляют со степенью 2-3 , деформированную заготовку подвергают термообработке в защитной атмосфере при температуре, составляющей 0,8-0,9 температуры спекания в течение времени, составляющего 0,2-0,3 времени спекания. 2. Способ по п. 1, отличающийся тем, что деформацию осуществляют таким образом,что давление, прикладываемое к одной из сторон заготовки, распределяется по поверхности частиц верхнего слоя заготовки, а давление, прикладываемое к противоположной стороне заготовки, концентрируется в точках контакта частиц с деформирующим инструментом. 3. Способ по п. 1, отличающийся тем, что заготовку формуют толщиной, составляющей 2-5 средних размеров частиц порошка. 4. Способ по п. 1, отличающийся тем, что деформацию заготовки осуществляют прокаткой в валках, при этом линейная скорость на поверхности одного из валков превышает скорость перемещения деформируемой заготовки. 5. Способ по п. 1, отличающийся тем, что термообработку заготовки осуществляют в той же защитной атмосфере, что и ее спекание. 6. Способ по п. 1, отличающийся тем, что используют порошок титана с губчатой формой частиц или с формой частиц, имеющих величину фактора формы меньше, чем у частиц с губчатой формой. 13254 1 2010.06.30 Изобретение относится к области порошковой металлургии, а именно к способам получения пористых материалов, изготавливаемых из порошков титана, и может быть использовано в производстве фильтроэлементов, капиллярных насосов, имплантатов и т.п. Свойства и области применения пористых материалов определяются размерами их пор. Большинство традиционных пористых материалов имеют изотропную структуру - с одинаковыми размерами пор во всех направлениях. Однако в ряде случаев условия эксплуатации изделий из пористых материалов требуют создания в них анизотропной в какомлибо из направлений пористой структуры. Анизотропным поровым структурам свойственно некоторое распределение структурных элементов по числу, размерам, объему, форме и т.д. в одном или в нескольких направлениях. К анизотропным поровым структурам можно отнести многослойные, изготовленные из частиц разных размеров в слоях, что обеспечивает и разные размеры пор в них. Важным показателем качества пористых материалов, в том числе и анизотропных, является равномерность распределения размеров пор, пористости по поверхности. Неравномерность распределения размеров пор по поверхности пористого элемента значительно снижает тонкость фильтрации, равномерность диспергации жидкостей и газов, в то время как изменяющееся (или, по меньшей мере, двухслойное) распределение размеров пор по толщине элемента позволяет значительно повысить их эксплуатационные характеристики. Известен способ получения пористых материалов с анизотропной (двухслойной) структурой путем прессования крупнодисперсного порошка формообразующим элементом с нанесенным на него с помощью связующего мелкодисперсным порошком 1. При этом мелкодисперсный порошок наносится на предварительно разогретый до температуры 65-75 С пуансон со слоем расплавленного парафина. Недостатком данного способа является невозможность достижения равномерной толщины слоя мелкодисперсных частиц и узкого распределения размеров пор в слое из этих частиц, а также невозможность получения изделий малой толщины. Еще один недостаток способа - загрязнение окружающей среды при выжигании связующего - парафина. Известен способ, который включает формование и спекание из порошка пористой заготовки, ее пластическую деформацию со степенью деформирования 4-62. Способ позволяет уменьшить относительное число пор максимального размера на 25-32 за счет их перехода в число средних, повысив тем самым и равномерность распределения пор по поверхности. Недостатком данного способа является невозможность получения пористых материалов с анизотропной структурой. В качестве прототипа выбран способ 3, который включает приготовление смеси порошков титана с добавками, прессование, нагрев и спекание в режиме горения, причем в качестве добавок вводят металл в количестве 5-20 мас. , выбранный из группы алюминий, цирконий, свинец, железо, хром, никель, а нагрев до воспламенения осуществляют в камере печи. Недостатком данного способа является невозможность получения пористых материалов с анизотропной структурой в заданном направлении. Задачей изобретения являетсяполучение анизотропной поровой структуры за счет создания ультрамелких (меньше 1 мкм) пор, гомогенно и равномерно расположенных по поверхности материала в относительно тонком слое, а также повышение качества изделия за счет уменьшения относительного числа пор максимального размера, за счет уменьшения разницы между величинами максимальных и средних пор. Поставленная техническая задача решается тем, что в способе получения пористого материала из порошка титана, включающем формование и спекание пористой заготовки,ее пластическую деформацию, деформированную заготовку повторно подвергают термообработке в защитной атмосфере при температуре 0,8-0,9 температуры ее спекания в течение интервала времени, составляющего 0,2-0,3 времени спекания, а деформацию ведут со степенью 2-3 . При деформации спеченной заготовки прикладываемое к одной из 2 13254 1 2010.06.30 сторон давление распределяют по поверхности частиц в верхнем слое заготовки, а с противоположной стороны заготовки концентрируют в точках контакта частиц с деформирующим инструментом. Заготовку формуют толщиной (2-5) ч средних размеров частиц порошка. Деформацию спеченной пористой заготовки осуществляют прокаткой в валках,причем линейная скорость на поверхности одного из валков превышает скорость перемещения деформируемой заготовки. Повторную термообработку спеченной пористой заготовки ведут в той же защитной атмосфере, что и ее предварительное спекание. В качестве исходного порошка берут порошок титана с губчатой формой частиц либо с иной, имеющей величину фактора формы меньше, чем у частиц с губчатой формой. Способ поясняется чертежами (фиг. 1-4). На фиг. 1 изображен поперечный разрез модельной спеченной заготовки перед ее деформацией. На фиг. 2 - поперечный разрез модельной спеченной заготовки после ее деформации. На фиг. 3 - фотография поверхности исходной спеченной заготовки перед ее деформацией, полученная на сканирующем электронном микроскопе, а на фиг. 4 - фотография поверхности заготовки после ее деформации со степенью 2-3 и термообработки в заявляемых температурном и временном интервалах. Увеличение фотографий на фиг. 3 и 4 выбрано одинаковым. На чертежах позициями обозначены 1 - частицы порошка 2 - деформирующий инструмент (на фиг. 1, в частности, пуансон прессовой оснастки) 3 - тонкий слой металла, полученный в результате пластической деформации верхушек частиц порошка и закупорки им устьев пор на 4 поверхности пористой заготовки. При пластической деформации спеченной пористой заготовки со степенью 2-3 жестким инструментом (пуансоном, валком прокатного стана) деформируются только верхушки частиц порошка 1. Продукты деформации закупоривают устья пор на 4 поверхности пористой заготовки и образуют относительно тонкий непроницаемый и беспористый слой 3, который вследствие диффузионных и термомеханических процессов при последующей термообработке растрескивается на ультрамелкие (по сравнению с порами исходной спеченной заготовки) поры, создавая тем самым анизотропную структуру с двумя различными размерами пор в объеме и на поверхности. Степень деформации менее 2 не обеспечивает образования сплошного беспористого слоя 3, что, после повторной термообработки, создает в нем множество пор крупного размера и не позволяет достичь поставленной цели. Степень деформации более 3 затрудняет образование ультрамелких пор в процессе термообработки, снижает их относительное количество, так как деформируется не только поверхностный слой заготовки, но внутренний ее объем, что резко снижает пористость готового изделия и также не позволяет достичь поставленной цели. Повторная термообработка спеченной и деформированной заготовки при температуре 0,8-0,9 температуры ее спекания в течение интервала времени, составляющего 0,2-0,3 времени спекания,обеспечивает наиболее равномерное распределение ультратонких пор по поверхности,наибольшее их количество и наиболее узкий диапазон распределения их размеров. При деформации спеченной заготовки прикладываемое к одной из сторон давление распределяют по поверхности частиц в верхнем слое заготовки, а с противоположной стороны заготовки концентрируют в точках контакта частиц с деформирующим инструментом. В этом случае слой 3 с ультратонкими порами образуется только с одной стороны, где давление сконцентрировано на вершинах частиц. Такое исполнение целесообразно при изготовлении мембранных фильтроэлементов. Технически это легко осуществить, когда с одной стороны спеченной пористой заготовки деформацию ведут жестким инструментом пуансоном, валком прокатного стана и т.п., а с другой - через эластичную среду - резину,полиуретан, фторопласт и т.п. При изготовлении же элементов капиллярного транспорта жидкости, других конструкций целесообразно деформацию вести жестким инструментом с двух сторон спеченной пористой заготовки и получать анизотропную структуру типа сэндвич, в которой по сечению чередуются слои с ультрамелким, крупным и снова ультрамелким размерами пор. 3 13254 1 2010.06.30 Спеченную пористую заготовку формуют толщиной (2-5) ч средних размеров частиц порошка. В этом случае достигается дополнительный эффект экономии материала за счет малой толщины заготовки и малого веса пористого элемента. Пределы соотношения толщины определяют значимость этого дополнительного эффекта (до 5 ч), а также основную поставленную цель (не менее 2 ч). Деформацию спеченной пористой заготовки осуществляют прокаткой в валках, причем линейная скорость на поверхности одного из валков превышает скорость перемещения деформируемой заготовки. В этом варианте исполнения, за счет проскальзывания валка с большей скоростью, быстрее формируется тонкий непроницаемый и беспористый слой 3,а, при некоторых режимах прокатки удается еще и несколько уменьшить его и эту, довольно малую, толщину, что, в случае получения фильтроэлемента, даст другой дополнительный эффект - снижение гидравлического сопротивления потоку очищаемого газа или жидкости. Повторную термообработку спеченной пористой заготовки ведут в той же защитной атмосфере, что и ее предварительное спекание. В принципе, термообработку можно вести и в иной защитной атмосфере, например спекание - в вакууме, а повторную термообработку спеченной деформированной заготовки - в аргоне или наоборот. Однако при использовании идентичной защитной атмосферы меньше вероятность появления крупных пор при повторной термообработке в аргоне из-за взаимодействия тонкого непроницаемого слоя 3 с водородом и кислородом (при недостаточной осушке аргона) в случае предварительного спекания заготовки в вакууме, а в случае предварительного спекания в аргоне и повторной термообработки в вакууме - из-за слишком быстрого восстановления окислов. В качестве исходного порошка берут порошок титана с губчатой формой либо с иной,имеющей величину фактора формы меньше, чем у частиц с губчатой формой. В этом случае легче (при меньшем усилии) пластически деформировать вершины частиц порошка в поверхностном слое и закупорить устья пор в нем, что дает возможность также и несколько уменьшить толщину непроницаемого слоя 3 перед его термообработкой, а следовательно, и толщину слоя с ультрамелкими порами. Способ осуществляется следующим образом. Берут порошок титана и формуют из него плоскую либо трубчатую заготовку прессованием (в случае губчатого, электролитического порошка либо при использовании связующего и сферических частиц) или спеканием в вакууме либо в аргоне свободно насыпанного порошка в керамическую или графитовую форму (в случае сферического порошка и отсутствия связующего). В первом случае сформованную заготовку также спекают в вакууме либо в аргоне. Сформованную спеченную пористую заготовку затем подвергают пластической деформации со степенью 2-3 свободной осадкой на прессе или прокаткой в валках (в случае плоских заготовок) либо калибровкой по диаметру в волоке,протяжкой или радиальным обжатием в изостате (в случае трубчатых заготовок). Деформированные спеченные пористые заготовки подвергают термообработке в защитной атмосфере при температуре 0,8-0,9 температуры ее спекания в течение интервала времени,составляющего 0,2-0,3 времени спекания. Регулируя в этих довольно узких пределах температуру и время термообработки, можно несколько регулировать и величину ультрамелких пор в тонком слое 3. При деформации спеченной заготовки прикладываемое к одной из сторон давление распределяют по поверхности частиц в верхнем слое заготовки, а с противоположной стороны заготовки концентрируют в точках контакта частиц с деформирующим инструментом, что позволяет получать двухслойную анизотропную структуру с бимодальным распределением пор. Если же давление не распределять по поверхности частиц с одной стороны заготовки, то можно получить анизотропную структуру типа сэндвич, в которой по сечению чередуются слои с ультрамелким, крупным и снова ультрамелким размерами пор. Заготовку можно формовать толщиной (2-5) ч средних размеров частиц порошка. В этом случае достигается дополнительный эффект экономии материала за счет малой толщины заготовки и малого веса пористого элемента. Деформа 4 13254 1 2010.06.30 цию спеченной пористой заготовки можно осуществлять прокаткой в валках, причем линейная скорость на поверхности одного из валков превышает скорость перемещения деформируемой заготовки. В этом варианте исполнения быстрее формируется тонкий непроницаемый и беспористый слой 3, а при некоторых режимах прокатки удается еще и несколько уменьшить и его малую толщину. Повторную термообработку спеченной пористой заготовки можно вести в той же защитной атмосфере, что и ее предварительное спекание. В этом случае меньше вероятность появления крупных пор при повторной термообработке. В качестве исходного порошка можно выбрать порошок титана с губчатой формой частиц либо с иной, имеющей величину фактора формы меньше, чем у частиц с губчатой формой. В этом случае при меньшем усилии пластически деформируются вершины частиц порошка в поверхностном слое, что дает возможность также и несколько уменьшить толщину слоя 3. Пример 1. Из губчатого порошка титана с размерами частиц 0,2-0,16 мм методом прессования и спекания (температура 1050 С, 1 ч, вакуум) изготовляли пористую заготовку - диск диаметром 185 мм, толщиной 2 мм. Пористая спеченная заготовка имела средний размер пор 18 мкм, коэффициент проницаемости 3110-13 м 2, абсолютную тонкость фильтрования 8 мкм. Затем верхнюю сторону плоской пористой заготовки путем прокатки подвергали деформации со степенью деформации 2,5 , причем нижняя сторона помещалась на полиуретановую пластину. Из полученной пористой пластины вырезались образцы диаметром 30 мм, после чего образцы подвергали термообработке при различных режимах. Эластичная полиуретановая пластина предотвращала деформацию нижней стороны заготовки. Свойства образцов, полученных при различных режимах термообработки, представлены в табл. 1. Строка 10 - свойства исходной спеченной пористой заготовки. Значения размеров пор усреднены по результатам нескольких измерений. Таблица 1 Коэффициент Температура Средний Абсолютная тонкость фильтрования, мкм определить невозможно 0,03 0,03 0,03 5 0,03 0,03 5 определить невозможно 5 Пример 2. Из губчатого порошка титана с размерами частиц 0,2-0,16 мм методом прессования и спекания (температура 1050 С, 1 ч, вакуум) изготовляли пористые заготовки в виде дисков диаметром 185 мм разной толщины. Пористая спеченная заготовка имела средний размер пор 19 мкм. Затем верхнюю сторону плоской пористой заготовки путем свободной осадки подвергали деформации со степенью 1,8, 2,0, 2,6, 3,0, 3,2 , причем нижняя сторона помещалась на полиуретановую пластину. Из полученной пористой пластины вырезались образцы диаметром 30 мм, после чего образцы подвергали термообработке на оптимальных режимах. 5 13254 1 2010.06.30 Свойства образцов различной толщины, полученных при оптимальных режимах термообработки (температура 890 С, 0,25 ч, вакуум), представлены в табл. 2. Таблица 2 Абсолютная Коэффициент прони- Средний размер тонкость фильтропор, мкм цаемости,10-13, м 2 вания, мкм 35 13,0 5 8,5 0,11 0,04 8,0 0,10 0,03 7,7 0,10 0,03 1 0,10 0,3 Пример 3. Сферический порошок титана с размерами частиц 0,2-0,16 мм засыпали в кольцевой зазор графитовой формы, которую затем устанавливали в печь, и спекали в атмосфере аргона трубчатые заготовки размерами 40 мм высота 20 мм наружный диаметр и 16 мм внутренний. Пористая спеченная заготовка имела средний размер пор 58 мкм. Затем заготовку устанавливали в изостат и подвергали радиальной пластической деформации со степенью 2,4 . Деформированную трубчатую заготовку разрезали на кольцевые образцы,после чего образцы подвергали термообработке при различных режимах. Свойства образцов, полученных при различных режимах термообработки, представлены в табл. 3. Таблица 3 Температура Время тер- Коэффициент Средний Абсолютная тонкость проницаемо- размер пор,термообработки, мообрап/п фильтрования, мкм С ботки, мин сти,10-13, м 2 мкм 1 790 (0,75) 15 (0,25) 0 0 определить невозможно 2 840 (0,8) 15 (0,25) 18,0 0,10 0,05 3 890 (0,85) 15 (0,25) 20,0 0,10 0,04 4 940 (0,9) 15 (0,25) 32,0 0,10 0,08 5 990 (0,95) 15 (0,25) 213,00 30,0 11,0 6 890 (0,85) 12 (0,2) 27,0 0,10 0,05 7 890 (0,95) 18 (0,3) 36,0 0,10 0,04 8 890 (0,95) 21 (0,35) 198,0 0,10 12,0 9 890 (0,95) 9 (0,15) 0 0 определить невозможно Анализ табл. 1-3 показывает, что пористый материал, полученный по предлагаемому способу и в пределах заявленных технологических режимов, характеризуется анизотропно-пористой структурой с ультрамелкими порами, гомогенно расположенными на поверхности образца с одной или с обеих сторон. Источники информации 1. Кусин Р.А., Черняк И.Н. и др. Оптимизация процесса получения двухслойных порошковых фильтрующих материалов при прессовании формообразующимэлементом с нанесенным слоем мелкодисперсного порошка. Сообщение 2. Исследование и оптимизация процесса // Порошковая металлургия. - Вып. 29. - Минск, 2006. - С. 223-228. 2. Капцевич В.М., Кусин Р.А., Гуревич А.А. Создание эффективных пористых порошковых материалов методом пластического деформирования Обзор. информ. - Минск БелНИИНТИ, 1985. - 32 с. 2.2030968 С 1, 1995 (прототип). 6 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
Метки: способ, пористого, материала, получения, титана, порошкового
Код ссылки
<a href="https://by.patents.su/7-13254-sposob-polucheniya-poristogo-poroshkovogo-materiala-iz-titana.html" rel="bookmark" title="База патентов Беларуси">Способ получения пористого порошкового материала из титана</a>
Способ получения двухслойного пористого порошкового материала
Номер патента: 10832
Опубликовано: 30.06.2008
Авторы: Корнеева Валерия Константиновна, Кусин Руслан Анатольевич, Черняк Ирина Николаевна, Ильющенко Александр Федорович, Андреев Михаил Анатольевич, Рыкунов Дмитрий Борисович, Капцевич Вячеслав Михайлович
Метки: материала, способ, пористого, получения, двухслойного, порошкового
Текст:
...поры подложки вводят порошок , который после напыления удаляют путем растворения в воде. Таким образом, размер пор поверхностного слоя полученного материала определяется уже не размерами частиц подложки, а размерами частиц порошка удаляемого агента, что обеспечивает существенную разницу в размерах пор подложки и нанесенного (второго) слоя и соответственно существенное повышение проницаемости ППМ при заданном размере пор. Сущность...
Способ получения порошкового материала на основе алюминидов титана
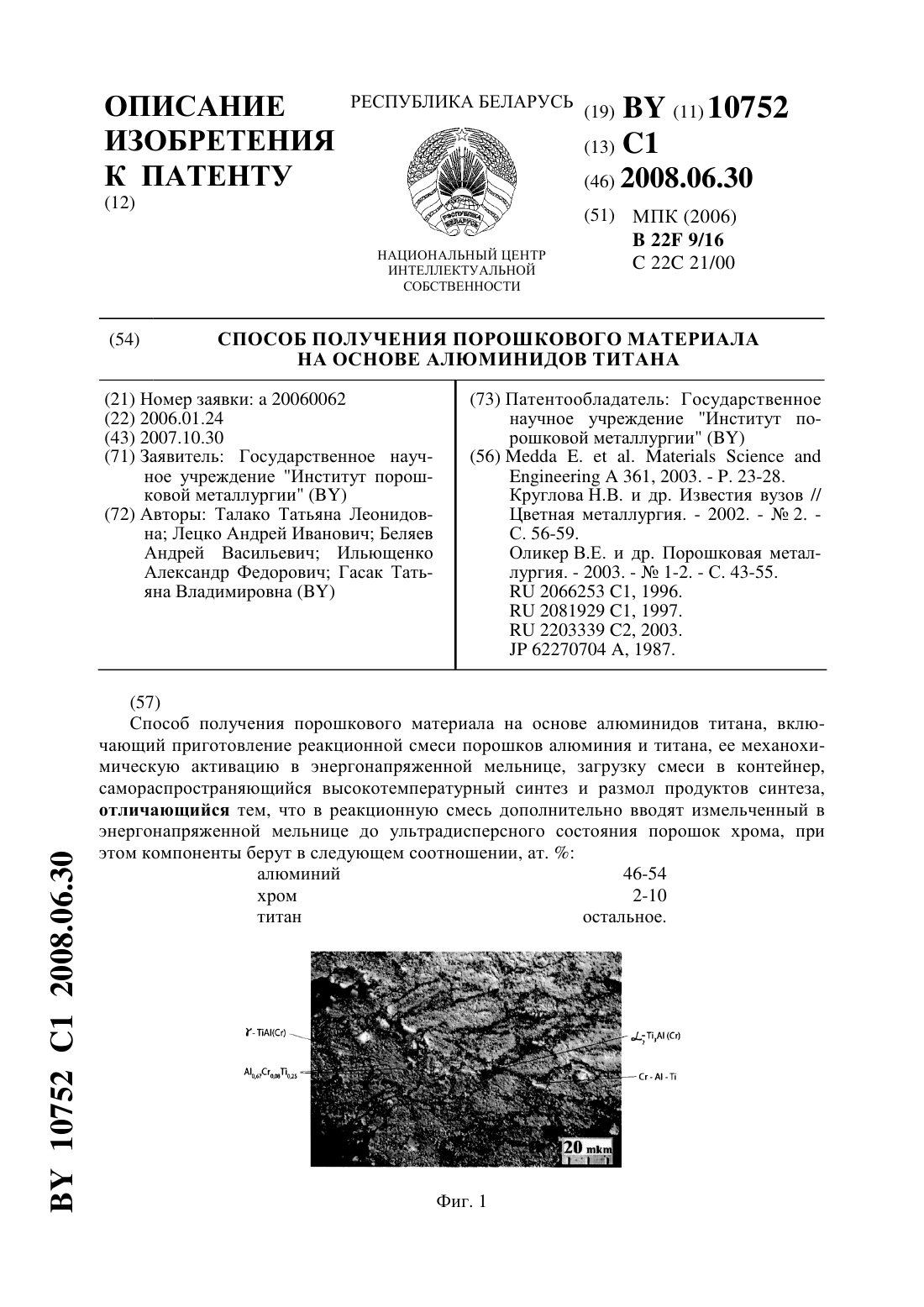
Номер патента: 10752
Опубликовано: 30.06.2008
Авторы: Гасак Татьяна Владимировна, Лецко Андрей Иванович, Ильющенко Александр Федорович, Беляев Андрей Васильевич, Талако Татьяна Леонидовна
МПК: C22C 21/00, B22F 9/16
Метки: способ, алюминидов, титана, порошкового, материала, получения, основе
Текст:
...даже вблизи критических температур. Благодаря высокой активности ультрадисперных частиц происходит быстрая гомогенизация шихты, что приводит к приобретению спеченной сталью механических свойств, которые в условиях обычного смешивания достигаются лишь при использовании предварительно легированных порошков в качестве исходных материалов 5. При введении ультрадисперсного порошка хрома, предварительно измельченного в энергонапряженной...
Способ получения пористого имплантата из порошка титана
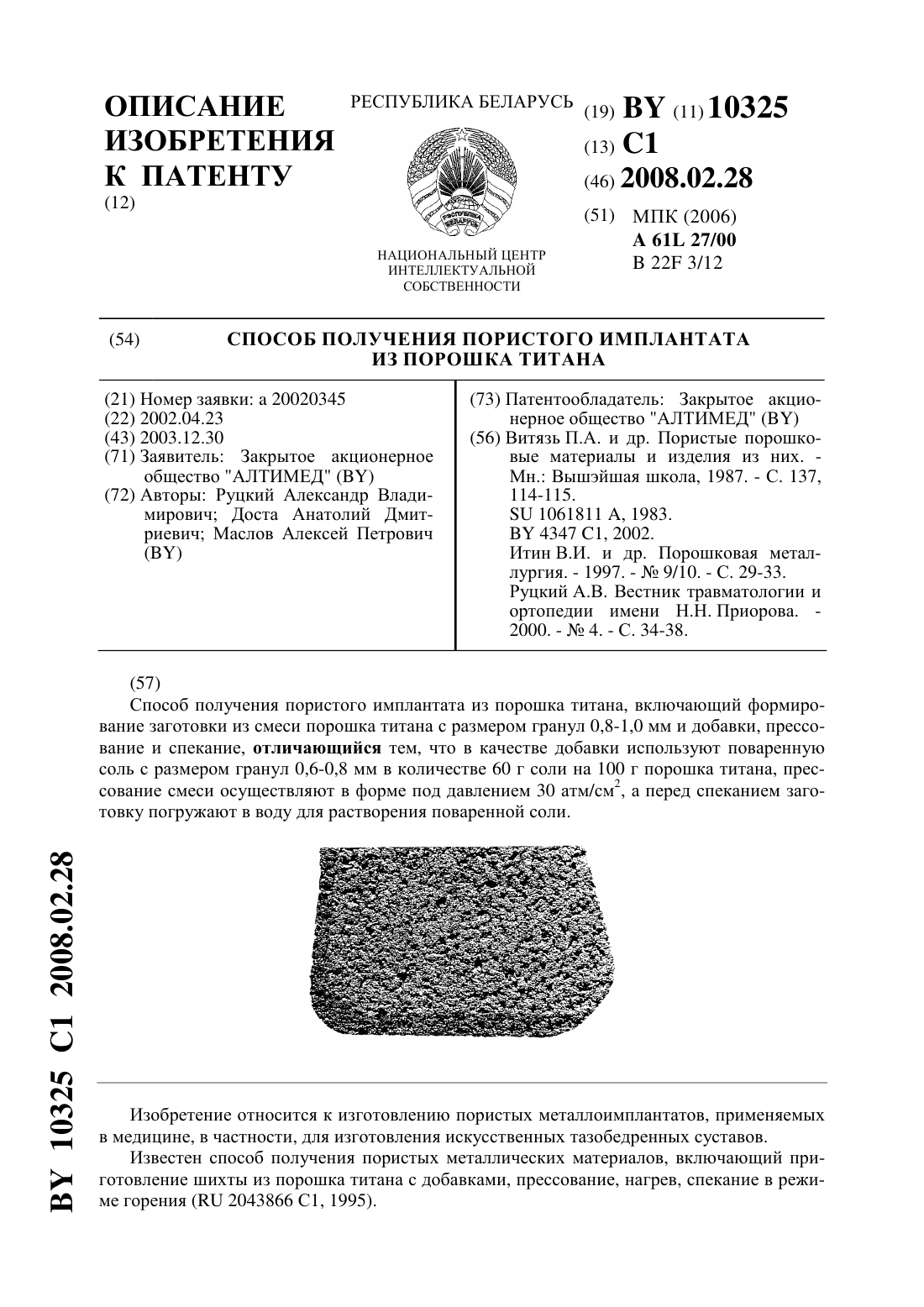
Номер патента: 10325
Опубликовано: 28.02.2008
Авторы: Руцкий Александр Владимирович, Доста Анатолий Дмитриевич, Маслов Алексей Петрович
МПК: B22F 3/12, A61L 27/00
Метки: способ, порошка, титана, имплантата, получения, пористого
Текст:
...их конфигурацией. В основу заявленного изобретения положена задача создания пористого имплантата из порошка титана с порами требуемого размера и конфигурации, например, типа металлокоралл-стандарт. Поставленная задача достигается следующим образом. Предложен способ получения пористого имплантата из порошка титана, включающий формирование заготовки из смеси порошка титана с размером гранул 0,8-1,0 мм и добавки, прессование и спекание, при этом...
Способ получения пористого порошкового материала
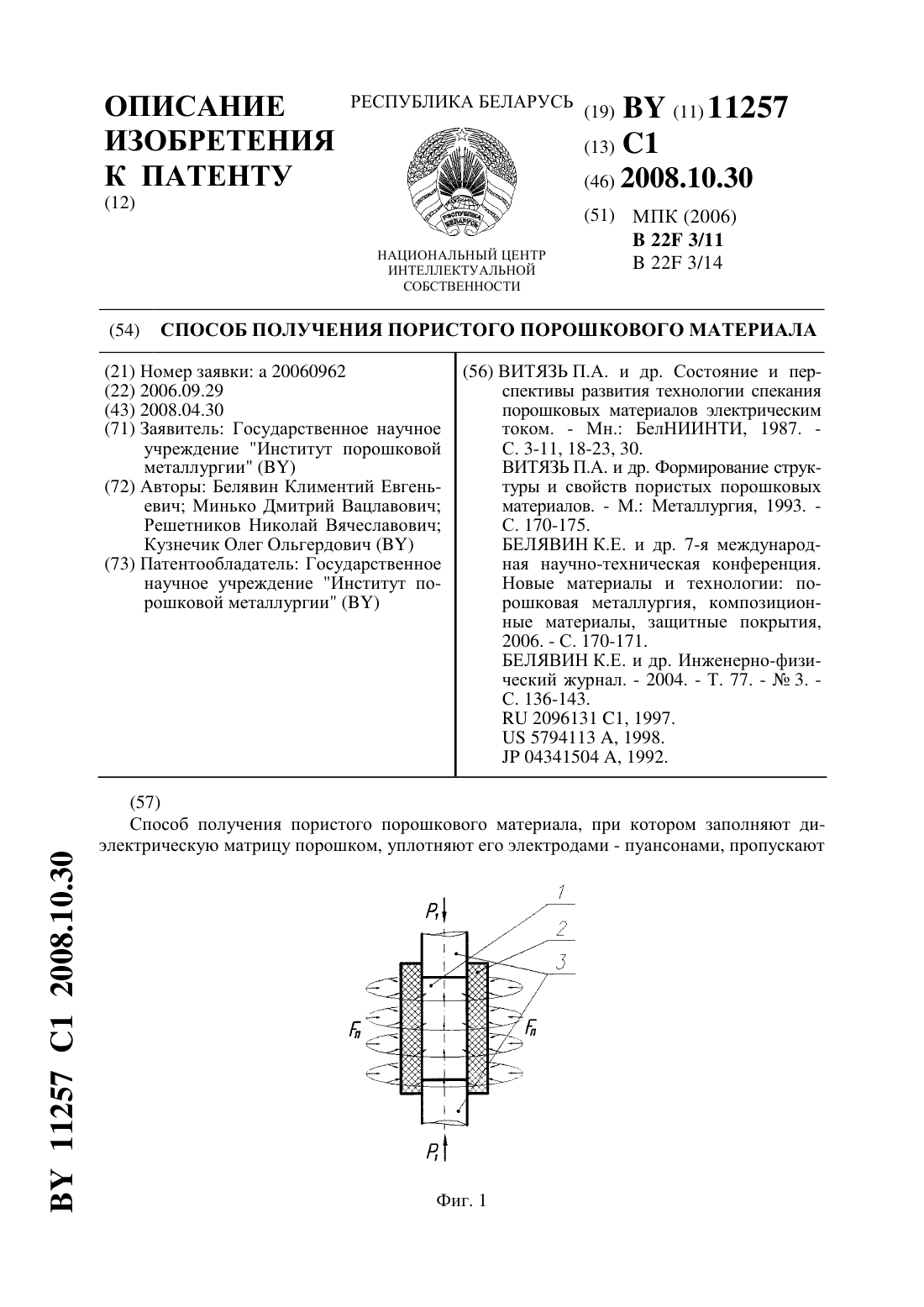
Номер патента: 11257
Опубликовано: 30.10.2008
Авторы: Решетников Николай Вячеславович, Белявин Климентий Евгеньевич, Кузнечик Олег Ольгердович, Минько Дмитрий Вацлавович
Метки: порошкового, получения, материала, способ, пористого
Текст:
...20 МПа происходит значительное увеличение площади межчастичных контактов, и энергии, выделенной при прохождении импульса электрического тока, не хватает для образования полноценных контактных шеек. Диапазон плотности импульса тока при получении пористого порошкового материала обусловлен следующими причинами. При пропускании импульса тока плотностью меньше 10 кА/см 2 не происходит пробоя оксидной пленки, покрывающей частицу в исходном...
Способ получения композиционного порошкового материала на основе карбидов хрома и титана
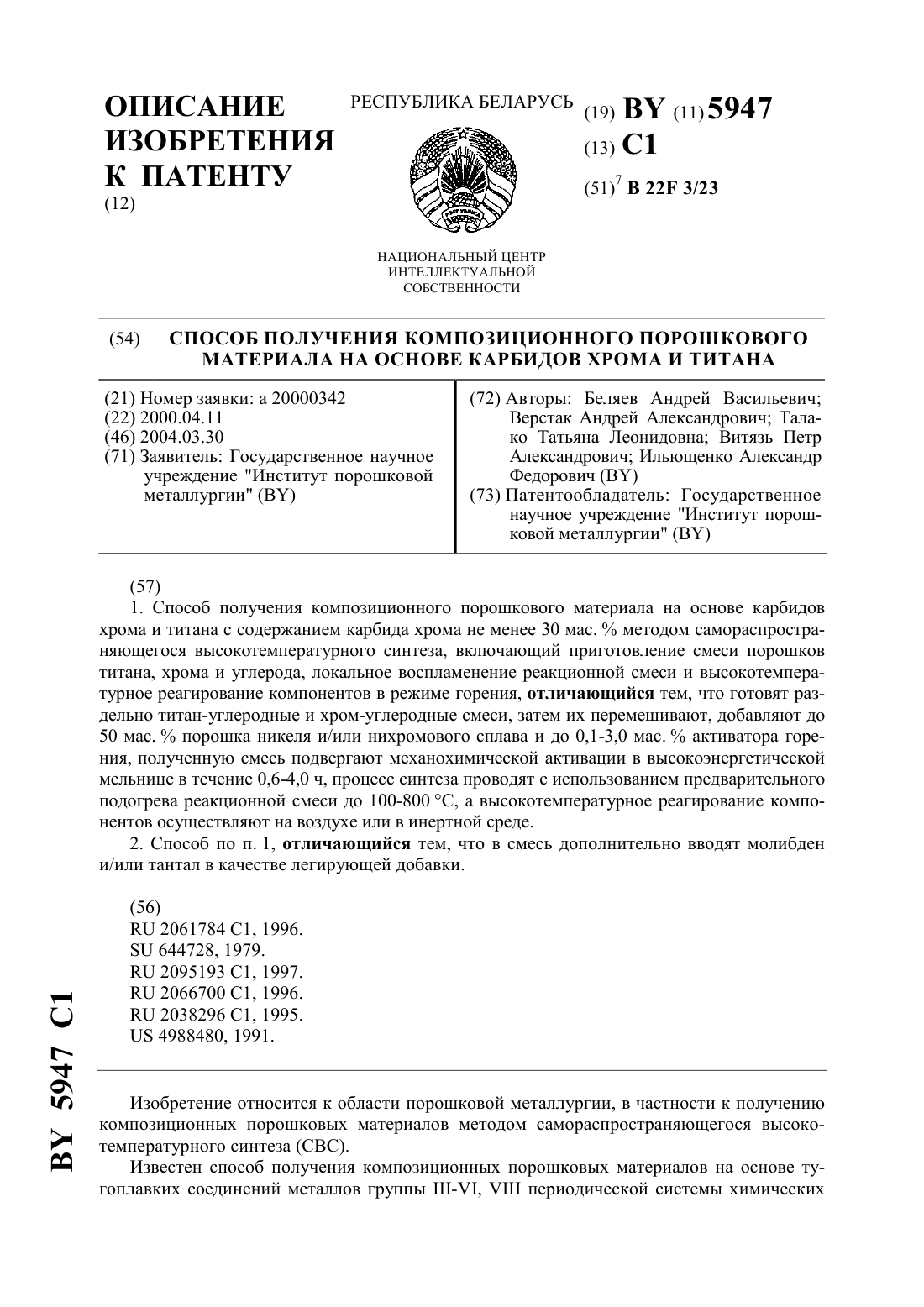
Номер патента: 5947
Опубликовано: 30.03.2004
Авторы: Верстак Андрей Александрович, Ильющенко Александр Федорович, Беляев Андрей Васильевич, Талако Татьяна Леонидовна, Витязь Петр Александрович
МПК: B22F 3/23
Метки: получения, композиционного, способ, карбидов, хрома, основе, материала, порошкового, титана
Текст:
...условиях горения, реализуемых в известном способе, основной фазой, формирующейся в процессе синтеза, является карбид титана. Раздельное смешивание позволяет увеличить контактную поверхность хрома и углерода. Предварительная обработка реакционной смеси в высокоэнергетической мельнице обеспечивает очистку порошков от поверхностных оксидных пленок, создание дефектной кристаллической структуры с высокой диффузионной подвижностью атомов, а также...
Предыдущий патент: Способ дезинфекции воздуха птицеводческих помещений
Следующий патент: Способ нанесения покрытия с антибактериальным действием на медицинское изделие на основе высокомолекулярного соединения
Случайный патент: Пищевая добавка для мясных изделий (варианты)