Литьевая форма для изготовления изделий с поднутрениями
Текст
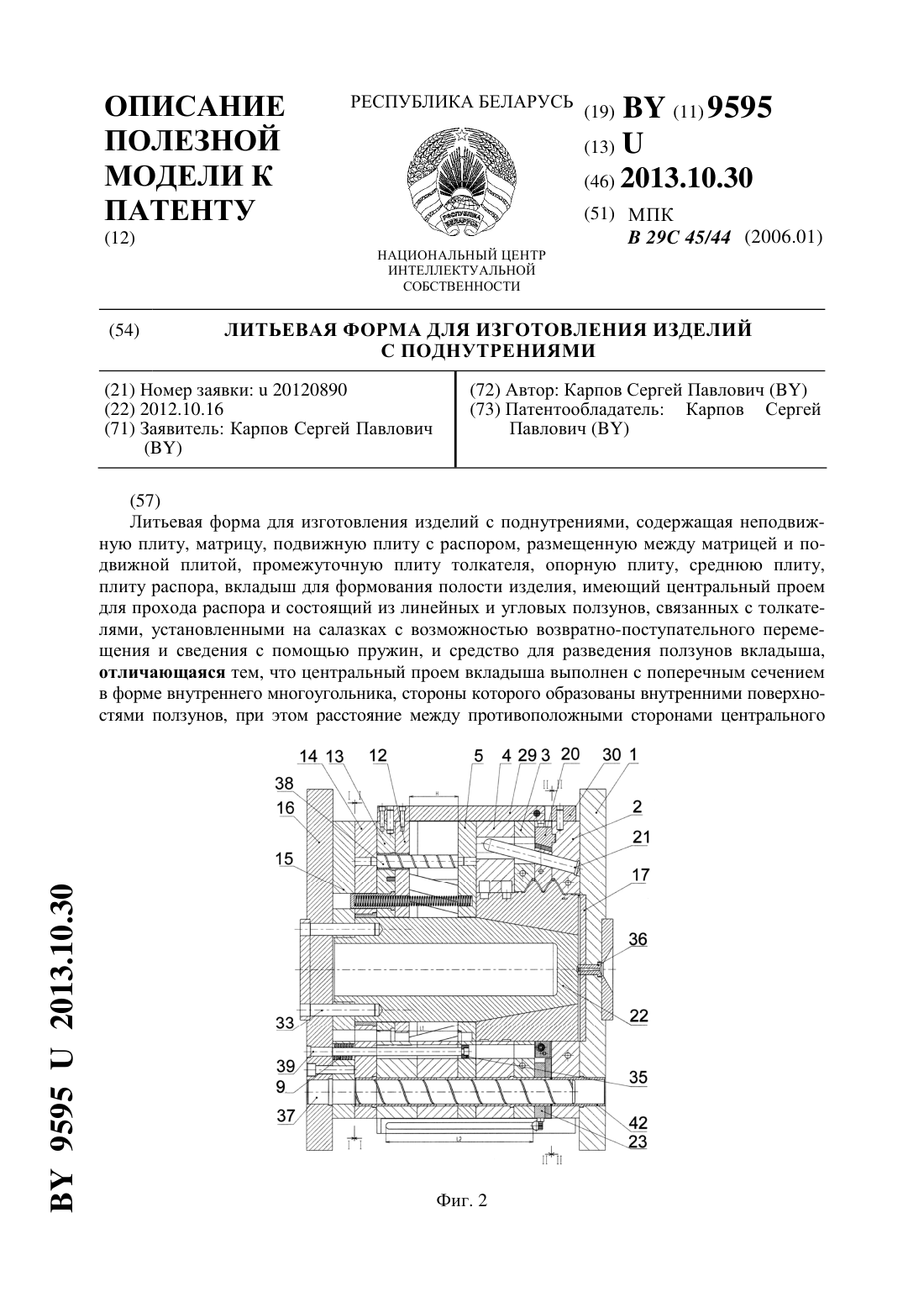
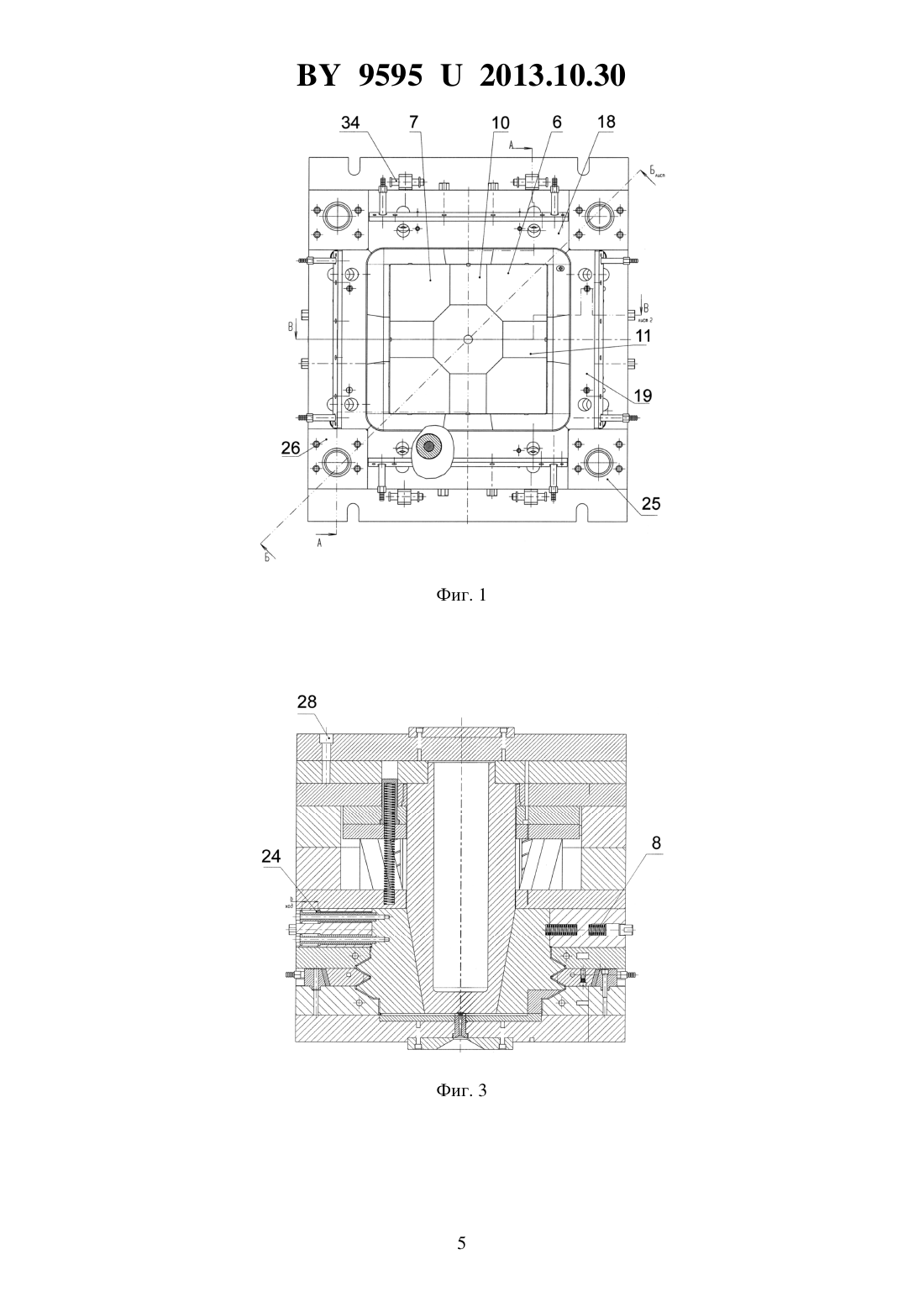
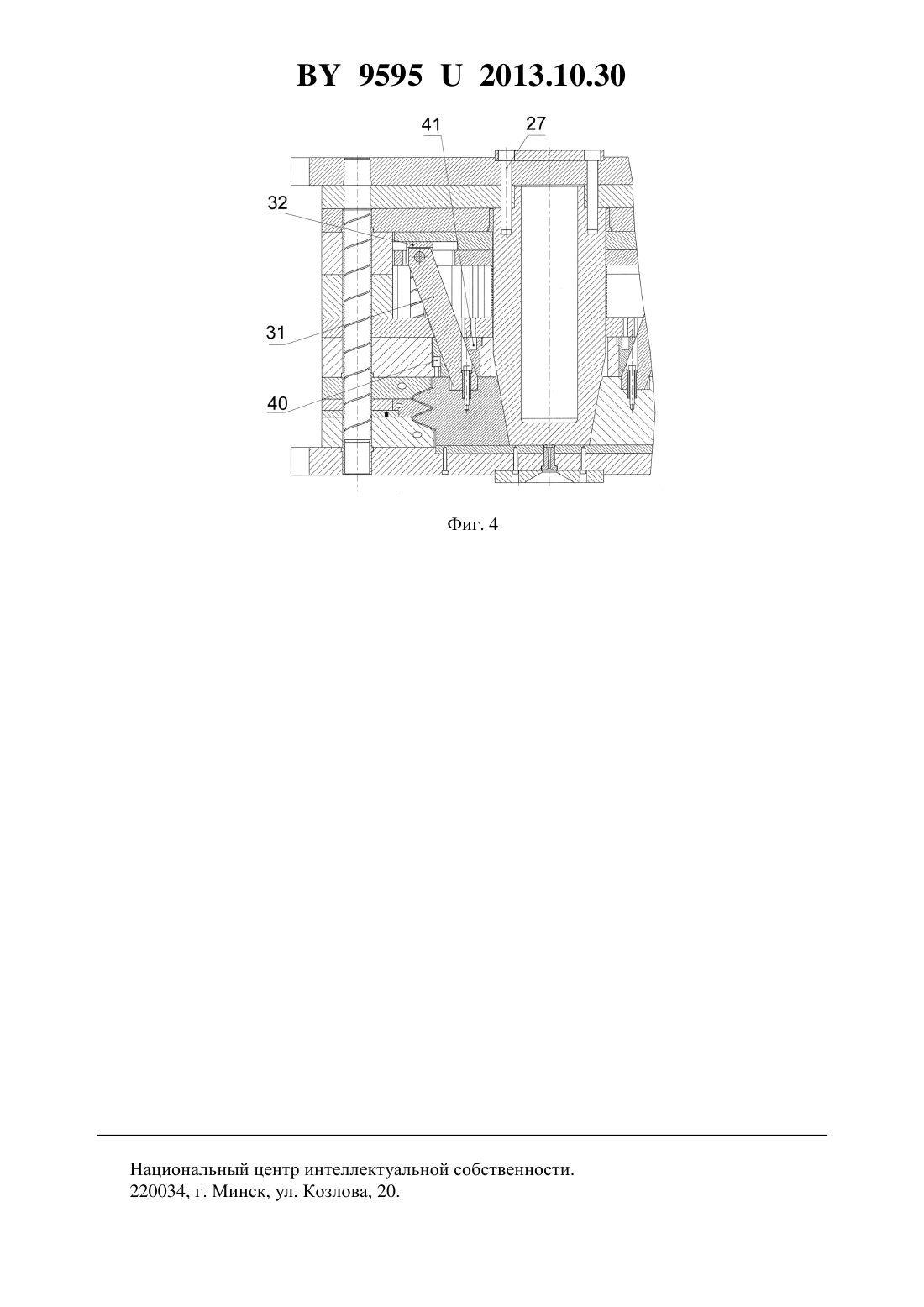
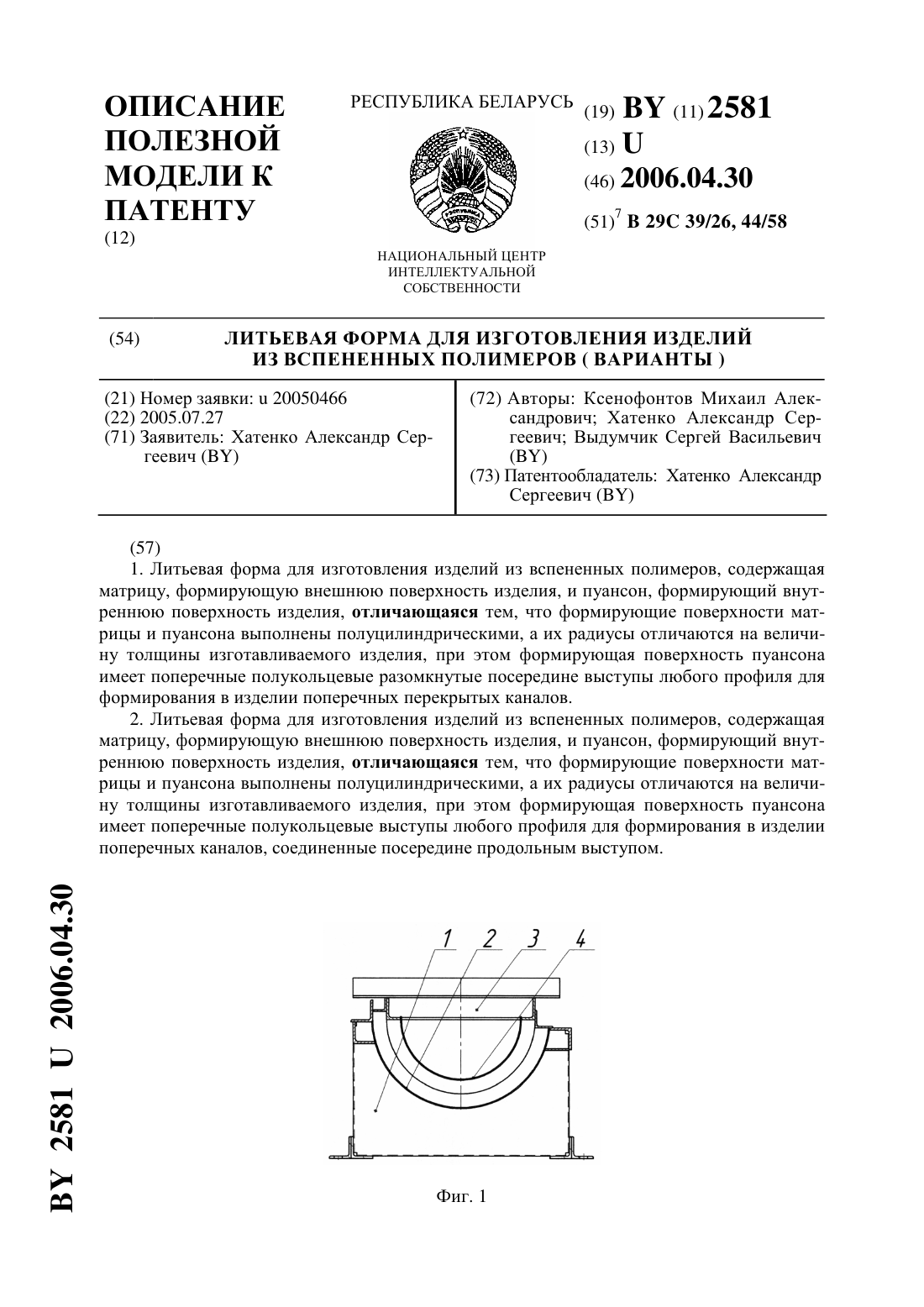
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ(71) Заявитель Карпов Сергей Павлович(72) Автор Карпов Сергей Павлович(73) Патентообладатель Карпов Сергей Павлович(57) Литьевая форма для изготовления изделий с поднутрениями, содержащая неподвижную плиту, матрицу, подвижную плиту с распором, размещенную между матрицей и подвижной плитой, промежуточную плиту толкателя, опорную плиту, среднюю плиту,плиту распора, вкладыш для формования полости изделия, имеющий центральный проем для прохода распора и состоящий из линейных и угловых ползунов, связанных с толкателями, установленными на салазках с возможностью возвратно-поступательного перемещения и сведения с помощью пружин, и средство для разведения ползунов вкладыша,отличающаяся тем, что центральный проем вкладыша выполнен с поперечным сечением в форме внутреннего многоугольника, стороны которого образованы внутренними поверхностями ползунов, при этом расстояние между противоположными сторонами центрального 95952013.10.30 проема больше двойной глубины поднутрений изделия и меньше 2/3 соответствующего сечения вкладыша, причем ползуны установлены с возможностью взаимодействия с соответствующей боковой клиновой поверхностью распора, при этом количество угловых ползунов равно количеству наружных углов изделия. Полезная модель относится к устройствам инжекционного формования для изготовления изделий с поднутрениями. Известна литьевая форма для изготовления изделий с поднутрениями из пластических масс, содержащая неподвижную полуформу, подвижную полуформу с раздвижными оформляющими ползунами, пазы, выталкивающую систему, направляющие колонки и средство для перемещения ползунов, отличающаяся тем, что средство для перемещения ползунов выполнено в виде фигурных пазов, расположенных вдоль направляющих колонок, и размещенных в пазах пальцев, жестко связанных со свободными концами соответствующих ползунов 1. Недостатком известной формы является невозможность изготовления изделий нецилиндрической формы, имеющих углы в поперечном сечении. Изготовление изделий с полостью, имеющей поперечное сечение в форме треугольника, возможно в форме, вкладыш для формования боковой поверхности изделия которой выполнен с поперечным сечением в форме наружного треугольника и центральным проемом для прохода пуансона 2. Недостатком известной формы является невозможность изготовления изделий с глубокими поднутриями. Изделия с глубокими поднутрениями можно изготовить в литьевой форме, содержащей вкладыш для формования полости изделия, имеющий центральный проем для прохода пуансона и состоящий из раздвигаемых частей, связанных с держателями, установленными в направляющих с возможностью возвратно-поступательного перемещения и сведения с помощью пружин, и средство для разведения раздвигаемых частей вкладыша. При этом вкладыш выполнен с поперечным сечением в форме наружного прямоугольника, малая сторона которого выполнена меньшей или равной трем четвертям большой его стороны, а центральный проем вкладыша выполнен с поперечным сечением в форме внутреннего прямоугольника, стороны которого выполнены на треть меньшими меньшей стороны наружного прямоугольника, причем вкладыш имеет восемь раздвигаемых частей, из которых две выполнены линейными, расположены на большой стороне наружного прямоугольника с центром на оси поперечного сечения вкладыша, и имеет длину, равную разности большой и малой его сторон, две другие части выполнены линейными, расположены на малой стороне наружного прямоугольника с центром на оси поперечного сечения вкладыша и имеют длину, равную одной третий его малой стороны, а остальные части выполнены угловыми 3. Последнее техническое решение является наиболее близким по технической сущности и поэтому принято в качестве прототипа. В таком устройстве возможно изготовление изделия, отношение сторон которого не менее 13. Разные площади воздействия линейных на угловые раздвигаемых частей затрудняют регулировку формы и приводят к неравномерности толщины стенок изделия по длинной и короткой стороне. Недостатками принятого за прототип устройства являются 2 95952013.10.30 невозможность изготовления изделий квадратной формы, большая сложность наладки и регулировки формы, разность толщины стенок изделия по короткой и длинной стороне. Технической задачей полезной модели является упрощение регулировки формы, возможность изготовления изделий любой формы, в том числе с равными боковыми сторонами, получение изделия с одинаковой толщиной стенок. Поставленная техническая задача достигается за счет того, что известна литьевая форма для изготовления изделий с поднутрениями, содержащая неподвижную плиту, матрицу, подвижную плиту с распором, размещенную между матрицей и подвижной плитой,промежуточную плиту толкателя, опорную плиту, среднюю плиту, плиту распора, вкладыш для формования полости изделия, имеющий центральный проем для прохода распора и состоящий из линейных и угловых ползунов, связанных с толкателями, установленными на салазках с возможностью возвратно-поступательного перемещения и сведения с помощью пружин, и средство для разведения ползунов вкладыша. При этом центральный проем вкладыша выполнен с поперечным сечением в форме внутреннего многоугольника,стороны которого образованы внутренними поверхностями ползунов, при этом расстояние между противоположными сторонами центрального проема больше двойной глубины поднутрений изделия и меньше 2/3 соответствующего сечения вкладыша, причем ползуны установлены с возможностью взаимодействия с соответствующей боковой клиновой поверхностью распора, при этом количество угловых ползунов равно количеству наружных углов изделия. Новым в литьевой форме для изготовления изделий с поднутрениями является то, что центральный проем вкладыша выполнен с поперечным сечением в форме внутреннего многоугольника, стороны которого образованы внутренними поверхностями ползунов,при этом расстояние между противоположными сторонами центрального проема больше двойной глубины поднутрений изделия и меньше 2/3 соответствующего сечения вкладыша, причем ползуны установлены с возможностью взаимодействия с соответствующей поверхностью распора, при этом количество угловых ползунов равно количеству наружных углов изделия. Зависимость расстояния между противоположными сторонами центрального проема от глубины поднутрений и соответствующего сечения вкладыша позволяет последовательно извлекать вкладыш из любого изделия, имеющего осевую симметрию. Воздействие распора на все части вкладыша компенсирует погрешности установки и упрощает регулировку формы. Полезная модель поясняется фигурами. На фиг. 1 представлен вид сверху формы без неподвижной плиты. На фиг. 2 представлено сечение А-А формы. На фиг. 3 представлено сечение В-В формы. На фиг. 4 представлено повернутое сечение Б-Б формы. Литьевая форма для изготовления изделий с поднутрениями (фиг. 1, 2) состоит из неподвижной части с матрицей 2, включающей в себя неподвижную плиту 1, матрицу 2 с установленными между ними наклонными лекальными колонками 21, клинья 20, литниковую вставку 17, литниковую втулку 36 и центрирующие втулки неподвижные 42. Неподвижная плита 1, литниковая вставка 17 и матрица 2 скреплены между собой винтами. Подвижная часть литьевой формы состоит из двух блоков клинового и пуансонного. Клиновой блок крепится к подвижной плите термопластавтомата и состоит из подвижной плиты 16, клинового распора центрального 22, плиты распора 15, колонок стопорных 39 с шайбами стопорными 35 и центрирующих колонок ходовых 37. Распор посажен в плиту распора 15, ориентирован с помощью штифтов 33 и крепится к плите подвижной 16 винтами 27. Плиты распора 15 и подвижная 16 скреплены между собой винтами 28 (фиг. 3). 95952013.10.30 Распор имеет боковые клиновые поверхности, обеспечивающие фиксацию ползунов в рабочем положении при сомкнутой форме. Пуансонный блок состоит из обоймы 3, плиты ползунов 4, подкладной плиты 5, средней плиты 14, плиты толкателей 12, плиты опорной 13, ходовых колонок толкателей 38,стоек 23 с накладками 25 и 26, боковых наружных ползунов 18 и 19, а также комплекта ползунов вкладыша линейных (вертикальных 10, горизонтальных 11) и угловых 6 и 7. В линейные ползуны вкладыша упираются пружины 8, отталкивающие их к центру формы. На ползунах закреплены поперечные колонки с буртами, скользящие в направляющих втулках поперечных 24 и ограничивающие ход ползунов расстоянием . Угловые ползуны (фиг. 4) жестко соединены с одним концом наклонных толкателей 31,которые другим концом шарнирно закреплены в салазках 32, имеющих возможность перемещения по плоскости опорной плиты 13. Толкатели 31 ходят в наклонных направляющих 16 и 47, установленных в плите ползунов 4, и ориентированы так, что при перемещении опорной плиты 13 вперед угловые ползуны 6, 7 смещаются к центру формы. На стопорных колонках 39 между клиновым и пуансонным блоками расположены отжимные пружины 9. На неподвижной плите 1 закреплены вилки 30 с боковыми прорезями, в которых ходят оси тяги 34, закрепленные в тягах 29. Тяги закреплены на плитах толкателя 12 и опорной 13, которые соединены между собой винтами. Литьевая форма работает следующим образом. После технологической выдержки производится размыкание формы по плоскости разъема -. Клиновой блок отходит влево. Пружины 9 обеспечивают неподвижность правой части формы. По мере отхода распора 22 пружины 8 сдвигают линейные (горизонтальные и вертикальные) ползуны к центру формы, освобождая часть изделия. После того,как будет выбран зазор 1 на стопорных колонках 39, шайбы 35 упираются в плиту среднюю 14 и пуансонный блок начинает двигаться влево. Форма размыкается по плоскости-. При этом лекальные колонки 21 приводят в движение боковые ползуны 18 и 19,освобождая наружную часть изделия. После того, как будет выбран зазор 2, вилки 30 через тяги 29 останавливают опорную 12 и среднюю 13 плиты. Так как форма продолжает двигаться влево, наклонные толкатели 31 смещают угловые ползуны 6 и 7 к центру формы и вперед, извлекая изделие из обоймы 3. Ход опорных 12 и средних 13 плит на расстояние Н обеспечивает смещение угловых ползунов 6-7, достаточное для съема изделия. Съем изделия с угловых ползунов 6-7 производит оператор вручную. При закрытии формы пружины 92 обеспечивают возврат опорных 12 и средних 13 плит, а с ними и угловых ползунов 6-7 на место до того, как лекальные колонки 21 начнут сдвигать наружные боковые ползуны 18 и 19, чтобы избежать столкновения угловых и линейных ползунов. В конце смыкания формы центральный распор 22 возвращает линейные ползуны 10 и 11 в рабочее положение. Затем цикл повторяется в полуавтоматическом режиме. Таким образом, обеспечена возможность изготовления изделия с осевой симметрией без ограничения по соотношению сторон и с равномерной толщиной стенок. Полезная модель может быть выполнена на известном промышленном оборудовании. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B29C 45/44
Метки: изготовления, форма, литьевая, изделий, поднутрениями
Код ссылки
<a href="https://by.patents.su/6-u9595-litevaya-forma-dlya-izgotovleniya-izdelijj-s-podnutreniyami.html" rel="bookmark" title="База патентов Беларуси">Литьевая форма для изготовления изделий с поднутрениями</a>
Литьевая форма для изготовления изделий из вспененных полимеров ( варианты )
Номер патента: U 2581
Опубликовано: 30.04.2006
Авторы: Хатенко Александр Сергеевич, Ксенофонтов Михаил Александрович, Выдумчик Сергей Васильевич
МПК: B29C 39/26, B29C 44/58
Метки: варианты, полимеров, форма, литьевая, вспененных, изделий, изготовления
Текст:
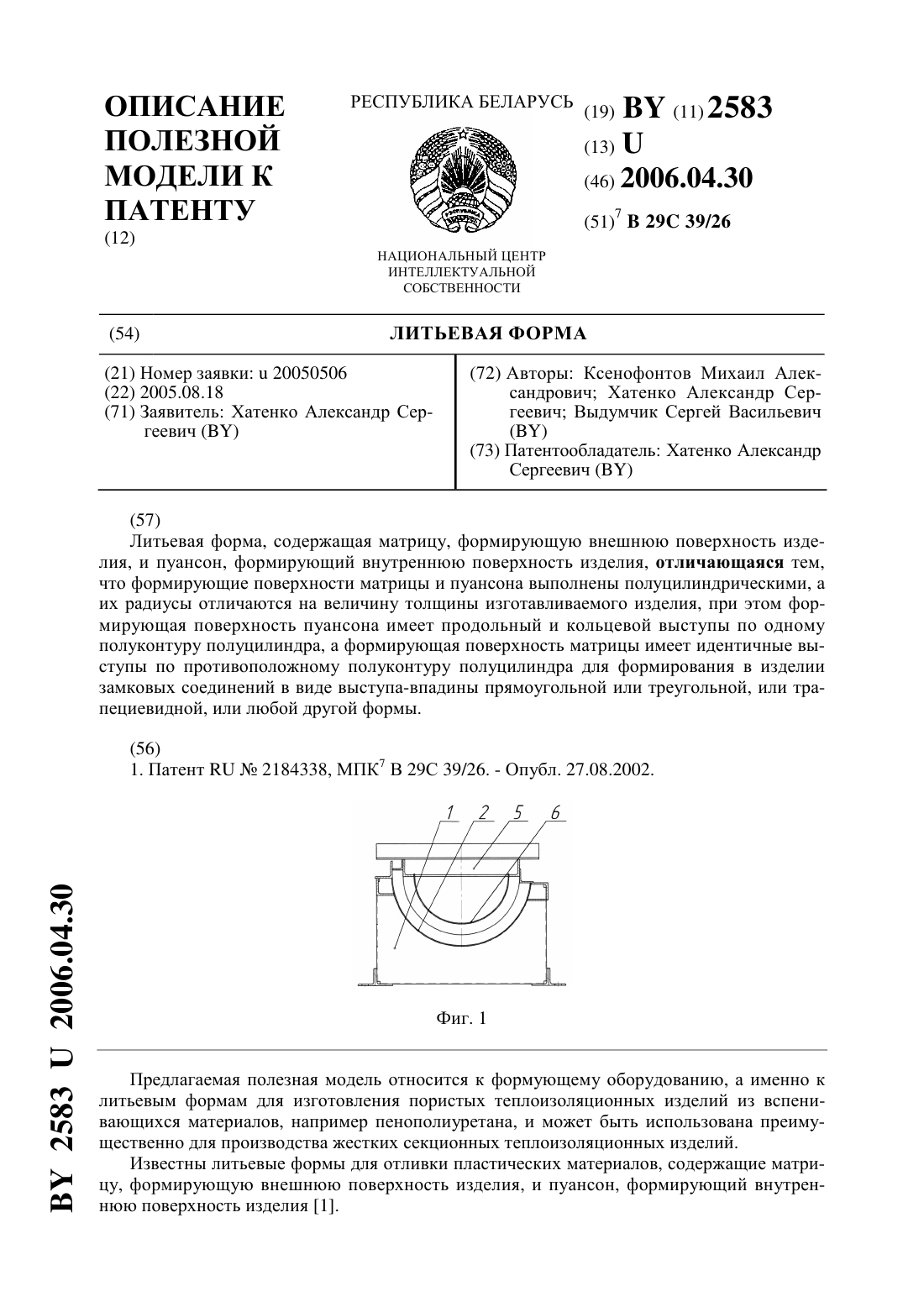
...выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые выступы любого профиля для формирования в изделии поперечных каналов, соединенные посередине продольным выступом. Выполнение формирующей поверхности пуансона по первому и второму вариантам позволяет сформировать каналы на внутренних поверхностях полуцилиндров...
Литьевая форма
Номер патента: U 2583
Опубликовано: 30.04.2006
Авторы: Хатенко Александр Сергеевич, Выдумчик Сергей Васильевич, Ксенофонтов Михаил Александрович
МПК: B29C 39/26
Текст:
...поверхность изделия, по предлагаемому техническому решению формирующие поверхности матрицы и пуансона выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет продольный и кольцевой выступы по одному полуконтуру полуцилиндра, а формирующая поверхность матрицы имеет идентичные выступы по противоположному полуконтуру полуцилиндра для...
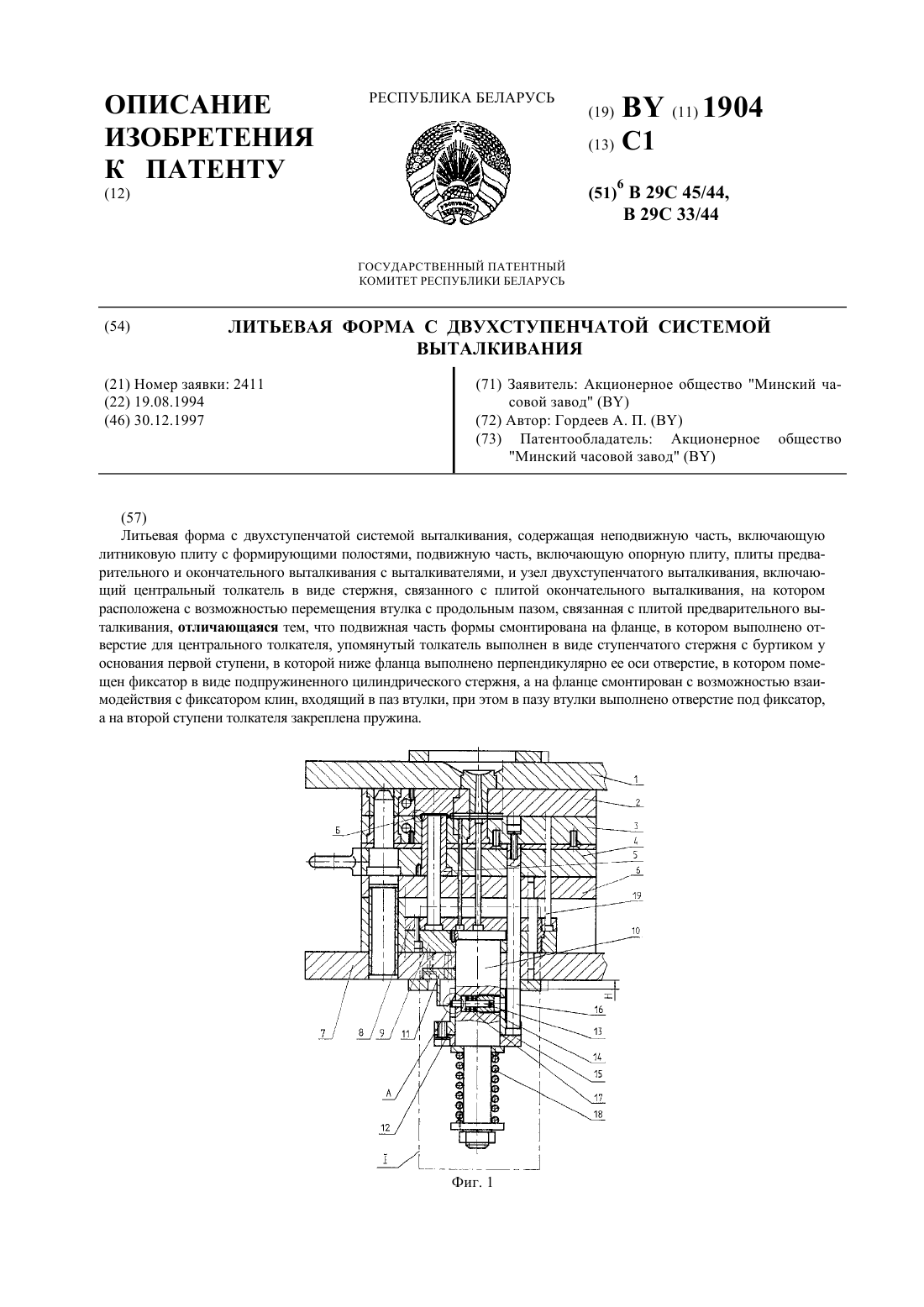
Литьевая форма с двухступенчатой системой выталкивания
Номер патента: 1904
Опубликовано: 30.12.1997
Автор: Гордеев Александр Петрович
МПК: B29C 45/44, B29C 33/44
Метки: литьевая, форма, системой, двухступенчатой, выталкивания
Текст:
...и подвижной частей. Неподвижная часть содержит неподвижный фланец 1 и плиту 2 матриц. Подвижная часть литформы включает плиту 3 предварительного выталкивания, пуансонодержатель 4, пуансоны 5, опорную плиту 6, подвижный фланец 7, плиты 8, 9 окончательного выталкивания, узел 1 двухступенчатого выталкивания, который состоит из центрального толкателя 10, клина 11, втулки 12, фиксатора 13, специальной гайки 14, опоры 15, тяги 16,пружин 17, 18,...
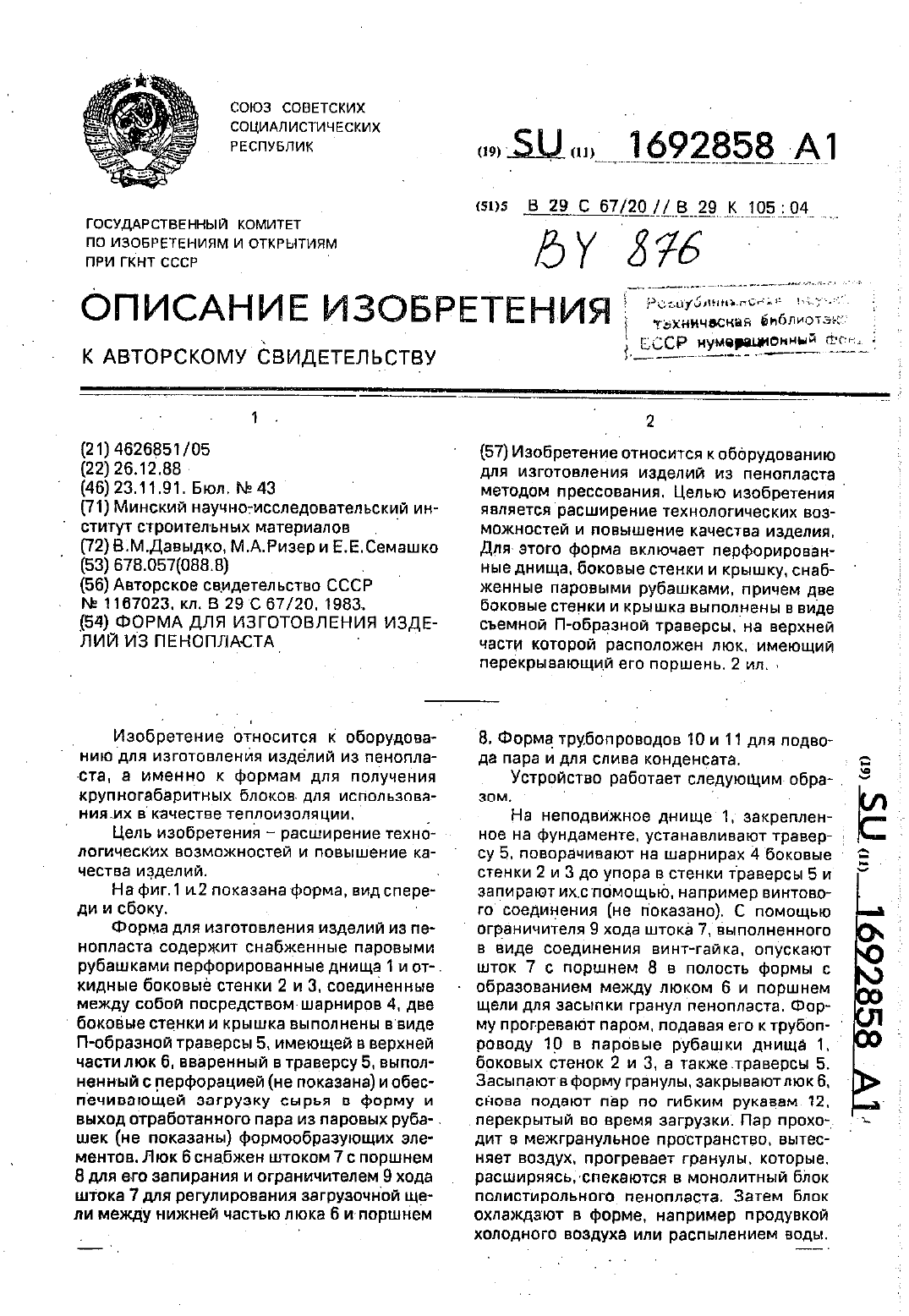
Форма для изготовления изделий из пенопласта
Номер патента: 876
Опубликовано: 15.08.1995
Авторы: Ризер М. А., Семашко Е. Е., Давыдко В. М.
МПК: B29C 67/20
Метки: пенопласта, изготовления, форма, изделий
Текст:
...устанавливают травер- су 5. поворачивают на шарнирах 4 боковые стенки 2 и 3 до упора в стенки траверсы 5 и запирают ихспомощью, например винтового соединения (не показано). С помощью ограничителя 9 хода штока 7 выполненного в виде соединения винт-гайка, опускают шток 7 с поршнем 8 в полость формы с образованием между люком 6 и поршнем щели для засыпки гранул пенопласта. Фор му прогревают паром. подавая его к трубоп-роводу 10 в...
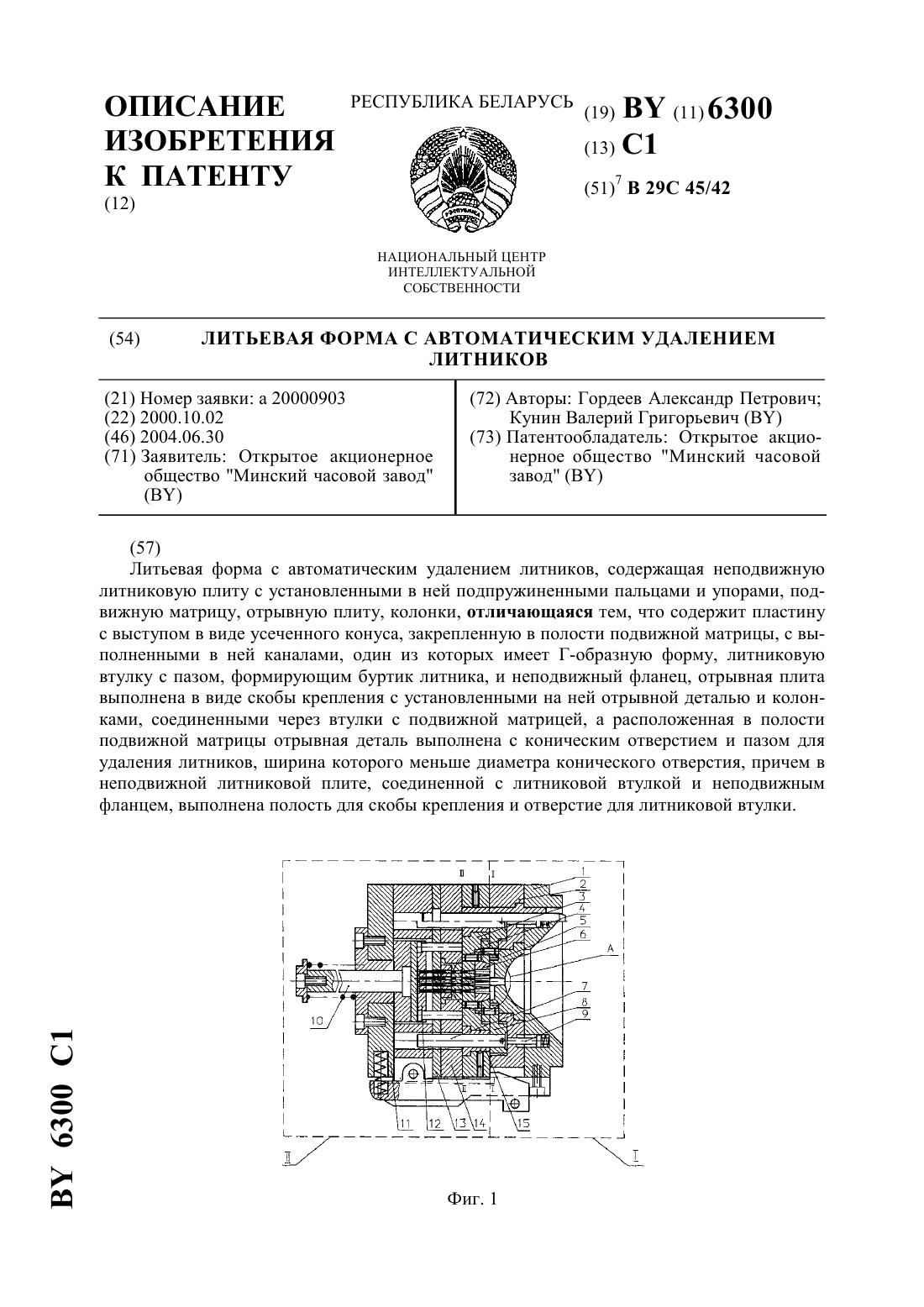
Литьевая форма с автоматическим удалением литников
Номер патента: 6300
Опубликовано: 30.06.2004
Авторы: Кунин Валерий Григорьевич, Гордеев Александр Петрович
МПК: B29C 45/42
Метки: автоматическим, форма, литьевая, литников, удалением
Текст:
...формы в положении полного раскрытия, когда детали вытолкнуты из матрицы(вертикальный разрез). Литьевая форма состоит из неподвижнойи подвижнойчастей. Неподвижная часть 1 содержит неподвижный фланец 1, литниковую плиту 2, литниковую втулку 5, подпружиненный палец 9, упорный винт 16, упор 17. Подвижная частьлитьевой формы содержит подвижную матрицу 3, отрывную деталь 4, пластину с выступом 6, колонки 7, скобу крепления 8, центральный...
Предыдущий патент: Подгузник гигиенический-урологический (варианты)
Следующий патент: Тренажер подготовки спасателей-пожарных работе с аварийно-спасательным инструментом и оборудованием
Случайный патент: Способ и водный состав для дезактивации зараженных радиоактивными веществами металлических изделий