Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 6284
Опубликовано: 30.06.2010
Авторы: Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
Текст
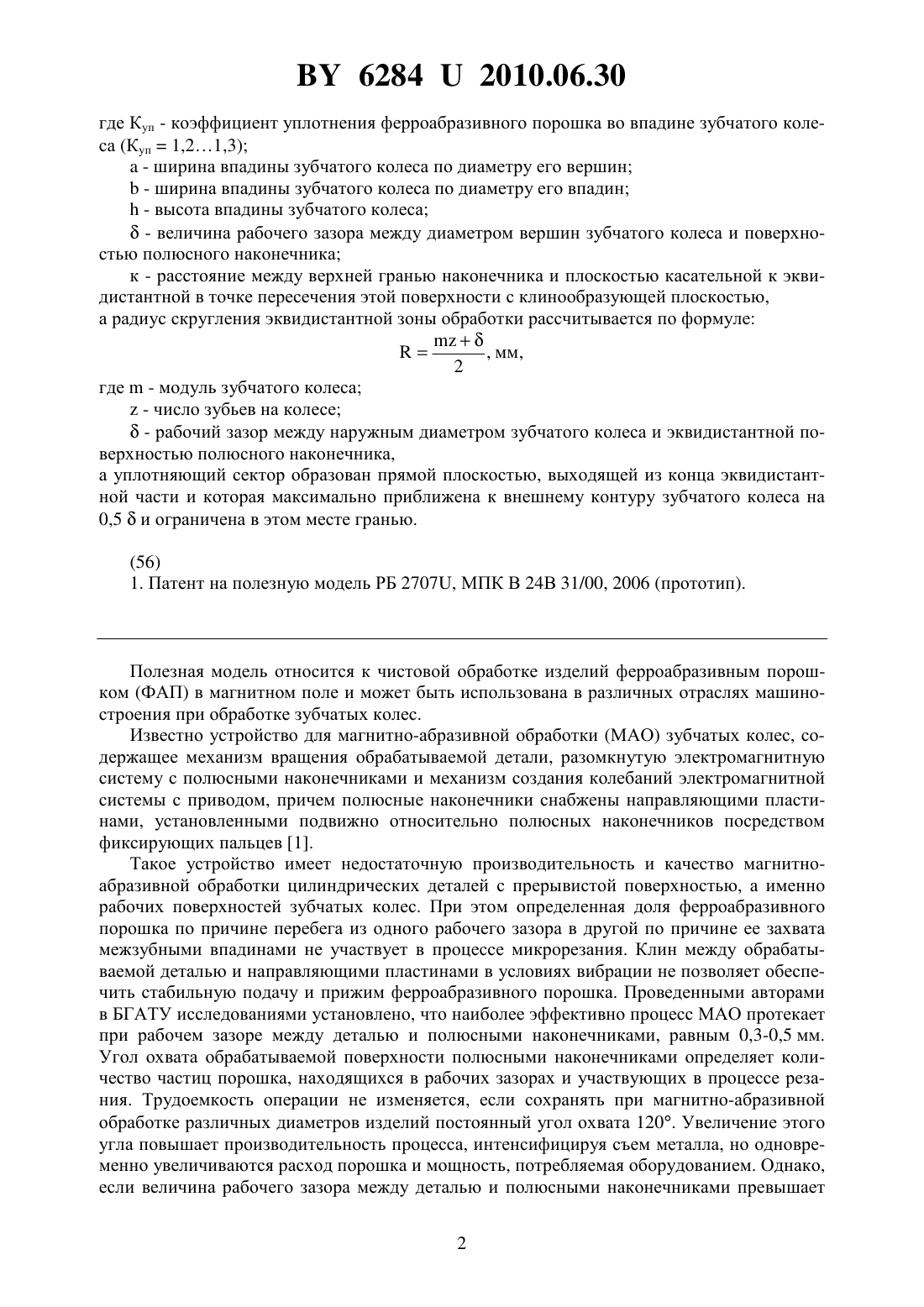
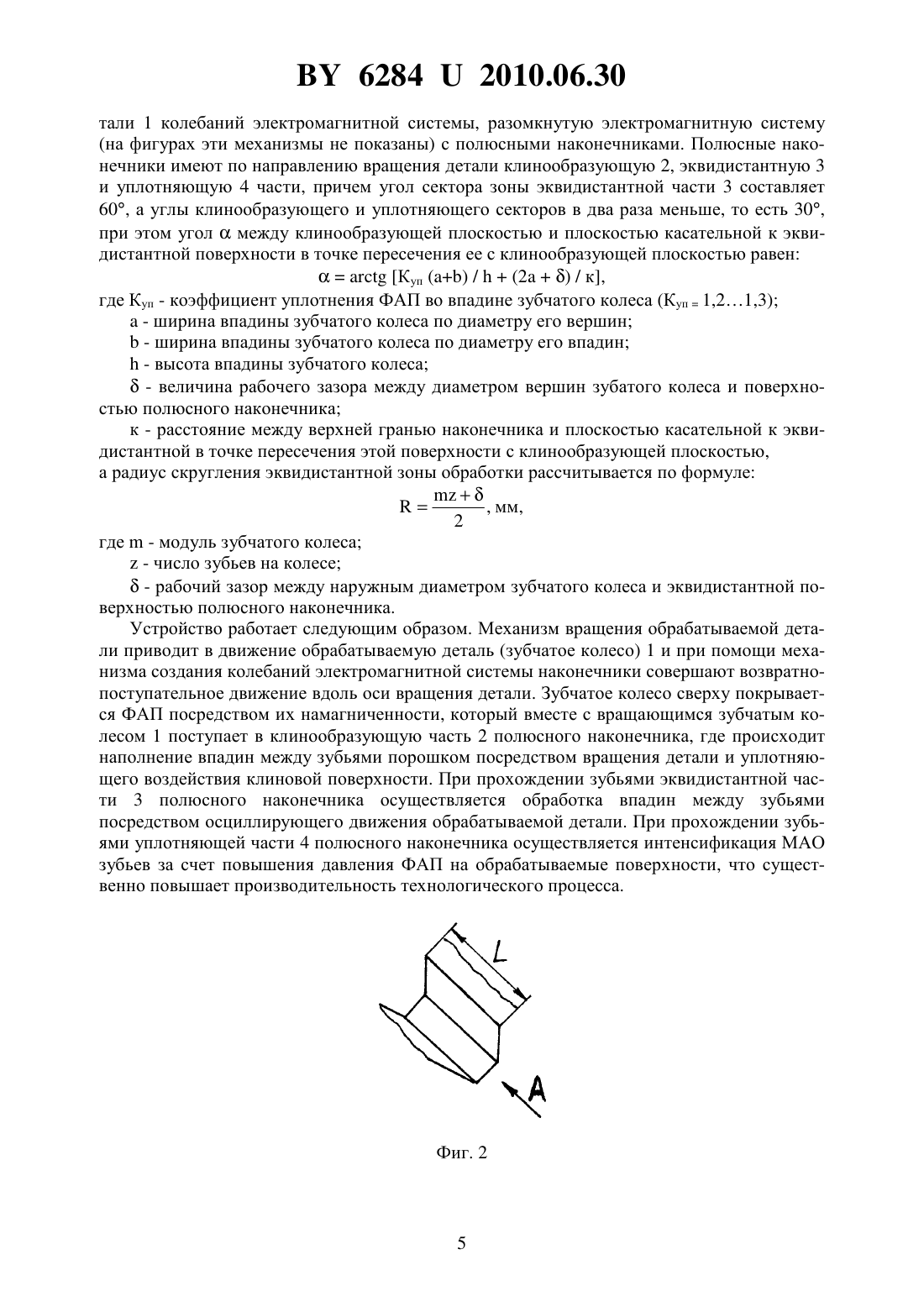
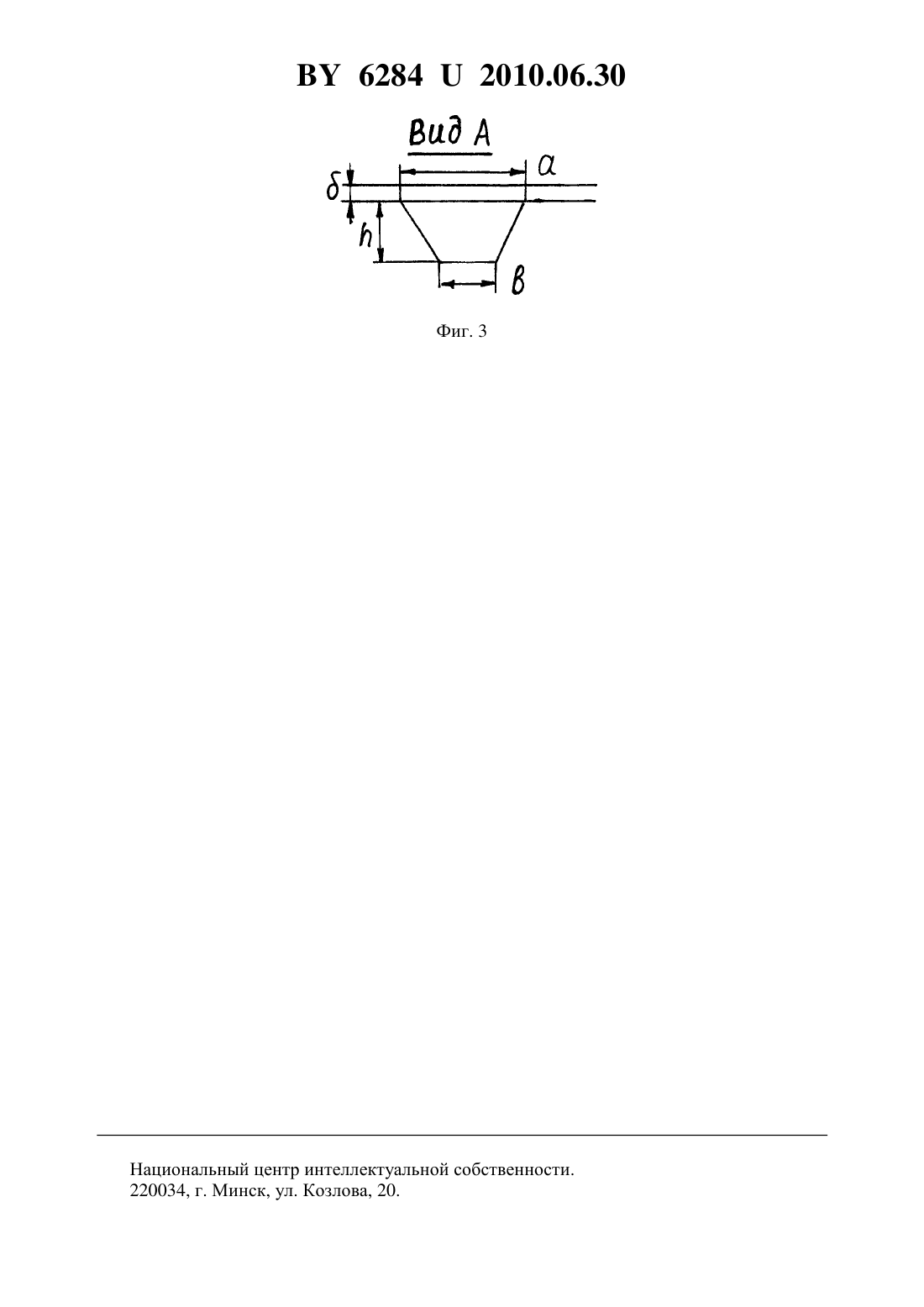
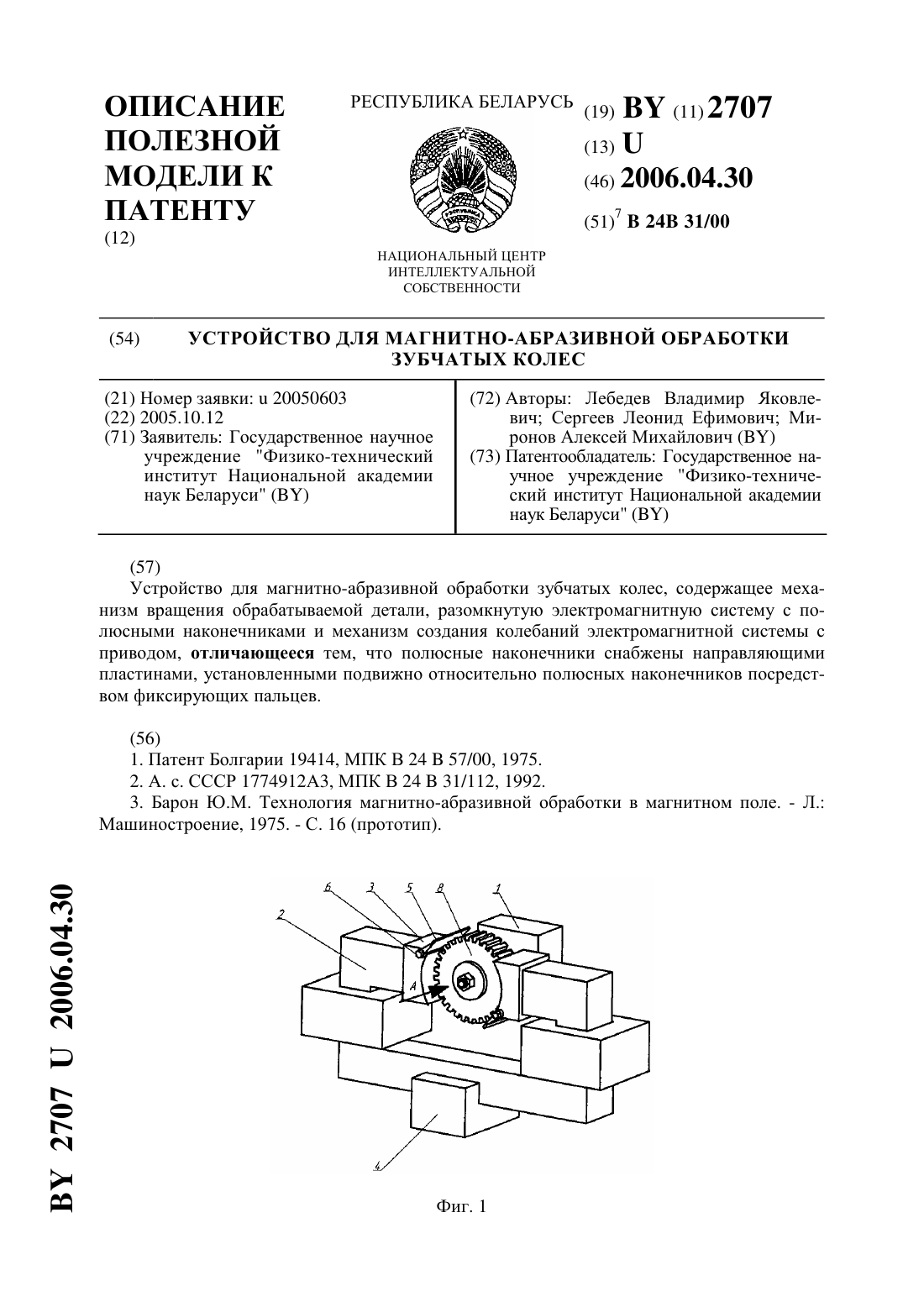
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки зубчатых колес, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом,отличающееся тем, что полюсные наконечники имеют по направлению вращения детали клинообразующую, эквидистантную и уплотняющую части, причем угол сектора зоны эквидистантной части составляет 60, а углы клинообразующего и уплотняющего секторов в два раза меньше, то есть 30, при этом уголмежду клинообразующей плоскостью и плоскостью касательной к эквидистантной поверхности в точке пересечения ее с клинообразующей плоскостью равенКуп /(2) / к, Фиг. 1 62842010.06.30 где Куп - коэффициент уплотнения ферроабразивного порошка во впадине зубчатого колеса (Куп 1,21,3)- ширина впадины зубчатого колеса по диаметру его вершин- ширина впадины зубчатого колеса по диаметру его впадин- высота впадины зубчатого колеса- величина рабочего зазора между диаметром вершин зубчатого колеса и поверхностью полюсного наконечника к - расстояние между верхней гранью наконечника и плоскостью касательной к эквидистантной в точке пересечения этой поверхности с клинообразующей плоскостью,а радиус скругления эквидистантной зоны обработки рассчитывается по формуле, мм,2 где- модуль зубчатого колеса- число зубьев на колесе- рабочий зазор между наружным диаметром зубчатого колеса и эквидистантной поверхностью полюсного наконечника,а уплотняющий сектор образован прямой плоскостью, выходящей из конца эквидистантной части и которая максимально приближена к внешнему контуру зубчатого колеса на 0,5 и ограничена в этом месте гранью.(56) 1. Патент на полезную модель РБ 2707, МПК В 24 В 31/00, 2006 (прототип). Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке зубчатых колес. Известно устройство для магнитно-абразивной обработки (МАО) зубчатых колес, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев 1. Такое устройство имеет недостаточную производительность и качество магнитноабразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. При этом определенная доля ферроабразивного порошка по причине перебега из одного рабочего зазора в другой по причине ее захвата межзубными впадинами не участвует в процессе микрорезания. Клин между обрабатываемой деталью и направляющими пластинами в условиях вибрации не позволяет обеспечить стабильную подачу и прижим ферроабразивного порошка. Проведенными авторами в БГАТУ исследованиями установлено, что наиболее эффективно процесс МАО протекает при рабочем зазоре между деталью и полюсными наконечниками, равным 0,3-0,5 мм. Угол охвата обрабатываемой поверхности полюсными наконечниками определяет количество частиц порошка, находящихся в рабочих зазорах и участвующих в процессе резания. Трудоемкость операции не изменяется, если сохранять при магнитно-абразивной обработке различных диаметров изделий постоянный угол охвата 120. Увеличение этого угла повышает производительность процесса, интенсифицируя съем металла, но одновременно увеличиваются расход порошка и мощность, потребляемая оборудованием. Однако,если величина рабочего зазора между деталью и полюсными наконечниками превышает 2 62842010.06.30 3 мм, магнитодвижущие силы ослабевают и на участках концентрации потока усиливается процесс миграции частиц порошка с одного полюса на другой, что способствует снижению интенсивности процесса обработки. Следовательно, на усилие заклинивания порошка в рабочих зазорах оказывают существенное влияние величина магнитной индукции, исходная шероховатость поверхности заготовки и размеры частиц применяемого ФАП. Установлено, что полюсный наконечник должен иметь геометрическую форму,позволяющую концентрировать щетку из ФАП и обеспечивающую ее доставку во впадину детали посредством вращения детали, поэтому на начальных участках между деталью и полюсными наконечниками должен быть зазор в виде клина, обеспечивающий в нашем случае не заклинивание порошка, а его перемещение во впадину с уплотнением. Поэтому на участках для последующей обработки должны быть эквидистантный зазор и зазор, приводящий к уплотнению порции ФАП во впадине зубчатого колеса. Плотность порошка во впадине пропорциональна объему щетки на кромках детали,т.е., чем больше щетка, тем больше давление порошка на обрабатываемую поверхность детали, что прямо пропорционально величине индукции магнитного поля. На основании вышеизложенного в БГАТУ был разработан полюсный наконечник,обеспечивающий полное заполнение ФАП впадин зубчатого колеса благодаря клину, образующемуся между частью поверхности наконечника в виде клинообразующей плоскости и детали. Для заполнения впадины должно соблюдаться условие клинК уп (впадуч ),(1) где клин - объем клинообразующей части наконечника Куп - коэффициент уплотнения ФАП во впадине зубчатого колеса (Куп 1,21,3) впад - объем впадин зубчатого колеса уч - объем участка между впадинами зубчатого колеса и полюсным наконечником. На основании формулы (1) получены оптимальные геометрические параметры клинообразующей части наконечника клинК уп (впадуч)(3)К уп /(2) / к ,где- угол между клинообразующей плоскостью и плоскостью касательной к эквидистантной поверхности в точке пересечения ее с клинообразующей плоскостью клин - площадь клинообразующей части полюсного наконечника впад - площади впадин в плоскости, перпендикулярной оси зубчатого колеса уч - площадь участка между вершинами зубьев зубчатого колеса и полюсным наконечником- ширина впадины зубчатого колеса по диаметру его вершин- ширина впадины зубчатого колеса по диаметру его впадин- высота впадины зубчатого колеса- длина впадины зубчатого колеса, равная его ширине- величина рабочего зазора между диаметром вершин зубатого колеса и поверхностью полюсного наконечника к - расстояние между верхней гранью наконечника и плоскостью касательной к эквидистантной в точке пересечения этой поверхности с клинообразующей плоскостью. Рабочую зону схемы процесса МАО зубчатого колеса можно разбить на 4 этапа(фиг. 1) 1 - этап покрытия зубьев ФАП посредством их намагниченности (-й сектор), 2 этап наполнения впадины порошком посредством вращения детали (-й сектор) 3 - этап обработки впадины посредством осциллирующего движения обрабатываемой детали(-й сектор) 4 - этап механического уплотнения (-й сектор), причем на этапе механического уплотнения рабочий зазор плавно уменьшается на 50 и осуществляется интен 3 62842010.06.30 сификация МАО зубьев, что существенно повышает производительность технологического процесса. Для уменьшения расхода порошка геометрическая форма наконечника должна быть такой, чтобы угол сектора зоны покрытия зуба щеткой ФАП был равен 60, а угол сектора механического уплотнения в два раза меньше, то есть 30. Радиус скругления эквидистантной зоны обработки рассчитывается по формуле, мм,(4) 2 где- модуль зубчатого колеса- число зубьев на колесе- рабочий зазор между наружным диаметром зубчатого колеса и эквидистантной поверхностью полюсного наконечника. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки зубчатых колес, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, где полюсные наконечники имеют по направлению вращения детали клинообразующую, эквидистантную и уплотняющую части, причем угол сектора зоны эквидистантной части составляет 60, а углы клинообразующего и уплотняющего секторов в два раза меньше, то есть 30, при этом уголмежду клинообразующей плоскостью и плоскостью касательной к эквидистантной поверхности в точке пересечения ее с клинообразующей плоскостью равенКуп /(2) / к,где Куп - коэффициент уплотнения ферроабразивного порошка ФАП во впадине зубчатого колеса (Куп 1,21,3)- ширина впадины зубчатого колеса по диаметру его вершин- ширина впадины зубчатого колеса по диаметру его впадин- высота впадины зубчатого колеса- величина рабочего зазора между диаметром вершин зубчатого колеса и поверхностью полюсного наконечника к - расстояние между верхней гранью наконечника и плоскостью касательной к эквидистантной в точке пересечения этой поверхности с клинообразующей плоскостью,а радиус скругления эквидистантной зоны обработки рассчитывается по формуле, мм,2 где- модуль зубчатого колеса- число зубьев на колесе- рабочий зазор между наружным диаметром зубчатого колеса и эквидистантной поверхностью полюсного наконечника,а уплотняющий сектор образован прямой плоскостью, выходящей из конца эквидистантной части и которая максимально приближена к внешнему контуру зубчатого колеса на 0,5 и ограничена в этом месте гранью. На фиг. 1 изображена принципиальная схема устройства для МАО зубчатых колес,вид сбоку на фиг. 2 представлен вид впадины зубчатого колеса на фиг. 3 - вид А на фиг. 2. Устройство для магнитно-абразивной обработки зубчатых колес ширинойвключает механизм вращения обрабатываемой детали 1, механизм создания вдоль оси вращения де 4(на фигурах эти механизмы не показаны) с полюсными наконечниками. Полюсные наконечники имеют по направлению вращения детали клинообразующую 2, эквидистантную 3 и уплотняющую 4 части, причем угол сектора зоны эквидистантной части 3 составляет 60, а углы клинообразующего и уплотняющего секторов в два раза меньше, то есть 30,при этом уголмежду клинообразующей плоскостью и плоскостью касательной к эквидистантной поверхности в точке пересечения ее с клинообразующей плоскостью равенКуп/(2) / к,где Куп - коэффициент уплотнения ФАП во впадине зубчатого колеса (Куп 1,21,3)- ширина впадины зубчатого колеса по диаметру его вершин- ширина впадины зубчатого колеса по диаметру его впадин- высота впадины зубчатого колеса- величина рабочего зазора между диаметром вершин зубатого колеса и поверхностью полюсного наконечника к - расстояние между верхней гранью наконечника и плоскостью касательной к эквидистантной в точке пересечения этой поверхности с клинообразующей плоскостью,а радиус скругления эквидистантной зоны обработки рассчитывается по формуле, мм,2 где- модуль зубчатого колеса- число зубьев на колесе- рабочий зазор между наружным диаметром зубчатого колеса и эквидистантной поверхностью полюсного наконечника. Устройство работает следующим образом. Механизм вращения обрабатываемой детали приводит в движение обрабатываемую деталь (зубчатое колесо) 1 и при помощи механизма создания колебаний электромагнитной системы наконечники совершают возвратнопоступательное движение вдоль оси вращения детали. Зубчатое колесо сверху покрывается ФАП посредством их намагниченности, который вместе с вращающимся зубчатым колесом 1 поступает в клинообразующую часть 2 полюсного наконечника, где происходит наполнение впадин между зубьями порошком посредством вращения детали и уплотняющего воздействия клиновой поверхности. При прохождении зубьями эквидистантной части 3 полюсного наконечника осуществляется обработка впадин между зубьями посредством осциллирующего движения обрабатываемой детали. При прохождении зубьями уплотняющей части 4 полюсного наконечника осуществляется интенсификация МАО зубьев за счет повышения давления ФАП на обрабатываемые поверхности, что существенно повышает производительность технологического процесса. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24B 31/00
Метки: обработки, колес, устройство, зубчатых, магнитно-абразивной
Код ссылки
<a href="https://by.patents.su/6-u6284-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-zubchatyh-koles.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки зубчатых колес</a>
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Лебедев Владимир Яковлевич, Миронов Алексей Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: зубчатых, устройство, магнитно-абразивной, обработки, колес
Текст:
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки зубчатых колёс
Номер патента: U 5742
Опубликовано: 30.12.2009
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: обработки, устройство, колёс, зубчатых, магнитно-абразивной
Текст:
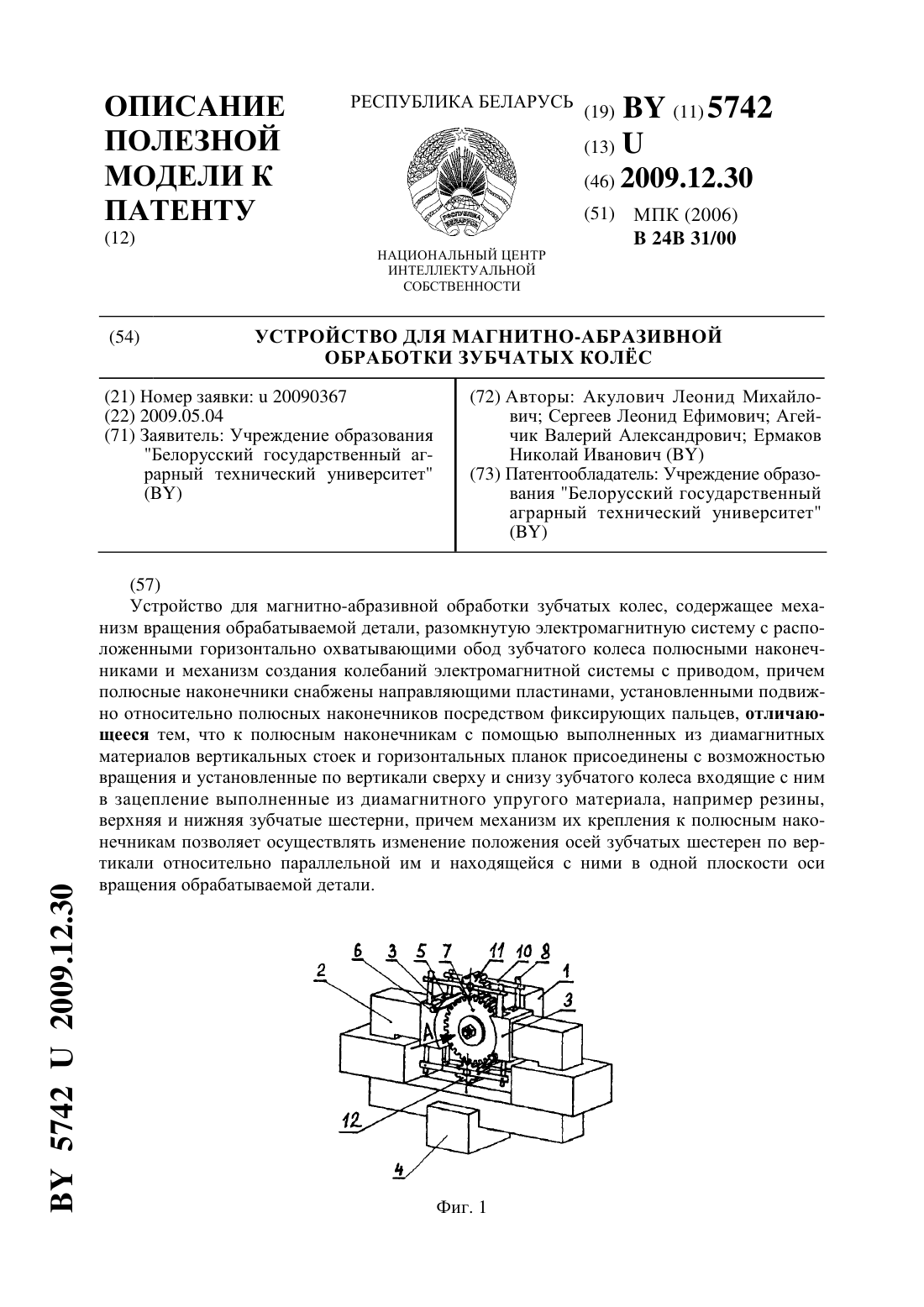
...которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки зубчатых колес, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2135
Опубликовано: 30.09.2005
Авторы: Акулович Леонид Михайлович, Миронов Алексей Михайлович, Ящерицын Петр Иванович, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович, Ракомсин Александр Петрович
МПК: B24B 31/112, B24B 57/00
Метки: магнитно-абразивной, колес, устройство, зубчатых, обработки
Текст:
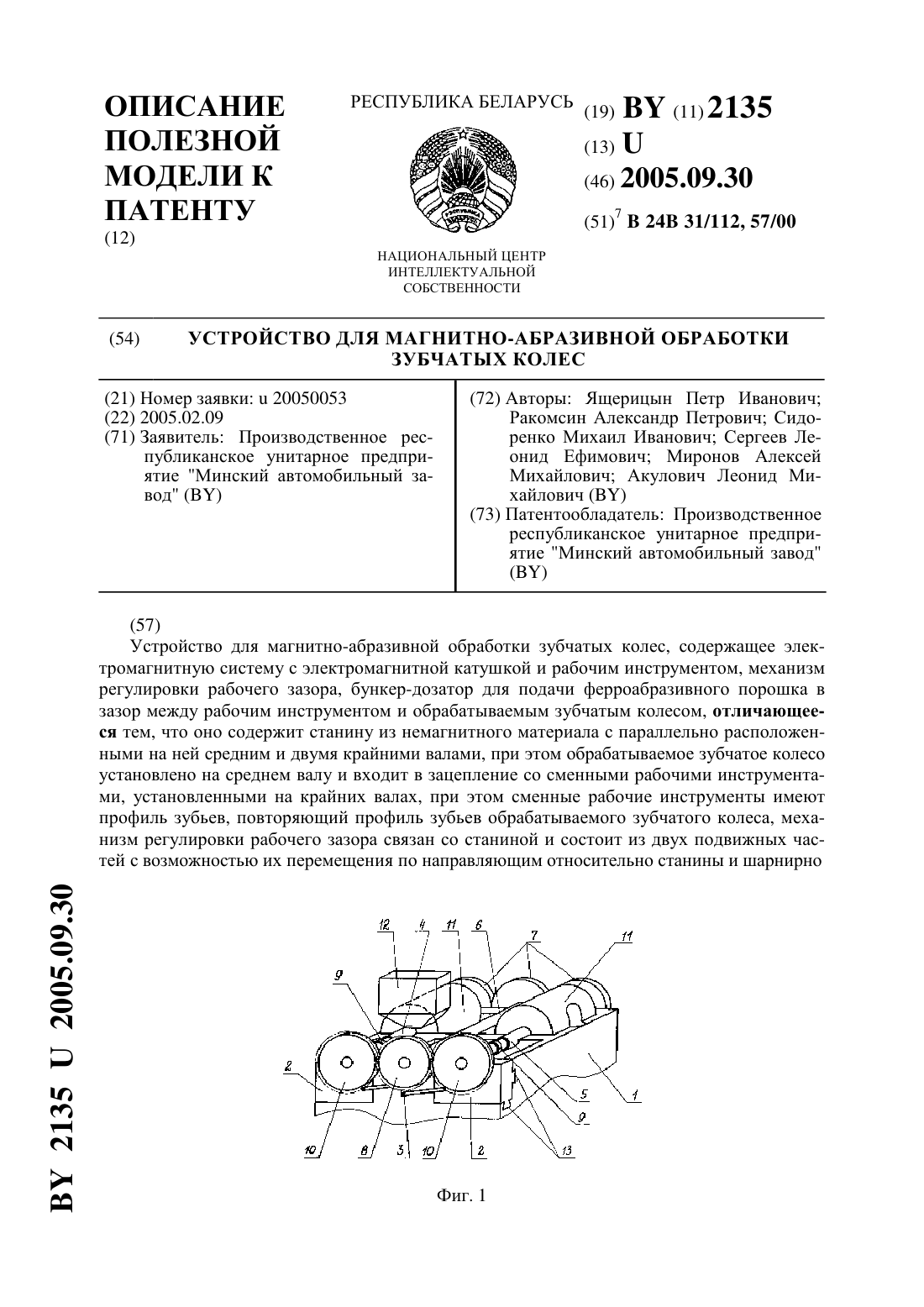
...Задачей предлагаемой полезной модели является повышение производительности и качества обработки. Поставленная задача решается тем, что в устройство для магнитно-абразивной обработки зубчатых колес, содержащем электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом,...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: поверхностей, устройство, цилиндрических, магнитно-абразивной, сложнопрофильной, обработки, универсальное, деталей, поверхностью
Текст:
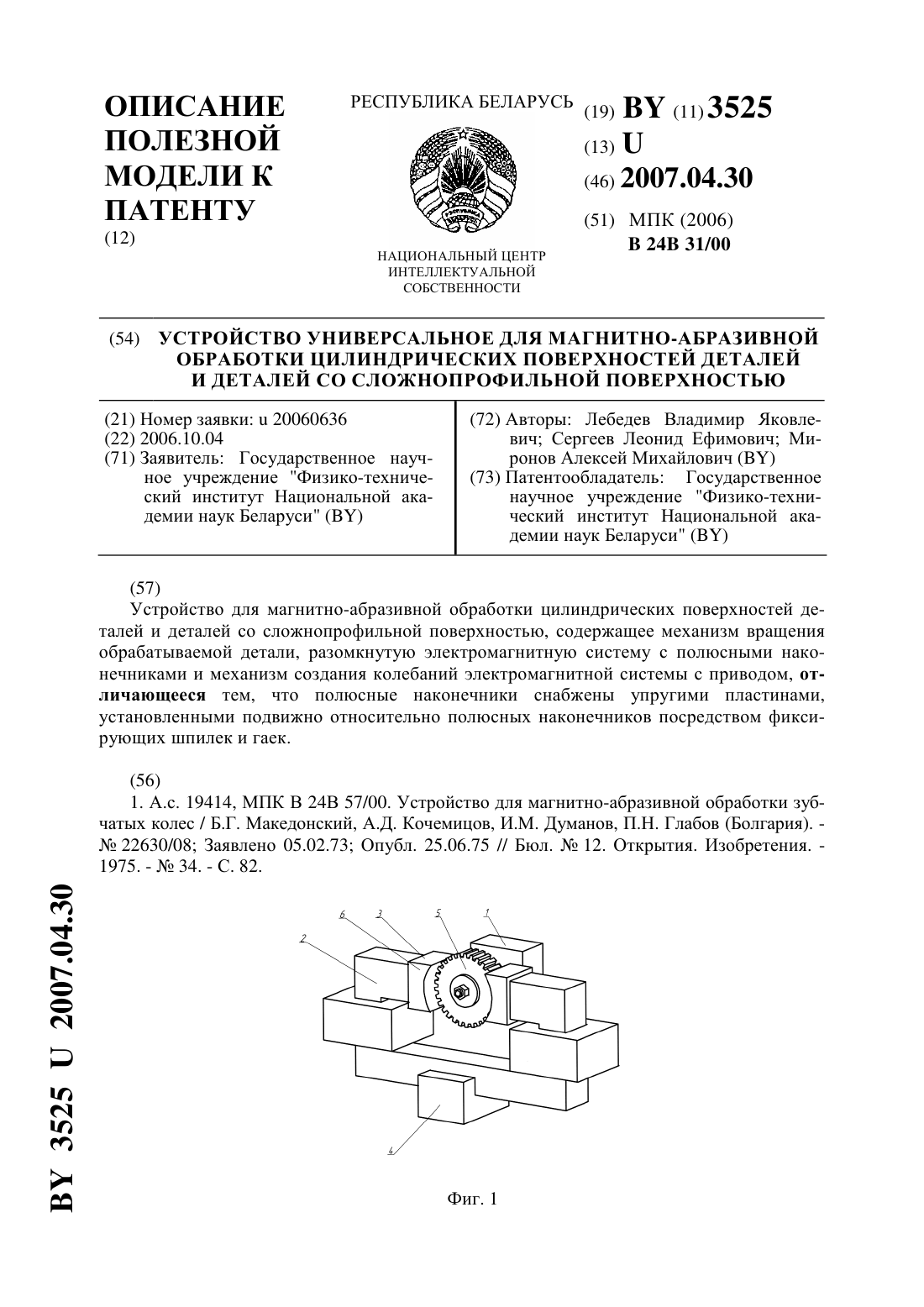
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Федорович Элла Николаевна, Бабич Виталий Евгеньевич, Лебедев Владимир Яковлевич
МПК: B24B 31/00
Метки: деталей, устройство, цилиндрических, обработки, машин, магнитно-абразивной, сложнопрофильных, поверхностей
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Предыдущий патент: Автоматическое программно-управляемое устройство токовой защиты
Следующий патент: Установка для испытания полимерных материалов на абразивный износ
Случайный патент: Баня с устройством для нагрева воды