Устройство для магнитно-абразивной обработки зубчатых колёс
Номер патента: U 5742
Опубликовано: 30.12.2009
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович
Текст
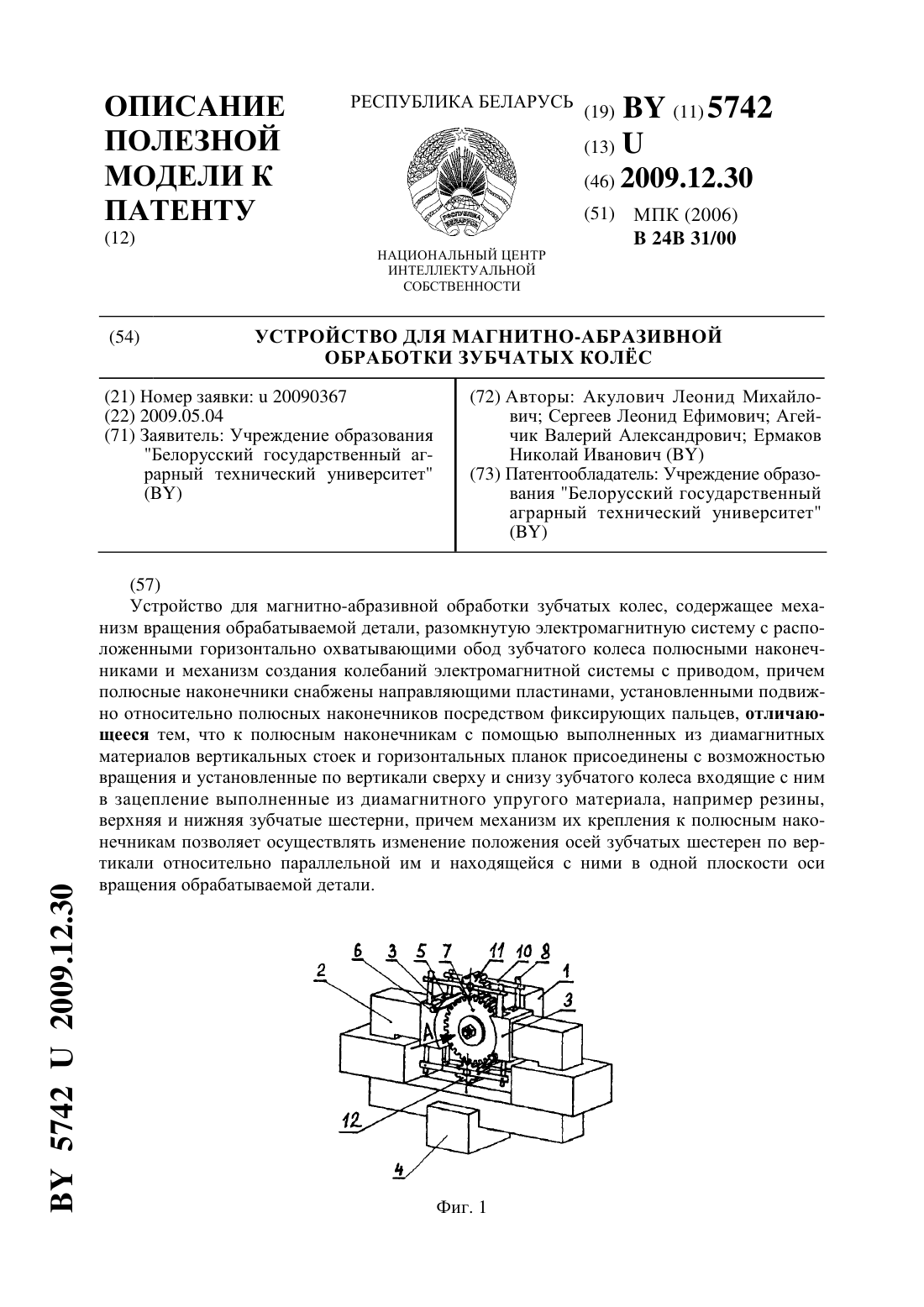
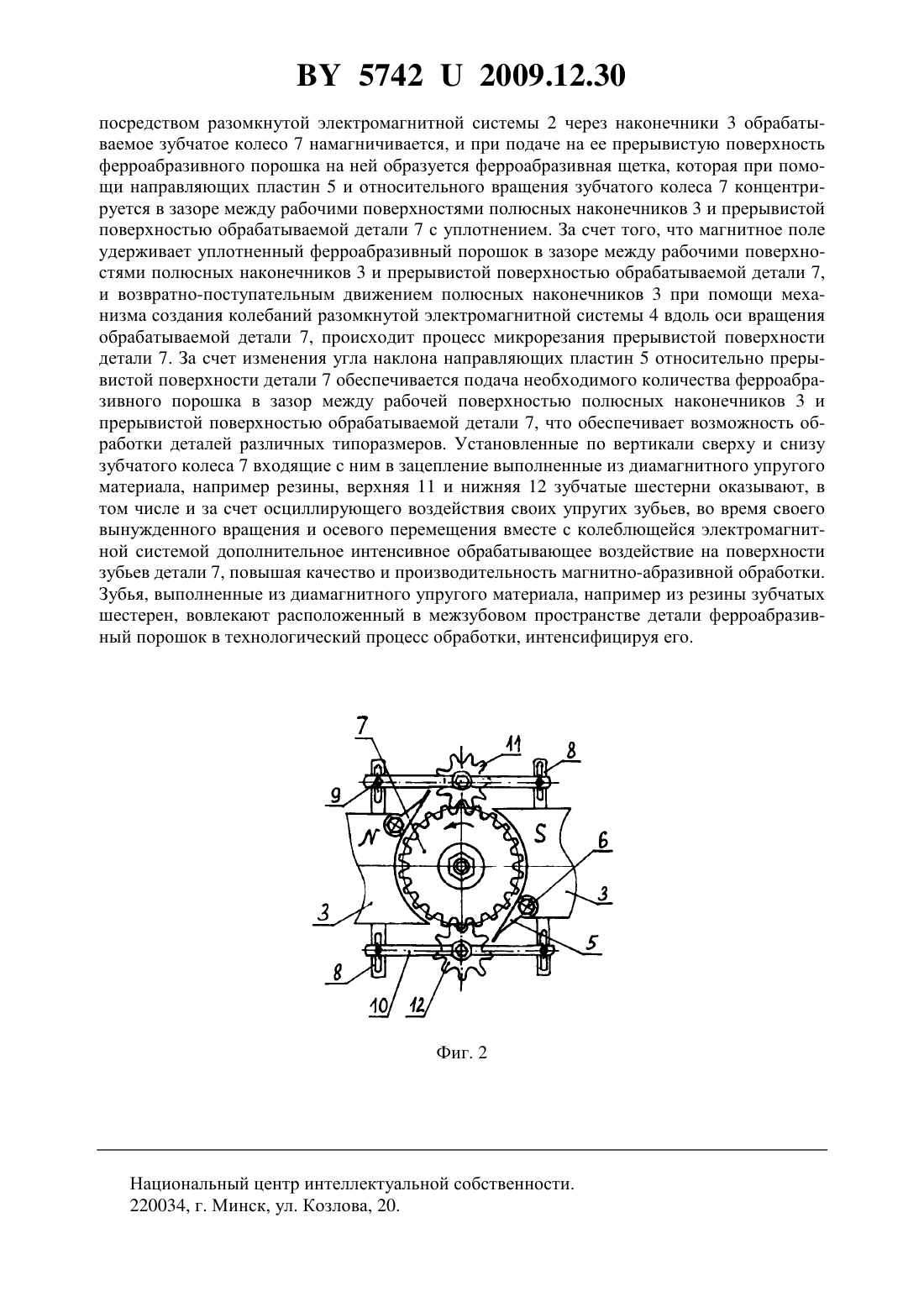
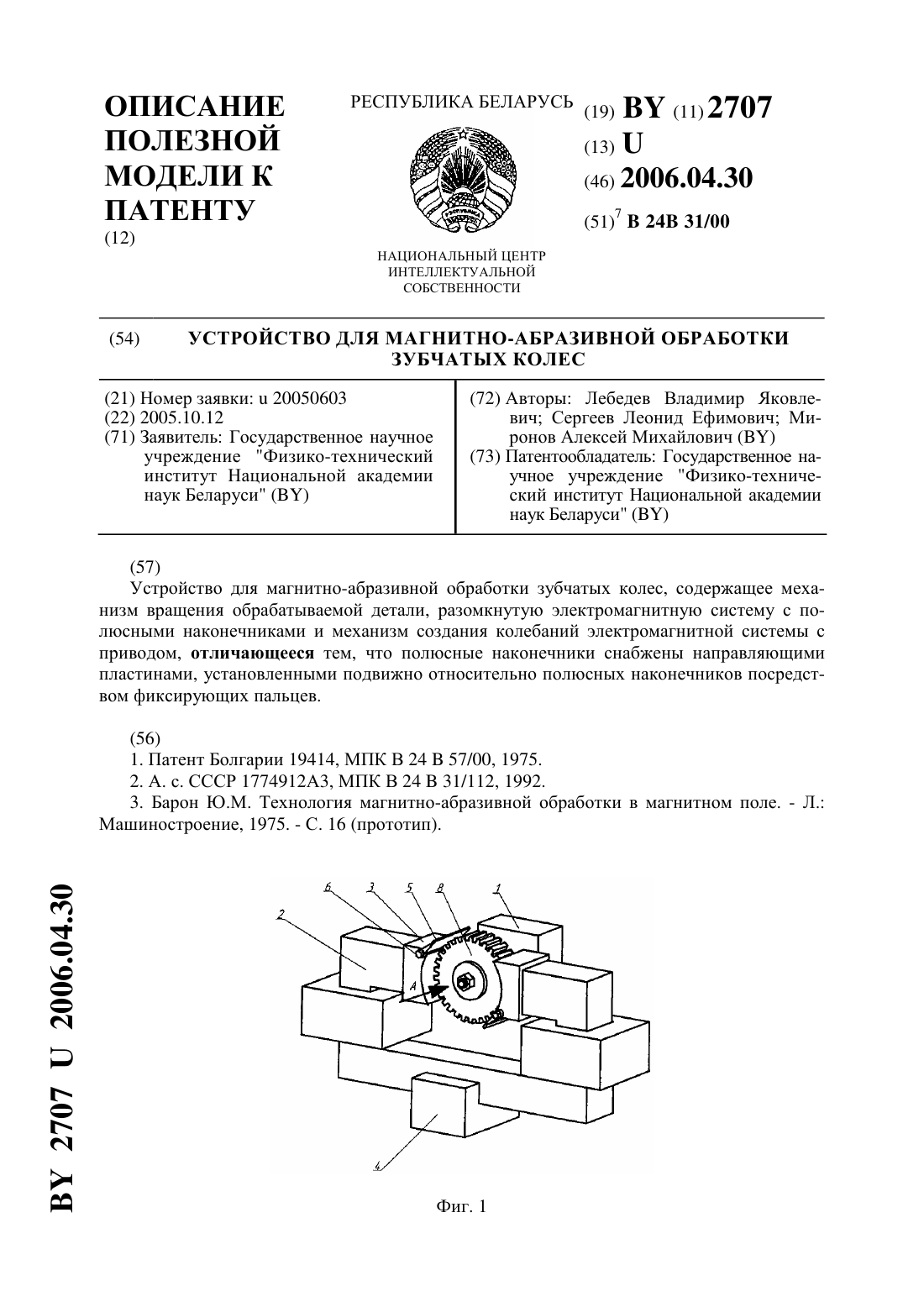
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки зубчатых колес, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев, отличающееся тем, что к полюсным наконечникам с помощью выполненных из диамагнитных материалов вертикальных стоек и горизонтальных планок присоединены с возможностью вращения и установленные по вертикали сверху и снизу зубчатого колеса входящие с ним в зацепление выполненные из диамагнитного упругого материала, например резины,верхняя и нижняя зубчатые шестерни, причем механизм их крепления к полюсным наконечникам позволяет осуществлять изменение положения осей зубчатых шестерен по вертикали относительно параллельной им и находящейся с ними в одной плоскости оси вращения обрабатываемой детали.(56) 1. Патент Болгарии 19414, МПК 24 57/00, 1975. 2. А.с.СССР 1774912 А 3, МПК 24 31/112, 1992. 3. Барон Ю.М. Технология магнитно-абразивной обработки в магнитном поле. - Л. Машиностроение, 1975. - . 16. 4. Патент на полезную модель РБ 2707, МПК 24 31/00, 2006 (прототип). Полезная модель относится к чистовой обработке изделий ферро-абразивным порошком в магнитном поле и может быть использована в различных отраслях машиностроения при обработке зубчатых колес. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее магнитную систему с двумя дисками, установленными на оси из ферромагнитного материала. Для обработки зубчатых колес разных диаметров и с разными модулями предусмотрена возможность перемещения дисков по оси на определенное расстояние друг от друга с последующей их фиксацией. Между дисками расположена электромагнитная катушка. Диски входят в пазы обрабатываемого зубчатого колеса без соприкосновения с зазорами, в которые подается ферроабразивный порошок. При подаче электрического тока на обмотку катушки между дисками, имеющими разную полярность, протекает магнитный поток. При вращении электромагнитной системы относительно зубчатого колеса происходит абразивная обработка 1. В известном устройстве имеет место неравномерность распределения ферроабразивного порошка на периферийной части дисков, что не обеспечивает достаточной производительности и качества обработки. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее магнитную систему с обращенными друг к другу чашечными полюсными наконечниками с боковой рабочей поверхностью, закрепленными на связанной с приводом вращения немагнитной оси, и диск из ферромагнитного материала, установленный между полюсными наконечниками и отделенный от них немагнитными вставками, наружный диаметр которых равен наружному диаметру полюсных наконечников, наружный диаметр диска равен наружному диаметру полюсных наконечников, боковая поверхность полюсных наконечников, диска и немагнитных вставок выполнена в виде профилированной винтовой канавки, образующей рабочую поверхность, а толщина диска равна половине шага винтовой канавки 2. В таком устройстве имеет место неравномерность обработки рабочей поверхности зубчатых колес, что не обеспечивает достаточной производительности и качества обработки. Известно устройство для магнитно-абразивной обработки наружных цилиндрических поверхностей, которое содержит механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы, имеющий привод 3. Недостатком такого устройства является невозможность обработки впадин зубчатого колеса, так как силовые линии поля и, как следствие, ферроабразивный порошок концентрируются только на наружной поверхности и на кромках зубьев, и вследствие относительного скольжения происходит микрорезание только наружной поверхности и кромок. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев 4. 2 57422009.12.30 Такое устройство не обеспечивает производительную и качественную магнитноабразивную обработку цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. При этом определенная доля ферроабразивного порошка по причине перебега из одного рабочего зазора в другой по причине ее захвата межзубными впадинами не участвует в процессе микрорезания. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки зубчатых колес, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев, где к полюсным наконечникам с помощью выполненных из диамагнитных материалов вертикальных стоек и горизонтальных планок присоединены с возможностью вращения и установленные по вертикали сверху и снизу зубчатого колеса входящие с ним в зацепление выполненные из диамагнитного упругого материала, например резины, верхняя и нижняя зубчатые шестерни, причем механизм их крепления к полюсным наконечникам позволяет осуществлять изменение положения осей зубчатых шестерен по вертикали относительно параллельной им и находящейся с ними в одной плоскости оси вращения обрабатываемой детали. На фиг. 1 изображен общий вид устройства на фиг. 2 изображен вид спереди А на фиг. 1. Устройство для магнитно-абразивной обработки зубчатых колес включает механизм вращения обрабатываемой детали 1, разомкнутую электромагнитную систему 2 с полюсными наконечниками 3 и механизм создания колебаний электромагнитной системы с приводом 4. Полюсные наконечники 3 электромагнитной системы 2 снабжены направляющими пластинами 5, установленными подвижно относительно полюсных наконечников 3 посредством болтовых соединений 6. Между полюсными наконечниками 3 устанавливается обрабатываемая деталь 7. К полюсным наконечникам 3 с помощью прикрепленных к ним винтами (на фиг. не показаны) выполненных из диамагнитных материалов вертикальных стоек 8 с пазами и присоединенных к ним с помощью выполненных из диамагнитных материалов болтовых соединений 9 горизонтальных планок 10 присоединены с возможностью вращения и установленные по вертикали сверху и снизу зубчатого колеса 7 входящие с ним в зацепление выполненные из диамагнитного упругого материала, например резины, верхняя 11 и нижняя 12 зубчатые шестерни, причем механизм их крепления к полюсным наконечникам с помощью пазов вертикальных стоек 8 позволяет осуществлять изменение положения осей зубчатых шестерен 11 и 12 по вертикали относительно параллельной им и находящейся с ними в одной плоскости оси вращения обрабатываемой детали в виде зубчатого колеса 7. Устройство работает следующим образом. Механизм вращения обрабатываемой детали 1 приводит в движение обрабатываемую деталь (зубчатое колесо) 7 и при помощи механизма создания колебаний электромагнитной системы 4 наконечники 3 совершают возвратно-поступательное движение вдоль оси вращения детали 7. При помощи болтового соединения 6 направляющие пластины 5 закрепляются на полюсных наконечниках 3 на необходимом расстоянии от обрабатываемой детали 7 под углом к ее наружной поверхности, образуя клин между обрабатываемой деталью 7 и направляющими пластинами 5. Верхняя 11 и нижняя 12 зубчатые шестерни с помощью болтовых соединений 9 устанавливаются с небольшими межосевыми зазорами с находящимся с ними в зацеплении зубчатым колесом 7. В процессе прохождения магнитного потока через зубчатое колесо 7 3 57422009.12.30 посредством разомкнутой электромагнитной системы 2 через наконечники 3 обрабатываемое зубчатое колесо 7 намагничивается, и при подаче на ее прерывистую поверхность ферроабразивного порошка на ней образуется ферроабразивная щетка, которая при помощи направляющих пластин 5 и относительного вращения зубчатого колеса 7 концентрируется в зазоре между рабочими поверхностями полюсных наконечников 3 и прерывистой поверхностью обрабатываемой детали 7 с уплотнением. За счет того, что магнитное поле удерживает уплотненный ферроабразивный порошок в зазоре между рабочими поверхностями полюсных наконечников 3 и прерывистой поверхностью обрабатываемой детали 7,и возвратно-поступательным движением полюсных наконечников 3 при помощи механизма создания колебаний разомкнутой электромагнитной системы 4 вдоль оси вращения обрабатываемой детали 7, происходит процесс микрорезания прерывистой поверхности детали 7. За счет изменения угла наклона направляющих пластин 5 относительно прерывистой поверхности детали 7 обеспечивается подача необходимого количества ферроабразивного порошка в зазор между рабочей поверхностью полюсных наконечников 3 и прерывистой поверхностью обрабатываемой детали 7, что обеспечивает возможность обработки деталей различных типоразмеров. Установленные по вертикали сверху и снизу зубчатого колеса 7 входящие с ним в зацепление выполненные из диамагнитного упругого материала, например резины, верхняя 11 и нижняя 12 зубчатые шестерни оказывают, в том числе и за счет осциллирующего воздействия своих упругих зубьев, во время своего вынужденного вращения и осевого перемещения вместе с колеблющейся электромагнитной системой дополнительное интенсивное обрабатывающее воздействие на поверхности зубьев детали 7, повышая качество и производительность магнитно-абразивной обработки. Зубья, выполненные из диамагнитного упругого материала, например из резины зубчатых шестерен, вовлекают расположенный в межзубовом пространстве детали ферроабразивный порошок в технологический процесс обработки, интенсифицируя его. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: зубчатых, колёс, магнитно-абразивной, устройство, обработки
Код ссылки
<a href="https://by.patents.su/4-u5742-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-zubchatyh-kolyos.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки зубчатых колёс</a>
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Лебедев Владимир Яковлевич, Миронов Алексей Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: зубчатых, магнитно-абразивной, обработки, колес, устройство
Текст:
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2135
Опубликовано: 30.09.2005
Авторы: Сидоренко Михаил Иванович, Ракомсин Александр Петрович, Ящерицын Петр Иванович, Миронов Алексей Михайлович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович
МПК: B24B 31/112, B24B 57/00
Метки: зубчатых, колес, магнитно-абразивной, устройство, обработки
Текст:
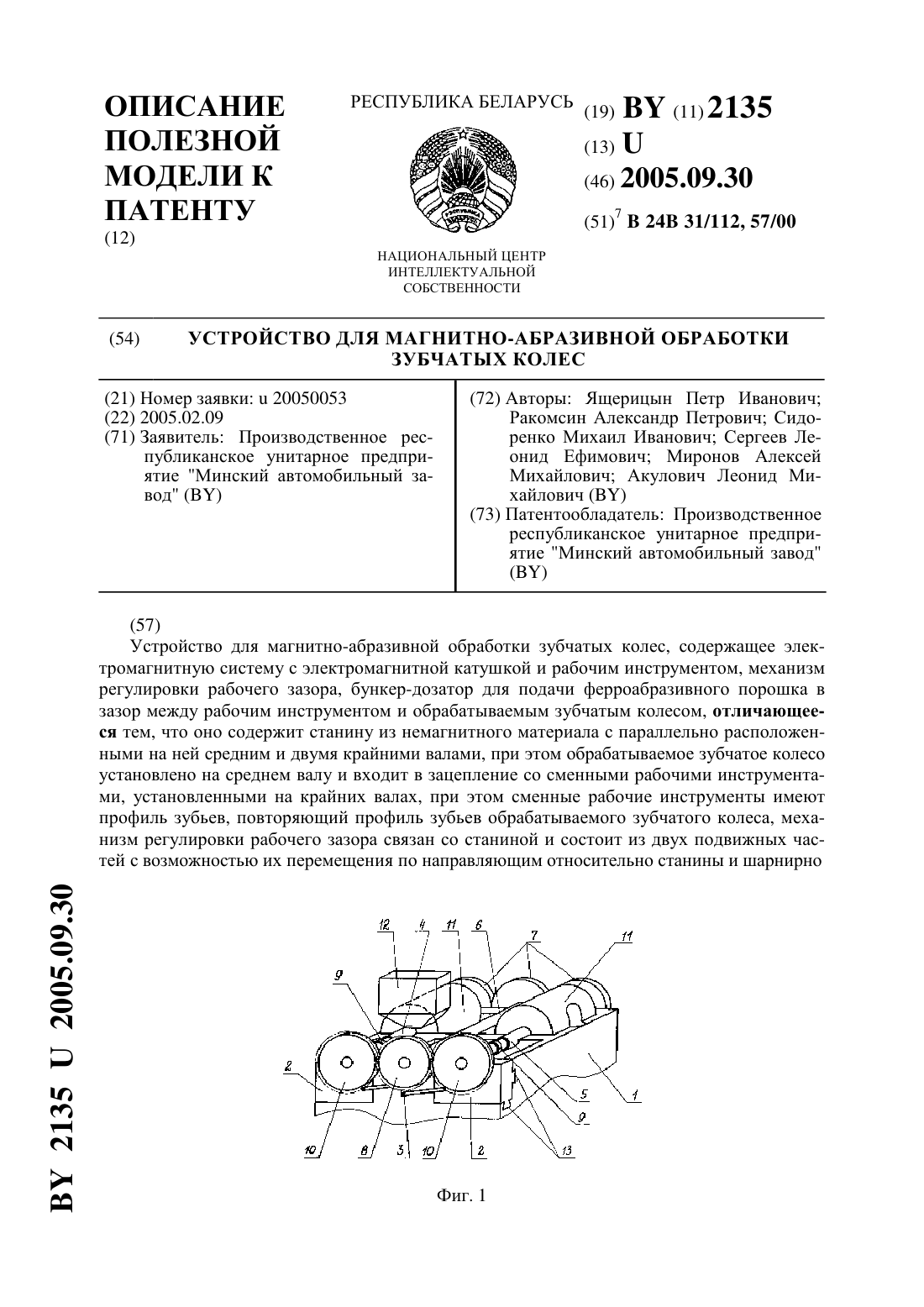
...Задачей предлагаемой полезной модели является повышение производительности и качества обработки. Поставленная задача решается тем, что в устройство для магнитно-абразивной обработки зубчатых колес, содержащем электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом,...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Бабич Виталий Евгеньевич, Лебедев Владимир Яковлевич, Федорович Элла Николаевна
МПК: B24B 31/00
Метки: цилиндрических, обработки, поверхностей, деталей, устройство, машин, магнитно-абразивной, сложнопрофильных
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Миронов Алексей Михайлович, Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич
МПК: B24B 31/00
Метки: поверхностью, обработки, цилиндрических, сложнопрофильной, устройство, поверхностей, магнитно-абразивной, универсальное, деталей
Текст:
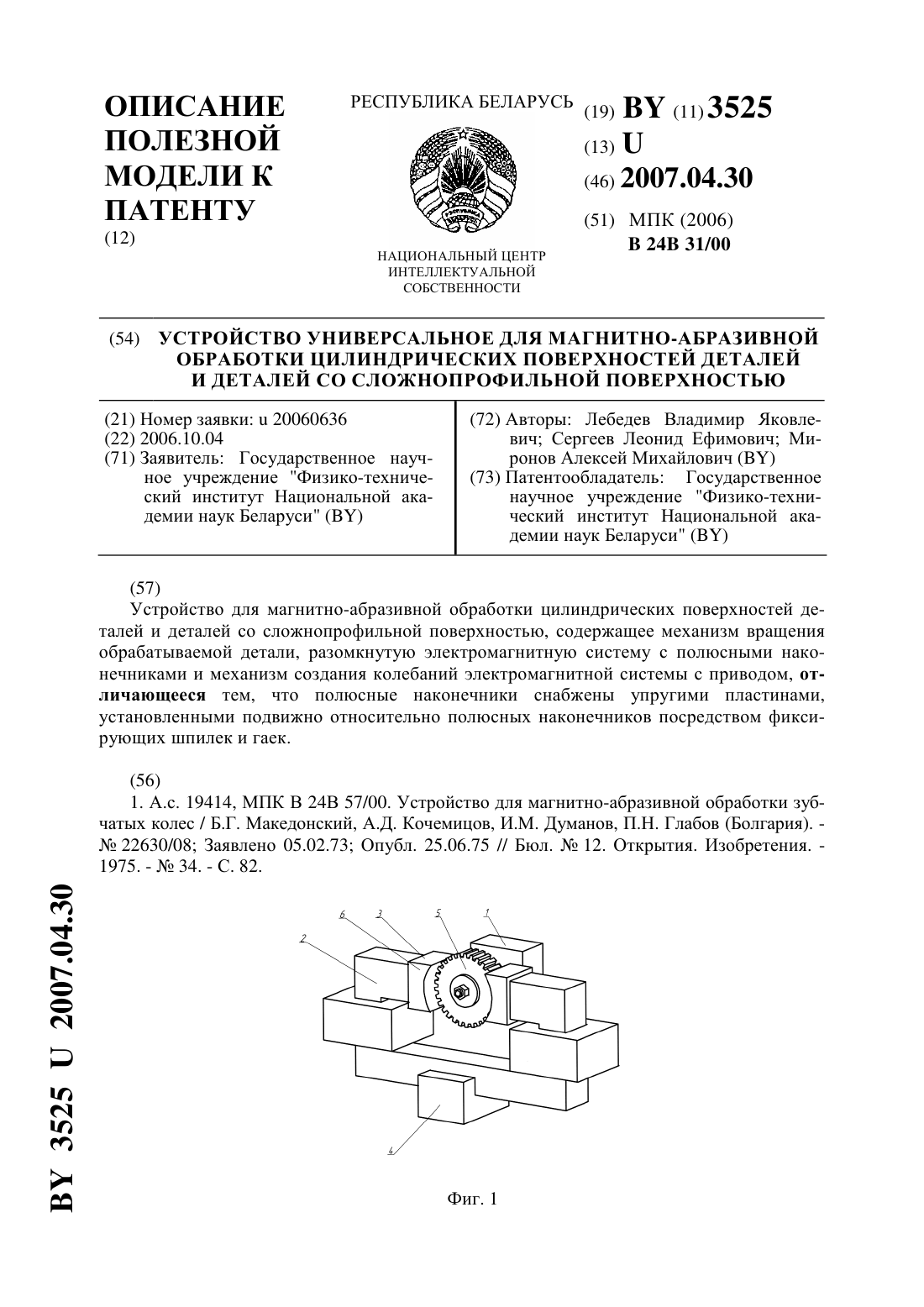
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для магнитно-абразивной обработки прутков и проволоки
Номер патента: U 5671
Опубликовано: 30.10.2009
Авторы: Ермаков Николай Иванович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
МПК: B21B 45/04, B21C 43/00
Метки: прутков, магнитно-абразивной, проволоки, устройство, обработки
Текст:
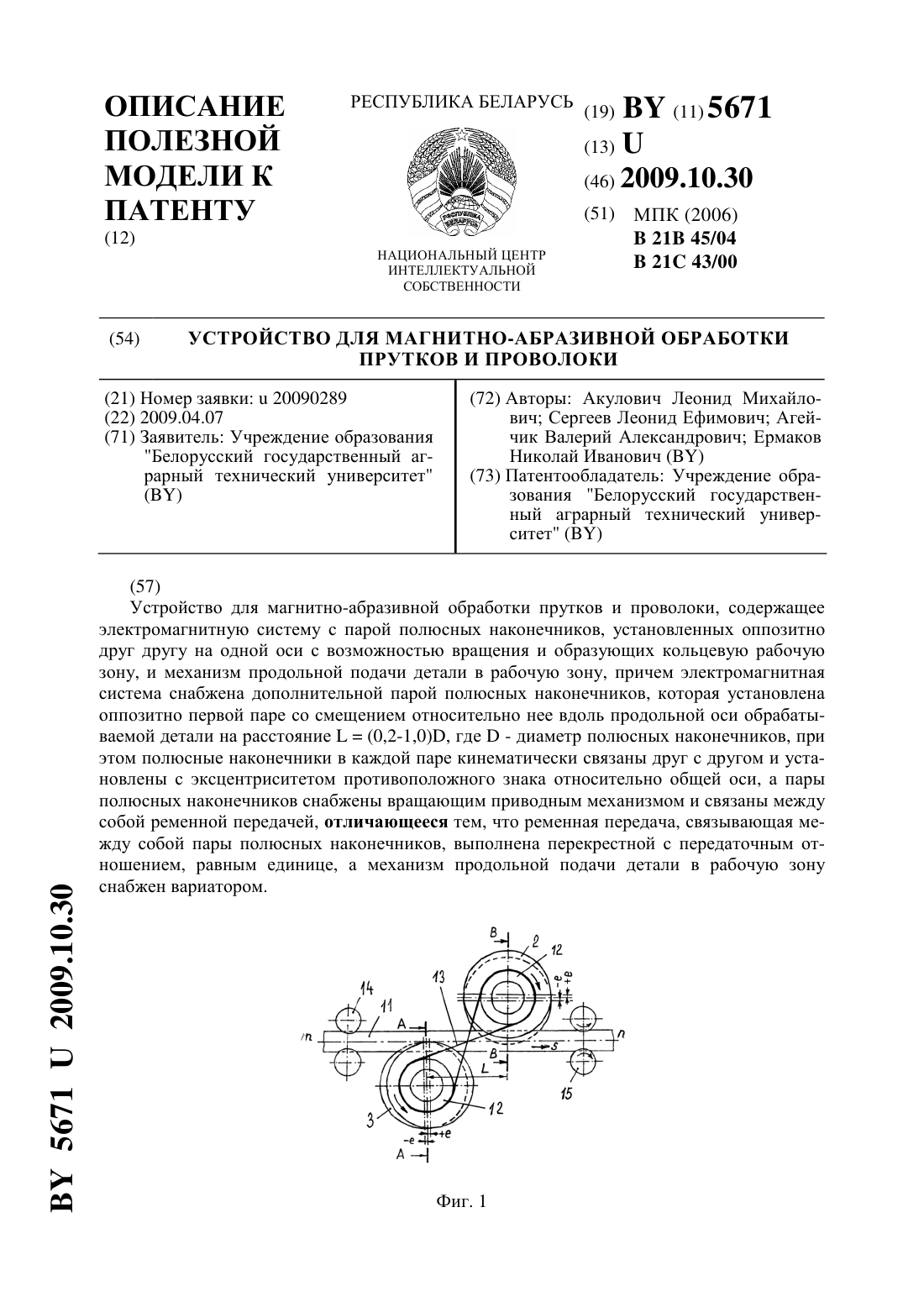
...наконечников, выполнена перекрестной с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую зону снабжен вариатором. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутков и проволоки от окисных пленок и слоев окалины вследствие установленной, в зависимости от степени плотности и толщины пленок покрытия прутков и...
Предыдущий патент: Отопительно-вентиляционная система
Следующий патент: Правило
Случайный патент: Робастный автопилот канала тангажа летательного аппарата