Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин
Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Бабич Виталий Евгеньевич, Федорович Элла Николаевна, Лебедев Владимир Яковлевич

Текст
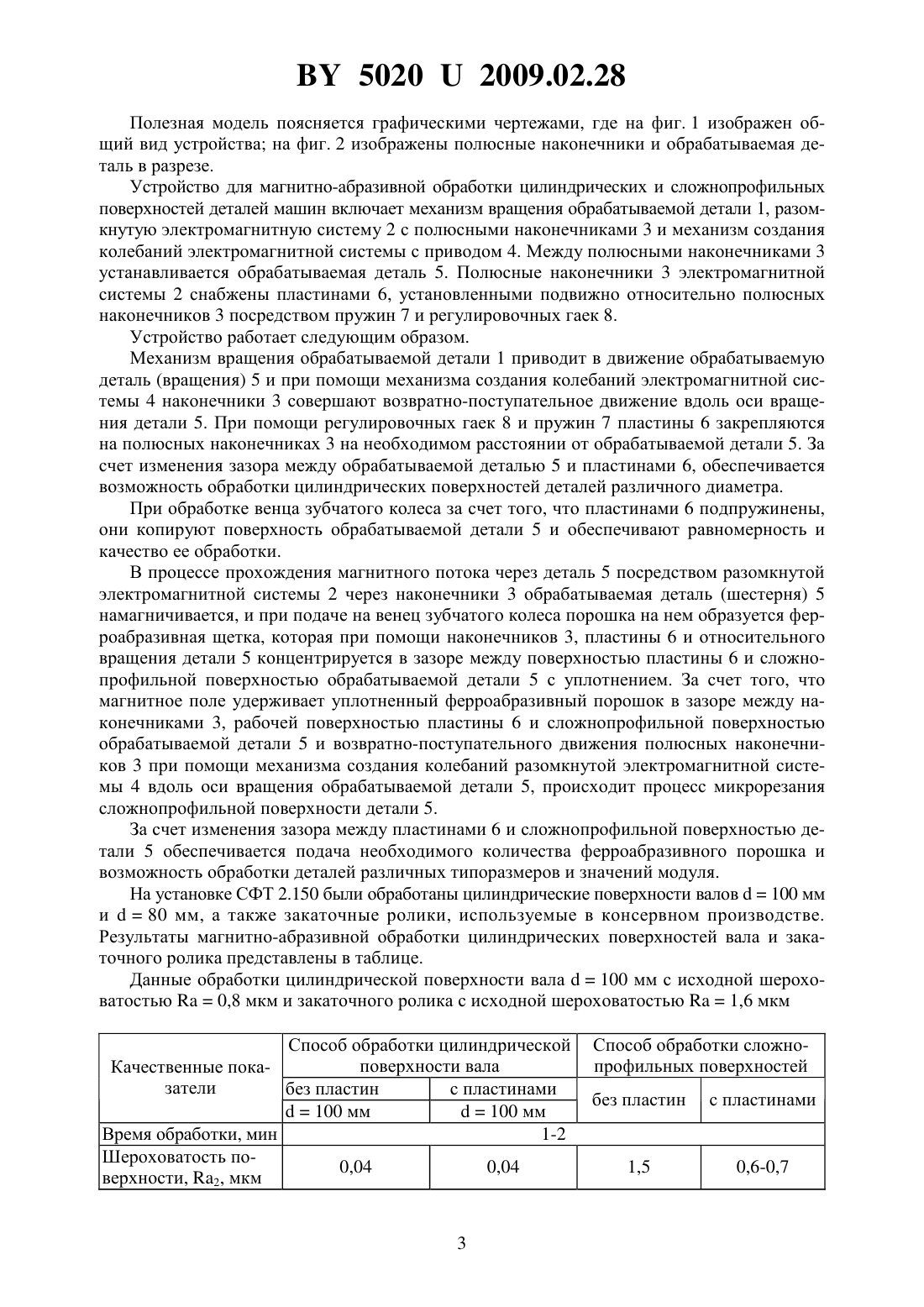
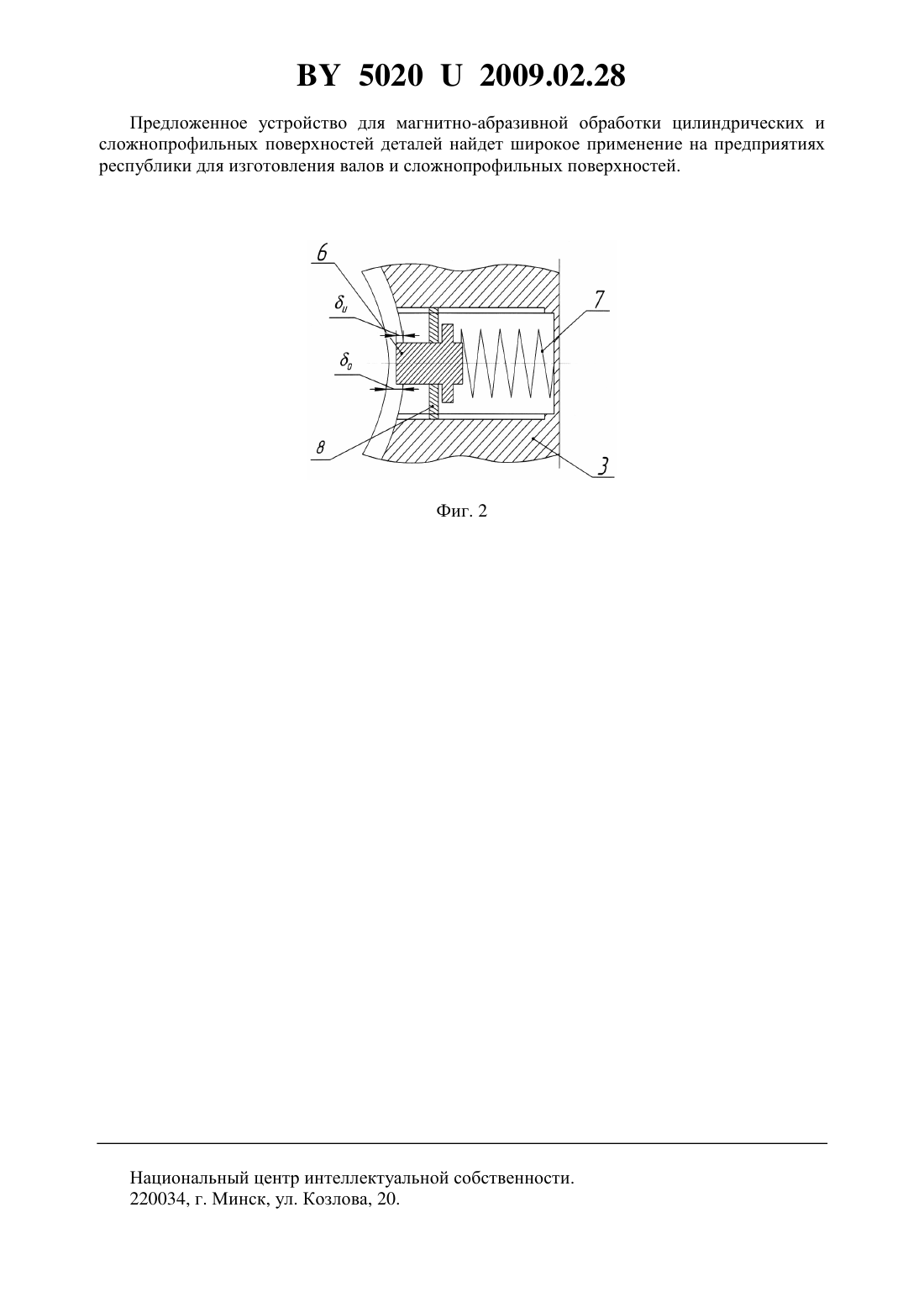
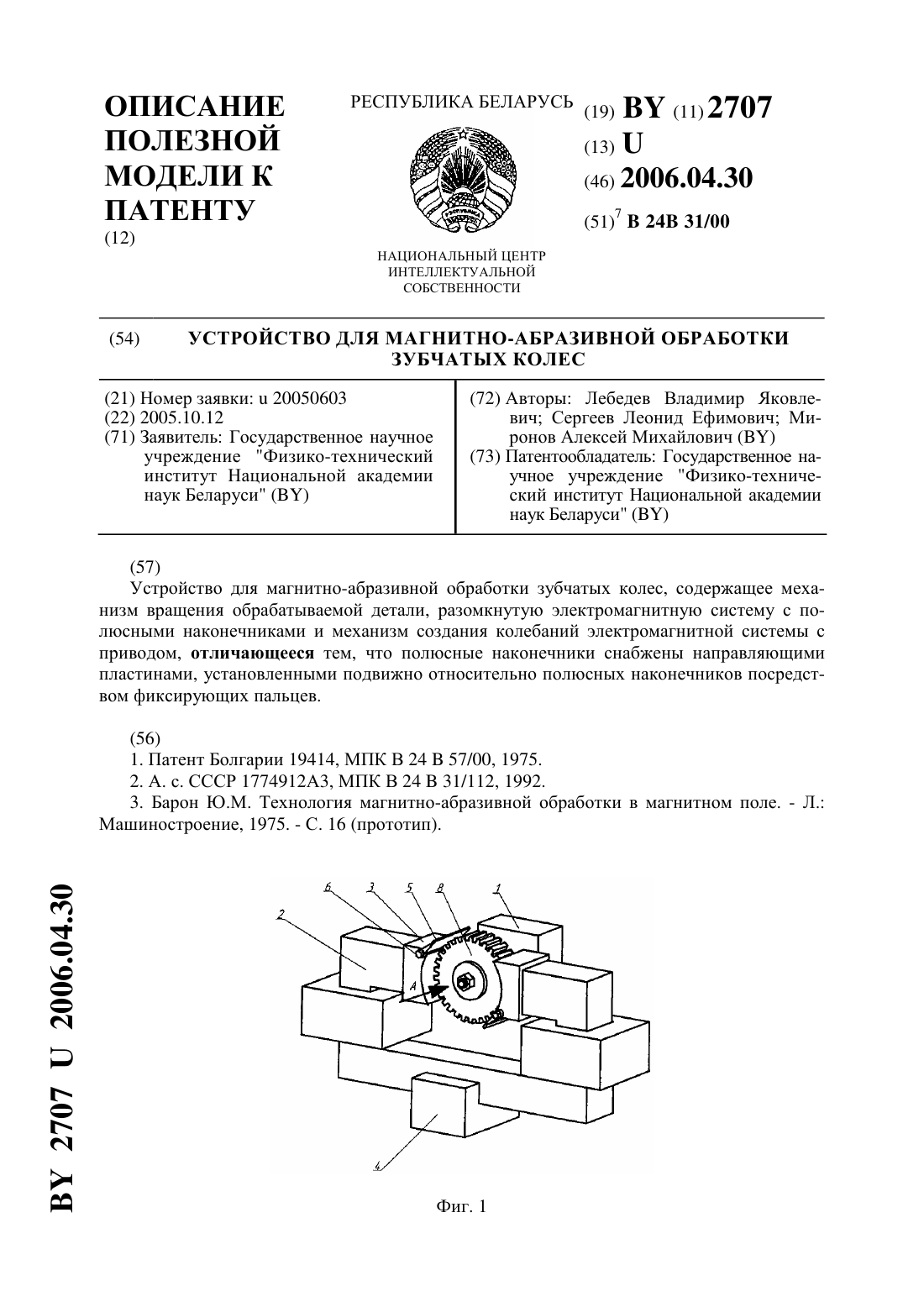
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Лебедев Владимир Яковлевич Федорович Элла Николаевна Бабич Виталий Евгеньевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, отличающееся тем, что полюсные наконечники снабжены пластинами, установленными подвижно относительно полюсных наконечников посредством пружин и регулировочных гаек.(56) 1. А.с. Р 19414, МПК В 24 В 57/00, 1975. 2. А.с. СССР 1774912 3, МПК В 24 В 31/112, 1992. 3. Барон Ю.М. Технология абразивной обработки в магнитном поле. - Л. Машиностроение, 1975. - С. 16 (прототип). 50202009.02.28 Предлагаемое техническое решение относится к чистовой обработке изделий ферроабразивным порошком в магнитном поле и может быть использовано в различных отраслях машиностроения при обработке цилиндрических поверхностей деталей типа вал, а также венцов зубчатых колес. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее магнитную систему с двумя дисками, установленными на оси из ферромагнитного материала. Для обработки зубчатых колес разных диаметров и с разными модулями предусмотрена возможность перемещения дисков по оси на определенное расстояние друг от друга с последующей их фиксацией. Между дисками расположена электромагнитная катушка. Диски входят в пазы обрабатываемого зубчатого колеса без соприкосновения с зазорами, в которые подается ферроабразивный порошок. При подаче электрического тока на обмотку катушки между дисками, имеющими разную полярность, протекает магнитный поток. При вращении электромагнитной системы относительно зубчатого колеса происходит абразивная обработка 1. Недостатком данного устройства является неравномерность распределения ферроабразивного порошка на периферийной части дисков, что приводит к снижению производительности и качества обработки поверхности. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее магнитную систему с обращенными друг к другу чашечными полюсными наконечниками с боковой рабочей поверхностью, закрепленными на связанной с приводом вращения немагнитной оси, и диск из ферромагнитного материала, установленный между полюсными наконечниками и отделенный от них немагнитными вставками, наружный диаметр которых равен наружному диметру полюсных наконечников, наружный диаметр диска равен наружному диаметру полюсных наконечников, боковая поверхность полюсных наконечников, диска и немагнитных вставок выполнена в виде профилированной винтовой канавки, образующей рабочую поверхность, а толщина диска равна половине шага винтовой канавки 2. Недостатком данного устройства является неравномерность обработки рабочей поверхности зубчатых колес, что приводит к снижению производительности и качества обработки, а также не обеспечивается возможность обработки деталей различного диаметра. Наиболее близким техническим решением к предложенной полезной модели является устройство для магнитно-абразивной обработки наружных цилиндрических поверхностей деталей. Устройство содержит механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы, имеющий привод 3. Недостатком данного устройства является то, что данное устройство обеспечивает возможность обработки детали только одного диаметра, а обработка венца зубчатых колес не возможна, так как силовые линии поля и, как следствие, ферроабразивный порошок концентрируются только на наружной поверхности и на кромках зубьев и вследствие относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены пластинами, установленными подвижно относительно полюсных наконечников посредством пружин и регулировочных гаек. 2 50202009.02.28 Полезная модель поясняется графическими чертежами, где на фиг. 1 изображен общий вид устройства на фиг. 2 изображены полюсные наконечники и обрабатываемая деталь в разрезе. Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин включает механизм вращения обрабатываемой детали 1, разомкнутую электромагнитную систему 2 с полюсными наконечниками 3 и механизм создания колебаний электромагнитной системы с приводом 4. Между полюсными наконечниками 3 устанавливается обрабатываемая деталь 5. Полюсные наконечники 3 электромагнитной системы 2 снабжены пластинами 6, установленными подвижно относительно полюсных наконечников 3 посредством пружин 7 и регулировочных гаек 8. Устройство работает следующим образом. Механизм вращения обрабатываемой детали 1 приводит в движение обрабатываемую деталь (вращения) 5 и при помощи механизма создания колебаний электромагнитной системы 4 наконечники 3 совершают возвратно-поступательное движение вдоль оси вращения детали 5. При помощи регулировочных гаек 8 и пружин 7 пластины 6 закрепляются на полюсных наконечниках 3 на необходимом расстоянии от обрабатываемой детали 5. За счет изменения зазора между обрабатываемой деталью 5 и пластинами 6, обеспечивается возможность обработки цилиндрических поверхностей деталей различного диаметра. При обработке венца зубчатого колеса за счет того, что пластинами 6 подпружинены,они копируют поверхность обрабатываемой детали 5 и обеспечивают равномерность и качество ее обработки. В процессе прохождения магнитного потока через деталь 5 посредством разомкнутой электромагнитной системы 2 через наконечники 3 обрабатываемая деталь (шестерня) 5 намагничивается, и при подаче на венец зубчатого колеса порошка на нем образуется ферроабразивная щетка, которая при помощи наконечников 3, пластины 6 и относительного вращения детали 5 концентрируется в зазоре между поверхностью пластины 6 и сложнопрофильной поверхностью обрабатываемой детали 5 с уплотнением. За счет того, что магнитное поле удерживает уплотненный ферроабразивный порошок в зазоре между наконечниками 3, рабочей поверхностью пластины 6 и сложнопрофильной поверхностью обрабатываемой детали 5 и возвратно-поступательного движения полюсных наконечников 3 при помощи механизма создания колебаний разомкнутой электромагнитной системы 4 вдоль оси вращения обрабатываемой детали 5, происходит процесс микрорезания сложнопрофильной поверхности детали 5. За счет изменения зазора между пластинами 6 и сложнопрофильной поверхностью детали 5 обеспечивается подача необходимого количества ферроабразивного порошка и возможность обработки деталей различных типоразмеров и значений модуля. На установке СФТ 2.150 были обработаны цилиндрические поверхности валов 100 мм и 80 мм, а также закаточные ролики, используемые в консервном производстве. Результаты магнитно-абразивной обработки цилиндрических поверхностей вала и закаточного ролика представлены в таблице. Данные обработки цилиндрической поверхности вала 100 мм с исходной шероховатостью 0,8 мкм и закаточного ролика с исходной шероховатостью 1,6 мкм Способ обработки цилиндрической поверхности вала Качественные показатели без пластин с пластинами 100 мм 100 мм Время обработки, мин 1-2 Шероховатость по 0,04 0,04 верхности, 2, мкм Способ обработки сложнопрофильных поверхностей без пластин 50202009.02.28 Предложенное устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей найдет широкое применение на предприятиях республики для изготовления валов и сложнопрофильных поверхностей. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: устройство, машин, сложнопрофильных, поверхностей, цилиндрических, обработки, деталей, магнитно-абразивной
Код ссылки
<a href="https://by.patents.su/4-u5020-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-cilindricheskih-i-slozhnoprofilnyh-poverhnostejj-detalejj-mashin.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин</a>
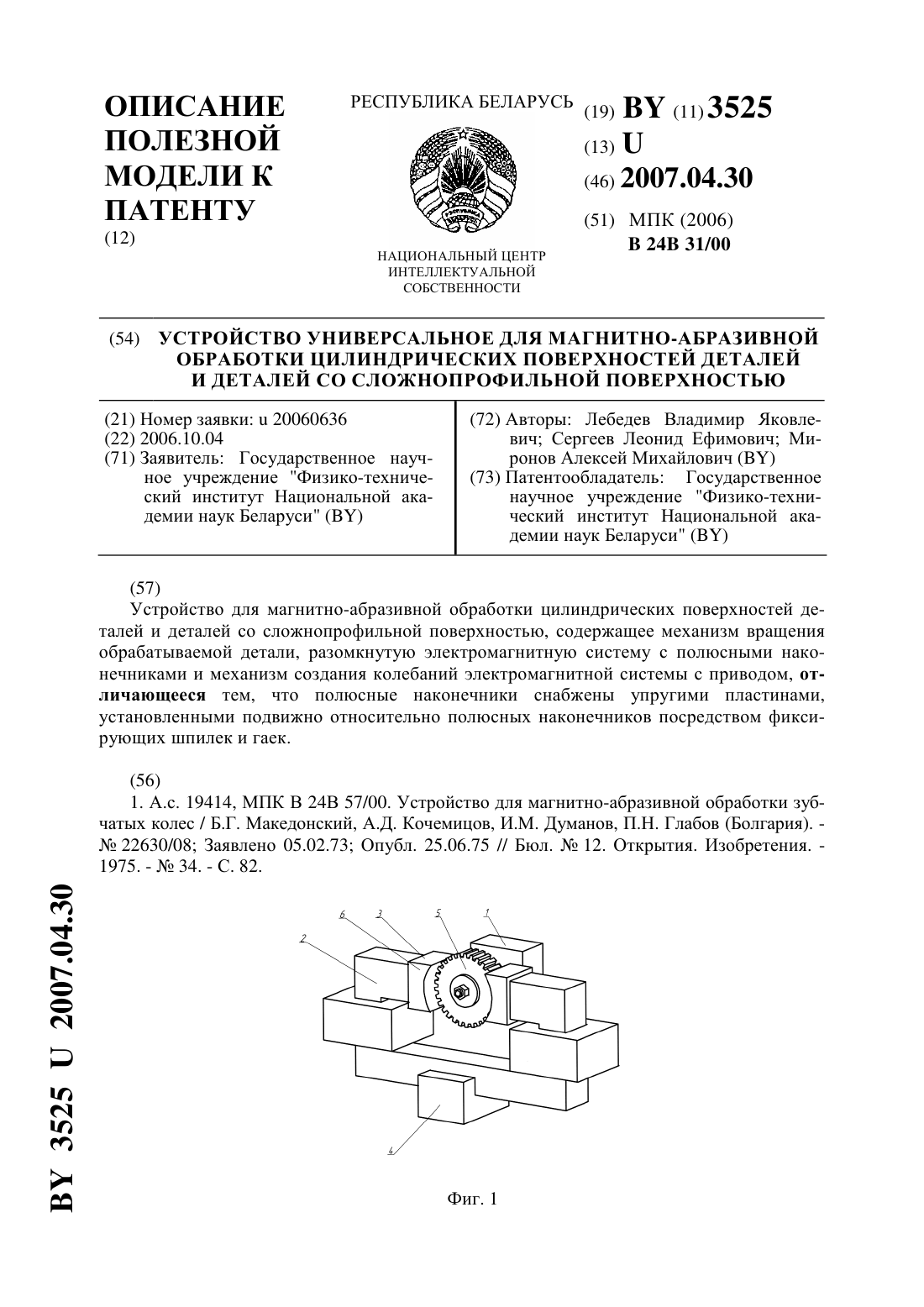
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Миронов Алексей Михайлович, Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич
МПК: B24B 31/00
Метки: обработки, сложнопрофильной, магнитно-абразивной, устройство, деталей, универсальное, поверхностью, поверхностей, цилиндрических
Текст:
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Сергеев Леонид Ефимович, Миронов Алексей Михайлович, Лебедев Владимир Яковлевич
МПК: B24B 31/00
Метки: магнитно-абразивной, обработки, устройство, зубчатых, колес
Текст:
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки деталей
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Ракомсин Александр Петрович, Ящерицын Петр Иванович, Сергеев Леонид Ефимович, Гулецкий Владимир Алексеевич, Сидоренко Михаил Иванович
МПК: B24B 31/10
Метки: устройство, магнитно-абразивной, деталей, обработки
Текст:
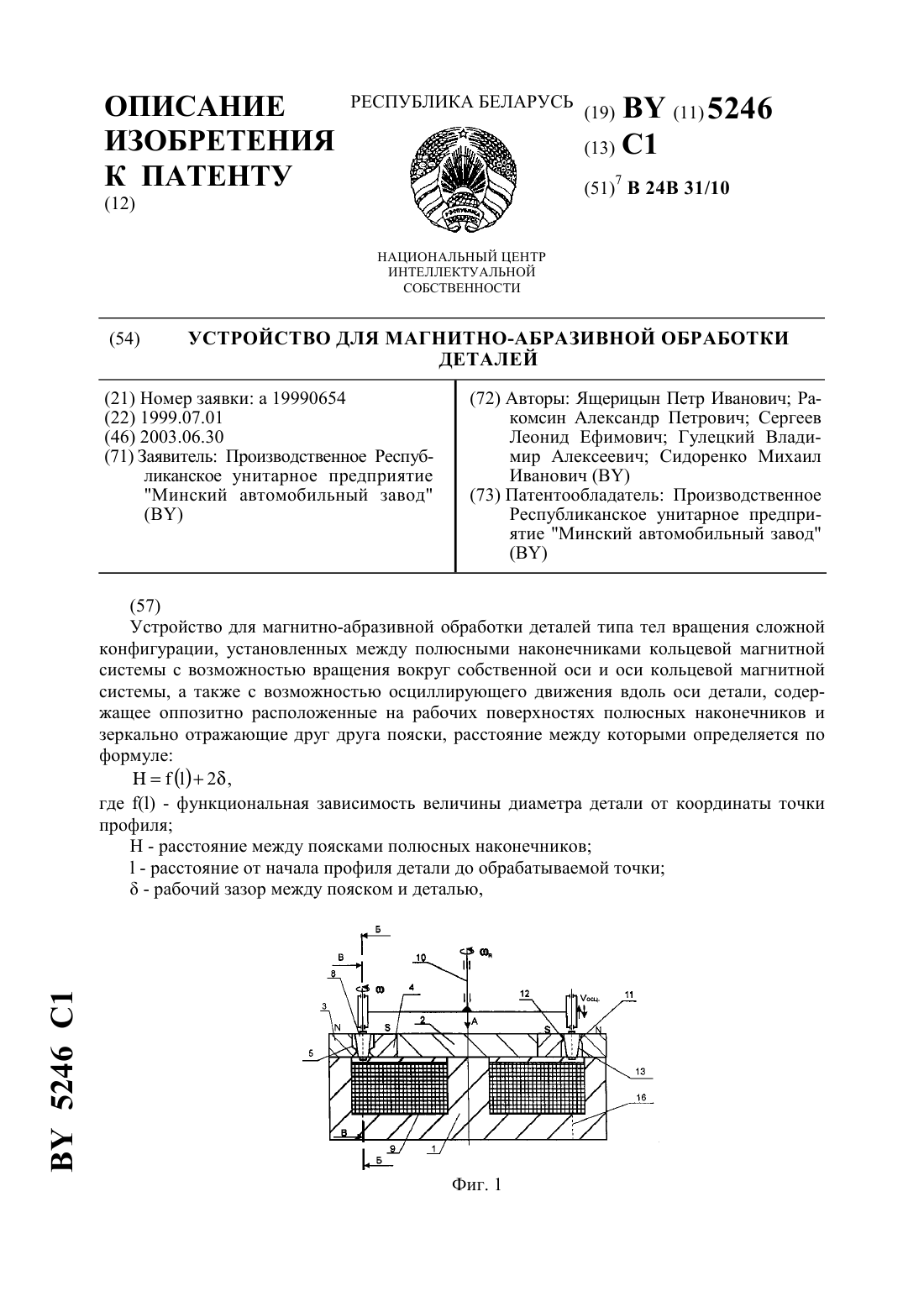
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...
Устройство контроля геометрической формы внутренних цилиндрических и сложнопрофильных поверхностей

Номер патента: U 1485
Опубликовано: 30.09.2004
Авторы: Зуев Владимир Павлович, Зайцев Валентин Андреевич, Дедков Андрей Иванович, Плавинский Валерий Антонович
МПК: G01B 5/20
Метки: устройство, сложнопрофильных, геометрической, контроля, цилиндрических, внутренних, поверхностей, формы
Текст:
...от расчетной образцовой, и трехканальный измерительный рычажный механизм 8 (фиг. 2), закрепленный на каретке 3, состоящий из держателя 9 с установленными на нем тремя расположенными равномерно по кругу ползунами 10 с возможностью их радиального перемещения и фиксации, несущими три преобразователя линейных перемещений 6 и три измерительных рычага 11, одним плечом взаимодействующих с преобразователями линейных перемещений 6, а вторым -...
Устройство контроля геометрической формы наружных цилиндрических и сложнопрофильных поверхностей

Номер патента: U 1368
Опубликовано: 30.06.2004
Авторы: Дедков Андрей Иванович, Плавинский Валерий Антонович, Зайцев Валентин Андреевич, Зуев Владимир Павлович
МПК: G01B 5/20
Метки: устройство, наружных, формы, сложнопрофильных, поверхностей, контроля, геометрической, цилиндрических
Текст:
...совпадающей с осью механизма 4 крепления и вращения контролируемой детали, и блок обработки сигналов 7, подключенный к преобразователям линейных перемещений 6 и компьютерной системе 8 суммирования показаний преобразователей 6 и вычисления отклонений формы контролируемой поверхности от расчетной образцовой. Устройство контроля геометрической формы наружных цилиндрических и сложнопрофильных поверхностей работает следующим образом. После...
Предыдущий патент: Установка для прессования сыра
Следующий патент: Устройство для оценки функции равновесия человека
Случайный патент: Домофон многофункциональный