Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2135
Опубликовано: 30.09.2005
Авторы: Ракомсин Александр Петрович, Ящерицын Петр Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Миронов Алексей Михайлович, Сидоренко Михаил Иванович
Текст
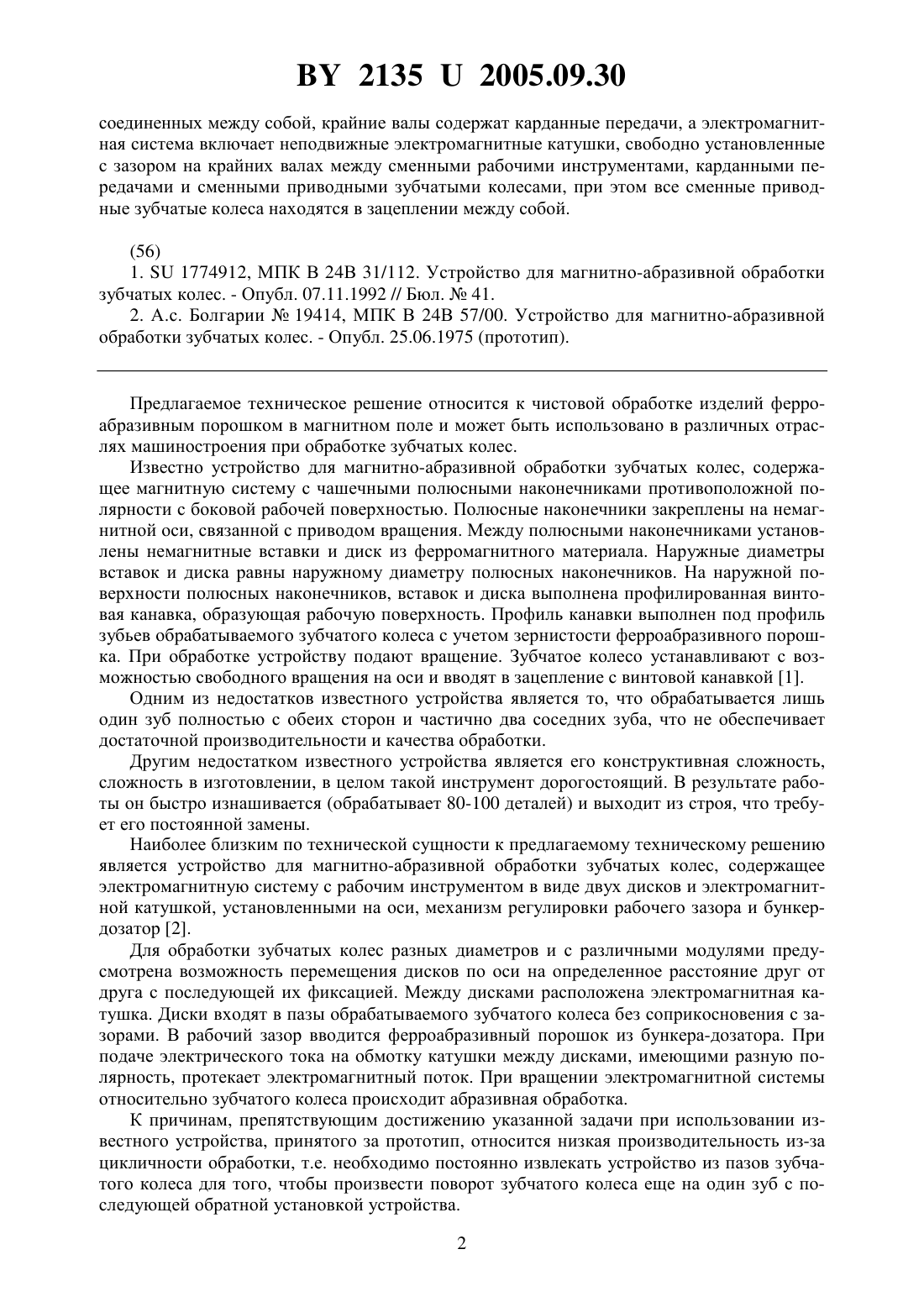
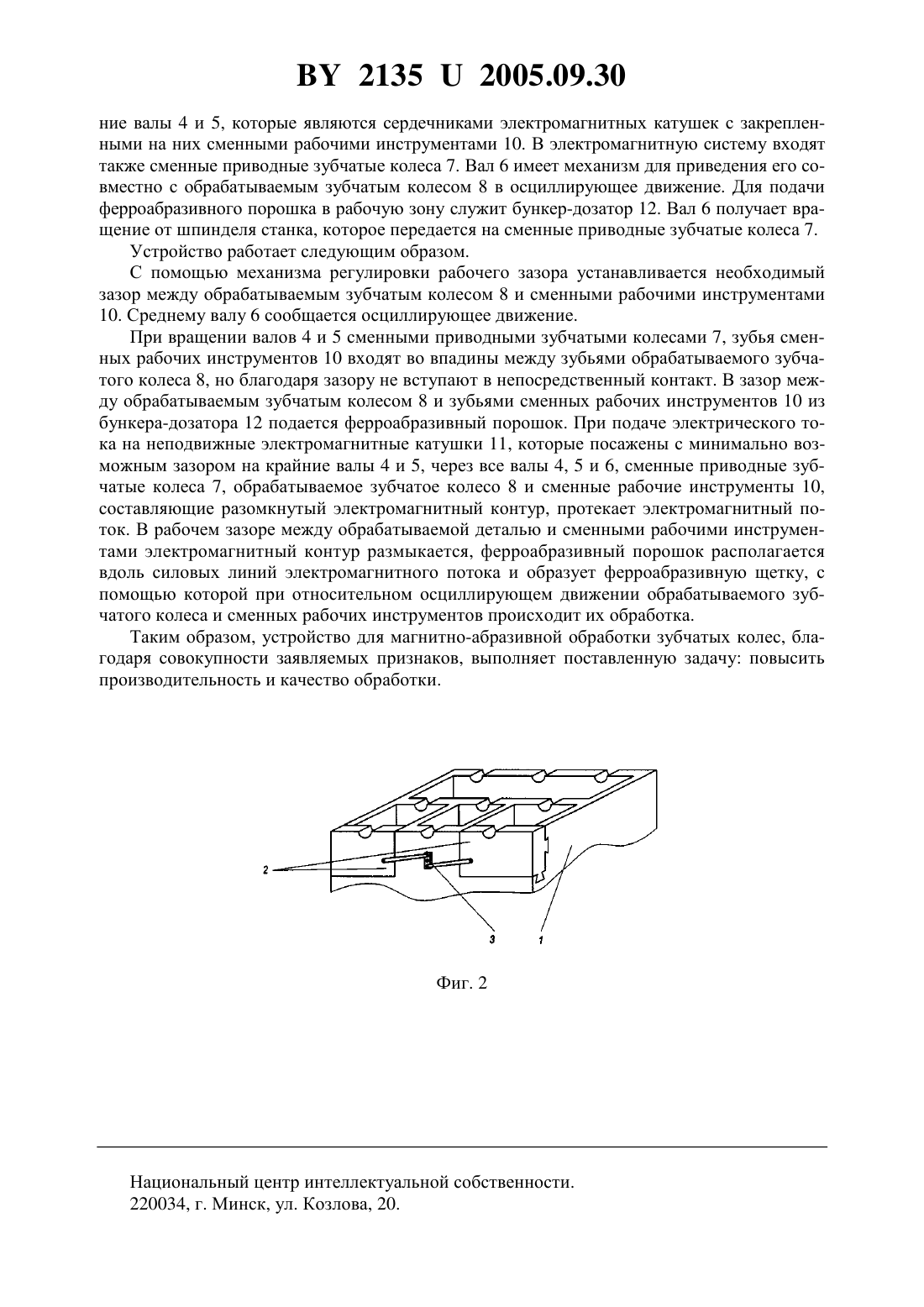
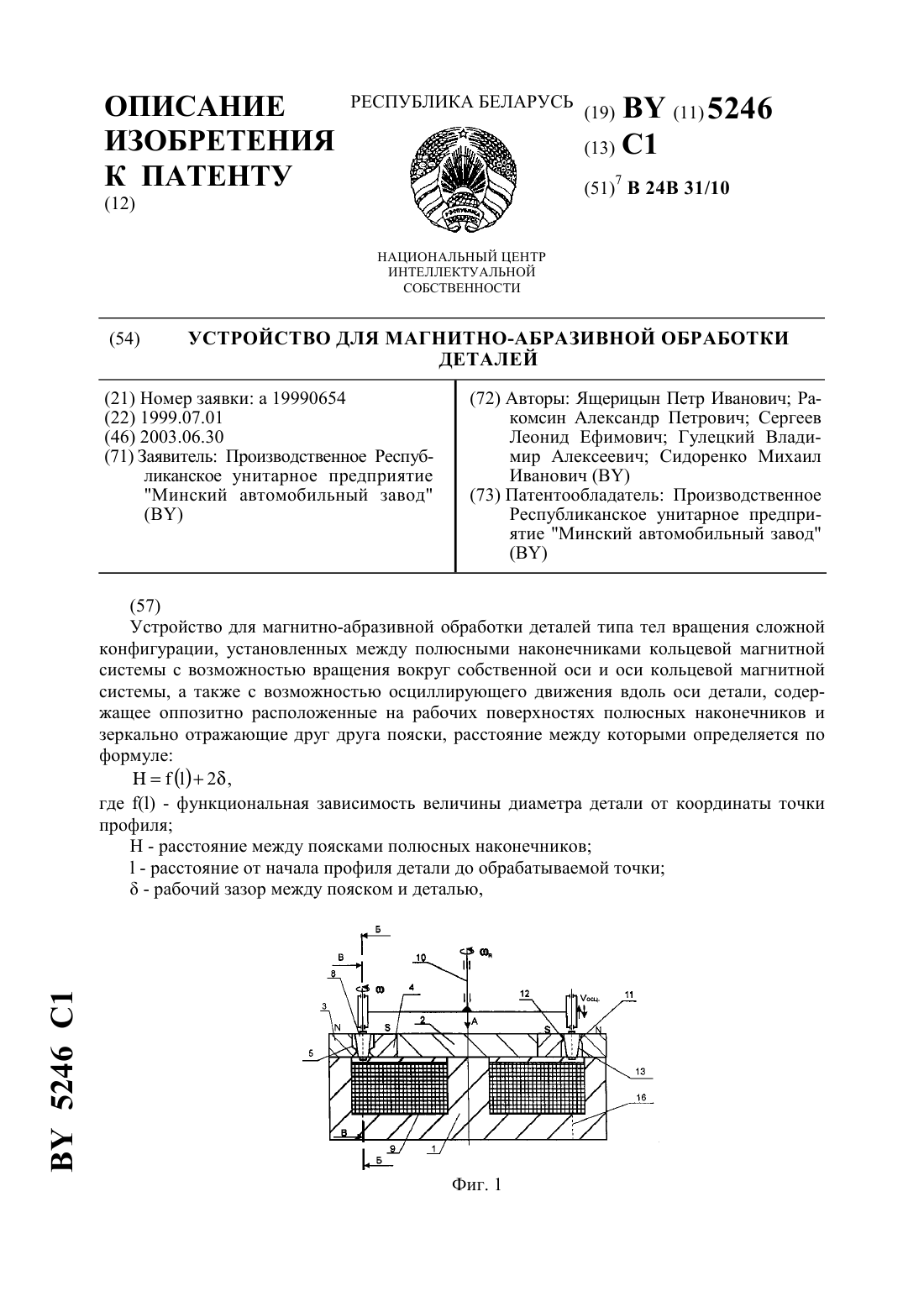
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Производственное республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Ящерицын Петр Иванович Ракомсин Александр Петрович Сидоренко Михаил Иванович Сергеев Леонид Ефимович Миронов Алексей Михайлович Акулович Леонид Михайлович(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный завод(57) Устройство для магнитно-абразивной обработки зубчатых колес, содержащее электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом, отличающееся тем, что оно содержит станину из немагнитного материала с параллельно расположенными на ней средним и двумя крайними валами, при этом обрабатываемое зубчатое колесо установлено на среднем валу и входит в зацепление со сменными рабочими инструментами, установленными на крайних валах, при этом сменные рабочие инструменты имеют профиль зубьев, повторяющий профиль зубьев обрабатываемого зубчатого колеса, механизм регулировки рабочего зазора связан со станиной и состоит из двух подвижных частей с возможностью их перемещения по направляющим относительно станины и шарнирно 21352005.09.30 соединенных между собой, крайние валы содержат карданные передачи, а электромагнитная система включает неподвижные электромагнитные катушки, свободно установленные с зазором на крайних валах между сменными рабочими инструментами, карданными передачами и сменными приводными зубчатыми колесами, при этом все сменные приводные зубчатые колеса находятся в зацеплении между собой.(56) 1.1774912, МПК В 24 В 31/112. Устройство для магнитно-абразивной обработки зубчатых колес. - Опубл. 07.11.1992 // Бюл.41. 2. А.с. Болгарии 19414, МПК В 24 В 57/00. Устройство для магнитно-абразивной обработки зубчатых колес. - Опубл. 25.06.1975 (прототип). Предлагаемое техническое решение относится к чистовой обработке изделий ферроабразивным порошком в магнитном поле и может быть использовано в различных отраслях машиностроения при обработке зубчатых колес. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее магнитную систему с чашечными полюсными наконечниками противоположной полярности с боковой рабочей поверхностью. Полюсные наконечники закреплены на немагнитной оси, связанной с приводом вращения. Между полюсными наконечниками установлены немагнитные вставки и диск из ферромагнитного материала. Наружные диаметры вставок и диска равны наружному диаметру полюсных наконечников. На наружной поверхности полюсных наконечников, вставок и диска выполнена профилированная винтовая канавка, образующая рабочую поверхность. Профиль канавки выполнен под профиль зубьев обрабатываемого зубчатого колеса с учетом зернистости ферроабразивного порошка. При обработке устройству подают вращение. Зубчатое колесо устанавливают с возможностью свободного вращения на оси и вводят в зацепление с винтовой канавкой 1. Одним из недостатков известного устройства является то, что обрабатывается лишь один зуб полностью с обеих сторон и частично два соседних зуба, что не обеспечивает достаточной производительности и качества обработки. Другим недостатком известного устройства является его конструктивная сложность,сложность в изготовлении, в целом такой инструмент дорогостоящий. В результате работы он быстро изнашивается (обрабатывает 80-100 деталей) и выходит из строя, что требует его постоянной замены. Наиболее близким по технической сущности к предлагаемому техническому решению является устройство для магнитно-абразивной обработки зубчатых колес, содержащее электромагнитную систему с рабочим инструментом в виде двух дисков и электромагнитной катушкой, установленными на оси, механизм регулировки рабочего зазора и бункердозатор 2. Для обработки зубчатых колес разных диаметров и с различными модулями предусмотрена возможность перемещения дисков по оси на определенное расстояние друг от друга с последующей их фиксацией. Между дисками расположена электромагнитная катушка. Диски входят в пазы обрабатываемого зубчатого колеса без соприкосновения с зазорами. В рабочий зазор вводится ферроабразивный порошок из бункера-дозатора. При подаче электрического тока на обмотку катушки между дисками, имеющими разную полярность, протекает электромагнитный поток. При вращении электромагнитной системы относительно зубчатого колеса происходит абразивная обработка. К причинам, препятствующим достижению указанной задачи при использовании известного устройства, принятого за прототип, относится низкая производительность из-за цикличности обработки, т.е. необходимо постоянно извлекать устройство из пазов зубчатого колеса для того, чтобы произвести поворот зубчатого колеса еще на один зуб с последующей обратной установкой устройства. 2 21352005.09.30 Кроме того, за один цикл погружения дисков происходит не полная обработка профиля зуба, а только двух половин соседних зубьев и не на всю глубину паза, что отрицательно сказывается на качестве обработки. Следует также отметить сложность устройства и необходимость в высокой квалификации обслуживающего персонала. Задачей предлагаемой полезной модели является повышение производительности и качества обработки. Поставленная задача решается тем, что в устройство для магнитно-абразивной обработки зубчатых колес, содержащем электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом, устройство содержит станину из немагнитного материала с параллельно расположенными на ней средним и двумя крайними валами, при этом обрабатываемое зубчатое колесо установлено на среднем валу и входит в зацепление со сменными рабочими инструментами, установленными на крайних валах, при этом сменные рабочие инструменты имеют профиль зубьев, повторяющий профиль зубьев обрабатываемого зубчатого колеса, механизм регулировки рабочего зазора связан со станиной и состоит из двух подвижных частей с возможностью их перемещения по направляющим относительно станины и шарнирно соединенных между собой, крайние валы содержат карданные передачи, а электромагнитная система включает неподвижные электромагнитные катушки, свободно установленные с зазором на крайних валах между сменными рабочими инструментами, карданными передачами и сменными приводными зубчатыми колесами,при этом все сменные приводные зубчатые колеса находятся в зацеплении между собой. Предлагаемая полезная модель позволяет повысить производительность и качество обработки зубчатых колес за счет полной обработки профиля каждого зуба обрабатываемого зубчатого колеса. На фиг. 1 представлен общий вид предлагаемого устройства для магнитно-абразивной обработки зубчатых колес. На фиг. 2 - общий вид станины с механизмом регулировки рабочего зазора. Устройство содержит станину 1, выполненную из немагнитного материала. На станине 1 параллельно между собой установлены три вала 4, 5 и 6, средний вал 6 с одной стороны оснащен сменным приводным зубчатым колесом 7 и обрабатываемым зубчатым колесом 8 с другой стороны (фиг. 1). На станине 1 закреплен механизм регулировки рабочего зазора, выполненный в виде двух подвижных частей 2, шарнирно связанных между собой посредством узла 3. Подвижные части 2 механизма регулировки рабочего зазора имеют возможность перемещаться по направляющим 13 относительно станины 1. Подвижные части 2 механизма регулировки рабочего зазора шарнирно связаны между собой посредством узла 3 (фиг. 2) и имеют возможность перемещаться по направляющим 13 относительно станины 1 для того, чтобы обеспечить возможность установки обрабатываемого зубчатого колеса 8 в зависимости от его диаметра, а также для создания необходимого рабочего зазора (1) между обрабатываемым зубчатым колесом 8 и сменными рабочими инструментами 10 для обработки зубчатых колес разных диаметров с различными модулями и числом зубьев. Крайние валы 4 и 5 оснащены карданными передачами 9, которые предусмотрены для сохранения параллельности осей сменных рабочих инструментов и передачи им вращения. Валы 4, 5 и 6 оснащены находящимися в зацеплении между собой сменными приводными зубчатыми колесами 7 для привода системы в движение, а также для обеспечения возможности обработки зубчатых колес 8 с разными диаметрами с различными модулями и числом зубьев. Профиль зубьев сменных рабочих инструментов 10 аналогичен с профилем зубьев обрабатываемого зубчатого колеса 8. Электромагнитная система включает в себя неподвижные катушки электромагнитов 11, свободно посаженные с зазором на край 3 21352005.09.30 ние валы 4 и 5, которые являются сердечниками электромагнитных катушек с закрепленными на них сменными рабочими инструментами 10. В электромагнитную систему входят также сменные приводные зубчатые колеса 7. Вал 6 имеет механизм для приведения его совместно с обрабатываемым зубчатым колесом 8 в осциллирующее движение. Для подачи ферроабразивного порошка в рабочую зону служит бункер-дозатор 12. Вал 6 получает вращение от шпинделя станка, которое передается на сменные приводные зубчатые колеса 7. Устройство работает следующим образом. С помощью механизма регулировки рабочего зазора устанавливается необходимый зазор между обрабатываемым зубчатым колесом 8 и сменными рабочими инструментами 10. Среднему валу 6 сообщается осциллирующее движение. При вращении валов 4 и 5 сменными приводными зубчатыми колесами 7, зубья сменных рабочих инструментов 10 входят во впадины между зубьями обрабатываемого зубчатого колеса 8, но благодаря зазору не вступают в непосредственный контакт. В зазор между обрабатываемым зубчатым колесом 8 и зубьями сменных рабочих инструментов 10 из бункера-дозатора 12 подается ферроабразивный порошок. При подаче электрического тока на неподвижные электромагнитные катушки 11, которые посажены с минимально возможным зазором на крайние валы 4 и 5, через все валы 4, 5 и 6, сменные приводные зубчатые колеса 7, обрабатываемое зубчатое колесо 8 и сменные рабочие инструменты 10,составляющие разомкнутый электромагнитный контур, протекает электромагнитный поток. В рабочем зазоре между обрабатываемой деталью и сменными рабочими инструментами электромагнитный контур размыкается, ферроабразивный порошок располагается вдоль силовых линий электромагнитного потока и образует ферроабразивную щетку, с помощью которой при относительном осциллирующем движении обрабатываемого зубчатого колеса и сменных рабочих инструментов происходит их обработка. Таким образом, устройство для магнитно-абразивнойобработки зубчатых колес, благодаря совокупности заявляемых признаков, выполняет поставленную задачу повысить производительность и качество обработки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 31/112, B24B 57/00
Метки: колес, зубчатых, магнитно-абразивной, обработки, устройство
Код ссылки
<a href="https://by.patents.su/4-u2135-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-zubchatyh-koles.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки зубчатых колес</a>
Устройство для магнитно-абразивной обработки деталей
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Сидоренко Михаил Иванович, Ящерицын Петр Иванович, Сергеев Леонид Ефимович, Ракомсин Александр Петрович, Гулецкий Владимир Алексеевич
МПК: B24B 31/10
Метки: деталей, устройство, обработки, магнитно-абразивной
Текст:
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: станок, нарезания, цилиндрических, осуществления, способ, зубчатых, колёс
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Способ долбления зубчатых колес и станок для его осуществления
Номер патента: 3343
Опубликовано: 30.06.2000
Авторы: Звонко Александр Константинович, Голембиевский Анатолий Иосифович, Рейтер Генрих Витольдович, Сидоренков Юрий Яковлевич
Метки: колес, зубчатых, долбления, осуществления, способ, станок
Текст:
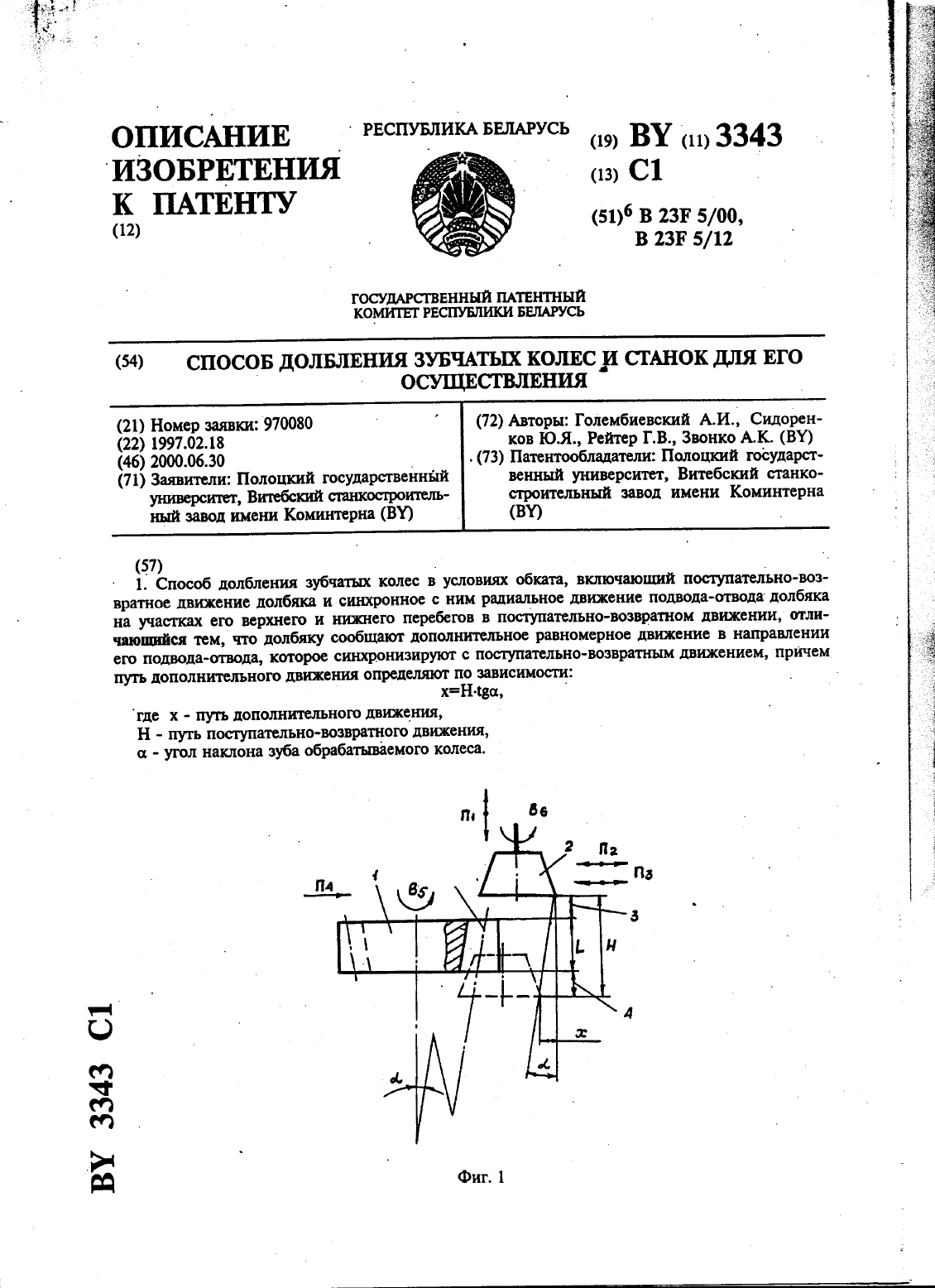
...поступательному движению гильзы, а другая - ее возвратному движению, обе дуги профиля кулачка выполнены по архимедовой спирали, конечный радиус дуги, соответствующей поступательному движению гильзы, больше ее начального радиуса, а начальный радиус дуги,соответствующий возвратному движению гильзы, больше ее конечного радиуса, причем разность радиусов для обеих дуг определяется.по зависимости, задаваемой способом долбления.При...
Устройство для восстановления профиля зубьев зубчатых реек

Номер патента: 5077
Опубликовано: 30.03.2003
Авторы: Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич
МПК: B23P 6/00
Метки: восстановления, зубьев, реек, профиля, устройство, зубчатых
Текст:
...ленты с материалом зубчатых реек(1050 С). Установление приводного колеса между рейками обеспечивает возможность восстановления одновременно обоих профилей зубчатых реек, что повышает производительность процесса восстановления в 2 раза. 2 5077 1 Выполнение накладок в корпусах обеспечивает возможность надежной фиксации обеих лент при ведении процесса, а продольные пазы, выполненные в корпусах, обеспечивают высокоточное...
Способ изготовления зубчатых колес из высокопрочного чугуна
Номер патента: 6552
Опубликовано: 30.09.2004
Авторы: Гаухштейн Иосиф Самуилович, Покровский Артур Игоревич, Дудецкая Лариса Романовна
Метки: чугуна, колес, высокопрочного, способ, изготовления, зубчатых
Текст:
...легированных никелем и медью, формируется структура преимущественно из зернистого перлита, способствующая ускоренному переходу углерода в твердый раствор при нагреве зубчатых колес под закалку и улучшению обрабатываемости резанием при механической обработке. Применение скорости охлаждения, превышающей 80 /час, приводит к образованию структур с пластинчатой или игольчатой формой цементита, что повышает твер 2 6552 1 дость и ухудшает...
Предыдущий патент: Устройство для фрикционно-механического нанесения покрытий
Следующий патент: Винтовой дисковый тормозной механизм сухого трения
Случайный патент: Установка для триботехнических испытаний смазочных материалов