Способ изготовления абразивного шлифовального круга на металлической связке с боковой рабочей поверхностью
Текст
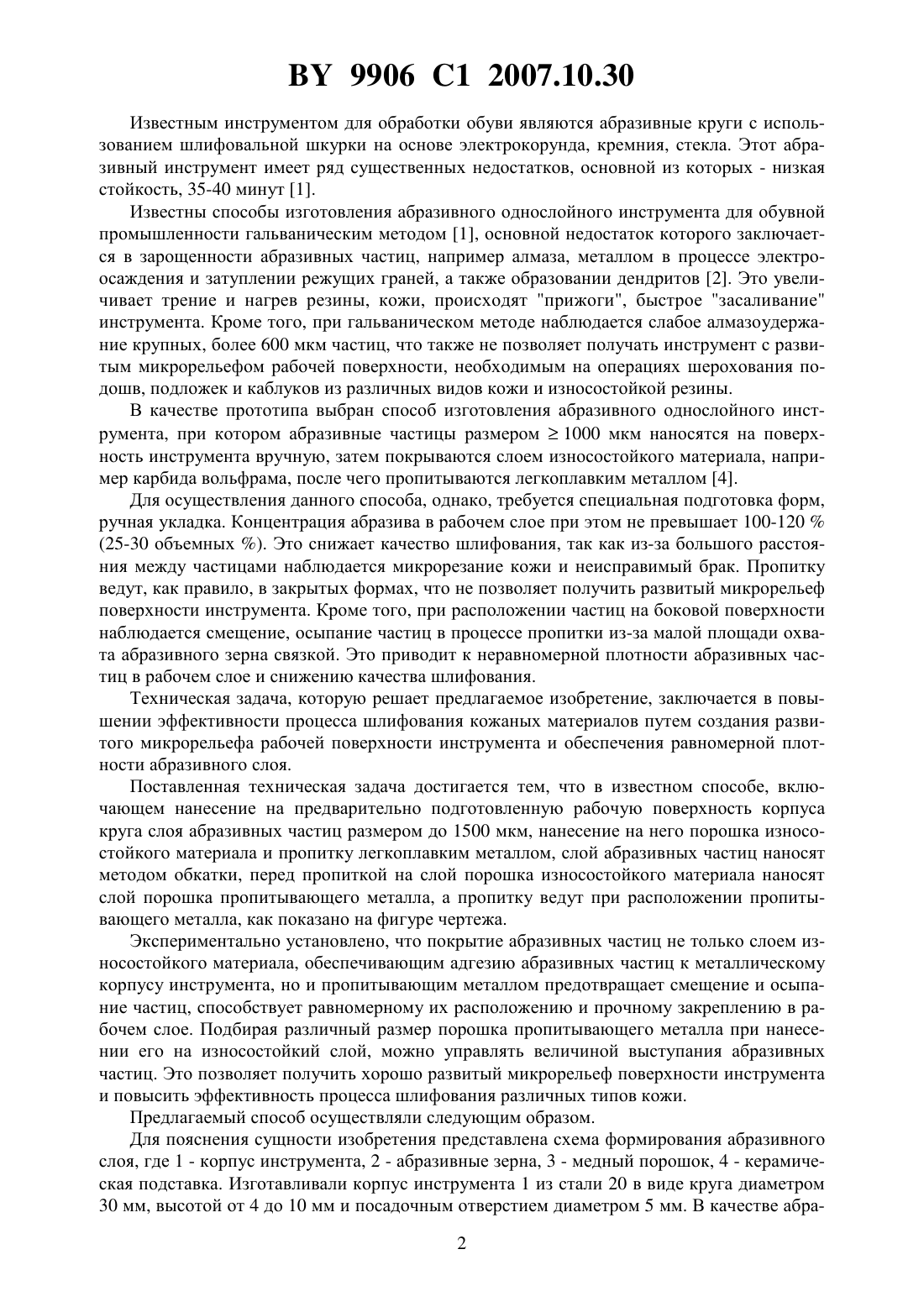
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ШЛИФОВАЛЬНОГО КРУГА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ С БОКОВОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Автор Миронович Галина Александровна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) Коломиец В.В. и др. Алмазные правящие ролики при врезном шлифовании деталей машин. - Киев Наукова думка, 1983. - С. 7-10.2008188 1, 1994.2053107 1, 1996.2216439 2, 2003.3437 1, 2000.95104828 1, 1997.(57) Способ изготовления абразивного шлифовального круга на металлической связке с боковой рабочей поверхностью, включающий нанесение на предварительно подготовленную рабочую поверхность корпуса круга слоя абразивных частиц размером до 1500 мкм,нанесение на него слоя порошка износостойкого материала и пропитку легкоплавким металлом, отличающийся тем, что слой абразивных частиц наносят методом обкатки, перед пропиткой на слой порошка износостойкого материала наносят слой порошка пропитывающего металла, пропитку ведут при расположении пропитывающего металла, как показано на фигуре чертежа, при этом получают круг, в котором величина выступа абразивных частиц над металлической связкой составляет 60-65 от общей высоты частиц. Изобретение относится к области порошковой металлургии, в частности к способам изготовления однослойного абразивного инструмента на металлической связке с поверхностной вставкой абразивных частиц, а именно шлифовальных кругов для обувной промышленности. 9906 1 2007.10.30 Известным инструментом для обработки обуви являются абразивные круги с использованием шлифовальной шкурки на основе электрокорунда, кремния, стекла. Этот абразивный инструмент имеет ряд существенных недостатков, основной из которых - низкая стойкость, 35-40 минут 1. Известны способы изготовления абразивного однослойного инструмента для обувной промышленности гальваническим методом 1, основной недостаток которого заключается в зарощенности абразивных частиц, например алмаза, металлом в процессе электроосаждения и затуплении режущих граней, а также образовании дендритов 2. Это увеличивает трение и нагрев резины, кожи, происходят прижоги, быстрое засаливание инструмента. Кроме того, при гальваническом методе наблюдается слабое алмазоудержание крупных, более 600 мкм частиц, что также не позволяет получать инструмент с развитым микрорельефом рабочей поверхности, необходимым на операциях шерохования подошв, подложек и каблуков из различных видов кожи и износостойкой резины. В качестве прототипа выбран способ изготовления абразивного однослойного инструмента, при котором абразивные частицы размером 1000 мкм наносятся на поверхность инструмента вручную, затем покрываются слоем износостойкого материала, например карбида вольфрама, после чего пропитываются легкоплавким металлом 4. Для осуществления данного способа, однако, требуется специальная подготовка форм,ручная укладка. Концентрация абразива в рабочем слое при этом не превышает 100-120(25-30 объемных ). Это снижает качество шлифования, так как из-за большого расстояния между частицами наблюдается микрорезание кожи и неисправимый брак. Пропитку ведут, как правило, в закрытых формах, что не позволяет получить развитый микрорельеф поверхности инструмента. Кроме того, при расположении частиц на боковой поверхности наблюдается смещение, осыпание частиц в процессе пропитки из-за малой площади охвата абразивного зерна связкой. Это приводит к неравномерной плотности абразивных частиц в рабочем слое и снижению качества шлифования. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении эффективности процесса шлифования кожаных материалов путем создания развитого микрорельефа рабочей поверхности инструмента и обеспечения равномерной плотности абразивного слоя. Поставленная техническая задача достигается тем, что в известном способе, включающем нанесение на предварительно подготовленную рабочую поверхность корпуса круга слоя абразивных частиц размером до 1500 мкм, нанесение на него порошка износостойкого материала и пропитку легкоплавким металлом, слой абразивных частиц наносят методом обкатки, перед пропиткой на слой порошка износостойкого материала наносят слой порошка пропитывающего металла, а пропитку ведут при расположении пропитывающего металла, как показано на фигуре чертежа. Экспериментально установлено, что покрытие абразивных частиц не только слоем износостойкого материала, обеспечивающим адгезию абразивных частиц к металлическому корпусу инструмента, но и пропитывающим металлом предотвращает смещение и осыпание частиц, способствует равномерному их расположению и прочному закреплению в рабочем слое. Подбирая различный размер порошка пропитывающего металла при нанесении его на износостойкий слой, можно управлять величиной выступания абразивных частиц. Это позволяет получить хорошо развитый микрорельеф поверхности инструмента и повысить эффективность процесса шлифования различных типов кожи. Предлагаемый способ осуществляли следующим образом. Для пояснения сущности изобретения представлена схема формирования абразивного слоя, где 1 - корпус инструмента, 2 - абразивные зерна, 3 - медный порошок, 4 - керамическая подставка. Изготавливали корпус инструмента 1 из стали 20 в виде круга диаметром 30 мм, высотой от 4 до 10 мм и посадочным отверстием диаметром 5 мм. В качестве абра 2 9906 1 2007.10.30 зивных частиц 2 использовали порошки релита (литого карбида вольфрама 2) размером 1500-1000 мкм и 800-600 мкм и порошки синтетических алмазов АС 32 размером 800/630 и 500/400. Для пропитки использовали медный порошок 3 марки ПМСН. Нанесение абразивного слоя проводили методом обкатки 3. Предварительно корпус круга покрывали органическим клеем - эпоксидной смолой. На абразивный слой, сохраняющий свою клеящую способность, методом пульверизации наносили послойно 1-ый слой - порошок износостойкого материала типа ВК (-) и 2-ой слой - порошок пропитывающего металла - меди марки ПМСН. Полученную заготовку устанавливали на керамическую подставку 4. Оставшуюся часть медного порошка для пропитки располагали,как указано на схеме. Пропитку вели открытым способом без формы в защитной атмосфере при температуре 1100 С в течение 15 минут. В результате на корпусе инструмента получают равномерный рабочий абразивный слой с высокой концентрацией абразива 200 300 , с хорошо развитой режущей поверхностью и высокой адгезией абразивный слой корпус. Для получения развитого микрорельефа управляли высотой выступания абразивных частиц, используя для нанесения слоя пропитывающего материала порошок меди с размером частиц 180, 200, 250, 300, 500 и 800 мкм. Для определения высоты выступания зерен над поверхностью связки применялся оптический метод на металлографическом микроскопе. За высоту выступания в в каждом случае их заращивания принималось среднее арифметическое значение замеров по вертикали от вершины частицы до связки не менее чем 50 частиц в разных точках абразивного слоя. Полученные абразивные круги использовали для шерохования периметра кожаной обуви для последующего приклеивания литых подошв. Испытания проводили на обувном предприятии , г. Минск. Сущность изобретения поясняется следующими примерами. Пример 1 По описанной технологии на боковую поверхность стального корпуса круга наносили слой эпоксидного клея температуры 18-20 С. На него наносили слой релита с размером частиц 800-600 мкм и покрывали слоем порошка износостойкого материала ВК 8. Затем,для формирования различного микрорельефа рабочей поверхности, наносили слой медного порошка с размером частиц 180, 300 и 500 мкм. Для пропитки использовали медный порошок 300-500 мкм в количестве 0,15 г на 1 г релита. В результате получали круги с равномерной плотностью абразивных частиц в слое, хорошей адгезией частиц к корпусу,концентрацией 250 и высотой выступания в соответственно 550, 480 и 250 мкм или 78, 61 и 35 от общей высоты частиц. Испытания кругов на операциях шерохования боковой поверхности кожаной обуви показали, что после 48 часов работы абразивные круги с высотой выступания частиц релита 550 и 480 мкм сохраняли свою работоспособность, а круг, имеющий в 250 мкм,часто засаливался из-за чрезмерного заполнения межзеренного пространства продуктами обработки и требовалась его правка. Пример 2 Аналогично примеру 1 изготавливали абразивные круги на основе релита с размером частиц 1000-1500 мкм. В качестве 2-го слоя на боковую поверхность наносили порошок меди с размером частиц 300, 500 и 800 мкм, а для пропитки использовали медный порошок в количестве 0,1 г на 1 г релита. В результате получали круги с равномерной плотностью частиц в рабочем слое, с хорошо развитым микрорельефом поверхности и хорошей адгезией абразивного слоя к корпусу. Концентрация абразива составила 200 , а высота выступания в соответственно 960, 780 и 450 мкм или 77, 62 и 36 от общей высоты частиц. Испытания показали, что все круги обеспечивают высокое качество шерохования кожи на протяжении всего контрольного времени - 48 часов. 3 9906 1 2007.10.30 Пример 3 Аналогично примеру 1 изготавливали абразивные круги на основе синтетических алмазов АС 32 500/400. В качестве второго слоя на боковую поверхность корпуса наносили порошок меди с размером частиц 150, 200 и 300 мкм. Для пропитки использовали медный порошок в количестве 0,06 г на 1 карат. В результате получали абразивные круги с равномерной плотностью частиц в слое, концентрацией 300 и высотой выступания в соответственно 350, 280 и 160 мкм, что составляет 77, 62 и 35 от общей высоты частиц. Испытания при шероховании обуви показали, что хорошей работоспособностью, обеспечивающей необходимую шероховатость кожи, имеют круги с высотой выступания алмазов 350 мкм, хотя производительность их была ниже в 1,5-2 раза по сравнению с кругами на основе релита, так как требовали после 30 часов работы периодической правки. Круги, имеющие в 280 мкм, часто засаливались, а круги с в 160 мкм не обеспечивали необходимую шероховатость, наблюдалось проскальзывание из-за зарощенности граней алмаза. Пример 4 Аналогично примеру 1 изготавливали абразивные круги на основе синтетических алмазов АС 32 800/630. В качестве второго слоя на боковую поверхность корпуса наносили порошок меди с размером частиц 180, 300 и 500 мкм. Для пропитки использовали медный порошок в количестве 0,05 г на 1 карат. В результате получали абразивные круги с равномерной плотностью частиц в слое, концентрацией 250 и высотой выступания в соответственно 550, 450 и 260 мкм, что составляет 77, 63 и 36 от общей высоты частиц. Испытания при шероховании обуви показали, что хорошей работоспособностью, обеспечивающей необходимую шероховатость кожи, обладают круги с высотой выступания алмазов 450 мкм. Круги с в 550 мм обеспечивали хорошее качество шерохования, но имели низкую работоспособность, так как после 30-40 часов работы круга некоторые частицы алмаза выкатывались из слоя. Это связано, очевидно, с тем, что алмазы, в отличие от релита, не взаимодействуют с медью и закреплены в слое механически и при глубине заделки менее 50 вследствие высокой упруго-пластической деформации кожаных материалов, создающей изгибные моменты, в процессе износа слоя выпадают из него. Круги с в 260 мкм не обеспечивали необходимую шероховатость из-за зарощенности граней алмаза. Пример 5 Изготавливали абразивные круги по способу-прототипу на основе релита с размером частиц 800-600 мкм и алмазов АС 32 800/630. Корпус инструмента покрывали эпоксидной смолой, наносили абразивный слой и слой износостойкого материала типа ВК. Пропитку вели медью открытым способом при температуре 1100 С. При пропитке наблюдалось сползание частиц, образование бугристой поверхности, что является браком. Очевидно, использование только одного слоя связки приводит к малой площади охвата абразивного зерна в процессе формирования рабочего слоя, слабому закреплению частиц в слое. Таким способом, без закрытой формы и специальной ее подготовки, качественный инструмент изготовлен быть не может. Пример 6 Аналогично примеру 3 изготавливали абразивные круги на основе синтетических алмазов АС 32 250/200. В качестве второго слоя на боковую поверхность корпуса наносили порошок меди с размером частиц 150 мкм. В результате получали абразивные круги с равномерной плотностью частиц в слое, концентрацией 300 и высотой выступания в 180 мкм, что составляет 80 от общей высоты частиц. Круги показали низкую работоспособность, так как из-за небольшой высоты выступания алмазов, несмотря на зарощенность 20 , и большой сопротивляемости кожаных материалов к истиранию степень шероховатости была невысокой, инструмент быстро засаливался. 4 9906 1 2007.10.30 Пример 7 По примеру 1 и 4 изготавливали абразивные круги на основе релита с размером частиц 800-600 мкм и алмазов АС 32 800/630. Корпус инструмента покрывали эпоксидной смолой, непосредственно на корпус наносили слой пропитывающего металла - медного порошка, а затем только наносили слой абразивных частиц, покрывали слоем износостойкого материала ВК и пропитывали оставшейся частью меди. При пропитке абразивных кругов на основе релита наблюдалось частичное, а при пропитке алмазного порошка полное осыпание абразивных частиц. Т.е. не было адгезии слоя к корпусу инструмента. При такой последовательности расположения слоев на рабочей поверхности изготовить качественный абразивный инструмент невозможно. Пример 8 По примеру 1 и 4 изготавливали абразивные круги на основе релита с размером частиц 800-600 мкм и алмазов АС 32 800/630. В качестве второго слоя на боковую поверхность корпуса наносили порошок меди с размером частиц 300 мкм. Пропитывающий же металл располагали не согласно схеме, а у основания круга, опоясывая его. В результате после пропитки на поверхности кругов наблюдались сегрегация частиц, образование бугров, т.е. неравномерность покрытия из-за больших потоков расплавленной меди. Таким способом качественный инструмент изготовлен быть не может. Пример 9 По примеру 1 и 4 изготавливали абразивные круги на основе релита с размером частиц 800-600 мкм и алмазов АС 32 800/630. Корпус круга покрывали эпоксидной смолой и вручную наносили абразивные частицы с расчетом получения плотности 100 . В качестве второго слоя на боковую поверхность корпуса наносили порошок меди с размером частиц 300 мкм. В результате получали круги с равномерной плотностью частиц в рабочем слое, с хорошо развитым микрорельефом поверхности и хорошей адгезией абразивного слоя к корпусу. Испытания, однако, показали, что из-за большого расстояния между частицами происходит микрорезание и даже вырывание кусочков кожи. Такой инструмент для шерохования обуви применяться не может. Пример 10 По примеру 1 изготавливали абразивные круги на основе релита с размером частиц 2500-2000 мкм. В качестве второго слоя на боковую поверхность корпуса наносили порошок меди с размером частиц 800 мкм и пропитывали медью в количестве 0,2 г на 1 г релита. Однако закрепить частицы релита на поверхности корпуса не представляется возможным,так как в процессе пропитки многие частицы сползали вниз, что связано с большим удельным весом релита. Таким способом, при расположении крупных частиц релита на боковой поверхности качественный инструмент изготовлен быть не может. Как следует из примеров 1-4, предлагаемый способ по сравнению с прототипом (пример 5) позволяет получать качественный абразивный инструмент с развитым микрорельефом поверхности, высокой концентрацией абразива в слое и хорошей адгезией слоя к корпусу. Для эффективной обработки обуви необходимы высота выступания абразивных частиц в не менее 350 мкм и концентрация 200-300 . В зависимости от величины снимаемого припуска и качества материала обуви можно применять абразивные круги как на основе дешевого релита, так и на основе алмазов. Испытания кругов на основе релита с размером частиц 800-600 мкм и алмазов АС 32 800/630 с высотой выступания частиц 60-65 показали, что до полного износа этими кругами на операциях шерохования боковой поверхности обуви можно обработать 100150 тысяч пар, что соответствует зарубежным аналогам. 9906 1 2007.10.30 Источники информации 1. Бакуль В.Н., Федосеев Л.А. Алмазный инструмент для обработки деталей низа обуви из резины, кожи и ее заменителей // Синтет.алмазы. - 1970. - Вып. 5. - С. 46-50. 2. Синтетические сверхтвердые материалы в 3-х т. Т. 3. Применение синтетических сверхтвердых материалов / Под ред. Н.В. Новикова. - Киев Наук. думка, 1986. - С. 180-181,183. 3. Верещагин В.А., Журавлев В.В. Композиционные алмазосодержащие материалы и покрытия. - Минск Наукатэхнка, 1991. - С. 171-172. 4. Коломиец В.В., Полупан Б.И. Алмазные правящие ролики при врезном шлифовании деталей машин. - Киев Наук. думка, 1983. - С. 9-10 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24D 3/04
Метки: поверхностью, рабочей, металлической, круга, шлифовального, боковой, абразивного, связке, изготовления, способ
Код ссылки
<a href="https://by.patents.su/6-9906-sposob-izgotovleniya-abrazivnogo-shlifovalnogo-kruga-na-metallicheskojj-svyazke-s-bokovojj-rabochejj-poverhnostyu.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления абразивного шлифовального круга на металлической связке с боковой рабочей поверхностью</a>
Способ изготовления абразивного круга
Номер патента: 3437
Опубликовано: 30.06.2000
Авторы: Сенченко Александр Михайлович, Звонарев Евгений Владимирович, Баран Анатолий Александрович
МПК: B22F 7/08, B24D 18/00
Метки: круга, способ, изготовления, абразивного
Текст:
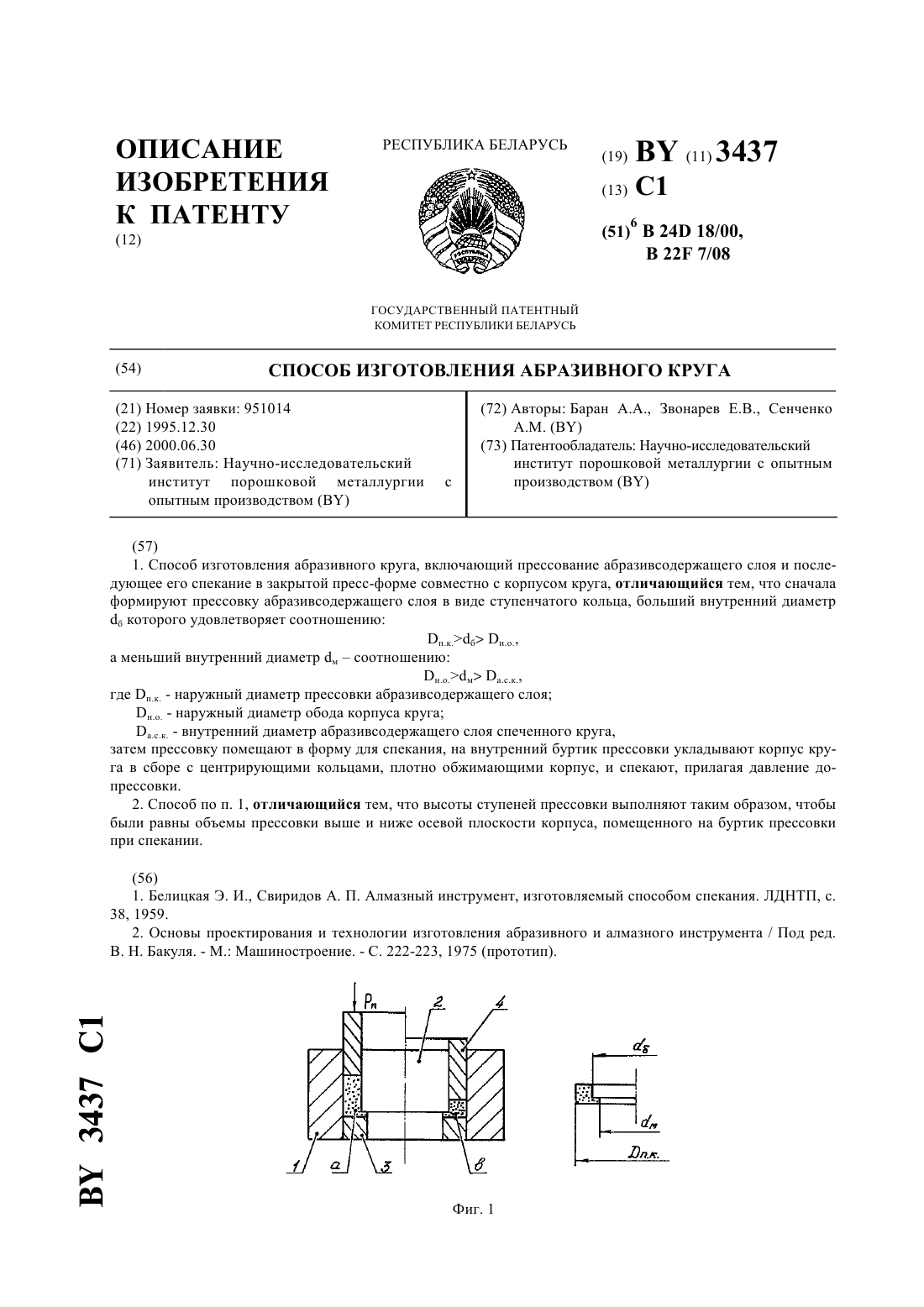
...диаметр б которого удовлетворяет соотношению п.к. б н.о.,а меньший внутренний диметр м - соотношению н.о.ма. с. к.,где н.к. - наружный диаметр прессовки абразивсодержащего слоя н.о. - наружный диаметр обода корпуса круга а.с.к. - внутренний диаметр абразивсодержащего слоя спеченного круга. После чего прессовку помещают в форму для спекания, на внутренний буртик прессовки укладывают корпус круга в сборе с центрирующими кольцами, плотно...
Масса для изготовления абразивного шлифовального инструмента
Номер патента: 458
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Медведев В. Б., Мороз В. В., Мастюгин Л. И.
МПК: B24D 3/34
Метки: шлифовального, инструмента, изготовления, масса, абразивного
Текст:
...помещают в пресс-форму. формуют при комнатной температуре с последующей термической обработкой при 100120 С в течение 824 ч.Для выяснения стабильности режущих свойств инструмента. иаготовленногомз предлагаемой абразивной массы и сравнения зтих свойств со свойствами инструмента. изготовленного из массы-прототипа. было изготовлено 6 образцов инструмента,содержащих эпоксидную смолу ГОСТ 10581584. полизтиленполиамин ТУ б 02594-80, алмазный...
Способ рекуперации алмазов из отработанного абразивного и режущего инструмента или отходов его производства на металлической связке
Номер патента: 3529
Опубликовано: 30.09.2000
Авторы: Курило Ирина Иосифовна, Дроздович Валерий Брониславович, Карпович Руслан Иосифович
МПК: C01B 31/06, C25B 1/00
Метки: металлической, рекуперации, режущего, связке, абразивного, производства, или, отходов, отработанного, способ, инструмента, алмазов
Текст:
...кислоты и при подщелачивании электролита в процессе рекуперации за счет катодного восстановления воды увеличивается опасность гидролиза солей олова и железа и образования защитных оксидных и солевых пленок на поверхности растворяющихся образцов. Для предотвращения указанных процессов рН электролита поддерживают менее рН осаждения гидроксидов олова и железа путем введения буферной добавки аминоуксусной кислоты. Присутствие в...
Шихта для изготовления шлифовального абразивного материала
Номер патента: 6231
Опубликовано: 30.06.2004
Авторы: Мельниченко Игорь Михайлович, Капшай Мария Николаевна, Бойко Андрей Андреевич, Кордеенок Генадий Казимирович, Близнец Михаил Михайлович
Метки: материала, шлифовального, изготовления, шихта, абразивного
Текст:
...зеленый карбид кремния марки 6 ЗС(ГОСТ 26327-84), белый электрокорунд марки 24 А (ОСТ 2 МТ 71-5-84), кубический нитрид бора (ОСТ 2 МТ 79-2-82), карбид бора (ГОСТ 5744-85), хромотитанистый электрокорунд марки 94 А (ТУ 2-036-849-80) и полирит марки ПФ-0 (ТУ 48-95-1161-83), которые в процессе твердения частично взаимодействуют с минеральным вяжущим шихты. Для исключения из процесса получения шлифовального абразивного материала операции обжига...
Способ получения алмазного инструмента на порошковой металлической связке
Номер патента: 5815
Опубликовано: 30.12.2003
Авторы: Пилиневич Леонид Петрович, Азарова Тамара Карленовна, Шеко Геннадий Анатольевич, Забавский Михаил Тимофеевич
Метки: алмазного, металлической, получения, способ, связке, порошковой, инструмента
Текст:
...производительности процесса шлифования при обработке твердых и сверхтвердых материалов за счет повышения работоспособности пористых алмазных кругов, а также снижение расхода алмазного порошка в изготавливаемом инструменте. Указанная задача решается тем, что в способе изготовления алмазного инструмента на порошковой металлической связке, включающем засыпку металлической связки и металлизированного алмазного порошка в форму, формование...
Предыдущий патент: Закрывающее устройство для емкости
Следующий патент: Способ получения двухслойных пористых порошковых изделий
Случайный патент: Способ восстановительного лечения больных ишемическим инсультом с двигательными нарушениями