Способ формирования пазов на торце детали
Номер патента: 5707
Опубликовано: 30.12.2003
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
Текст
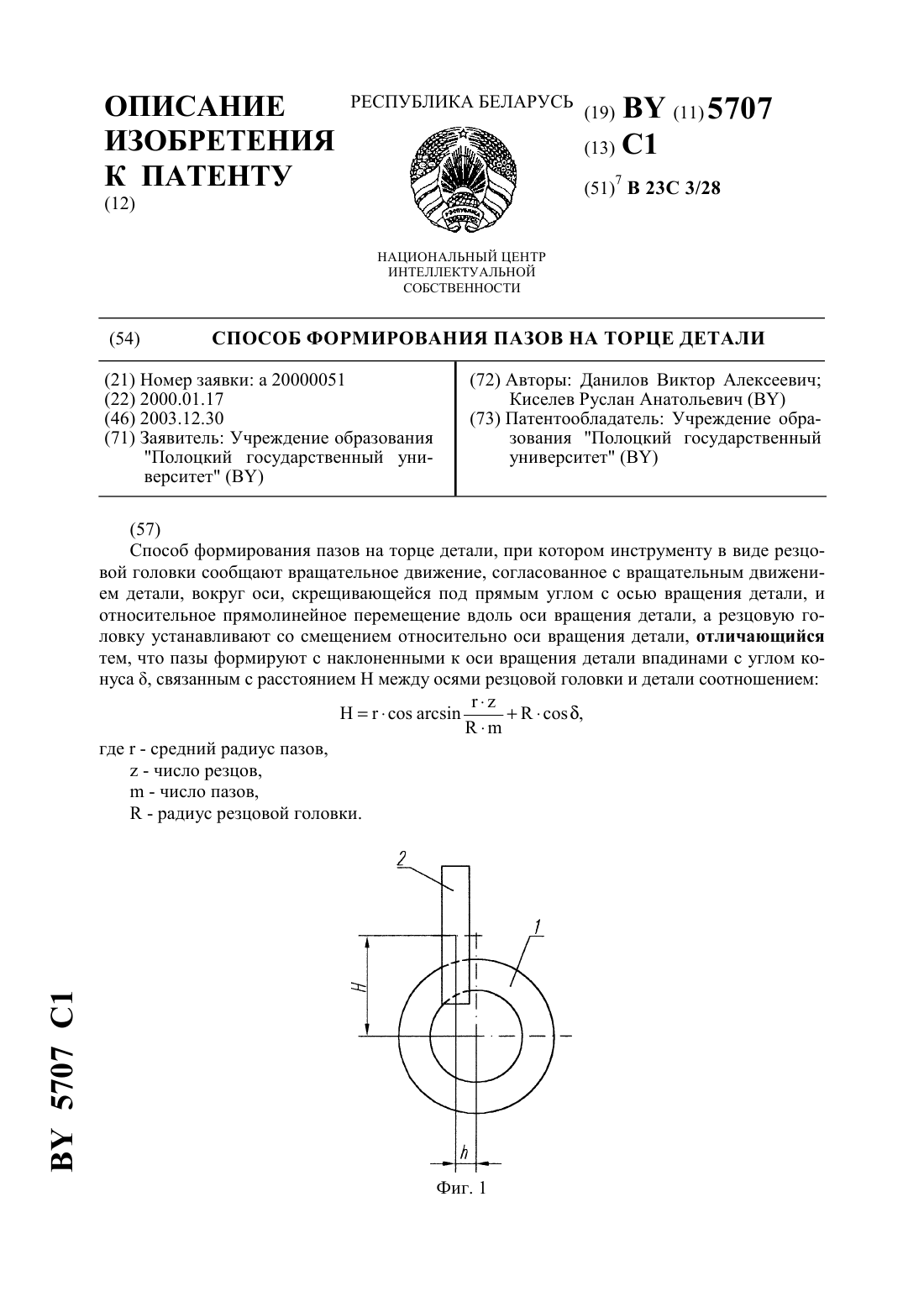
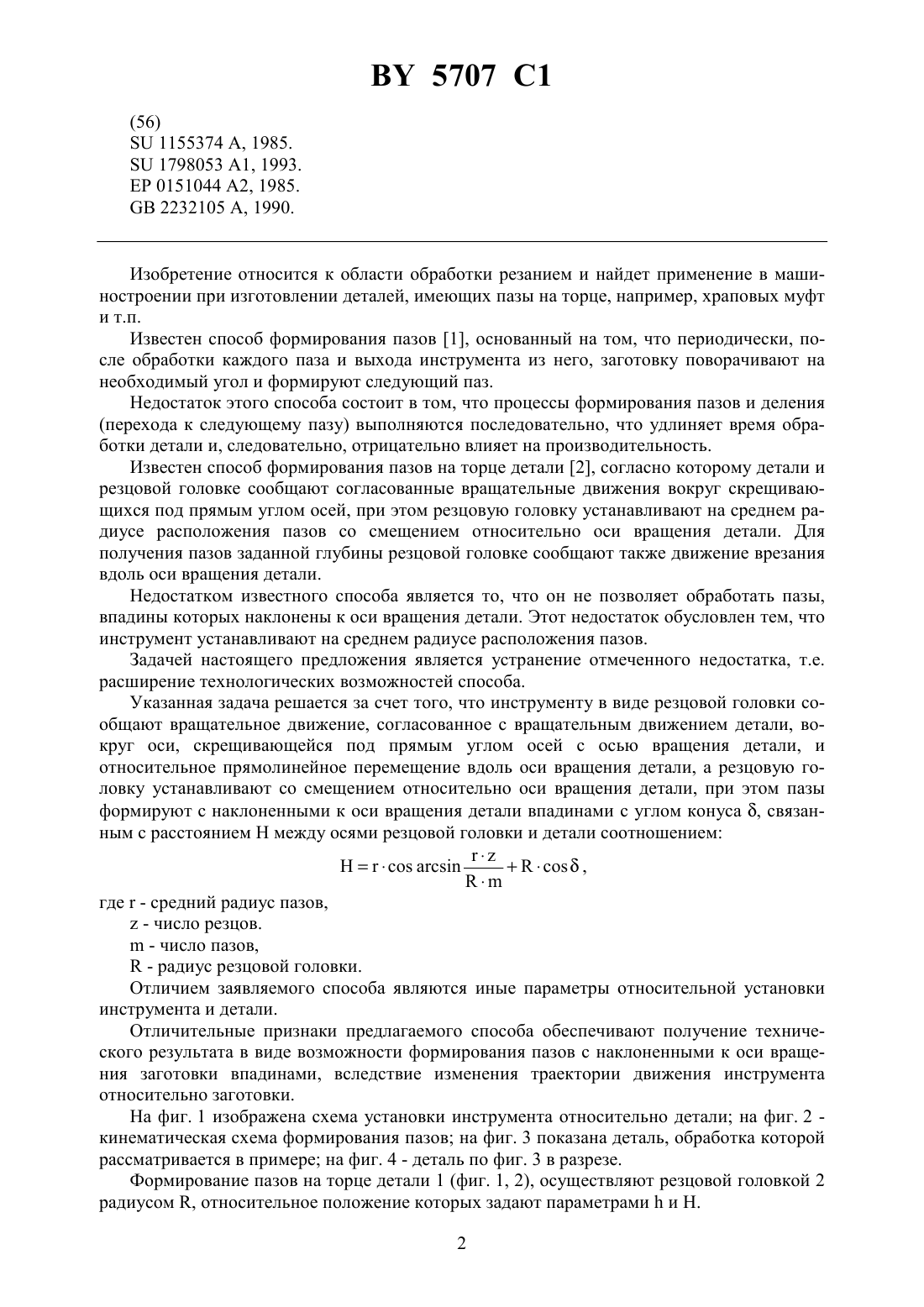
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ФОРМИРОВАНИЯ ПАЗОВ НА ТОРЦЕ ДЕТАЛИ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Киселев Руслан Анатольевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Способ формирования пазов на торце детали, при котором инструменту в виде резцовой головки сообщают вращательное движение, согласованное с вращательным движением детали, вокруг оси, скрещивающейся под прямым углом с осью вращения детали, и относительное прямолинейное перемещение вдоль оси вращения детали, а резцовую головку устанавливают со смещением относительно оси вращения детали, отличающийся тем, что пазы формируют с наклоненными к оси вращения детали впадинами с углом конуса , связанным с расстояниеммежду осями резцовой головки и детали соотношением(56)1155374 , 1985.1798053 1, 1993.0151044 2, 1985.2232105 , 1990. Изобретение относится к области обработки резанием и найдет применение в машиностроении при изготовлении деталей, имеющих пазы на торце, например, храповых муфт и т.п. Известен способ формирования пазов 1, основанный на том, что периодически, после обработки каждого паза и выхода инструмента из него, заготовку поворачивают на необходимый угол и формируют следующий паз. Недостаток этого способа состоит в том, что процессы формирования пазов и деления(перехода к следующему пазу) выполняются последовательно, что удлиняет время обработки детали и, следовательно, отрицательно влияет на производительность. Известен способ формирования пазов на торце детали 2, согласно которому детали и резцовой головке сообщают согласованные вращательные движения вокруг скрещивающихся под прямым углом осей, при этом резцовую головку устанавливают на среднем радиусе расположения пазов со смещением относительно оси вращения детали. Для получения пазов заданной глубины резцовой головке сообщают также движение врезания вдоль оси вращения детали. Недостатком известного способа является то, что он не позволяет обработать пазы,впадины которых наклонены к оси вращения детали. Этот недостаток обусловлен тем, что инструмент устанавливают на среднем радиусе расположения пазов. Задачей настоящего предложения является устранение отмеченного недостатка, т.е. расширение технологических возможностей способа. Указанная задача решается за счет того, что инструменту в виде резцовой головки сообщают вращательное движение, согласованное с вращательным движением детали, вокруг оси, скрещивающейся под прямым углом осей с осью вращения детали, и относительное прямолинейное перемещение вдоль оси вращения детали, а резцовую головку устанавливают со смещением относительно оси вращения детали, при этом пазы формируют с наклоненными к оси вращения детали впадинами с углом конуса , связанным с расстоянием Н между осями резцовой головки и детали соотношением,где- средний радиус пазов, - число резцов.- число пазов, - радиус резцовой головки. Отличием заявляемого способа являются иные параметры относительной установки инструмента и детали. Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде возможности формирования пазов с наклоненными к оси вращения заготовки впадинами, вследствие изменения траектории движения инструмента относительно заготовки. На фиг. 1 изображена схема установки инструмента относительно детали на фиг. 2 кинематическая схема формирования пазов на фиг. 3 показана деталь, обработка которой рассматривается в примере на фиг. 4 - деталь по фиг. 3 в разрезе. Формирование пазов на торце детали 1 (фиг. 1, 2), осуществляют резцовой головкой 2 радиусом , относительное положение которых задают параметрамии Н. 2,(3)где- средний радиус пазов, - число резцов- число пазов. На основании выражений (1)-(3).(4)Инструмент смещают относительно оси вращения детали на расстояние 2.В процессе формирования паза детали 1 и резцовой головке 2 сообщают согласованные вращательные движения 1 и В 2 соответственно с частотами 1 и 2. Отношениечастот вращательных движений задают пропорциональным количеству пазови обратно пропорциональна числу резцов(6) 1 Благодаря этому обеспечивается непрерывно движение деления, т.е. переход от паза к пазу без остановки детали. Для подвода инструмента 2 к детали 1 и обеспечения заданной глубиныпазов служит относительное перемещение П 3 инструмента вдоль оси вращения детали 1. Скорость резанияпри обработке предлагаемым способом равна геометрической сумме окружных скоростей инструмента 2 и заготовки 1 и максимальна при 10. Для этого момента 222. Поэтому частоту вращения инструмента для заданной скорости резания определяют по зависимости Частоту 1 вращения детали настраивают в раз меньше частоты 2 вращения заго товки. Пример. Обрабатываемая заготовка диаметр внешний 26 мм диаметр внутренний 20 количество пазов 36 угол конуса впадин 8737 глубина пазов - 0,85 мм. Режущий инструмент резцовая головка диаметром 100 мм количество режущих зубьев 2 материал режущей части - твердый сплав Т 5 К 10. Скорость резания 95 м/мин, подача на зуб резцовой головки 0,02 мм. Отношение частот вращательных движений резцовой головки и детали настраивают согласно (1) 36 5707 1 Расчетная частота вращения инструмента для заданной скорости резания в соответствие с (7) 95 10 3 2302 мин 1 . 250 Настраивают 2250 мин-1 1250/1813,88 мин-1. Устанавливают инструмент относительно детали в соответствии с (4) и (5) так, что 11,5211,550873713,58 мм ,5036 11,5 22 0,15 мм . 5036 В процессе формирования пазов инструменту и детали сообщают согласованные вращательные движения В 2 и 1 с частотами 2250 мин-1 и 113,88 мин-1, а также относительное перемещение П 3 вдоль оси вращения детали с подачей 0,02 мм/зуб резцовой головки. Благодаря тому, что расстояние Н между осями инструмента и заготовки не равно среднему радиусупазов, формируются пазы с углом конуса впадин, составляющим при 13,58 мм 8737. Таким образом, предлагаемый способ имеет более широкие технологические возможности, чем способ-прототип, обеспечивая возможность формирования пазов, которые наклонены к оси детали. По сравнению же с применяемым на практике способом 1 предложенный обеспечивает многократное повышение производительности. Источники информации 1. Малов А.Н. Механизация и автоматизация универсальных металлорежущих станков. -М. Машиностроение, 1969, с. 344-345. 2. А.с. СССР 1155374, МКИ В 23 С 3/28, опубл. 15.05.85 г., Бюл.18. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23C 3/28
Метки: пазов, формирования, торце, детали, способ
Код ссылки
<a href="https://by.patents.su/4-5707-sposob-formirovaniya-pazov-na-torce-detali.html" rel="bookmark" title="База патентов Беларуси">Способ формирования пазов на торце детали</a>
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: деталей, пазов, торцах, инструмент, обработки
Текст:
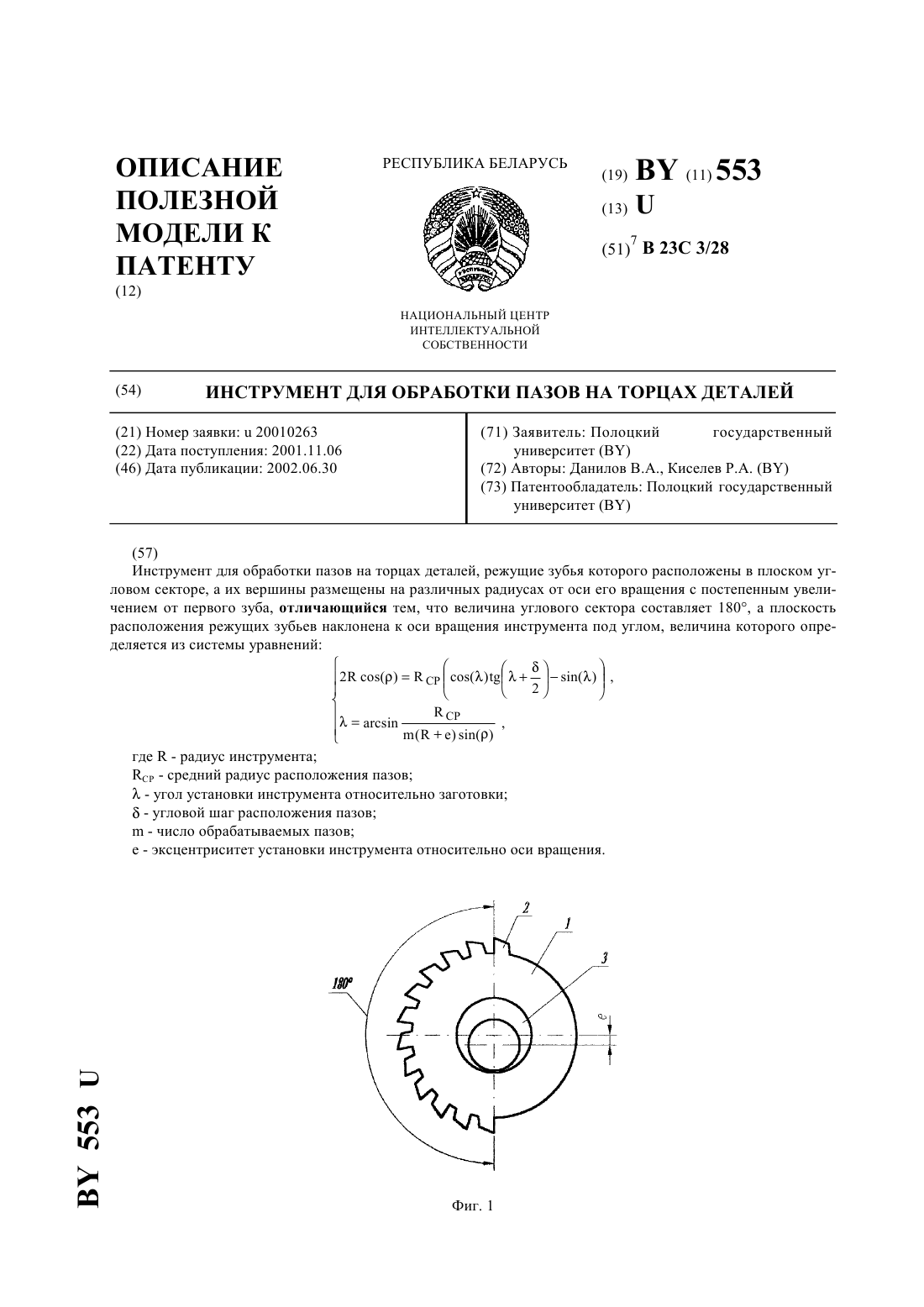
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И., Рута С. А.
МПК: B24B 37/02
Метки: способ, длинномерной, обработки, детали, цилиндрической
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Жорник Александр Иванович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович
МПК: B22F 7/04
Метки: покрытий, нанесения, цилиндрические, способ, детали
Текст:
...покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного...
Способ нанесения покрытия на цилиндрические детали
Номер патента: 4466
Опубликовано: 30.06.2002
Авторы: Буйкус Кястас Вито, Ивашко Виктор Сергеевич
МПК: C23C 4/00
Метки: детали, способ, нанесения, покрытия, цилиндрические
Текст:
...техническая задача решается тем, что в способе нанесения покрытий на цилиндрические детали, включающем газотермическое напыление и одновременно с ним дополнительную обработку, дополнительную обработку производят путем механической очистки наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны, не подвергающейся действию 4466 1 газометаллической струи, со скоростью относительного...
Станок для образования пазов на кромке полосы
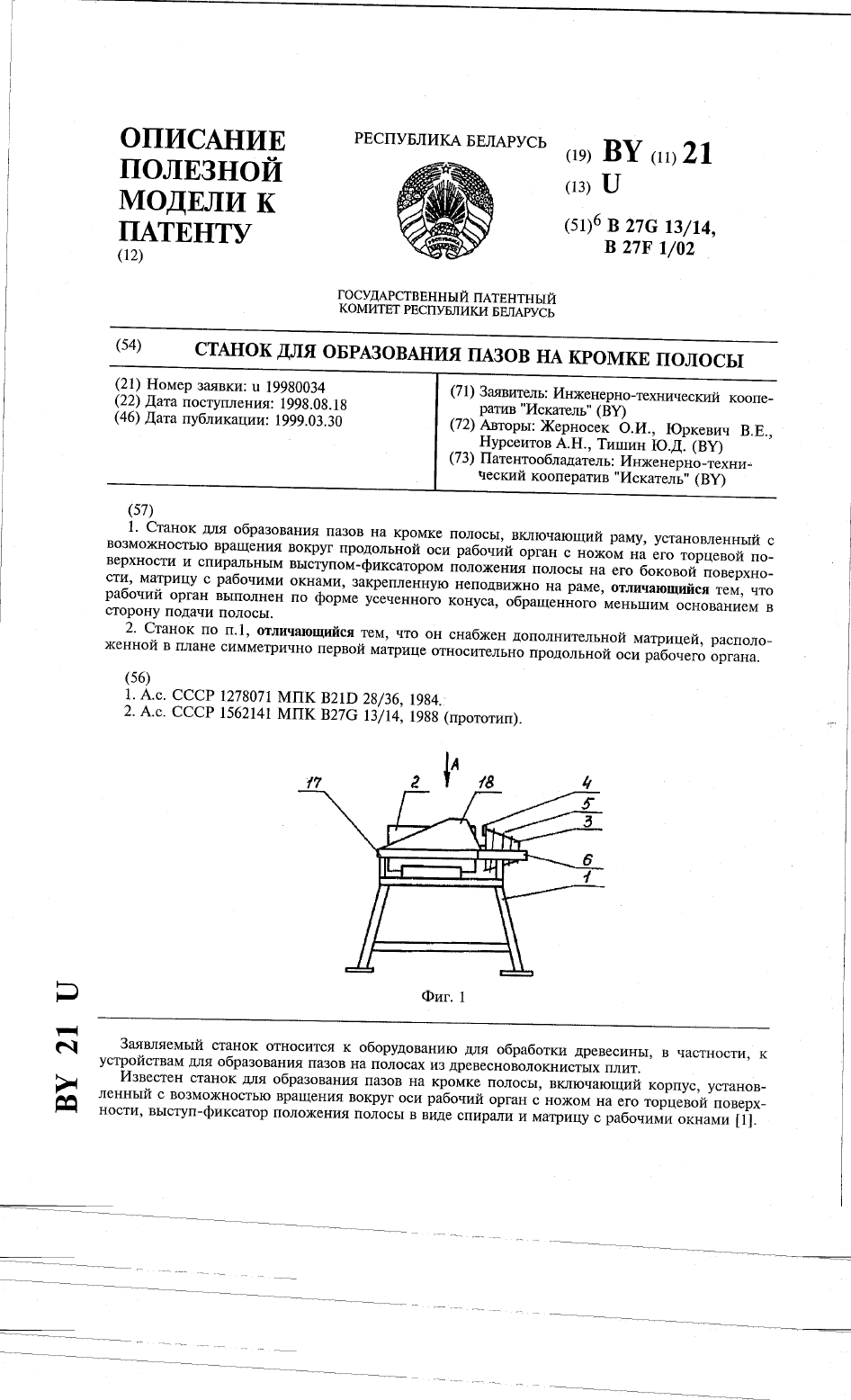
Номер патента: U 21
Опубликовано: 30.03.1999
Авторы: Нурсеитов Адам Нуржигитович, Жерносек Олег Иванович, Тишин Юрий Дмитриевич, Юркевич Владимир Евгеньевич
МПК: B27G 13/14, B27F 1/02
Метки: образования, пазов, станок, кромке, полосы
Текст:
...органа.Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый станок отличается тем, что его рабочий орган выполнен по форме усеченного конуса, обращенного меньшим основанием в сторону подачи полосы, а также тем, что станок снабжен дополнительной матрицей, расположенной в плане симметрично первой матрице относительно продольной оси рабочего органа.В результате предложенного выполнения рабочего органа (в виде...
Предыдущий патент: Способ рекультивации мелиорированных земель с каналами, заросшими древесно-кустарниковой растительностью
Следующий патент: Устройство для измерения температуры элементов вращающегося объекта
Случайный патент: Фиксатор эластичного шнура очков