Инструмент для обработки пазов на торце детали и способ обработки пазов на торце детали
Номер патента: 6934
Опубликовано: 30.03.2005
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
Текст
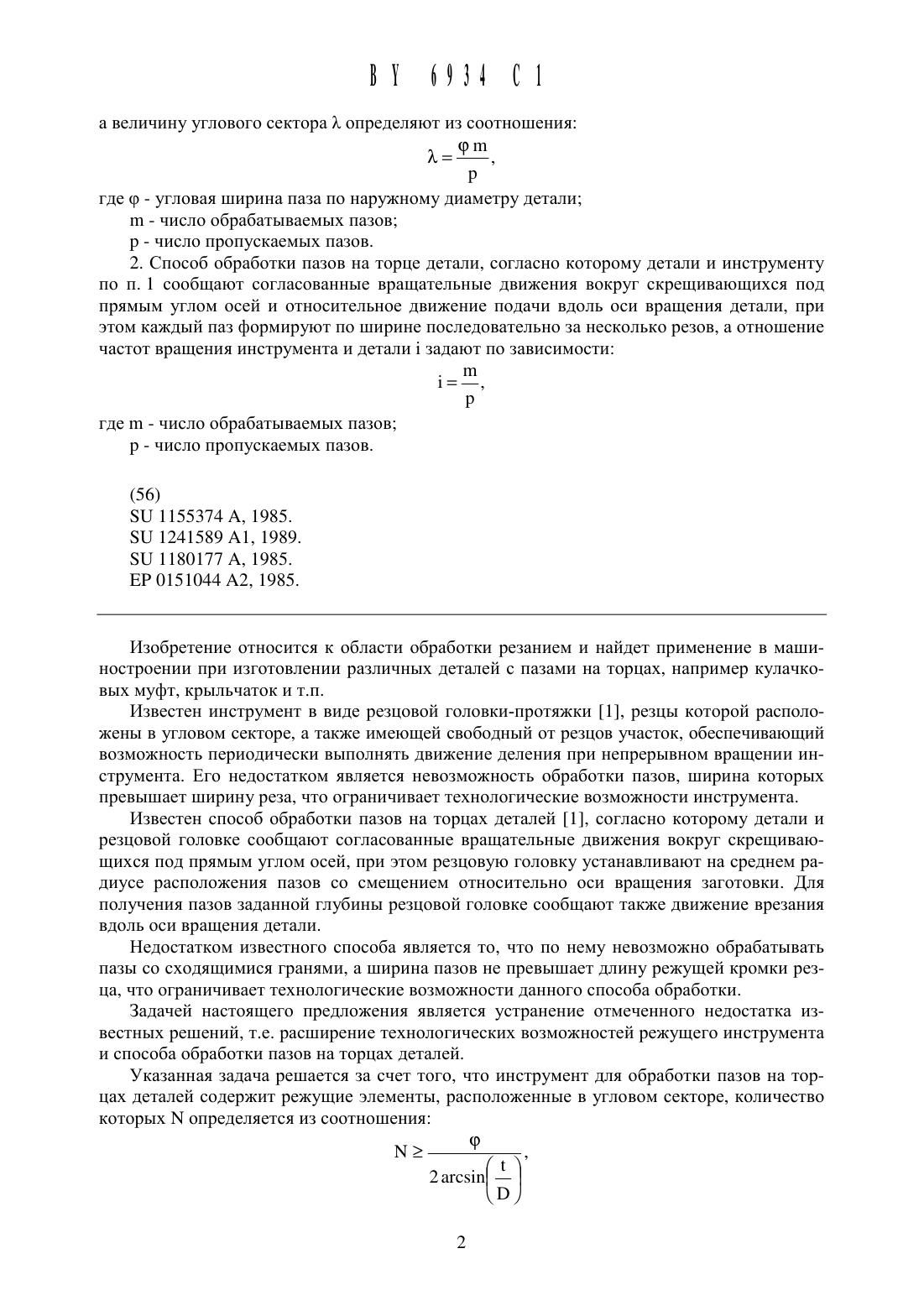
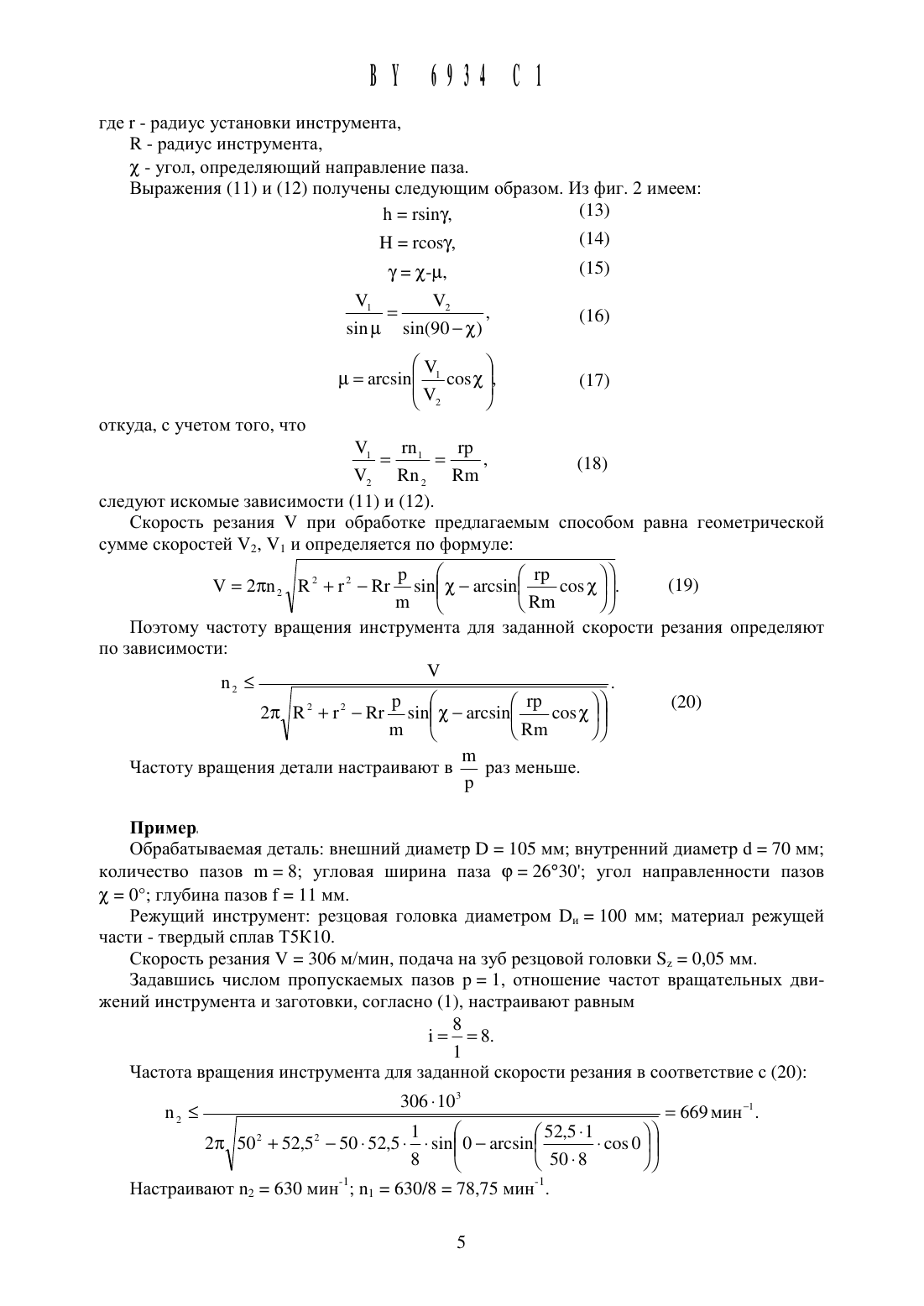
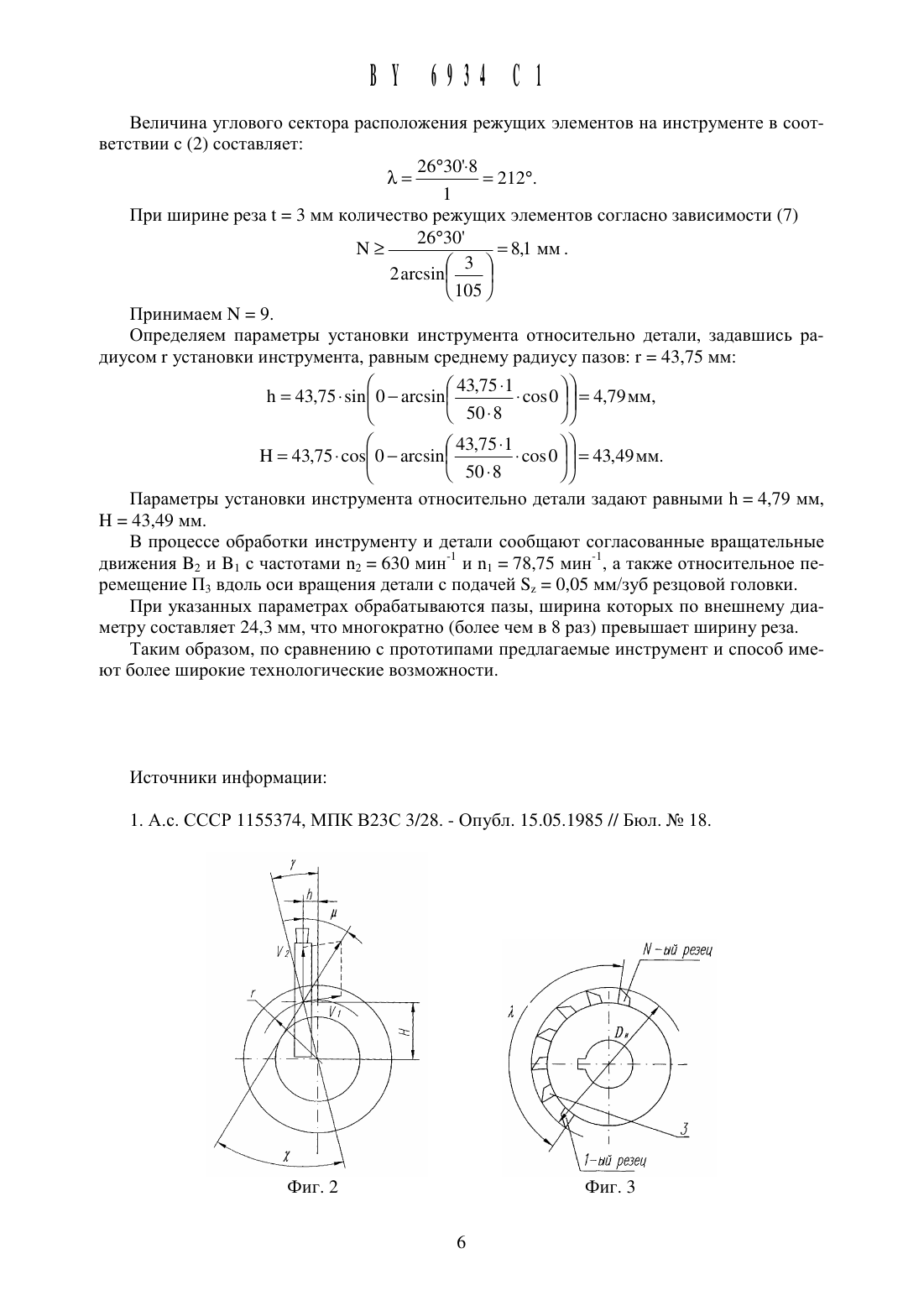
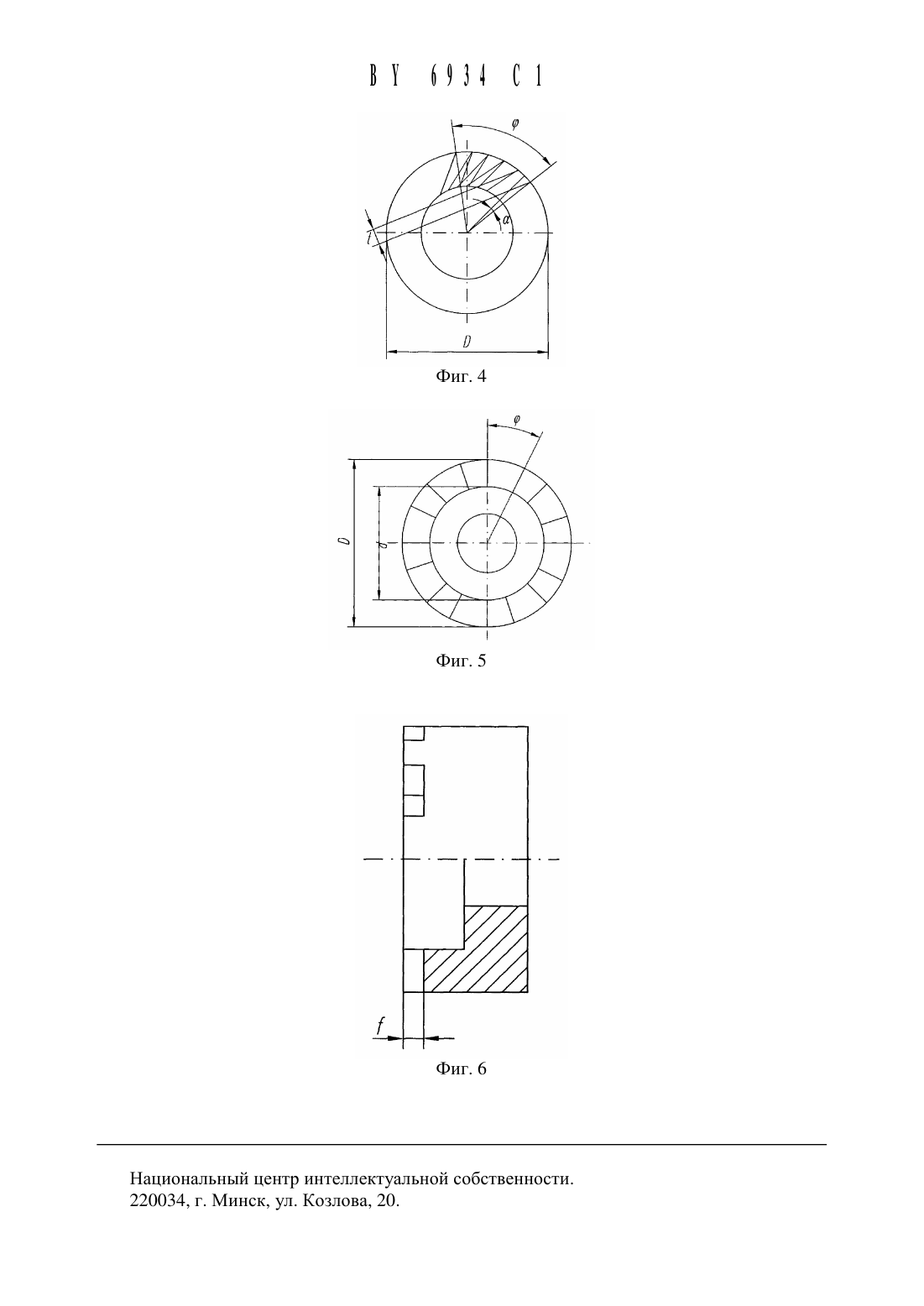
а ВеЛИЧИНу УГЛОВОГО секТора 7 ОПРДЛЯЮТ ИЗ СООТНОШНИЯ ГП д ДР где (р - угловая ширина паза по наружному диаметру детали2. Способ обработки пазов на торце детали, согласно которому детали И инструменту по п. 1 сообщают согласованные вращательные движения вокруг скрещивающихся под прямым углом осей и относительное движение подачи вдоль оси вращения детали, при этом каждый паз формируют по ширине последовательно за несколько резов, а отношение частот вращения инструмента и детали 1 задают по зависимостиГДС Ш - ЧИСЛО обрабатываемых пазов р - ЧИСЛО ПРОПУСКЗВМЫХ пазов.Изобретение относится к области обработки резанием и найдет применение в машиностроении при изготовлении различных деталей с пазами на торцах, например кулачковых муфт, крыльчаток и т.п.Известен инструмент в виде резцовой головки-протяжки 1, резцы которой расположены в угловом секторе, а также имеющей свободный от резцов участок, обеспечивающий возможность периодически выполнять движение деления при непрерывном вращении инструмента. Его недостатком является невозможность обработки пазов, ширина которых превышает ширину реза, что ограничивает технологические возможности инструмента.Известен способ обработки пазов на торцах деталей 1, согласно которому детали и резцовой головке сообщают согласованные вращательные движения вокруг скрещивающихся под прямым углом осей, при этом резцовую головку устанавливают на среднем радиусе расположения пазов со смещением относительно оси вращения заготовки. Для получения пазов заданной глубины резцовой головке сообщают также движение врезания вдоль оси вращения детали.Недостатком известного способа является то, что по нему невозможно обрабатывать пазы со сходящимися гранями, а ширина пазов не превышает длину режущей кромки резца, что ограничивает технологические возможности данного способа обработки.Задачей настоящего предложения является устранение отмеченного недостатка известных решений, т.е. расширение технологических возможностей режущего инструмента и способа обработки пазов на торцах деталей.Указанная задача решается за счет того, что инструмент для обработки пазов на торцах деталей содержит режущие элементы, расположенные в угловом секторе, количество которых Ы определяется из соотношениягде (р - угловая ширина паза по наружному диаметру детали 1 - ширина одного из нескольких резов, формирующих паз В - наружный диаметр детали,а величину углового сектора Ж определяют из соотношенияГДС (р - угловая ширина паза ПО наружному ДИЗМСТРУ деталиДЛЯ обработки пазов детали И ИНСТРУМСНТУ сообщают согласованные вращательные ДВИЖСНИЯ ВОКРУГ СКРСЩИВЗЮЩИХСЯ ПОД ПрЯМЫМ уГЛОМ ОССЙ И ОТНОСИТСЛЬНОС ДВИЖСНИС подачи ВДОЛЬ ОСИ вращения ДСТЗЛИ, ПрИ ЭТОМ каждый паз фОРМИРУЪОТ ПО ШИрИНС ПОСЛСДОвательно за НССКОЛЬКО рСЗОВ, а ОТНОШСНИС частот вращения инструмента И ДСТЗЛИзадают ПО зависимостиЗаявляемый инструмент отличается количеством и расположением режущих элементов в угловом секторе и тем, ЧТО величина углового сектора определяется геометрией обрабатываемой детали. Способ отличается тем, что каждый паз формируют за несколько резов последовательно по ширине при непрерывном согласованном вращении инструмента и детали.Отличительные признаки предлагаемого инструмента и способа обеспечивают получение технического результата в виде возможности управления шириной и геометрией формируемых пазов при непрерывном процессе деления. Указанный эффект достигается за счет распределения снимаемого припуска между всеми режущими элементами, расположенными в угловом секторе. Благодаря этому инструмент и способ обладает по сравнению с прототипом более широкими технологическими возможностями.Сущность предложения поясняется чертежом, содержащим 5 фигур.На фиг. 1 - показана схема обработки на фиг. 2 - схема скоростей на фиг. 3 - конструктивная схема инструмента на фиг. 4 - схема расположения следов реза при формировании одного из пазов на фиг. 5 - показана деталь, обработка которой рассматривается в примере на фиг. 6 - деталь по фиг. 5 в разрезе.Обработку пазов на торце заготовки 1 (фиг. 1, 2) осуществляют инструментом 2. Плоскость его вращения устанавливают на определенном расстоянии 11 от оси вращения заготовки, а расстояние между осями инструмента и заготовки задают равным Н.В процессе обработки детали 1 и инструменту 2 сообщают согласованные вращательные движения В 1 и В 2 соответственно с частотами 111 и 112. Отношение частот 112 и щ задают пропорциональным числу обрабатываемых пазов и обратно пропорциональным числу пропускаемых пазовДля получения заданной глубины пазов инструменту сообщают поступательное перемещение П 3 вдоль оси вращения детали (движение врезания).Конструктивная схема инструмента для обработки пазов на торцах деталей показана на фиг. 3. Режущие элементы 3 расположены в угловом секторе, величина Ж которого определяется по формулеи ,Р где (р - угловая щирина паза по наружному диаметру заготовки (фиг. 4). Количество М режущих элементов определяется из неравенствагде г - щирина одного из нескольких резов, формирующих паз, В - наружный диаметр заготовки.При указанных движениях детали и инструмента и расположении его режущих элементов каждый из обрабатываемых пазов формируют последовательно на угле (р занесколько резов Шириной г (фиг. 4).Из фиг. 4 г Взйпос,где ос - угол, соответствующий половине щирины реза. Следовательно,. ос агсзш . (4) В Для обеспечения перекрытия следов соседних резов должно выполняться условие 2 о 3 (5) Ы поэтому Ы 1 (б) 2 ос Из зависимостей (4) в (6) ы 2 . 7 2 агс 51 п ( ) ВТак как профилирование одного паза по всей щирине происходит за один оборот инструмента, то( ш 3 откуда ж (рш, (9) ИЛИ С УЧВТОМ ПРОПУСКЗСМЫХ ПЗЗОВ р 7 . (10) ру, вы, кш следуют искомые зависимости (11) и (12).Скорость резания У при обработке предлагаемым способом равна геометрической сумме скоростей У 2, У 1 и определяется по формулеПОЭТОМУ частоту вращения инструмента ДЛЯ заданной СКОРОСТИ резания ОПрСДСЛЯЮТ ПО зависимостиУ п 2 . 27 112 12 Кгдз 1 п х-агсзш Шсозх (20) ш Кш Частоту вращения детали настраивают в Е раз меньще. РОбрабатываемая деталь внещний диаметр В 105 мм внутренний диаметр (1 70 мм количество пазов ш 8 угловая щирина паза (р 2630 угол направленности пазов х 0 глубина пазов Г 11 мм.Режущий инструмент резцовая головка диаметром 13 100 мм материал режущей части - твердый сплав Т 5 К 1 О.Скорость резания У 306 м/мин, подача на зуб резцовой головки 52 0,05 мм.Задавшись числом пропускаемых пазов р 1, отнощение частот вращательных движений инструмента и заготовки, согласно ( 1), настраивают равным1 8. 1 Частота вращения инструмента для заданной скорости резания в соответствие с (20) 3 112 306 10 - 669 мин 1. 1 . 27 502 52,52 50 - 52,5 - -5111 0 21105111 525 1-со 50 8 50 - 8
МПК / Метки
МПК: B23C 3/28
Метки: обработки, торце, пазов, детали, способ, инструмент
Код ссылки
<a href="https://by.patents.su/7-6934-instrument-dlya-obrabotki-pazov-na-torce-detali-i-sposob-obrabotki-pazov-na-torce-detali.html" rel="bookmark" title="База патентов Беларуси">Инструмент для обработки пазов на торце детали и способ обработки пазов на торце детали</a>
Способ обработки пазов на торце детали и станок для его осуществления

Номер патента: 6165
Опубликовано: 30.06.2004
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: детали, пазов, способ, осуществления, обработки, торце, станок
Текст:
...перемещение П вдоль оси вращения заготовки (движение подачи).Кинематическая структура станка, реализующего описанный способ обработки, приведена на фиг. 2.Станок содержит привод вращения инструмента 1, состоящий из двигателя 4 и органа настройки 5 скорости резания, щпиндели 6 и 7 соответственно инструмента 1 и заготовки 3, дополнительную кинематическую цепь с механизмом 8 автоматического изменения угловой скорости вращения...
Способ формирования пазов на торце детали
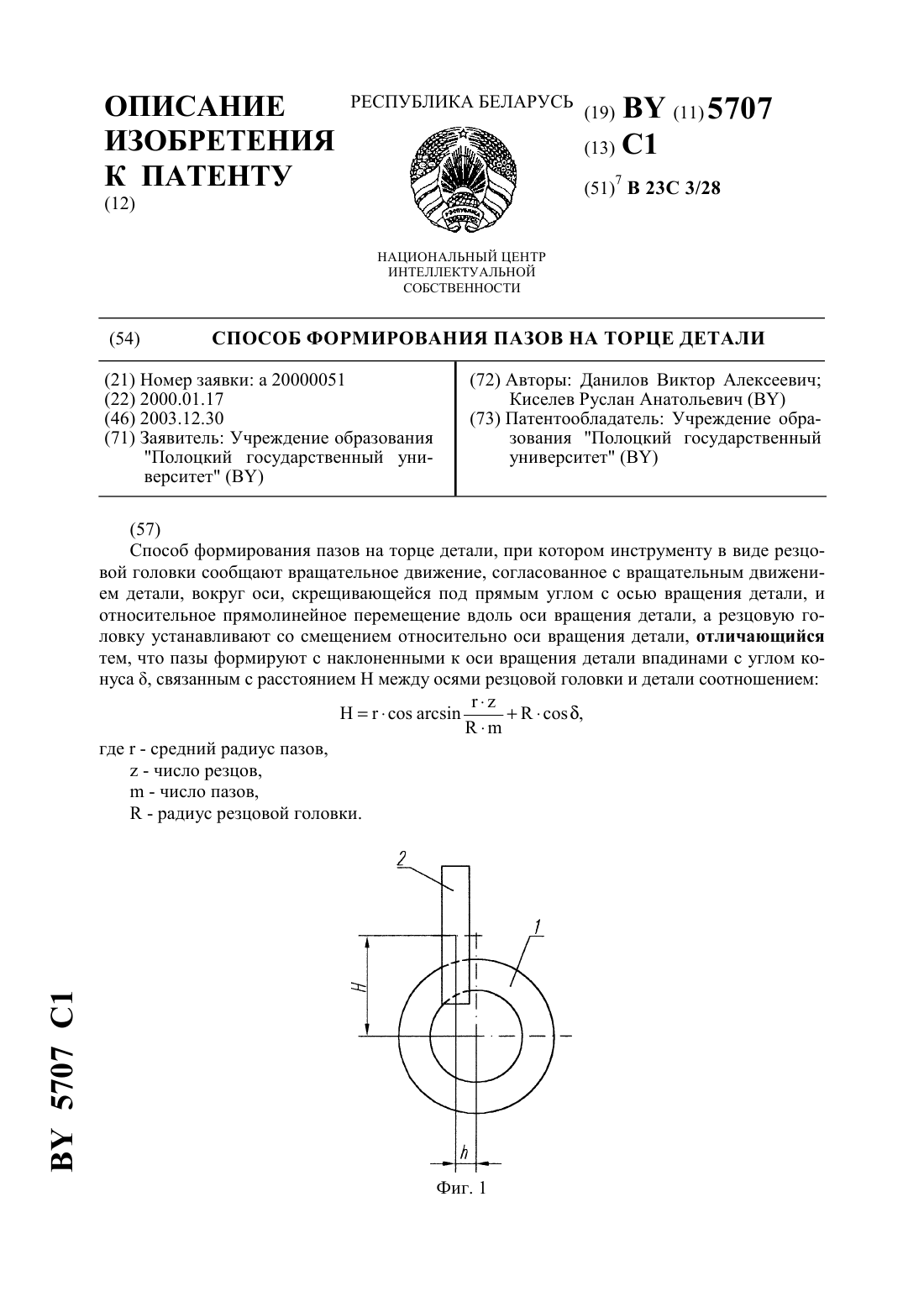
Номер патента: 5707
Опубликовано: 30.12.2003
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: способ, детали, формирования, пазов, торце
Текст:
...относительной установки инструмента и детали. Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде возможности формирования пазов с наклоненными к оси вращения заготовки впадинами, вследствие изменения траектории движения инструмента относительно заготовки. На фиг. 1 изображена схема установки инструмента относительно детали на фиг. 2 кинематическая схема формирования пазов на фиг. 3 показана...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 1550
Опубликовано: 30.09.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: инструмент, деталей, торцах, обработки, пазов
Текст:
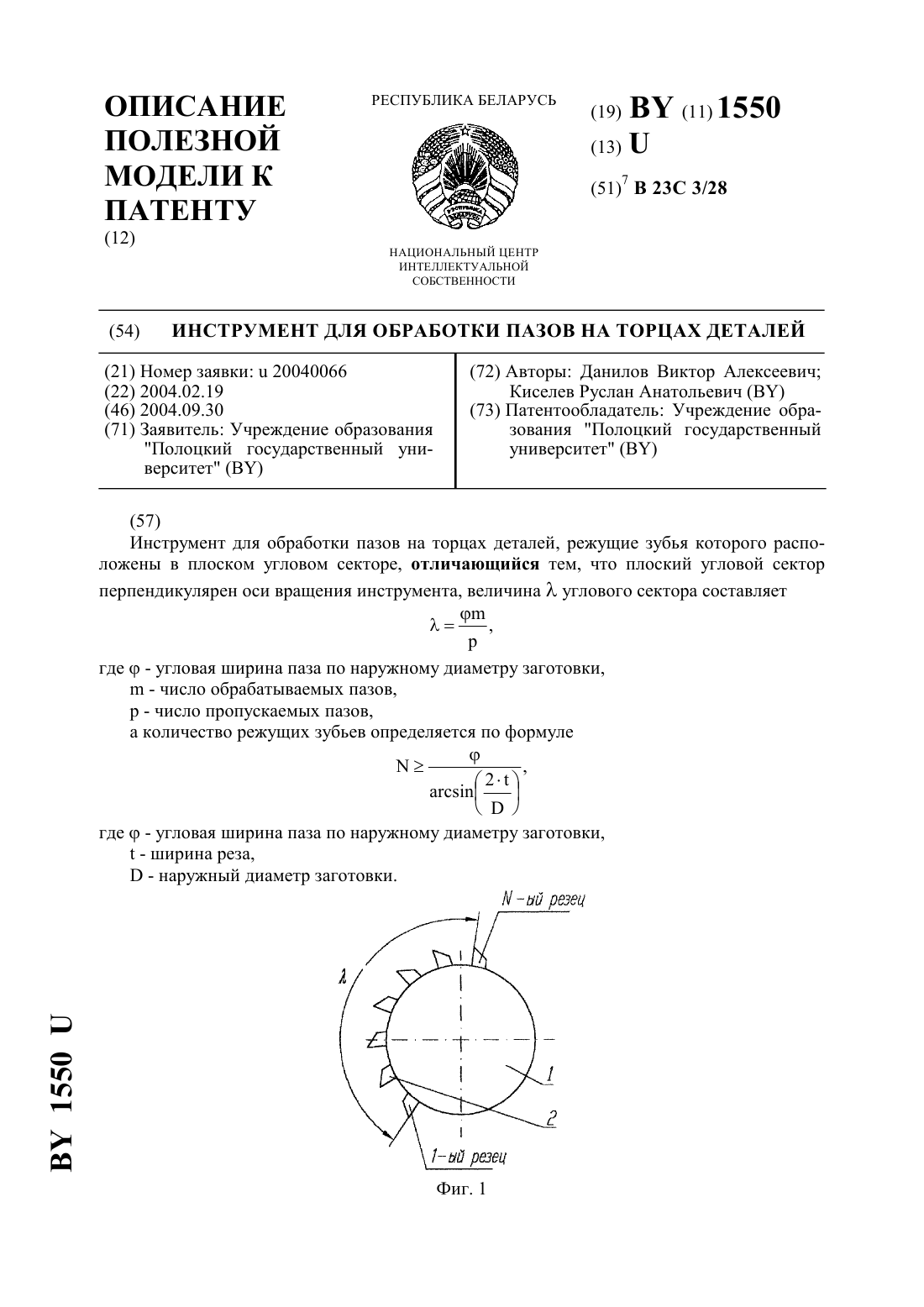
...по наружному диаметру заготовки,2 1550- ширина реза, - наружный диаметр заготовки. Заявляемая полезная модель отличается конструктивным исполнением инструмента, а именно иным расположением режущих зубьев в угловом секторе и углового сектора относительно оси вращения инструмента, зависимостью количества режущих зубьев от геометрии обрабатываемой детали. Отличительные признаки полезной модели обеспечивают получение технического результата в...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: инструмент, торцах, обработки, деталей, пазов
Текст:
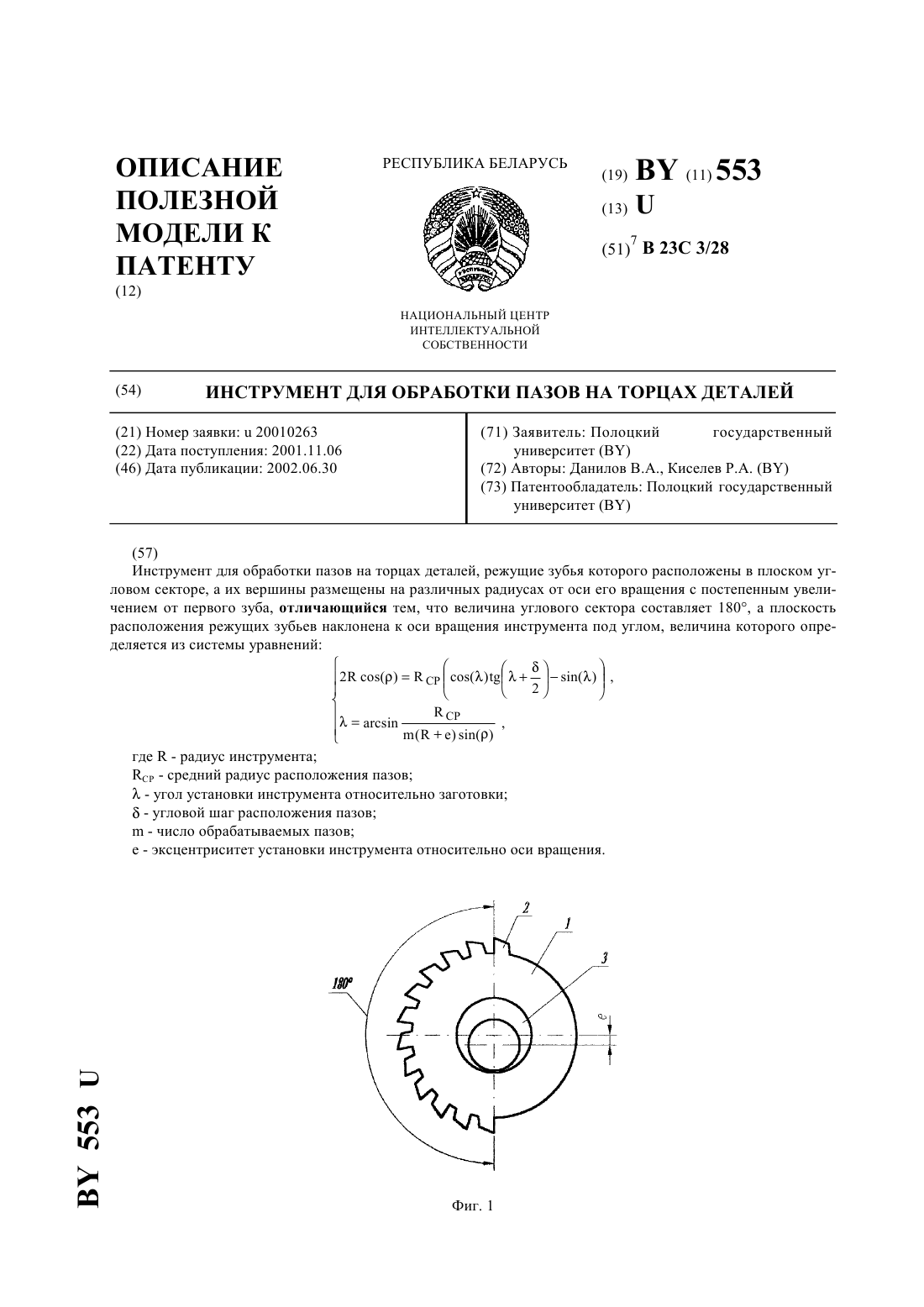
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Способ обработки пазов на торцах деталей
Номер патента: 6063
Опубликовано: 30.03.2004
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: пазов, способ, деталей, обработки, торцах
Текст:
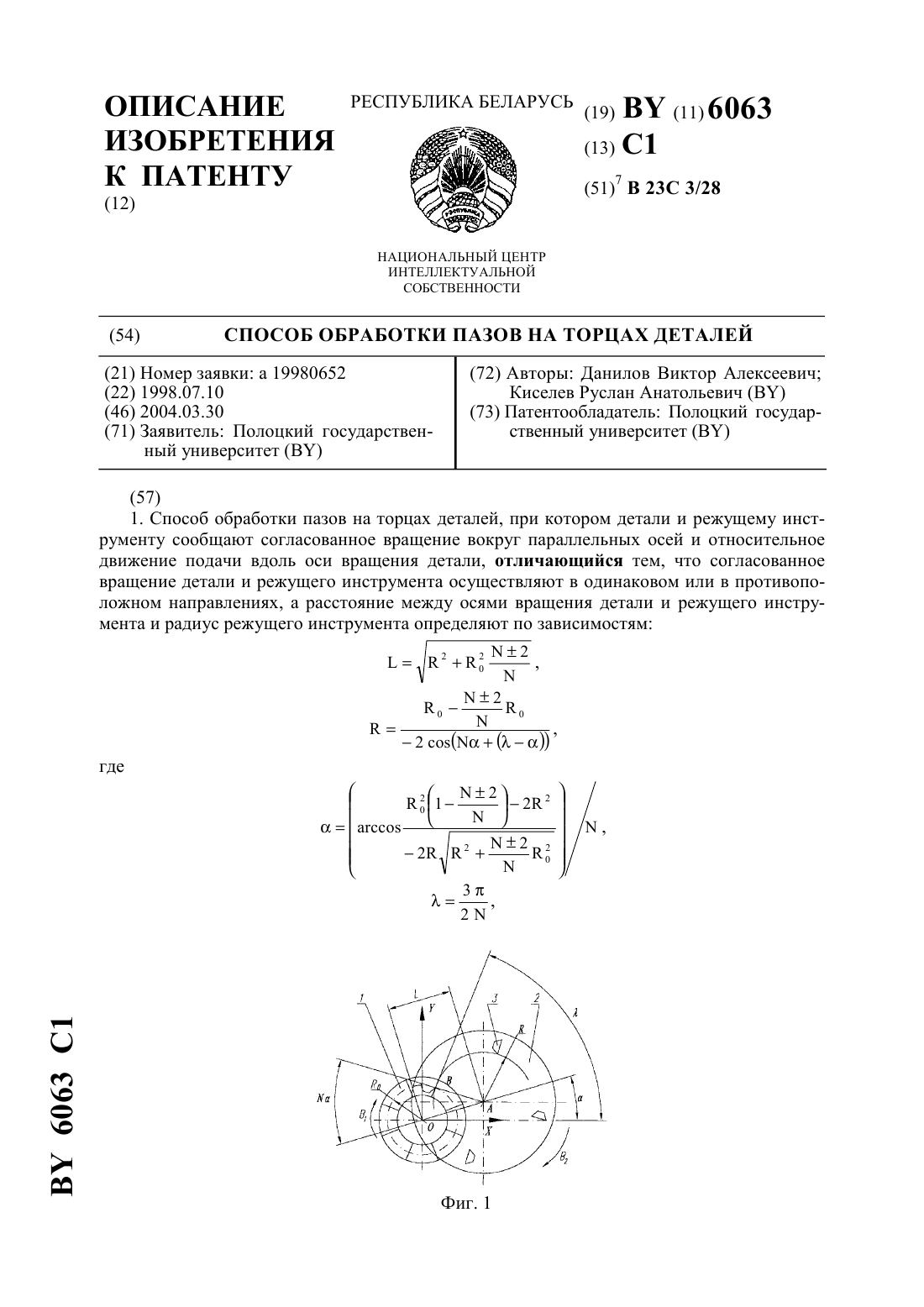
...детали. При условной (на основании принципа обратимости движения) остановке детали режущий инструмент приобретает дополнительное вращение - В 1 относительно оси детали(начало системы координат) в направлении, противоположном ее вращению на станке. В результате ось режущего инструмента движется по окружности радиуса(расстояние ОА 3 6063 1 между осями вращательных движений режущего инструмента и детали). В качестве начального (нулевого)...
Предыдущий патент: Способ повышения продуктивности свинок на откорме
Следующий патент: Способ получения полиамидов
Случайный патент: Способ получения печенья растворимого для детского питания